Спосіб і пристрій для обробки заготовок із термопластичного матеріалу
Формула / Реферат
1. Спосіб обробки заготовок із термопластичного матеріалу для пневматичного формування в ємності, при якому заготовки виготовляють у ливарній формі технікою лиття під тиском, і після виймання з ливарної форми їх формують, який відрізняється тим, що заготовки (1) формують шляхом дії зниженого тиску.
2. Спосіб за п. 1, який відрізняється тим, що зниженим тиском діють на заготовки (1) ззовні.
3. Спосіб за п. 1, який відрізняється тим, що зниженим тиском діють на заготовки (1) зсередини.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що знижений тиск прикладають до заготовок (1) усередині охолоджувального пристрою.
5. Спосіб за одним з пп. 1-4, який відрізняється тим, що знижений тиск прикладають до заготовок (1) крізь пористий матеріал.
6. Спосіб за одним з пп. 1-5, який відрізняється тим, що знижений тиск підводять до пористого матеріалу наскрізь по каналах (10) зниженого тиску.
7. Спосіб за одним з пп. 1-6, який відрізняється тим, що заготовки (1) локально навантажують робочою рідиною.
8. Спосіб за одним з пп. 1-7, який відрізняється тим, що заготовки (1) навантажують робочою рідиною тимчасово.
9. Спосіб за одним з пп. 1-8, який відрізняється тим, що знижений тиск прикладають до заготовок (1) крізь локальні пористі вставки (3).
10. Спосіб за одним з пп. 1-9, який відрізняється тим, що локальні пористі вставки (3) через регульовані клапани (19) протягом заданого часу частково приєднані до джерела (20) тиску і до одного чи кількох джерел (21) зниженого тиску.
11. Спосіб за одним з пп. 1-10, який відрізняється тим, що формування заготовок (1) здійснюють із використанням пористої внутрішньої оправки (22).
12. Спосіб за одним з пп. 1-11, який відрізняється тим, що за допомогою внутрішньої оправки (22) здійснюють локальну дію зниженого тиску на заготовку.
13. Спосіб за одним з пп. 1-12, який відрізняється тим, що формування заготовки (1) проводять як проміжний крок при здійсненні одноступеневого способу інжекційно-роздувального формування.
14. Спосіб за одним з пп. 1-12, який відрізняється тим, що формування заготовки (1) проводять як проміжний етап при здійсненні двоступеневого способу інжекційно-роздувального формування.
15. Пристрій для обробки заготовок із термопластичного матеріалу для пневматичного формування в ємності і виготовлення у ливарній формі технікою лиття під тиском, у якому заготовки навантажені щонайменше на окремих ділянках охолоджувальним пристроєм, який відрізняється тим, що охолоджувальний пристрій щонайменше на окремих ділянках виконаний з пористого матеріалу.
16. Пристрій за п. 15, який відрізняється тим, що пористий матеріал розташований у зоні охолоджувальної втулки.
17. Пристрій за п. 15 або 16, який відрізняється тим, що пористий матеріал виконаний у вигляді вставки (3), утримуваної за допомогою обойми (2).
18. Пристрій за одним з пп. 15-17, який відрізняється тим, що в зоні вставки (3) розташований щонайменше один канал (10) зниженого тиску.
19. Пристрій за одним з пп. 15-18, який відрізняється тим, що в зоні вставки (3) розташований щонайменше один охолоджувальний канал (11).
20. Пристрій за одним з пп. 15-18, який відрізняється тим, що в зоні обойми (2) розташований щонайменше один охолоджувальний канал (11).
21. Пристрій за одним з пп. 15-20, який відрізняється тим, що вставка (3) щонайменше на окремих ділянках закрита ущільненням (13).
22. Пристрій за одним з пп. 15-21, який відрізняється тим, що канал (10) зниженого тиску проходить до зони порожнини (14) вставки (3).
23. Пристрій за одним з пп. 15-22, який відрізняється тим, що вставка (3) обладнана сполучним елементом (17) для робочої рідини.
24. Пристрій за одним з пп. 15-23, який відрізняється тим, що обойма (2) містить щонайменше дві локально відділені одна від одної вставки (3) з пористого матеріалу.
25. Пристрій за одним з пп. 15-24, який відрізняється тим, що окремі пористі вставки (3) виконані з можливістю регульованого приєднання до джерела (20) тиску і до одного чи кількох джерел (21) зниженого тиску.
