Ливарна система та ливарний стрижень з тугоплавкого металу (варіанти)
Номер патенту: 77277
Опубліковано: 15.11.2006
Автори: Білз Джеймс Т., Дрепер Семуел Д., Лопес Хосе, Спенглер Брендон У., Муррей Стівен Д.


Формула / Реферат
1. Ливарна система, яка включає:
перший стрижень та воскову форму, розташовану з проміжком від першого стрижня, ливарний стрижень з тугоплавкого металу, перший кінець якого розміщений у пазу першого стрижня, а другий кінець контактує з восковою формою з можливістю фіксації положення першого стрижня відносно воскової форми, де ливарний стрижень з тугоплавкого металу має принаймні один засіб створення пружного навантаження, при його знаходженні в закритому положенні у восковій формі, та засіб механічної фіксації воскової форми відносно першого стрижня.
2. Ливарна система за п. 1, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу включає засіб створення пружного навантаження, який має принаймні одну пружну шпильку, виконану як єдине ціле з ливарним стрижнем з тугоплавкого металу.
3. Ливарна система за п. 2, яка відрізняється тим, що засіб створення пружного навантаження включає множину розташованих на відстані одна від одної пружних шпильок.
4. Ливарна система за п. 2, яка відрізняється тим, що кожна пружна шпилька має клиноподібний кінець.
5. Ливарна система за п. 2, яка відрізняється тим, що кожна пружна шпилька має неклиноподібний кінець.
6. Ливарна система за п. 1, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу виготовляють з матеріалу, який вибирають з групи, що складається з молібдену, танталу, ніобію, вольфраму, їх сплавів та їх інтерметалідних сполук.
7. Ливарна система за п. 1, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу включає засіб механічної фіксації, а воскова форма містить паз, в який входить цей засіб.
8. Ливарна система за п. 7, яка відрізняється тим, що засіб механічної фіксації включає другий кінець ливарного стрижня з тугоплавкого металу, розташований під таким кутом, щоб входити у вказаний паз.
9. Ливарна система за п. 8, яка відрізняється тим, що паз у восковій формі має стінку, перпендикулярну поверхні воскової форми, і другий кінець ливарного стрижня з тугоплавкого металу спирається на цю стінку.
10. Ливарна система за п. 7, яка відрізняється тим, що засіб механічної фіксації включає принаймні один отвір у другому кінці ливарного стрижня з тугоплавкого металу.
11. Ливарний стрижень з тугоплавкого металу, який включає:
елемент ливарного стрижня, виготовлений з тугоплавкого металевого матеріалу, причому цей елемент включає принаймні одну утворену як складова частина пружну шпильку, розташовану з можливістю створення пружного навантаження, коли ливарний стрижень з тугоплавкого металу знаходиться в закритому положенні у восковій формі.
12. Ливарний стрижень з тугоплавкого металу за п. 11, який відрізняється тим, що пружні шпильки розташовані на відстані одна від одної.
13. Ливарний стрижень з тугоплавкого металу за п. 11, який відрізняється тим, що елемент ливарного стрижня виготовляють з матеріалу, вибраного з групи, що складається з молібдену, танталу, ніобію, вольфраму, їх сплавів та їх інтерметалідних сполук.
14. Ливарний стрижень з тугоплавкого металу, який включає:
елемент ливарного стрижня, виготовлений з тугоплавкого металевого матеріалу, причому цей елемент складається з першого кінця, центральної частини та другого кінця, при цьому другий кінець розташований під кутом до центральної частини та входить у паз воскової форми.
15. Ливарний стрижень з тугоплавкого металу за п. 14, який відрізняється тим, що кут між другим кінцем та центральною частиною елемента є таким, що другий кінець розташований з упором на стінку зазначеного паза.
16. Ливарний стрижень з тугоплавкого металу за п. 14, який відрізняється тим, що другий кінець елемента включає засіб механічної фіксації ливарного стрижня з тугоплавкого металу відносно форми.
17. Ливарний стрижень з тугоплавкого металу за п. 16, який відрізняється тим, що засіб механічної фіксації включає принаймні одну шпильку, яка має принаймні один отвір.
18. Ливарний стрижень з тугоплавкого металу за п. 14, який відрізняється тим, що вказаний елемент стрижня виготовляють з матеріалу, вибраного з групи, що складається з молібдену, танталу, ніобію, вольфраму, їх сплавів та їх інтерметалідних сполук.
