Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів
Номер патенту: 77356
Опубліковано: 11.02.2013
Автори: Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Віцюк Юлія Юріївна
Формула / Реферат
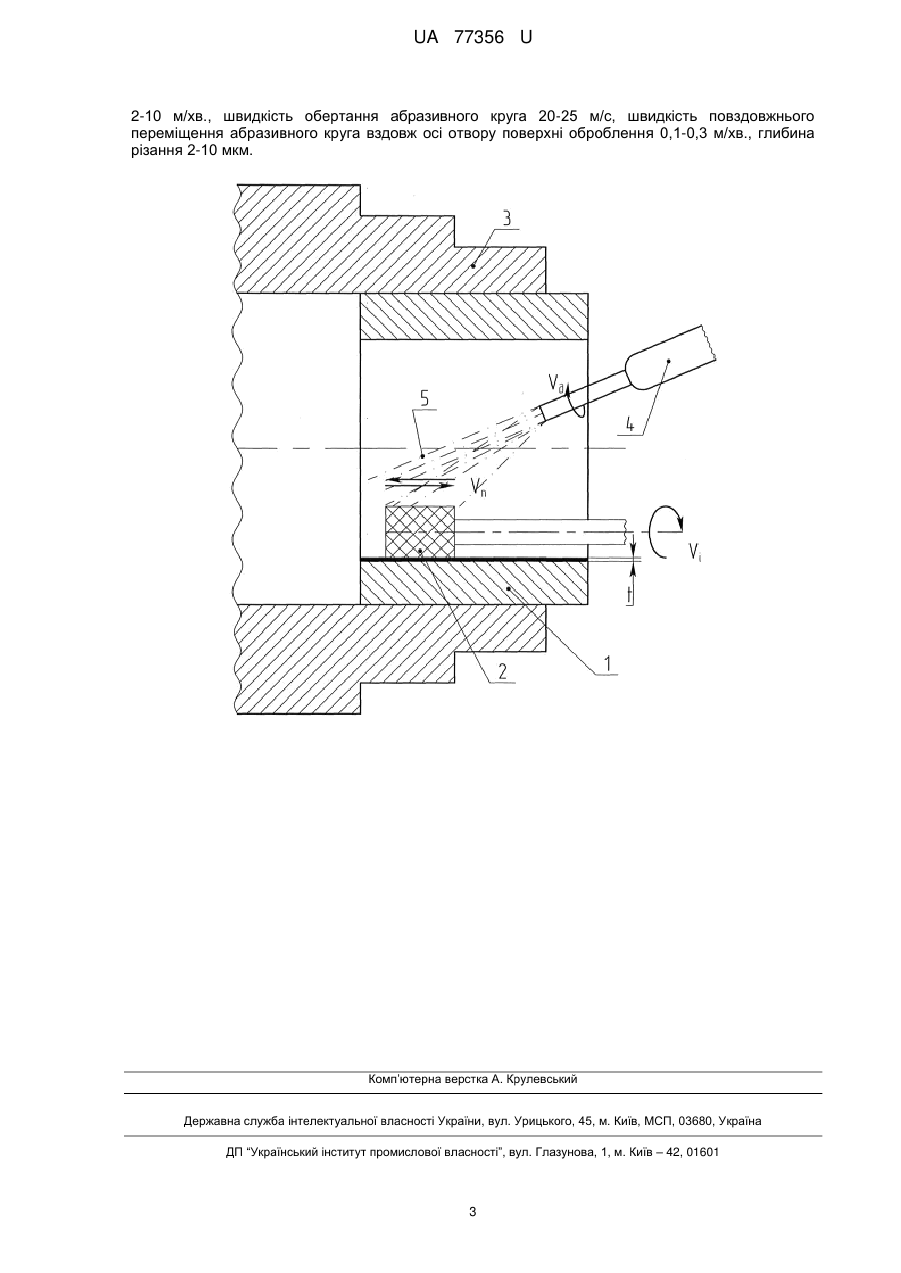
Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів, який здійснюють дрібнозернистими абразивними інструментами з карбіду кремнію зеленого на гліфталевій зв'язці при інтенсивній подачі у зону обробки мастильно-охолоджуючих речовин, оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним кругом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, який відрізняється тим, що обробку поверхні виконують за такими технологічними режимами: швидкість обертання деталі 2-10 м/хв., швидкість обертання абразивного кругу 20-25 м/с, швидкість повздовжнього переміщення абразивного кругу вздовж осі отвору поверхні оброблення 0,1-0,3 м/хв., глибина різання 2-10 мкм.