26. Пристрій за п. 25, який відрізняється тим, що вставки (3) виконані з можливістю приєднання щонайменше одним регульованим клапаном (19) до джерела (20) тиску і щонайменше до одного джерела (21) зниженого тиску.
27. Пристрій за одним з пп. 15-26, який відрізняється тим, що внутрішня оправка (22) щонайменше на окремих ділянках виконана з пористого матеріалу.
28. Пристрій за одним з пп. 15-27, який відрізняється тим, що внутрішня оправка (22) щонайменше на окремих ділянках закрита ущільненням (24).
29. Пристрій за п. 27 або 28, який відрізняється тим, що внутрішня оправка (22) у зоні вершини (25) закрита ущільненням (26).
30. Пристрій за одним з пп. 15-29, який відрізняється тим, що внутрішня оправка (22) обладнана щонайменше однією мембраною (29), що обмежує розподільну камеру (28).
31. Пристрій за одним з пп. 15-30, який відрізняється тим, що пористий матеріал виконаний з теплопровідного матеріалу.
32. Пристрій за п. 31, який відрізняється тим, що пористий матеріал є пористим металом, таким як алюміній, сталь або мідний сплав.
33. Пристрій за одним з пп. 15-30, який відрізняється тим, що пористий матеріал є металокерамікою.
Текст
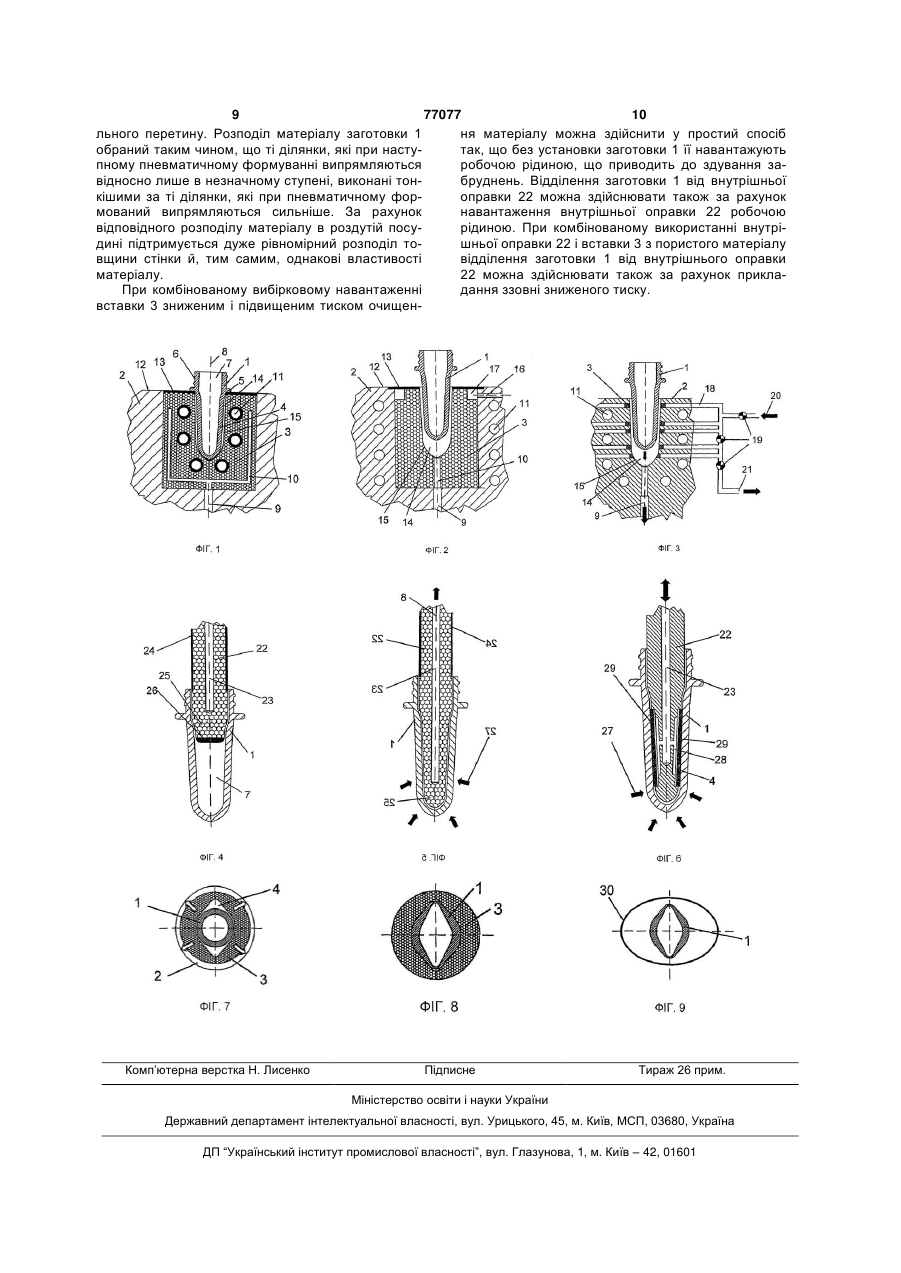
1. Спосіб обробки заготовок із термопластичного матеріалу для пневматичного формування в ємності, при якому заготовки виготовляють у ливарній формі технікою лиття під тиском, і після виймання з ливарної форми їх формують, який відрізняється тим, що заготовки (1) формують шляхом дії зниженого тиску. 2. Спосіб за п. 1, який відрізняється тим, що зниженим тиском діють на заготовки (1) ззовні. 3. Спосіб за п. 1, який відрізняється тим, що зниженим тиском діють на заготовки (1) зсередини. 4. Спосіб за одним з пп. 1-3, який відрізняється тим, що знижений тиск прикладають до заготовок (1) усередині охолоджувального пристрою. 5. Спосіб за одним з пп. 1-4, який відрізняється тим, що знижений тиск прикладають до заготовок (1) крізь пористий матеріал. 6. Спосіб за одним з пп. 1-5, який відрізняється тим, що знижений тиск підводять до пористого матеріалу наскрізь по каналах (10) зниженого тиску. 7. Спосіб за одним з пп. 1-6, який відрізняється тим, що заготовки (1) локально навантажують робочою рідиною. 8. Спосіб за одним з пп. 1-7, який відрізняється тим, що заготовки (1) навантажують робочою рідиною тимчасово. 9. Спосіб за одним з пп. 1-8, який відрізняється тим, що знижений тиск прикладають до заготовок (1) крізь локальні пористі вставки (3). 10. Спосіб за одним з пп. 1-9, який відрізняється тим, що локальні пористі вставки (3) через регу 2 (19) 1 3 77077 4 ється тим, що вставка (3) обладнана сполучним 28. Пристрій за одним з пп. 15-27, який відрізняється тим, що внутрішня оправка (22) щонайменелементом (17) для робочої рідини. 24. Пристрій за одним з пп. 15-23, який відрізняше на окремих ділянках закрита ущільненням (24). ється тим, що обойма (2) містить щонайменше дві 29. Пристрій за п. 27 або 28, який відрізняється локально відділені одна від одної вставки (3) з тим, що внутрішня оправка (22) у зоні вершини пористого матеріалу. (25) закрита ущільненням (26). 25. Пристрій за одним з пп. 15-24, який відрізня30. Пристрій за одним з пп. 15-29, який відрізняється тим, що окремі пористі вставки (3) виконані ється тим, що внутрішня оправка (22) обладнана з можливістю регульованого приєднання до джещонайменше однією мембраною (29), що обмежує рела (20) тиску і до одного чи кількох джерел (21) розподільну камеру (28). 31. Пристрій за одним з пп. 15-30, який відрізнязниженого тиску. 