Текст
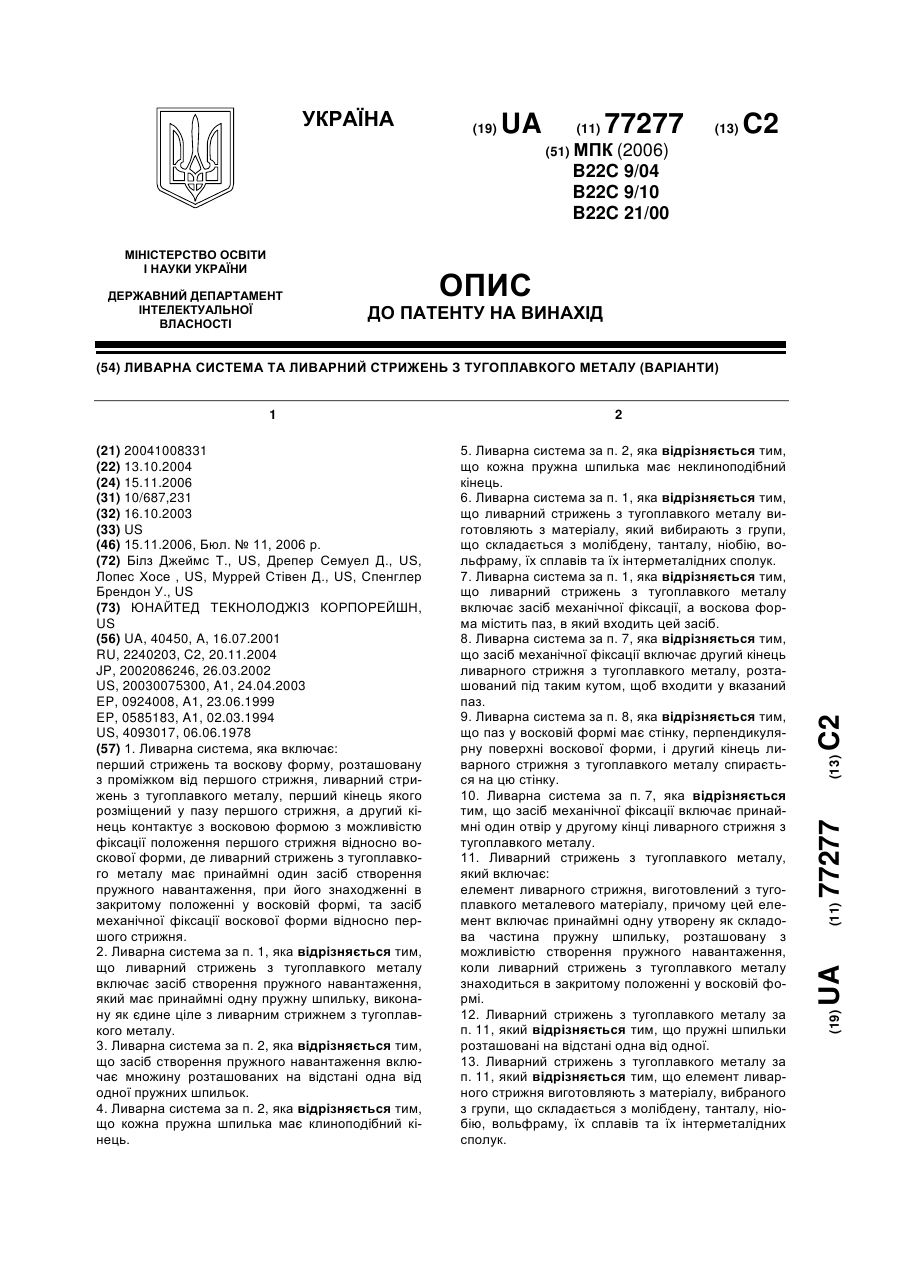
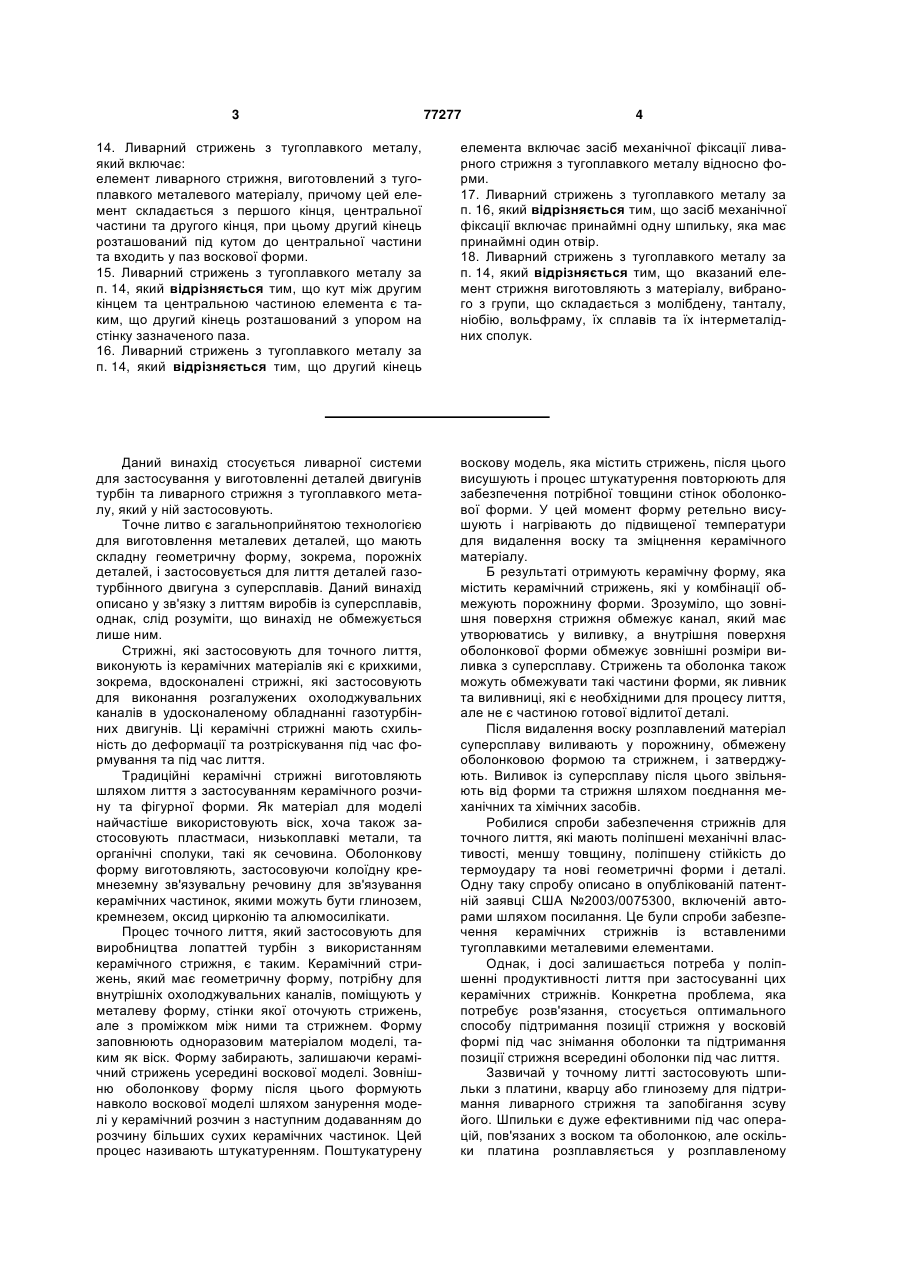
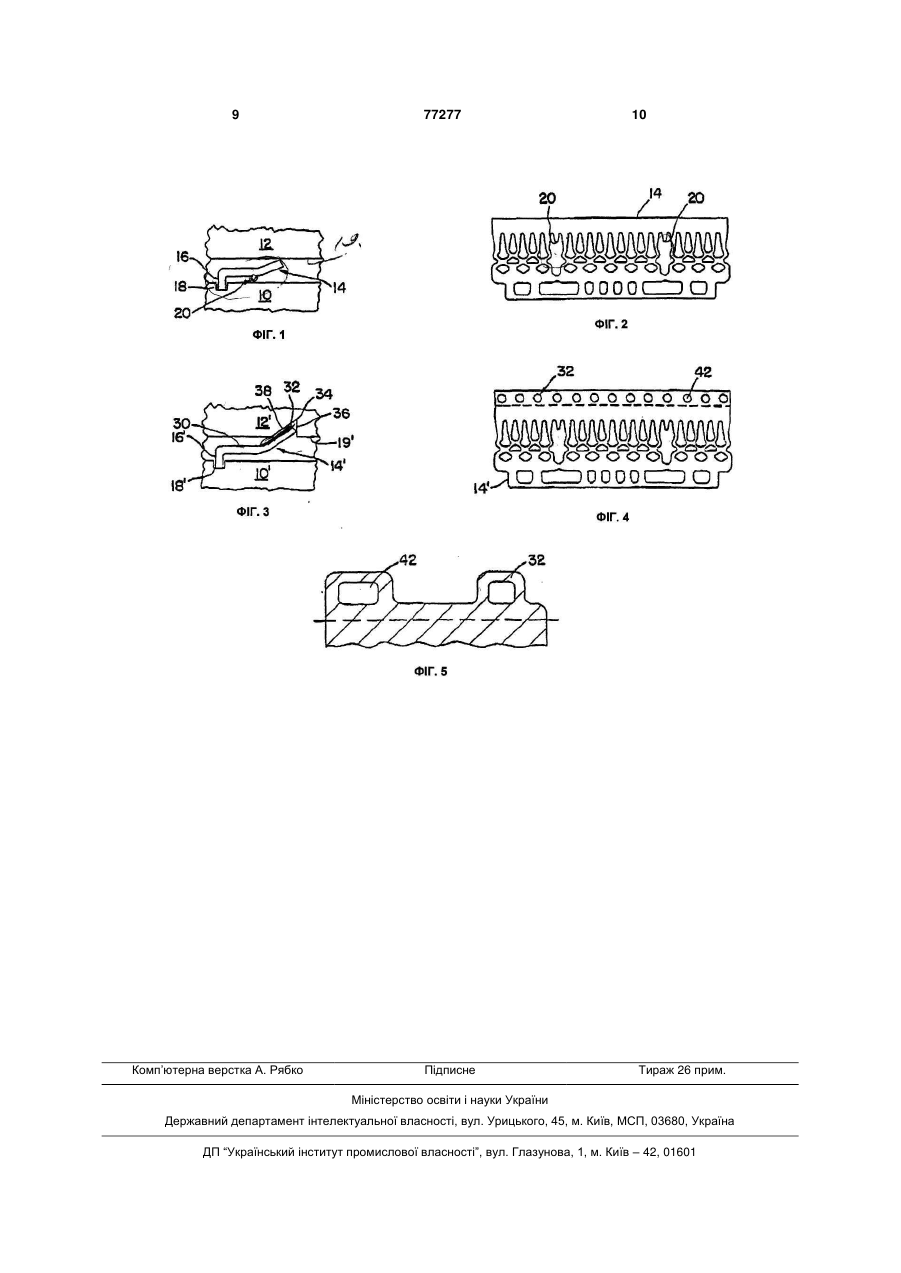
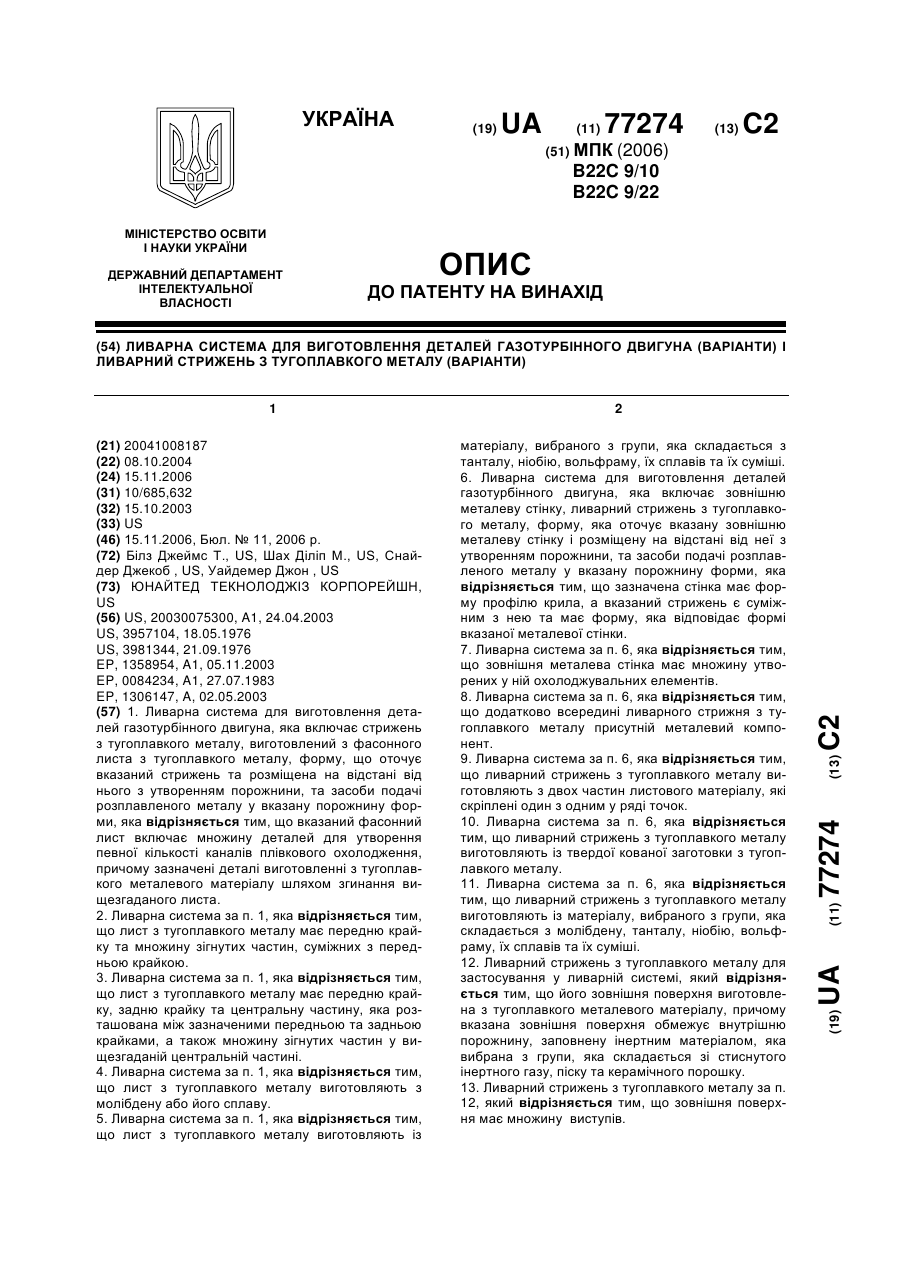
1. Ливарна система, яка включає: перший стрижень та воскову форму, розташовану з проміжком від першого стрижня, ливарний стрижень з тугоплавкого металу, перший кінець якого розміщений у пазу першого стрижня, а другий кінець контактує з восковою формою з можливістю фіксації положення першого стрижня відносно воскової форми, де ливарний стрижень з тугоплавкого металу має принаймні один засіб створення пружного навантаження, при його знаходженні в закритому положенні у восковій формі, та засіб механічної фіксації воскової форми відносно першого стрижня. 2. Ливарна система за п. 1, яка відрізняється тим, що ливарний стрижень з тугоплавкого металу включає засіб створення пружного навантаження, який має принаймні одну пружну шпильку, виконану як єдине ціле з ливарним стрижнем з тугоплавкого металу. 3. Ливарна система за п. 2, яка відрізняється тим, що засіб створення пружного навантаження включає множину розташованих на відстані одна від одної пружних шпильок. 4. Ливарна система за п. 2, яка відрізняється тим, що кожна пружна шпилька має клиноподібний кінець. 2 (19) 1 3 77277 4 14. Ливарний стрижень з тугоплавкого металу, який включає: елемент ливарного стрижня, виготовлений з тугоплавкого металевого матеріалу, причому цей елемент складається з першого кінця, центральної частини та другого кінця, при цьому другий кінець розташований під кутом до центральної частини та входить у паз воскової форми. 15. Ливарний стрижень з тугоплавкого металу за п. 14, який відрізняється тим, що кут між другим кінцем та центральною частиною елемента є таким, що другий кінець розташований з упором на стінку зазначеного паза. 16. Ливарний стрижень з тугоплавкого металу за п. 14, який відрізняється тим, що другий кінець елемента включає засіб механічної фіксації ливарного стрижня з тугоплавкого металу відносно форми. 17. Ливарний стрижень з тугоплавкого металу за п. 16, який відрізняється тим, що засіб механічної фіксації включає принаймні одну шпильку, яка має принаймні один отвір. 18. Ливарний стрижень з тугоплавкого металу за п. 14, який відрізняється тим, що вказаний елемент стрижня виготовляють з матеріалу, вибраного з групи, що складається з молібдену, танталу, ніобію, вольфраму, їх сплавів та їх інтерметалідних сполук. Даний винахід стосується ливарної системи для застосування у виготовленні деталей двигунів турбін та ливарного стрижня з тугоплавкого металу, який у ній застосовують. Точне литво є загальноприйнятою технологією для виготовлення металевих