Текст
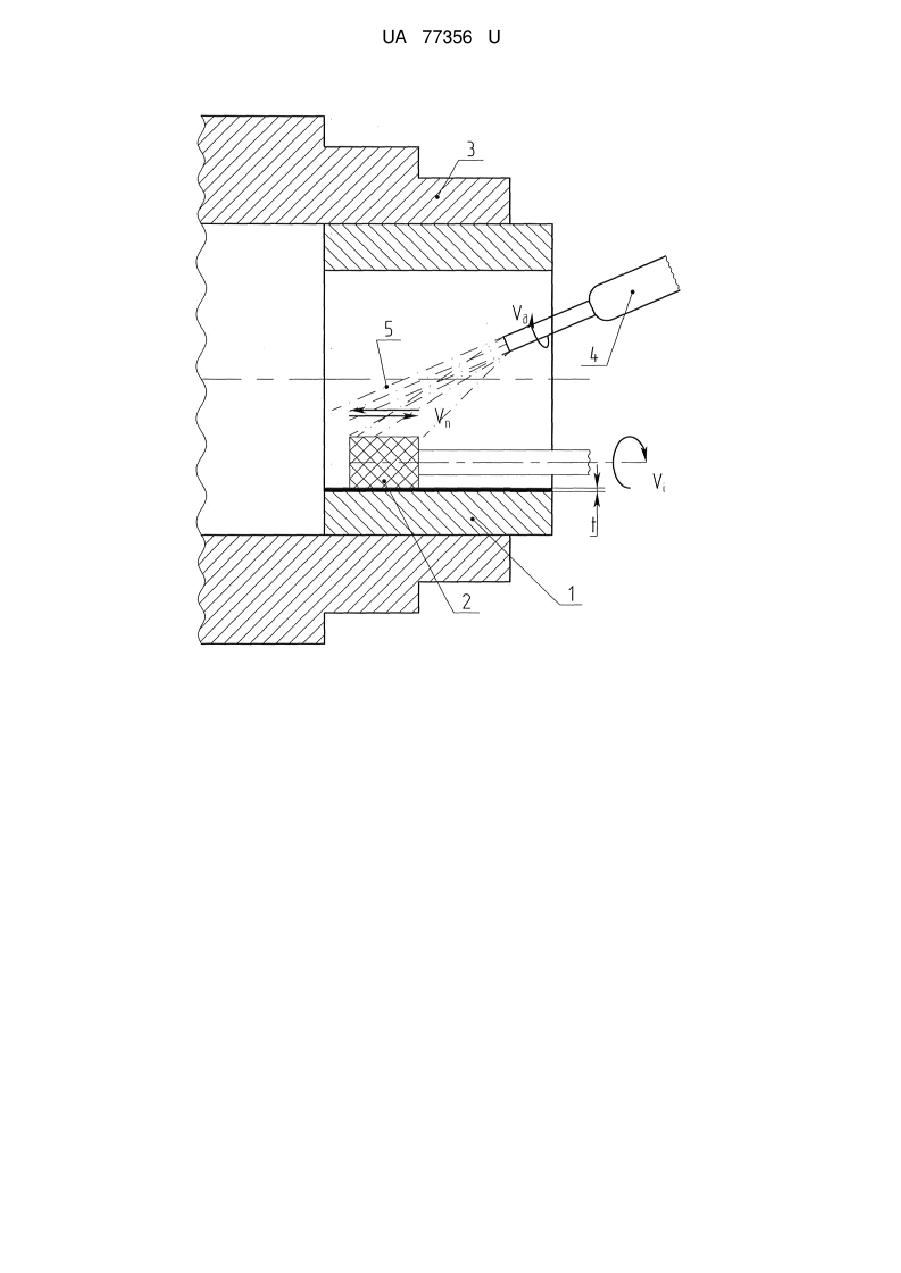
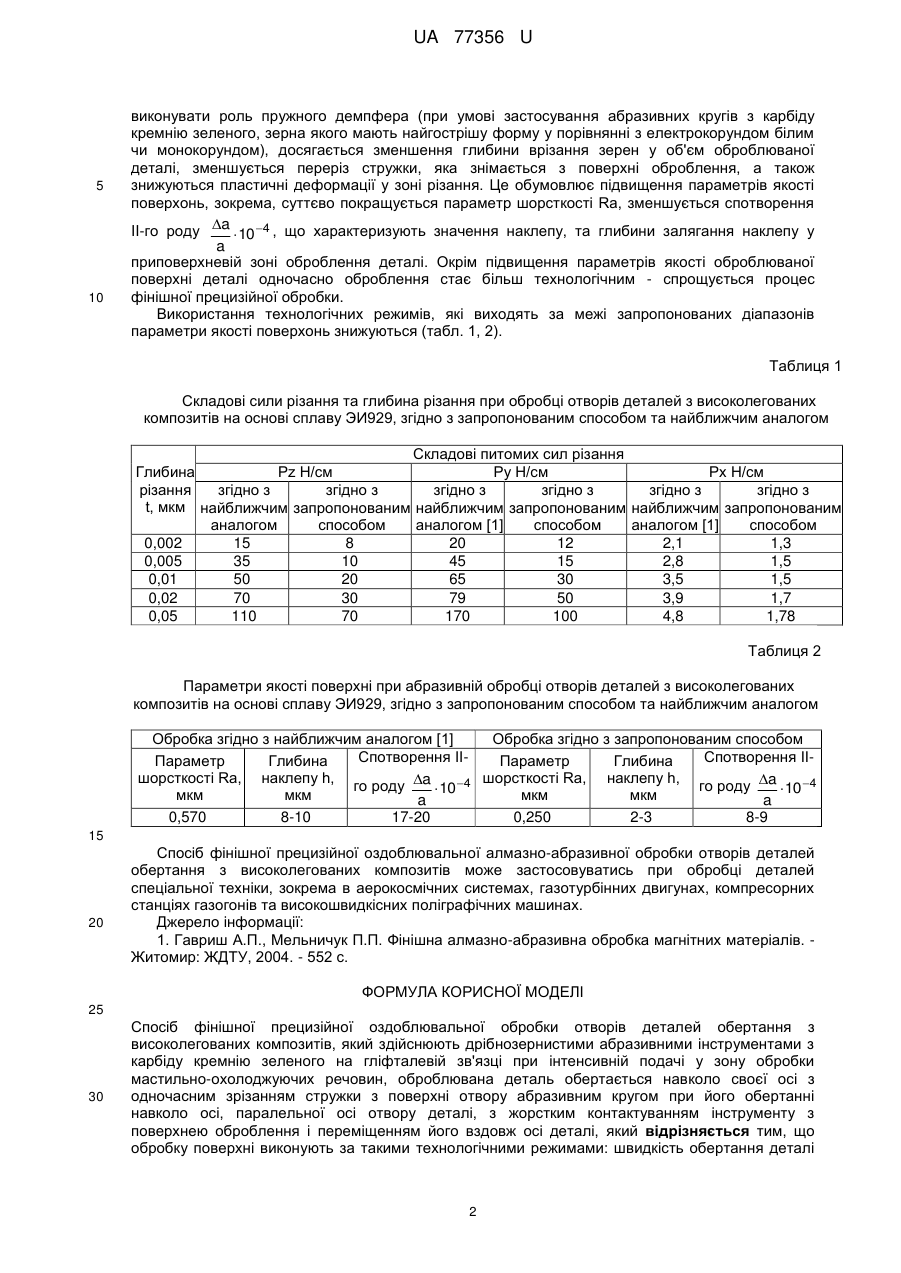
Реферат: Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів виконують дрібнозернистими абразивними інструментами з карбіду кремнію зеленого на гліфталевій зв'язці при інтенсивній подачі у зону обробки мастильно-охолоджуючих речовин, оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним кругом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі. UA 77356 U (12) UA 77356 U UA 77356 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема до способів фінішної прецизійної оздоблювальної алмазно-абразивної обробки деталей з високолегованих композитів на основі заліза і нікелю, призначених для вузлів машин і приладів, що експлуатуються у жорстких умовах (температура в діапазоні 500-800 °C, тиск у межах 5,0-8,0 МПа на повітрі). Найбільш близьким до корисної моделі по технічній суті та ефекту, що досягається, є прецизійне абразивне шліфування внутрішніх циліндричних поверхонь деталей обертання на верстатах підвищеної точності за допомогою спеціальних дрібнозернистих абразивних інструментів та застосуванням мастильно-охолоджуючих рідин [1]. Недоліками відомого способу [1] є технічна неможливість забезпечення параметрів якості поверхонь оброблення внаслідок застосування режимів різання, які по своїй суті непридатні для оброблення спеціальних композитних сплавів. В основу корисної моделі поставлено задачу підвищення якості поверхонь обробки отворів деталей тертя з високолегованих важкооброблюваних композитних сплавів завдяки суттєвому зменшенню складових сил різання безпосередньо у зоні оброблення та зменшенню навантажень на мікрооб’єми зрізаного абразивними зернами металу при одночасному зменшенні мікродеформацій при зрізанні стружки і, внаслідок цього, суттєвого покращення якості поверхні (зменшення шорсткості, спотворень II роду, як основного параметру наклепу та глибини наклепу у приповерхневому шарі), шляхом використання надтонких режимів різання для абразивних інструментів, що мінімізують сили різання. Поставлена задача вирішується тим, що у запропонованому способі фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів виконують обробку дрібнозернистими інструментами з карбіду кремнію зеленого на гліфталевій зв'язці при інтенсивній подачі у зону обробки мастильно-охолоджуючих речовин (МОР). Оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним кругом при його обертанні навколо осі, паралельної отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, згідно з корисною моделлю, обробка поверхні відбувається за такими технологічними режимами: швидкість обертання деталі 2-10 м/хв., швидкість обертання абразивного кругу 20-25 м/с, швидкість повздовжнього переміщення абразивного