26. Пристрій за п. 25, який відрізняється тим, що ється тим, що пористий матеріал виконаний з тевставки (3) виконані з можливістю приєднання щоплопровідного матеріалу. 32. Пристрій за п. 31, який відрізняється тим, що найменше одним регульованим клапаном (19) до джерела (20) тиску і щонайменше до одного джепористий матеріал є пористим металом, таким як рела (21) зниженого тиску. алюміній, сталь або мідний сплав. 27. Пристрій за одним з пп. 15-26, який відрізня33. Пристрій за одним з пп. 15-30, який відрізняється тим, що внутрішня оправка (22) щонайменється тим, що пористий матеріал є металокераміше на окремих ділянках виконана з пористого макою. теріалу. Винахід стосується способу обробки заготовок із термопласту, придатних для пневматичного формування в ємності, при якому заготовки виготовляють у ливарній формі технікою лиття під тиском, і після витягання з ливарної форми їх формують. Винахід стосується, крім того, пристрою для обробки заготовок із термопласту, призначених для пневматичного формування в ємності й виготовлених у ливарній формі технікою лиття під тиском, у якому заготовки навантажують, щонайменше, одним охолоджувальним пристроєм. [Спосіб обробки заготовок з термопласту описаний, наприклад, у РСТ-WО 97/39874]. Після витягання заготовок з ливарної форми їх переміщають в охолоджувальні втулки і за рахунок підведення внутрішнього тиску притискають до стінок охолоджувальної втулки. За рахунок цього протягом усього процесу охолодження підтримують контакт заготовок зі стінками охолоджувальної втулки, оскільки дією внутрішнього тиску можна компенсувати усадку заготовок при охолодженні. [Формування заготовок роздуванням у ємності усередині роздувальної форми пояснюється в DЕ 4128438 А1]. Роздувальна форма обладнана тут пористими пробками, приєднаними до джерела стисненого повітря. За рахунок подачі стисненого повітря до пористої пробки створюється повітряна подушка, що запобігає ушкодженню поверхні видутих посудин за рахунок ковзання матеріалу по внутрішній поверхні роздувальної форми. Метою даного винаходу є вдосконалення способу описаного вище роду таким чином, щоб сприяти виготовленню заготовок із меншими витратами часу і при простому конструктивному виконанні. Ця задача вирішується, відповідно до винаходу, за рахунок того, що заготовки формують шляхом дії зниженого тиску. Іншою метою даного винаходу є створення пристрою описаного вище роду таким чином, щоб сприяти обробці заготовок при простому конструктивному виконанні пристрою і з низькою вартістю його виготовлення. Ця задача вирішується, відповідно до винаходу, за рахунок того, що охолоджувальний пристрій, щонайменше, на окремих ділянках виконаний з пористого матеріалу. Формування заготовок шляхом дії зниженого тиску слідом за виготовленням заготовок технікою лиття під тиском пов'язане з рядом переваг. Одна з них полягає в тому, що заготовка може бути витягнута за рахунок дії зниженого тиску ззовні стосовно стінок охолоджувальної втулки й що в результаті цього протягом усього процесу охолодження підтримується безпосередній контакт між заготовкою та стінкою охолоджувальної втулки. Іншу перевагу слід вбачати в тому, що за рахунок дії зниженого тиску формування заготовки може відбуватися в поздовжньому напрямку, у радіальному напрямку та/або в окружному напрямку стосовно поздовжньої осі заготовки, так що заготовці може бути надана форма, відмінна від контуру порожнини ливарної форми. Зокрема, при цьому передбачається, що за рахунок дії зниженого тиску створюється розподіл матеріалу в стінці заготовки, який є сприятливим для наступного