деталей, що мають складну геометричну форму, зокрема, порожніх деталей, і застосовується для лиття деталей газотурбінного двигуна з суперсплавів. Даний винахід описано у зв'язку з литтям виробів із суперсплавів, однак, слід розуміти, що винахід не обмежується лише ним. Стрижні, які застосовують для точного лиття, виконують із керамічних матеріалів які є крихкими, зокрема, вдосконалені стрижні, які застосовують для виконання розгалужених охолоджувальних каналів в удосконаленому обладнанні газотурбінних двигунів. Ці керамічні стрижні мають схильність до деформації та розтріскування під час формування та під час лиття. Традиційні керамічні стрижні виготовляють шляхом лиття з застосуванням керамічного розчину та фігурної форми. Як матеріал для моделі найчастіше використовують віск, хоча також застосовують пластмаси, низькоплавкі метали, та органічні сполуки, такі як сечовина. Оболонкову форму виготовляють, застосовуючи колоїдну кремнеземну зв'язувальну речовину для зв'язування керамічних частинок, якими можуть бути глинозем, кремнезем, оксид цирконію та алюмосилікати. Процес точного лиття, який застосовують для виробництва лопаттей турбін з використанням керамічного стрижня, є таким. Керамічний стрижень, який має геометричну форму, потрібну для внутрішніх охолоджувальних каналів, поміщують у металеву форму, стінки якої оточують стрижень, але з проміжком між ними та стрижнем. Форму заповнюють одноразовим матеріалом моделі, таким як віск. Форму забирають, залишаючи керамічний стрижень усередині воскової моделі. Зовнішню оболонкову форму після цього формують навколо воскової моделі шляхом занурення моделі у керамічний розчин з наступним додаванням до розчину більших сухих керамічних частинок. Цей процес називають штукатуренням. Поштукатурену воскову модель, яка містить стрижень, після цього висушують і процес штукатурення повторюють для забезпечення потрібної товщини стінок оболонкової форми. У цей момент форму ретельно висушують і нагрівають до підвищеної температури для видалення воску та зміцнення керамічного матеріалу. Б результаті отримують керамічну форму, яка містить керамічний стрижень, які у комбінації обмежують порожнину форми. Зрозуміло, що зовнішня поверхня стрижня обмежує канал, який має утворюватись у виливку, а внутрішня поверхня оболонкової форми обмежує зовнішні розміри виливка з суперсплаву. Стрижень та оболонка також можуть обмежувати такі частини форми, як ливник та виливниці, які є необхідними для процесу лиття, але не є частиною готової відлитої деталі. Після видалення воску розплавлений матеріал суперсплаву виливають у порожнину, обмежену оболонковою формою та стрижнем, і затверджують. Виливок