Спосіб виготовлення прокатних гвинтових заготовок
Номер патенту: 76012
Опубліковано: 25.12.2012
Автори: Радик Дмитро Леонидович, Олендер Володимир Михайлович, Васильків Василь Васильович

Формула / Реферат
Спосіб виготовлення прокатних гвинтових заготовок, при якому здійснюють подачу смугової заготовки в зону деформації, формування гвинтової заготовки, шляхом асиметричного обтискання смугової заготовки між верхнім та нижнім інструментами, які утворюють між собою клиноподібну щілину, та здійснюють обертовий рух навколо власних осей, який відрізняється тим, що формування гвинтової заготовки здійснюють на ротаційному штампі шляхом вібраційного асиметричного обтискання смугової заготовки, причому верхній інструмент здійснює коливні рухи в перпендикулярному напрямку до площини подачі смугової заготовки, а максимальну швидкість обертового руху нижнього інструмента визначають за формулою:
![]() ,
,
де ![]() - кутова швидкість обертового руху нижнього інструмента;
- кутова швидкість обертового руху нижнього інструмента;
![]() - амплітуда коливань верхнього інструмента;
- амплітуда коливань верхнього інструмента;
![]() - частота коливань верхнього інструмента;
- частота коливань верхнього інструмента;
![]() - найбільший радіус робочої поверхні нижнього інструмента.
- найбільший радіус робочої поверхні нижнього інструмента.
Текст
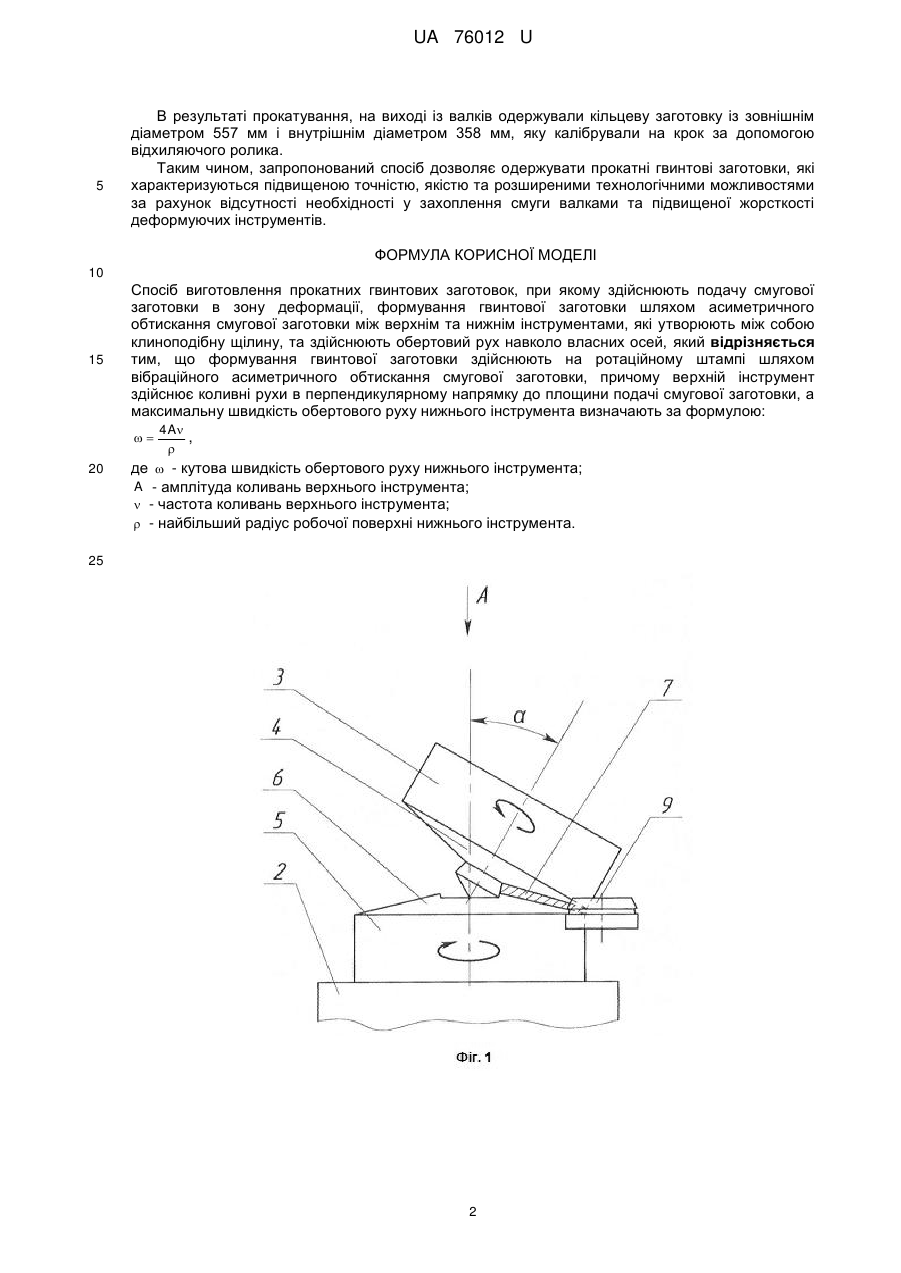
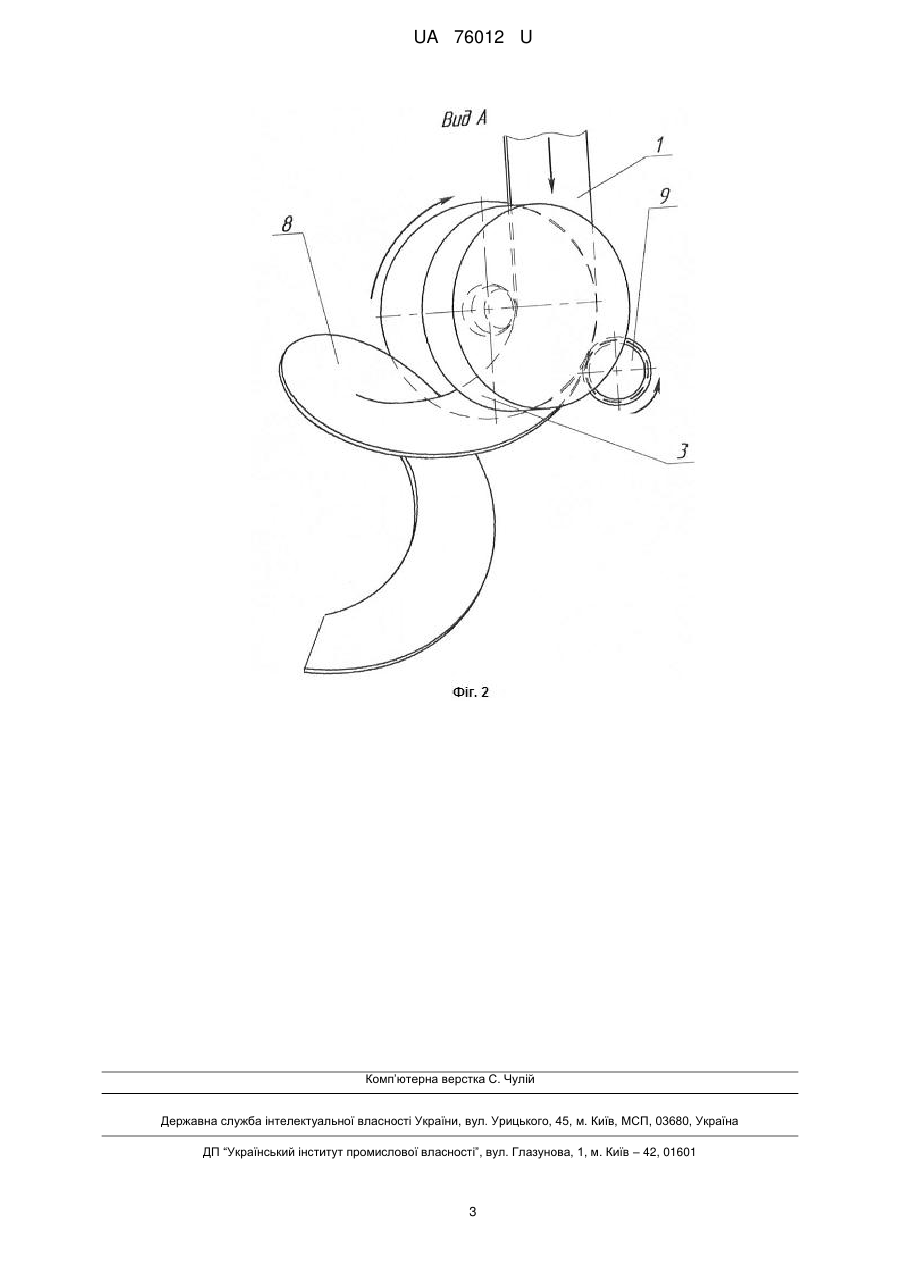
Реферат: UA 76012 U UA 76012 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових прокатних гвинтових заготовок. Відомий спосіб виготовлення прокатних гвинтових заготовок, при якому здійснюють асиметричне обтискання смугової заготовки між верхнім та нижнім інструментами, які утворюють між собою клиноподібну щілину та здійснюють обертовий рух навколо власних осей (Патент України № 56791, кл. B21D 11/06, заявл. 14.07.2010, опубл. 25.01.2011, бюл. № 2). Недоліком вказаного способу є низька точність виготовлення прокатних гвинтових заготовок зі значною шириною витка через низьку жорсткість інструментів, та вплив розхилу товщини смугових заготовок, які використовуються для виготовлення прокатних заготовок. Крім цього при значному обтискуванні стрічкових заготовок спостерігається пружна деформація осі інструментів, що призводить до спотворення форми і розмірів витка. Крім цього існує складність захоплення смуги валками. В основу корисної моделі поставлено задачу підвищення точності одержання прокатних гвинтових заготовок та розширення технологічних