роздування овальних пляшок. В окружному напрямку заготовки цим можна забезпечити різні товщини стінок. Інша перевага полягає в тому, що за рахунок дії зниженого тиску, мимоволі деформовані або витягнуті з ливарної форми не в повному обсязі заготовки можна піддати наступному формуванню. Цим, по-перше, можна випрямити криві заготовки або компенсувати їхню деформацію. Зокрема, передбачається також, що при застосуванні способу та/або пристрою відповідно до винаходу в зоні ливарної форми свідомо скорочують час циклу або задають збільшені допуски геометрії ливарної форми. При подібному, свідомо занадто ранньому витяганні заготовок з форми можна стерпіти жолоблення заготовок, витягнутих занадто гарячими або з утворенням вм'ятин, оскільки ці дефекти заготовок можна компенсувати за рахунок наступного формування і дії зниженого тиску. Дуже 5 77077 6 дорогі ливарні форми можуть бути використані щонайменше на окремих ділянках, закрита ущільзавдяки цьому з підвищеною продуктивністю. ненням. Типовий процес формування здійснюють таДля забезпечення підтримуваної тиском рухким чином, що знижений тиск діє на заготовки ззоливості заготовки відносно вставки з пористого вні. матеріалу запропоновано, що канал зниженого Також можливо, щоб знижений тиск діяв на затиску проходить до зони порожнини вставки. готовки зсередини. Досяжна локальна попередньо задана ефекКраще застосування полягає в тому, що до зативність від реального співвідношення тисків може готовок прикладають знижений тиск усередині бути забезпечена за рахунок того, що внутрішня охолоджувального пристрою. оправка, щонайменше, на окремих ділянках, заЕкономічне підведення зниженого тиску може крита ущільненням. відбуватися за рахунок того що до заготовок приПри передбачуваному лише частковому нагадають знижений тиск крізь пористий матеріал ступному формуванні заготовки передбачається Для того щоб сприяти рівномірному розподілу також, що внутрішня оправка закрита ущільненням зниженого тиску запропоноване підведення зниу зоні вершини. женого тиску до пористого матеріалу по каналах Інший варіант реалізації наступного формузниженого тиску. каналах вання заготовок полягає в тому, що внутрішня Маніпулюванню заготовками можна сприяти оправка обладнана, щонайменше, однією мемтим, що заготовки навантажують локально робочою браною, що обмежує розподільну камеру. рідиною. Типовим у виборі матеріалу є те, що пористий Додатковий вплив на хід процесу можна чиниматеріал виконаний у вигляді пористого металу. ти за рахунок того що заготовки навантажують Особливо гарна теплопровідність може бути робочою рідиною тимчасово. досягнута за рахунок того, що пористий метал є Поліпшені можливості регулювання забезпеалюмінієм. чуються за рахунок того що прикладання до загоІнший варіант полягає в тому, що пористий товок зниженого тиску здійснюють крізь локальні матеріал є металокерамікою. пористі вставки. Ці матеріали можуть застосовуватися з різниСтворення локальних різних умов по тиску узми розмірами пор, починаючи вже з декількох мкм. довж внутрішнього обмеження порожнини, у якій Чим менше вибраний розмір пор, тим краще якість розташована заготовка, може бути досягнуте за поверхні заготовки. Занадто малий розмір пор рахунок того що локальні пористі вставки приєдприводить до занадто високої потреби в тиснують через регульовані клапани з можливістю ку/вакуумі. Крім того, занадто малі пори схильні до частковою з'єднання з джерелом тиску та з джезасмічення пилом. релом зниженого тиску. В продажі є такі пористі (повітропроникні) маДеформацію заготовок зсередини