із суперсплаву після цього звільняють від форми та стрижня шляхом поєднання механічних та хімічних засобів. Робилися спроби забезпечення стрижнів для точного лиття, які мають поліпшені механічні властивості, меншу товщину, поліпшену стійкість до термоудару та нові геометричні форми і деталі. Одну таку спробу описано в опублікованій патентній заявці США №2003/0075300, включеній авторами шляхом посилання. Це були спроби забезпечення керамічних стрижнів із вставленими тугоплавкими металевими елементами. Однак, і досі залишається потреба у поліпшенні продуктивності лиття при застосуванні цих керамічних стрижнів. Конкретна проблема, яка потребує розв'язання, стосується оптимального способу підтримання позиції стрижня у восковій формі під час знімання оболонки та підтримання позиції стрижня всередині оболонки під час лиття. Зазвичай у точному литті застосовують шпильки з платини, кварцу або глинозему для підтримання ливарного стрижня та запобігання зсуву його. Шпильки є дуже ефективними під час операцій, пов'язаних з воском та оболонкою, але оскільки платина розплавляється у розплавленому 5 сплаві, платинові шпильки і є неефективними для підтримання позиції під час лиття. Керамічні шпильки мають той недолік, що залишають після себе отвори та включення у відлитому матеріалі. Відповідно, мета даного винаходу полягає у забезпеченні вдосконаленого способу утримання керамічного стрижня в його позиції у восковій формі під час знімання оболонки. Вищезазначеної мети досягають завдяки даному винаходові. Згідно з даний винаходом, забезпечується ливарна система, яка в цілому включає перший ливарний стрижень та воскову форму, розташовану з проміжком від першого ливарного стрижня; ливарний стрижень з тугоплавкого металу, що має перший кінець, розміщений у пазу в першому ливарному стрижні, та другий кінець, що контактує з восковою формою з можливістю фіксації положення першого ливарного стрижня відносно воскової форми, де ливарний стрижень з тугоплавкого металу має принаймні один засіб створення пружного навантаження, при його знаходженні в закритому положенні у восковій формі та засіб механічної фіксації воскової форми відносно першого стрижня. Даний винахід також стосується ливарного стрижня з тугоплавкого металу для підтримання керамічного або ливарного стрижня з тугоплавкого металу в потрібній позиції відносно воскової форми та уникнення зсуву стрижня під час лиття. Ливарний стрижень з тугоплавкого металу включає його елемент, виготовлений з тугоплавкого металевого матеріалу. Елемент стрижня має принаймні одну утворену як складова частина пружну шпильку для створення пружного навантаження, коли він перебуває