кругу вздовж осі отвору поверхні оброблення 0,1-0,3 м/хв., глибина різання 2-10 мкм. На кресленні зображено: 1 - деталь, 2 - абразивний круг, 3 - пристрій, 4 - трубопровід, 5 мастильно-охолоджуюча рідина. Спосіб здійснюється наступним чином. Деталь циліндричної форми з отвором закріплюють у технологічному пристрої верстата. Абразивний інструмент круглої форми типу ПП (плоский прямий) з карбіду кремнію зеленого на еластичній гліфталевій зв'язці розташовується у отворі деталі так, щоб його вісь обертання була паралельною осі отвору оброблюваної деталі. Абразивний круг входить у жорсткий контакт з поверхнею оброблення, а інструмент отримує переміщення вздовж осі деталі, з одночасною подачею в зону зрізання стружки мастильно-охолоджуючої рідини зі складом, об. %: олеїнова кислота (5-10 %) індустріальне мастило "И-20" (12-15 %), гас (65-70 %), швидкість подачі цієї суміші становить 2-5 л/хв., при цьому обробка поверхні отвору деталі відбувається за такими технологічними режимами - швидкість обертання деталі Vд ~2-10 м/хв., швидкість обертання абразивного кругу Vі ~20-25 м/с, швидкість повздовжнього переміщення абразивного кругу Vn вздовж осі ~0,1-0,3 м/хв., глибина різання ~2-10 мкм. На кресленні зображено: 1 - деталь, 2 - абразивний круг, 3 - пристрій, 4 - трубопровід, 5 мастильно-охолоджуюча рідина. Спосіб ілюструється наступним чином. Деталь 1 з отвором затискається у пристрої 3 верстата прецизійної точності і обертається зі швидкістю Vд. Абразивний круг 2 за допомогою оправки розташовується в отворі деталі і обертається зі швидкістю Vi. За рахунок кінематики верстата круг 2 переміщується вздовж осі оброблення зі швидкістю Vn. Абразивний круг 2 має жорсткий контакт з деталлю 1, внаслідок чого знімається припуск на обробку t. В процесі зрізання стружки у зону оброблення за допомогою трубопроводу 4 інтенсивно подається мастильно-охолоджуюча рідина 5. Запропонований спосіб обробки здійснюється за такими режимами: Vд=2-10 м/хв.,Vi=20-25 м/с, Vn=0,1-0,3 м/хв., t=2-10 мкм. Завдяки наведеним режимам різання забезпечується суттєве зменшення складових сил різання у зоні оброблення. У поєднанні з еластичною зв'язкою інструменту, яка має можливість 1 UA 77356 U 5 10 виконувати роль пружного демпфера (при умові застосування абразивних кругів з карбіду кремнію зеленого, зерна якого мають найгострішу форму у порівнянні з електрокорундом білим чи монокорундом), досягається зменшення глибини врізання зерен у об'єм оброблюваної деталі, зменшується переріз стружки, яка знімається з поверхні оброблення, а також знижуються пластичні деформації у зоні різання. Це обумовлює підвищення параметрів якості поверхонь, зокрема, суттєво покращується параметр шорсткості Ra, зменшується