можливостей, шляхом реалізації способу виготовлення прокатних гвинтових заготовок, при якому здійснюють подачу смугової заготовки в зону деформації, формування гвинтової заготовки, шляхом асиметричного обтискання смугової заготовки між верхнім та нижнім інструментами, які утворюють між собою клиноподібну щілину, та здійснюють обертовий рух навколо власних осей, причому формування гвинтової заготовки здійснюють на ротаційному штампі шляхом вібраційного асиметричного обтискання смугової заготовки між верхнім інструментом, який здійснює коливні рухи в перпендикулярному напрямку до площини подачі смугової заготовки, а максимальна швидкість обертового руху нижнього інструмента визначається за формулою: 4A , де - кутова швидкість обертового руху нижнього інструмента; A - амплітуда коливань верхнього інструмента; - частота коливань верхнього інструмента; - найбільший радіус робочої поверхні нижнього інструмента. На фіг. 1 показана схема виготовлення прокатної гвинтової заготовки, на фіг. 2 - вид А на фіг. 1. Спосіб реалізується наступним чином. Смугову заготовку 1 розмішують на ротаційному штампі 2 для торцевого розкатування між верхнім інструментом 3 з торцевою робочою поверхнею 4 та нижнім інструментом 5 з торцевою робочою поверхнею 6. Далі здійснюють опускання верхнього інструмента 3 до змикання його робочої поверхні 4 з робочою поверхнею 6 нижнього інструмента 5 по товщині заготовки 1 з утворенням клиноподібної щілини 7 між робочими поверхнями. Потім вмикають привід обертання (не показано) верхнього 3 та нижнього 5 інструментів, та привід коливних рухів верхнього інструмента. Формування прокатної гвинтової заготовки 8 здійснюють шляхом вібраційного асиметричного обтискання смугової заготовки 1 між нижнім інструментом 5 і верхнім інструментом 3, який здійснює коливні рухи в перпендикулярному напрямку до площини подачі смугової заготовки, які утворюють між собою клиноподібну щілину 7. В результаті цього на виході із зони деформації одержували кільцеву заготовку, яку калібрували на крок за допомогою відхиляючого ролика 9. Приклад конкретного виконання способу. Формоутворення прокатної гвинтової заготовки (матеріал сталь 08 кп ГОСТЗ80-71), яка характеризується такими параметрами: внутрішній діаметр - d=300 мм; зовнішній діаметр D=500 мм; крок - Т=460 мм, товщина витка -H0=3,4 мм, здійснювали на гідравлічному пресі моделі ДБ-2432 зусиллям 160 т, який оснащений ротаційним штампом моделі CM-160. Кут нахилу осі пуансона відносно осі матриці = 8 