у вищезгаданій восковій формі. Крім того, даний винахід стосується ливарного стрижня з тугоплавкого металу для підтримання керамічного або ливарного стрижня з тугоплавкого металу в потрібній позиції відносно воскової форми. Ливарний стрижень з тугоплавкого металу включає його елемент, сформований з тугоплавкого металевого матеріалу, причому цей елемент має перший кінець, центральну частину та другий кінець, розташований під кутом до центральної частини для входження у проріз у восковій формі. Інші деталі ливарного стрижня з тугоплавкого металу з контрольованою товщиною стінки згідно з даним винаходом, а також інші пов'язані з ним цілі та переваги викладено нижче у детальному описі та на супровідних фігурах, на яких однакові номери посилань позначають однакові елементи. Фіг.1 є видом збоку першого варіанта втілення ливарної системи згідно з даним винаходом; Фіг.2 видом згори ливарного стрижня з тугоплавкого металу, який застосовують у ливарній системі з Фіг.1; Фіг.3 є видом збоку другого варіанта втілення ливарної системи згідно з даним винаходом; Фіг.4 видом згори варіанта втілення з Фіг.3; і Фіг.5 є схематичним зображенням частини ливарного стержня з тугоплавкого металу, який застосовують у ливарній системі з Фіг.3. Фіг.1 та 2 показують перший варіант втілення ливарної системи згідно з даним винаходом. Ли 77277 6 варна система включає ливарний стрижень з тугоплавкого металу 10, воскову форму 12, розташовану з проміжком від стрижня 10, та ливарний стрижень з тугоплавкого металу 14, розташований між стрижнем 10 та восковою формою 12. Ливарний стрижень з тугоплавкого металу 14 може бути сформований з матеріалу, вибраного з групи, яка складається з молібдену, танталу, ніобію, вольфраму, їх сплавів та їх штерметалідних сполук, Оптимальним матеріалом для ливарного стрижня з тугоплавкого металу 14 є молібден та його сплави. Якщо потрібно, ливарний стрижень з тугоплавкого металу 14 може мати захисне керамічне покриття. Тугоплавкий метал забезпечує більшу пластичність, ніж традиційна кераміка, тоді як керамічне покриття, за його наявності, захищає тугоплавкий метал під час етапу випалу оболонкової форми у процесі точного лиття і запобігає розплавленню стержня 14 від розплавленого металу. Ливарний стрижень з тугоплавкого металу 14 має принаймні один елемент зчеплення 16 на першому кінці, який входить у паз 18 у стрижні 10. Якщо потрібно, ливарний стрижень з тугоплавкого металу 14 може мати множину утворених як складові частини і розташованих на відстані один від одного елементів зчеплення 16, які входять у множину розташованих на відстані один від одного пазів 18 у стрижні 10. Ливарний стрижень з тугоплавкого