спотворення II-го роду a 10 4 , що характеризують значення наклепу, та глибини залягання наклепу у a приповерхневій зоні оброблення деталі. Окрім підвищення параметрів якості оброблюваної поверхні деталі одночасно оброблення стає більш технологічним - спрощується процес фінішної прецизійної обробки. Використання технологічних режимів, які виходять за межі запропонованих діапазонів параметри якості поверхонь знижуються (табл. 1, 2). Таблиця 1 Складові сили різання та глибина різання при обробці отворів деталей з високолегованих композитів на основі сплаву ЭИ929, згідно з запропонованим способом та найближчим аналогом Складові питомих сил різання Глибина Pz H/см Ру Н/см Рх Н/см різання згідно з згідно з згідно з згідно з згідно з згідно з t, мкм найближчим запропонованим найближчим запропонованим найближчим запропонованим аналогом способом аналогом [1] способом аналогом [1] способом 0,002 15 8 20 12 2,1 1,3 0,005 35 10 45 15 2,8 1,5 0,01 50 20 65 30 3,5 1,5 0,02 70 30 79 50 3,9 1,7 0,05 110 70 170 100 4,8 1,78 Таблиця 2 Параметри якості поверхні при абразивній обробці отворів деталей з високолегованих композитів на основі сплаву ЭИ929, згідно з запропонованим способом та найближчим аналогом Обробка згідно з найближчим аналогом [1] Обробка згідно з запропонованим способом Спотворення IIСпотворення IIПараметр Глибина Параметр Глибина шорсткості Ra, наклепу h, шорсткості Ra, наклепу h, a го роду го роду a 10 4 10 4 мкм мкм мкм мкм a a 0,570 8-10 17-20 0,250 2-3 8-9 15 20 Спосіб фінішної прецизійної оздоблювальної алмазно-абразивної обробки отворів деталей обертання з високолегованих композитів може застосовуватись при обробці деталей спеціальної техніки, зокрема в аерокосмічних системах, газотурбінних двигунах, компресорних станціях газогонів та високошвидкісних поліграфічних машинах. Джерело інформації: 1. Гавриш А.П., Мельничук П.П. Фінішна алмазно-абразивна обробка магнітних матеріалів. Житомир: ЖДТУ, 2004. - 552 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів, який здійснюють дрібнозернистими абразивними інструментами з карбіду кремнію зеленого на гліфталевій зв'язці при інтенсивній подачі у зону обробки мастильно-охолоджуючих речовин, оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним кругом при його обертанні навколо осі, паралельної осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням його вздовж осі деталі, який відрізняється тим, що обробку поверхні виконують за такими технологічними режимами: швидкість обертання деталі 2 UA 77356 U 2-10 м/хв., швидкість обертання абразивного круга 20-25 м/с, швидкість повздовжнього переміщення абразивного круга вздовж осі отвору поверхні оброблення 0,1-0,3 м/хв., глибина різання 2-10 мкм. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of finishing precision machining holes of rotary parts made of high-alloyed composites