град., частота коливань верхнього інструмента =300Гц, амплітуда коливань верхнього інструмента А =0,5 мм, - найбільший радіус робочої поверхні нижнього інструмента =278,5 мм, кутова швидкість обертового руху нижнього інструмента = 2,14 рад/с. Смугову заготовку розміщували на матриці та здійснювали опускання обкатного пуансона до змикання з матрицею по товщині заготовки з утворенням клиноподібної щілини. Потім вмикали привід обертових рухів пуансона та матриці. 1 UA 76012 U 5 В результаті прокатування, на виході із валків одержували кільцеву заготовку із зовнішнім діаметром 557 мм і внутрішнім діаметром 358 мм, яку калібрували на крок за допомогою відхиляючого ролика. Таким чином, запропонований спосіб дозволяє одержувати прокатні гвинтові заготовки, які характеризуються підвищеною точністю, якістю та розширеними технологічними можливостями за рахунок відсутності необхідності у захоплення смуги валками та підвищеної жорсткості деформуючих інструментів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виготовлення прокатних гвинтових заготовок, при якому здійснюють подачу смугової заготовки в зону деформації, формування гвинтової заготовки шляхом асиметричного обтискання смугової заготовки між верхнім та нижнім інструментами, які утворюють між собою клиноподібну щілину, та здійснюють обертовий рух навколо власних осей, який відрізняється тим, що формування гвинтової заготовки здійснюють на ротаційному штампі шляхом вібраційного асиметричного обтискання смугової заготовки, причому верхній інструмент здійснює коливні рухи в перпендикулярному напрямку до площини подачі смугової заготовки, а максимальну швидкість обертового руху нижнього інструмента визначають за формулою: 20 4 A , де - кутова швидкість обертового руху нижнього інструмента; A - амплітуда коливань верхнього інструмента; - частота коливань верхнього інструмента; - найбільший радіус робочої поверхні нижнього інструмента. 25 2 UA 76012 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing rolled screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Olender Volodymyr Mykhailovych
Назва патенту російськоюСпособ изготовления прокатных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Олендер Владимир Михайлович
МПК / Мітки
МПК: B21D 11/06
Мітки: заготовок, гвинтових, прокатних, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-76012-sposib-vigotovlennya-prokatnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прокатних гвинтових заготовок</a>
Спосіб виготовлення кованих гвинтових заготовок