металу 14 також має другий кінець, який прилягає до поверхні 19 воскової форми. Ливарний стрижень з тугоплавкого металу 14 також в оптимальному варіанті має принаймні одну утворену як складова частина пружну шпильку 20 для створення пружного навантаження, коли він знаходиться у восковій формі. В оптимальному варіанті втілення ливарний стрижень з тугоплавкого металу 14 має множину розташованих на відстані одна від іншої шпильок 20. Шпилька(и) 20 в оптимальному варіанті має(ють) високе співвідношення довжини та ширини, яке визначається формулою AR=L/D, де L є довжиною її, a D її ширина. Шпилька(и) 20 також може(уть) мати клиноподібний або неклиноподібний кінець для мінімізації можливості виступання крізь стінку. Шпилька(и) 20 дозволяє(ють) використовувати пружні властивості та пластичність ливарного стрижня з тугоплавкого металу 14 для створення пружного ефекту, який забезпечує кращу позицію ливарного стрижня з тугоплавкого металу у восковій формі і краще підтримує позицію стрижня 10 під час знімання оболонки. На Фіг.3 та 4 показано другий варіант втілення ливарної системи згідно з даним винаходом. У цьому варіанті втілення ливарний стрижень з тугоплавкого металу 14' застосовують для утворення зв'язку стрижень/оболонка. Як можна побачити на фігурі, стрижень 14' має принаймні один елемент зчеплення 16' на першому кінці, який входить у принаймні один паз 18' у керамічному або ливарному стрижні з тугоплавкого металу 10'. Стрижень 14' також має плоску центральну частину 30 та принаймні одну кінцеву частину 32, розташовану під кутом відносно центральної частини. Якщо потрібно, стержень 14' може мати множину розташованих на відстані одна від іншої кінцевих частин 7 або шпильок 32. Кінець (кінці) кінцевої(их) частини (частин) 32 входить(ять) у принаймні один паз 34 у восковій формі 12'. Як показано на Фіг.3, паз у розрізі може мати трикутну форму. В альтернативному варіанті паз може мати U-подібну форму розрізу, якщо кінець кінцевої частини 32 є практично перпендикулярним поверхні 19' воскової форми 12'. Як можна побачити на фігурі, кожний паз 34 може мати задню стінку 36, яка є практично перпендикулярною поверхні 19' воскової форми 12'. Кожний паз 34 також може мати кутову стінку 38. Кожна кінцева частина 32 може спиратися торцем на задню стінку 36 і може розташовуватися під таким кутом, щоб контактувати з кутовою стінкою 38. Забезпечуючи таке розташування, досягають механічної фіксації. Якщо потрібно, кінцева(і) частина(и) або шпилька(и) 32, як показано на Фіг.5, може(уть) мати принаймні один отвір 42 для механічного захоплення оболонки та механічної фіксації деталі на стрижні. Кінцева(і) частина(и) 32 