можна здійтеріали, наприклад: снювати з використанням пористої внутрішньої „МЕТАРOR®", РORTEC АG; оправки. „Vltraporex®", Vltrafilter Іnternational АG; Локальному обмеженому формуванню матері„РоrceraхІІ®", Іnternational МоІd StееІ, Іnс; алу сприяє те що за допомогою внутрішньої опра„КuporeХ™", KUBОТА Соrроrаtіоn. вки забезпечують локальну дію зниженого тиску на Приклади виконання винаходу схематично зозаготовку. бражені на кресленнях, які представляють: Типове застосування полягає в тому, що форФіг.1: перетин охолоджувального пристрою, у мування заготовки виконують як проміжний етап якому з пористого елемента виконана охолоджупри здійсненні одноступінчатого способу інжекційвальна втулка; но-роздувального формування. Фіг.2: модифікований в порівнянні з Фіг. 1 варіТакож передбачається, що формування загоант виконання, у якому через пористий елемент до товки виконують як проміжний етап при здійсненні заготовки направляють як знижений, так і підвидвоступінчастого способу інжекційнощений тиск; роздувального формування. Фіг.3: перетин варіанту виконання, у якому виКраща технічна реалізація може бути здійснекористана безліч просторово відділених одна від на за рахунок того що пористий матеріал розтаодної пористих вставок, виконаних з можливістю шований у зоні охолоджувальної втулки. приєднання до та регулювання підвищеного та/або Для забезпечення достатньої механічної стазниженого тиску; більності запропоноване виконання пористого маФіг.4: частковий вертикальний розріз притеріалу у вигляді вставки, утримуваної за допомострою, у якому внутрішню оправку для заготовок, гою обойми. виконану з пористого матеріалу, використовують Забезпечення зниженого тиску усередині подля часткового послідовного формування заготористого матеріалу з невеликим гідравлічним оповок у напрямку їхньої поздовжньої осі; ром досягається за рахунок того, що в зоні вставки Фіг.5: видозмінений в порівнянні з Фіг.4 варіант розташований, щонайменше, один канал зниженовиконання, у якому внутрішня оправка виконана го тиску. для повного формування заготовки; Відповідно до іншого конструктивного варіанФіг.6: видозмінений в порівнянні з Фіг.5 варіант та, передбачається розташування в зоні обойми, виконання, у якому зусилля формування приклащонайменше, одного охолоджувального каналу. дені до заготовки за допомогою розміщеної на Ізолювання тиску від навколишнього простору внутрішній оправці мембрани; може бути досягнуте за рахунок того, що вставка, Фіг.7: перетин заготовки, розташованої у вста 7 77077 8 вці з пористого матеріалу; тиску або до джерела 21 зниженого тиску. Також у Фіг.8: перетин по Фіг.7 після формування загоцьому варіанті виконання канал 9 зниженого тиску товки шляхом дії зниженого тиску; проходить до зони порожнини 14. Для полегшення Фіг.9: перетин відформованої заготовки по Фіг. введення заготовки 1 в порожнину 14 спочатку 8, а також відповідного овального контуру ємності створюють вакуум лише в каналі 9 зниженого тиспісля пневматичного формування заготовки. ку. Як тільки заготовка 14 повністю зайде до пороНа Фіг.1 зображений перетин пристрою для жнини 14, джерело 21 зниженого тиску створює обробки заготовок 1, який містить обойму 2 і встабільш глибокий знижений тиск для притискання вку 3 з пористого матеріалу. Поняття «пористий заготовки 1 до обмежувальної поверхні 15. матеріал» охоплює при цьому як піноподібні струкПросторово відділені одна від одної вставки 3 тури з відкритими порами, так і металокерамічні є соплоподібними пристроями, які спричинюють матеріали або порівнянні структури матеріалів. локальне