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ финишной прецизионной отделочной обработки отверстий деталей вращения из высоколегированных композитов
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B21D 28/24, B21D 37/18, B21D 37/16, B21D 28/36
Мітки: оздоблювальної, обробки, обертання, спосіб, композитів, отворів, прецизійної, деталей, фінішної, високолегованих
Код посилання
<a href="https://ua.patents.su/5-77356-sposib-finishno-precizijjno-ozdoblyuvalno-obrobki-otvoriv-detalejj-obertannya-z-visokolegovanikh-kompozitiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів</a>
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: G11B 5/127
Мітки: магнітно-абразивної, обробки, високолегованих, композитів, отворів, деталей, фінішної, циліндричних, поверхонь, спосіб
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: B24B 31/112, B24B 5/06, B24B 37/02
Мітки: спосіб, високолегованих, циліндричних, отворів, обробки, поверхонь, композитів, деталей, магнітно-абразивної, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів
Номер патенту: 60525
Опубліковано: 25.06.2011
Автори: Острик Деніс Вікторович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Макаров Артем Сергійович, Мельник Олена Олексіївна, Киричок Петро Олексійович, Віцюк Юлія Юріївна, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: високолегованих, фінішної, ковзання, обробки, підшипників, поверхонь, отворів, спосіб, циліндричних, композитів
Формула / Реферат:
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого...
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів
Номер патенту: 70069
Опубліковано: 25.05.2012
Автори: Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: G11B 5/127, B24B 5/06, B24B 37/02, B24B 31/112
Мітки: отворів, деталей, фінішної, матеріалів, поверхонь, композитних, спосіб, високолегованих, обробки
Формула / Реферат:
Спосіб фінішної обробки поверхонь отворів деталей з високолегованих композитних матеріалів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого інструменту...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Острик Деніс Вікторович, Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Макаров Артем Сергійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: високолегованих, сплавів, поверхонь, отворів, деталей, обробки, спосіб, фінішної, магнітно-абразивної, основі, нікелю, циліндричних
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Попередній патент: Бігуни
Наступний патент: Мотор-насос трансформаторно-асинхронної системи для транспортування та нагрівання рідини
Випадковий патент: Офтальмологічний пристрій ємченка в.і.