може(уть) мати будь-яку форму, яка може тримати оболонку. Ливарний стрижень з тугоплавкого металу 14, таким чином, поліпшує підтримку стрижня завдяки забезпеченню зв’язки стрижень/оболонка. Однією з переваг ливарного стрижня з тугоплавкого металу згідно з даним винаходом є те, що він при температурі лиття має механічні властивості, які значно переважають властивості платини. Покриття, яке забезпечується на ливарному стрижні з тугоплавкого металу, захищає тугоплавкий метал від розплавлення під час циклу лиття, забезпечуючи можливість більш ефективного контролю. Крім того, пластичність ливарного стрижня з тугоплавкого металу допомагає запобігти розламуванню стрижня. 77277 8 Традиційні керамічні стрижні мають густину значно нижчу, ніж у ливарного нікелевого суперсплаву. Під час лиття стрижні можуть плавати, викликаючи зміни у товщині стінок і навіть витискання стрижня назовні (небажаний керамічний виступ, що виникає через переміщення в оболонці). Ливарний стрижень з тугоплавкого металу згідно з даним винаходом, як правило, мають густину значно вищу, ніж у ливарного суперсплаву, а отже, протидіють виштовхувальним силам краще, ніж керамічні стрижні що поліпшує продуктивність лиття шляхом зменшення витискання та змін у товщині стінок. Крім того, ливарні стержні з тугоплавкого металу згідно з даним винаходом можуть бути розташовані на керамічному стрижні для мінімізації плавучості стрижня. Ливарні стрижні з тугоплавкого металу згідно з даним винаходом дозволяють прискорити охолодження компонентів турбіни, включаючи профілі крила, утримуючи ливарний стрижень у відносно тонкій стінці. Пластичність ливарних стрижнів з тугоплавкого металу дозволяє поліпшити обробку деталей складної геометричної форми, а також забезпечує контроль позиції та товщини стінок. Стає зрозумілим, що згідно з даним винаходом забезпечується ливарний стрижень з тугоплавкого металу з контрольованою товщиною стінки, який повністю відповідає викладеним вище цілям, засобам та перевагам. Хоча даний винахід було описано в контексті конкретних варіантів його втілення, спеціалістам стануть зрозумілими альтернативні варіанти, модифікації та видозміни після ознайомлення з представленим вище описом. Відповідно, він також передбачає альтернативні варіанти, модифікації та видозміни, які охоплюються обсягом представленої нижче формули винаходу. 9 Комп’ютерна верстка А. Рябко 77277 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFoundry system and core made of refractory metal (variants)
Назва патенту російськоюЛитейная система и литейный стержень из тугоплавкого металла (варианты)
Автори російськоюDraper, Samuel, D., Lopes, Jose, Spangler, Brandon, W.