формування заготовки 1 або можуть Через високу теплопровідність зарекомендували створювати подушки стисненого повітря для загосебе, зокрема, пінометали з відкритими порами, товок 1. Зокрема, передбачається також подача зокрема алюміній. через вставки гарячого стисненого повітря з можЗаготовка 1 складається з термопластичного ливістю регулювання для локального нагрівання матеріалу, наприклад, з ПЕТ (поліетилентерефтазаготовки 1 з метою підтримання заданого формулату) і має бічну стінку 4, опорне кільце 5 і горлечвання. ко 6. Внутрішній простір 7 заготовки 1 проходить У варіанті виконання по Фіг.4, заготовку 1 науздовж її поздовжньої осі 8. вантажують внутрішньою оправкою 22, виконаною Крізь обойму 2 проходить канал 9 зниженого з пористого матеріалу. Внутрішня оправка 22 обтиску, який сполучається з каналом 10 зниженого ладнана каналом 23 для підведення робочої рідитиску усередині вставки 3. У зоні вставки 3 розтани. Канал 23 для робочої рідини залежно від відшовані, крім того, охолоджувальні канали 11, по повідного регулювання може підводити як яких може циркулювати охолоджувальне середопідвищений, так і знижений тиск. Щоб уникнути вище. У зоні поверхні 12 обойми 2 поверхня вставвтрат тиску, внутрішня оправка 22 обладнана ззоки 3 закрита ущільненням 13 для запобігання завні на окремих ділянках ущільненням 24. У варіансмоктування навколишнього повітря при ті виконання по Фіг.4, внутрішня оправка 22 викозастосуванні зниженого тиску. нана лише для окремих ділянок наступного Заготовка 1 поміщена в порожнину 14 вставки формування заготовки 1 у зоні горлечка 6 і спря3 таким чином, що опорне кільце 5 прилягає в зоні мованої до горлечка 6 частини бічної стінки 4. У поверхні вставки 3. При прикладанні до вставки З зоні вершини 25 внутрішня оправка 22 містить тазниженого тиску відсмоктують повітря, що знахокож ущільнення 26. диться між заготовкою 1 і порожниною 14, і пануюУ варіанті виконання по Фіг.5, внутрішня опрачий в зоні внутрішнього простору 7 заготовки 1 вка 22 виконана для наступного формування загонавколишній тиск притискає бічну стінку 4 заготовтовки 1 уздовж всієї довжини її поздовжньої осі 8. ки 1 до обмежувальної поверхні 15 порожнини 14. Внутрішня оправка 22 має тому контур, видозмінеВикликаний цим контакт матеріалів приводить до ний у порівнянні з варіантом виконання по Фіг.4. поліпшеного охолодження заготовки 1 і сприяє Ущільнення 26 в зоні вершини 25 у цій формі витому, що заготовка 1 набуває форми обмежувальконання не потрібне. Додатково до навантаження ної поверхні 15. заготовки 1 за допомогою внутрішньої оправки 22 У варіанті виконання згідно Фіг.2, канал 10 можна відповідно до варіанту виконання по Фіг. 5 зниженого тиску проходить до порожнини 14 встареалізувати повітряне охолодження 27, яке дії вки 3. Крім того, у зоні обойми 2 розташовані охоззовні на заготовку 1. лоджувальні канали 11. Додатково до каналу 9 У варіанті виконання по Фіг.6, канал 23 для зниженого тиску в зоні обойми 2 розташований робочої рідини приєднаний до розподільних камер канал 16 для робочої рідини, який входить у спо28, закритих мембранами 29. При підведенні тиску лучний елемент 17 робочої рідини вставки 3. Крав канал 23 для робочої рідини мембрани 29 притище, введення робочої рідини відбувається на нескаються до бічної стінки 4 заготовки 1 і здійснювеликій відстані від ущільнення 13. За рахунок ють формування заготовки 1. Також за рахунок цього крізь порожнину 14 створюється повітряний створеного мембраною 29 зусилля заготовка 1 потік у напрямку каналу 9 зниженого тиску, що