Номер патенту: 71441
Опубліковано: 10.07.2012
Автори: Радик Дмитро Леонидович, Олендер Володимир Михайлович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, виготовлення, заготовок, кованих
Формула / Реферат:
Спосіб виготовлення кованих гвинтових заготовок, при якому за допомогою співвісно розміщених бойків здійснюють асиметричне обтискання смугової заготовки до утворення на ній ділянки плоскої кільцевої форми з наступним її деформуванням до утворення гвинтової спіралі, який відрізняється тим, що утворення ділянки плоскої кільцевої форми здійснюється шляхом редукування смугової заготовки з використанням ротаційно-кувальної машини.
Спосіб виготовлення кованих гвинтових заготовок
Номер патенту: 73010
Опубліковано: 10.09.2012
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Олендер Володимир Михайлович
МПК: B21D 11/06
Мітки: заготовок, виготовлення, кованих, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення кованих гвинтових заготовок, при якому за допомогою співвісно розміщених бойків здійснюють асиметричне обтискання смугової заготовки до утворення на ній ділянки плоскої кільцевої форми з наступним її деформуванням до утворення гвинтової спіралі, який відрізняється тим, що утворення ділянки плоскої кільцевої форми здійснюють шляхом радіального обтискування смугової заготовки з використанням радіально-кувальної машини.
Спосіб виготовлення великогабаритних гвинтових заготовок
Номер патенту: 70382
Опубліковано: 11.06.2012
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: великогабаритних, гвинтових, спосіб, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який...
Спосіб виготовлення штампозварних гвинтових заготовок
Номер патенту: 64321
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, штампозварних, заготовок, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеву заготовку, розрізають її по радіусу до утворення кільцевої секторної заготовки, нагрівають та формують секційну гвинтову заготовку з наступним зварюванням секційних гвинтових заготовок до утворення багатовиткової штампозварної гвинтової заготовки, який відрізняється тим, що формування секційної гвинтової заготовки здійснюють торцевим розкатуванням за...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: широкосмугових, виготовлення, гвинтових, заготовок, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Попередній патент: Клавіатура системи тестування
Наступний патент: Пружна муфта
Випадковий патент: Привод управління паливним насосом