МПК / Мітки
МПК: B22C 9/10, B22C 21/00, B22C 9/04
Мітки: стрижень, система, тугоплавкого, варіанти, ливарна, ливарний, металу
Код посилання
<a href="https://ua.patents.su/5-77277-livarna-sistema-ta-livarnijj-strizhen-z-tugoplavkogo-metalu-varianti.html" target="_blank" rel="follow" title="База патентів України">Ливарна система та ливарний стрижень з тугоплавкого металу (варіанти)</a>
Ливарна система для виготовлення деталей газотурбінного двигуна (варіанти) і ливарний стрижень з тугоплавкого металу (варіанти)
Номер патенту: 77274
Опубліковано: 15.11.2006
Автори: Білз Джеймс Т., Шах Діліп М., Снайдер Джекоб, Уайдемер Джон
Мітки: варіанти, тугоплавкого, ливарна, виготовлення, двигуна, система, стрижень, металу, ливарний, газотурбінного, деталей
Формула / Реферат:
1. Ливарна система для виготовлення деталей газотурбінного двигуна, яка включає стрижень з тугоплавкого металу, виготовлений з фасонного листа з тугоплавкого металу, форму, що оточує вказаний стрижень та розміщена на відстані від нього з утворенням порожнини, та засоби подачі розплавленого металу у вказану порожнину форми, яка відрізняється тим, що вказаний фасонний лист включає множину деталей для утворення певної кількості каналів...
Ливарний стрижень з тугоплавкого металу з покриттям

Номер патенту: 77275
Опубліковано: 15.11.2006
Автори: Сітараман Венкет, Сантелер Кейт, Мерсін Джон Дж., Білз Джеймс Т., Гупта Дінеш, Муррей Стівен Д., Шах Діліп М., Босе Судхангшу, Снайдер Джекоб, Уайдемер Джон, Паулоніс Деніел Френсіз, Котнуар Гленн, Перскі Джошуа, Вернер Карл, Бейлз Деніел А.
Мітки: покриттям, стрижень, ливарний, металу, тугоплавкого
Формула / Реферат:
1. Ливарний стрижень з тугоплавкого металу для застосування у ливарній системі, який відрізняється тим, що він має покриття, яке містить принаймні один оксид та/або кремнієвмісний матеріал.2. Ливарний стрижень з тугоплавкого металу за п. 1, який відрізняється тим, що матеріалом покриття є алюмосилікат.3. Ливарний стрижень з тугоплавкого металу за п. 1, який відрізняється тим, що кремнієвмісний матеріал включає шар,...
Ливарна машина безперервної дії і спосіб лиття металу
Номер патенту: 48259
Опубліковано: 15.08.2002
Автори: КІМ Санг Йоон, Конеліссен Маркус Корнеліс Марія, ФРІНКІНГ Фердінанд Хендрік, КІМ Йонг Кеун
МПК: B22D 11/10, B22D 11/16, B22D 11/14, B22D 11/115
Мітки: машина, металу, ливарна, спосіб, дії, лиття, безперервної
Формула / Реферат:
1. Ливарна машина безперервної дії для безперервного відливання лиття металу, зокрема розплавленої сталі, в ливарний сляб, що включає мульду з довгими сторонами і короткими сторонами, в яку розплавлений метал заливають через вихідний отвір розливного пристрою, з утворенням ванни розплавленого металу, в якій принаймні частина металу твердне, а також що включає принаймні один магнітний гальмовий пристрій, який містить на одній з довгих сторін...
Стрижень для підводного киснево-термічного різання металів у технологічній оболонці
Номер патенту: 12968
Опубліковано: 15.03.2006
Автори: Лебедєв Борис Володимирович, Рудинский Олександр Петрович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: киснево-термічного, підводного, металів, оболонці, технологічний, стрижень, різання
Формула / Реферат:
1. Стрижень для підводного киснево-термічного різання металів у технологічній оболонці, усередині якої, по її довжині, розташовані один чи декілька елементів з матеріалу, що горить у кисні з високою питомою теплотою згоряння, який відрізняється тим, що внутрішній діаметр оболонки складає 8-18 мм, один чи декілька елементів з матеріалу, що горить у кисні з високою питомою теплотою згоряння, розташованих в оболонці, має центральний подовжній...
Екзотермічний стрижень для підводного киснево-термічного різання металів

Номер патенту: 12969
Опубліковано: 15.03.2006
Автори: Лебедєв Борис Володимирович, Рудинский Олександр Петрович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: екзотермічний, стрижень, металів, киснево-термічного, різання, підводного
Формула / Реферат:
Екзотермічний стрижень для підводного киснево-термічного різання металів, що виконаний з прутка довільного перерізу, який вписується в коло діаметром 6-16 мм і з внутрішнім центральним отвором діаметром 2-3 мм, виготовлений шляхом прокатки чи пресування, чи лиття з матеріалу, що горить у кисні з високою питомою температурою горіння, наприклад з магнію, алюмінію, титану і/чи їхніх сплавів.
Попередній патент: Гальмо планетарної передачі
Наступний патент: Препарат для пригнічення алергічних реакцій та неспецифічного запалення, спосіб його одержання і спосіб його використання
Випадковий патент: Інтерактивний спосіб комп'ютеризованого навчання