може бути притиснута або до внутрішньої стінки полегшує введення заготовки 1 у порожнину 14 і охолоджувальної втулки, або деформована у зазапобігає появі подряпин на заготовці 1 через конданий спосіб. такт із обмежувальною поверхнею 15. Крім того, На Фіг.7 зображений перетин вставки 3 з позапобігається нерівномірний контакт заготовки 1 із міщеною в порожнину 14 заготовкою 1. Вставка 3 вставкою 3, що призводило б до нерівномірного утримується обоймою 2. охолодження заготовки 1. Після прикладання зниженого тиску заготовку У варіанті виконання згідно Фіг.3, порожнина 1 по Фіг.1 формують у заготовку по Фіг.8. Зокрема, 14 виконана в зоні обойми 2, а в зоні обмежувальз Фіг.8 видно, що в результаті формування в пеної поверхні 15 порожнини 14 розташовано кілька риферійному напрямку заготовки були отримані пористих вставок 3. Пористі вставки 3 тут простостінки різної товщини. Форма заготовки на Фіг. 8 є рово відділені одна від одної. Крім того, вставки 3 придатною, зокрема, для виготовлення овальних з'єднані відповідно з живильними каналами 18, які пляшок. виконані з можливістю приєднання через керуваНа Фіг. 9 зображене приведення заготовки 1 льні клапани 19 у заданий спосіб до джерела 20 на Фіг.8 у відповідність із контуром 30 ємності ова 9 77077 10 льного перетину. Розподіл матеріалу заготовки 1 ня матеріалу можна здійснити у простий спосіб обраний таким чином, що ті ділянки, які при настутак, що без установки заготовки 1 її навантажують пному пневматичному формуванні випрямляються робочою рідиною, що приводить до здування завідносно лише в незначному ступені, виконані тонбруднень. Відділення заготовки1 від внутрішньої кішими за ті ділянки, які при пневматичному фороправки 22 можна здійснювати також за рахунок мований випрямляються сильніше. За рахунок навантаження внутрішньої оправки 22 робочою відповідного розподілу матеріалу в роздутій посурідиною. При комбінованому використанні внутрідині підтримується дуже рівномірний розподіл тошньої оправки 22 і вставки 3 з пористого матеріалу вщини стінки й, тим самим, однакові властивості відділення заготовки 1 від внутрішнього оправки матеріалу. 22 можна здійснювати також за рахунок приклаПри комбінованому вибірковому навантаженні дання ззовні зниженого тиску. вставки 3 зниженим і підвищеним тиском очищен Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for processing preforms made of thermoplastic plastic material
Назва патенту російськоюСпособ и устройство обработки заготовок из термопластического материала
МПК / Мітки
МПК: B29C 45/00
Мітки: термопластичного, матеріалу, спосіб, пристрій, заготовок, обробки
Код посилання
<a href="https://ua.patents.su/5-77077-sposib-i-pristrijj-dlya-obrobki-zagotovok-iz-termoplastichnogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для обробки заготовок із термопластичного матеріалу</a>
Пристрій для формування виробів з термопластичного матеріалу
Номер патенту: 11501
Опубліковано: 15.12.2005
Автор: Савченко Віктор Степанович
МПК: B65D 1/00, B65D 6/00, B65D 8/00
Мітки: виробів, матеріалу, термопластичного, пристрій, формування
Формула / Реферат:
1. Пристрій для формування виробів з термопластичного матеріалу, який містить вузол формування виробу, що має робочу форму з технологічними зазорами та отворами, притискач і штовхач, який відрізняється тим, що додатково містить камеру автоматичного регулювання оптимального положення пластмасової стрічки, яка має гнучку діафрагму, розподілене навантаження, опору розподіленого навантаження і на виході якої розміщено електромагнітний клапан, а...
Спосіб регулювання властивостей волокон з термопластичного матеріалу і пристрій для регулювання властивостей волокон з термопластичного матеріалу
Номер патенту: 7096
Опубліковано: 30.06.1995
Автори: Ганс Гертнер, Ніколаус Франц Зістерманн
МПК: C03B 37/01
Мітки: пристрій, властивостей, термопластичного, волокон, спосіб, матеріалу, регулювання
Формула / Реферат:
1. Способ регулирования свойств волокон из термопластичного материала путем измерения температуры газового потока, создаваемого по меньшей мере двумя горелками и последующего его регулирования, отличающийся тем, что, с целью повышения эффективности процесса, дополнительно осуществляют измерение давления, причем измерение температуры и давления проводят между горелками.2. Устройство для регулирования свойств волокон из...
Пристрій для формування виробів з термопластичного листового матеріалу
Номер патенту: 44114
Опубліковано: 15.01.2002
Автор: Абзіанідзе Георгій Павлович
МПК: B29C 51/18, B29C 51/26, B29C 51/10
Мітки: пристрій, листового, термопластичного, матеріалу, формування, виробів
Формула / Реферат:
Пристрій для формування виробів з термопластичного листового матеріалу, що містить корпус, пневмоциліндр, матрицю, притискувальну раму і нагрівач, який відрізняється тим, що він додатково забезпечений декількома пневмоциліндрами, штоки яких жорстко з'єднані з рухомою станиною, на якій жорстко закріплена матриця з вакуумними каналами, при цьому притискувальна рама забезпечена ніжками, установленими на нижній частині корпусу, і виконана з двох...
Спосіб обробки заготовок у центрах
Номер патенту: 49701
Опубліковано: 16.09.2002
Автори: Петровський Валерій Петрович, Вдовиченко Олексій Володимирович, Петровський Андрій Валерійович
МПК: B23B 23/00
Мітки: обробки, заготовок, спосіб, центрах
Формула / Реферат:
Спосіб обробки заготовок у центрах, при якому один з центрів закріплюють у просторі жорстко, а другий переміщують при обробці, який відрізняється тим, що вісь другого центру переміщують навколо миттєвого центру обертання, який створюють при перетині поточного перерізу заготовки під час обробки та первісно зафіксованої перед обробкою осьової лінії центрів.
Спосіб одержання гранул термопластичного композитного матеріалу з дисперсним наповнювачем
Номер патенту: 14679
Опубліковано: 15.05.2006
Автор: Мікульонок Ігор Олегович
МПК: B29B 11/16, B29C 70/00
Мітки: дисперсним, матеріалу, спосіб, наповнювачем, гранул, композитного, термопластичного, одержання
Формула / Реферат:
Спосіб одержання гранул термопластичного композитного матеріалу з дисперсним наповнювачем, що включає формування плоскої заготовки термопласту, що перебуває у в'язкоплинному стані, на яку наносять шар дисперсного наповнювача, за допомогою обертового валка розподіляють частинки дисперсного наповнювача в об'ємі термопласту, а також подальше охолодження одержаного термопластичного композитного матеріалу й подрібнення його на гранули, який...
Попередній патент: Гайка
Наступний патент: Безотруйна суміш для знешкодження бур’янів та підживлення грунту
Випадковий патент: Спосіб виробництва морквяного повидла вітамінізованого