Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей
Формула / Реферат
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну температуру(Теіn) литої заготовки у чистову лінію прокатного стану вище 1150°С, переважно вище 1200°С, за допомогою багатоступеневого, зокрема двоступеневого нагрівання, що включає в себе ступінь підігрівання і ступінь інтенсивного нагрівання, а термообробку здійснюють безпосередньо з прокатного нагрівання.
2. Спосіб за п. 1, який відрізняється тим, що кінцеву температуру прокатки (Twe) прокатуваного матеріалу (15) встановлюють на значення, при яких відбувається повна динамічна рекристалізація структури, при цьому прокатуваний матеріал (15) після проходження останньої ділянки чистової лінії охолоджують з кінцевої температури прокатки (Twe) до температури (Та), при якій виділення карбідів хрому приглушується.
3. Спосіб за п. 2, який відрізняється тим, що кінцеву температуру прокатки (Twe) прокатуваного матеріалу (15) встановлюють вище 1000°С, переважно вище 1050°С, при цьому прокатуваний матеріал охолоджують потім до температури (Та) нижче 600°С, переважно нижче 450°С протягом 20 с.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що на ступені підігрівання температуру литої заготовки встановлюють на значення 1000-1150°С, а в зоні інтенсивного нагрівання температуру підвищують до значень вище 1200°С.
5. Спосіб за одним з пп. 1-3, який відрізняється тим, що підігрівання здійснюють у печі (7), що обігрівається газом або рідким паливом, а подальше інтенсивне нагрівання - у зоні (10) індукційного нагрівання.
6. Спосіб за одним з пп. 1-3, який відрізняється тим, що між ступенями підігрівання та інтенсивного нагрівання здійснюють видалення окалини.
7. Спосіб за одним з пп. 1-3, який відрізняється тим, що здійснюють додаткове нагрівання прокатуваного матеріалу на останній ділянці чистової лінії (13), переважно індуктивне, так, що у процесі прокатки температуру підтримують у діапазоні температур динамічної рекристалізації.
8. Спосіб за одним з пп. 1-3, який відрізняється тим, що прокатуваний матеріал з визначеною кінцевою температурою прокатки (Twe) пропускають через прилеглу до прокатного стану зону нагрівання для подальшої підтримки температур, при яких відбувається повна рекристалізація прокатуваного матеріалу, а після цього охолоджують.
9. Спосіб за одним з пп. 1-3, який відрізняється тим, що для запобігання схильності до корозії термообробку литої заготовки (6), що має розміри, близькі до остаточних розмірів, яка надходить з розливного нагрівання, здійснюють безпосередньо з прокатного нагрівання.
10. Спосіб за одним з пп. 1-3, який відрізняється тим, що для запобігання схильності до корозії термообробку безперервнолитого і прокатаного на широкосмуговому стані гарячої прокатки матеріалу здійснюють безпосередньо з прокатного нагрівання.
11. Установка (1) для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей для здійснення способу за одним з пп. 1-10, при якому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, яка містить установку (2) безперервного розливання для одержання литої заготовки (6) і прокатний стан (13) з розташованою перед ним системою (11) встановлення температури і розташованим за ним пристроєм (16) для охолоджування прокатуваного матеріалу (15), яка відрізняється тим, що система (11) встановлення температури містить пристрій (7) для підігрівання литої заготовки і пристрій (10) для інтенсивного нагрівання з метою встановлення вхідної температури (Теin) литого продукту у чистову лінію прокатного стану вище 1150°С, переважно вище 1200°С, встановлення кінцевої температури прокатки (Тwе) і здійснення термообробки безпосередньо з прокатного нагрівання.
12. Установка за п. 11, яка відрізняється тим, що пристрій (16) для охолоджування прокатуваного матеріалу містить засоби (16) для охолоджування прокатуваного матеріалу до температур нижче 600°С, переважно нижче 450°С.
13. Установка за п. 12, яка відрізняється тим, що вона містить після прокатного стану зону нагрівання, в якій кінцева температура прокатки (Twe) прокатуваного матеріалу підтримується вище 1000°С, переважно вище 1050°С.
14. Установка за п. 12 або 13, яка відрізняється тим, що вона містить додаткові засоби для нагрівання прокатуваного матеріалу під час прокатки з метою встановлення кінцевої температури прокатки (Twe).
15. Установка за п. 11, яка відрізняється тим, що вона містить машину (2) для безперервного розливання для відливання близької до кінцевих розмірів литої заготовки (6), пристрій (8) для різання литої заготовки (6) перед системою (11) встановлення температури, перший пристрій (9) для видалення окалини між пристроєм (7) для підігрівання і пристроєм (10) для інтенсивного нагрівання і/або другий пристрій (12) для видалення окалини між системою (11) встановлення температури і чистовою лінією (13), пристрій (16) для швидкого охолоджування, що прилягає безпосередньо до чистової лінії (13) або печі-міксера, а також пристрій (18) для змотування стрічки або пристрій для розрізання і штабелювання термообробленого прокатаного матеріалу.
16. Установка за п. 11, яка відрізняється тим, що містить систему встановлення температури для нагрівання безперервнолитих слябів або заготовок, за необхідності чорнову прокатну кліть, а також прилеглий широкосмуговий стан гарячої прокатки або дротовий стан, пристрій для швидкого охолоджування, що прилягає безпосередньо до широкосмугового стану гарячої прокатки або дротового стану, або печі-міксера, а також пристрій для змотування стрічки або пристрій для розрізання і штабелювання, або намотування термообробленого катаного продукту.
Текст
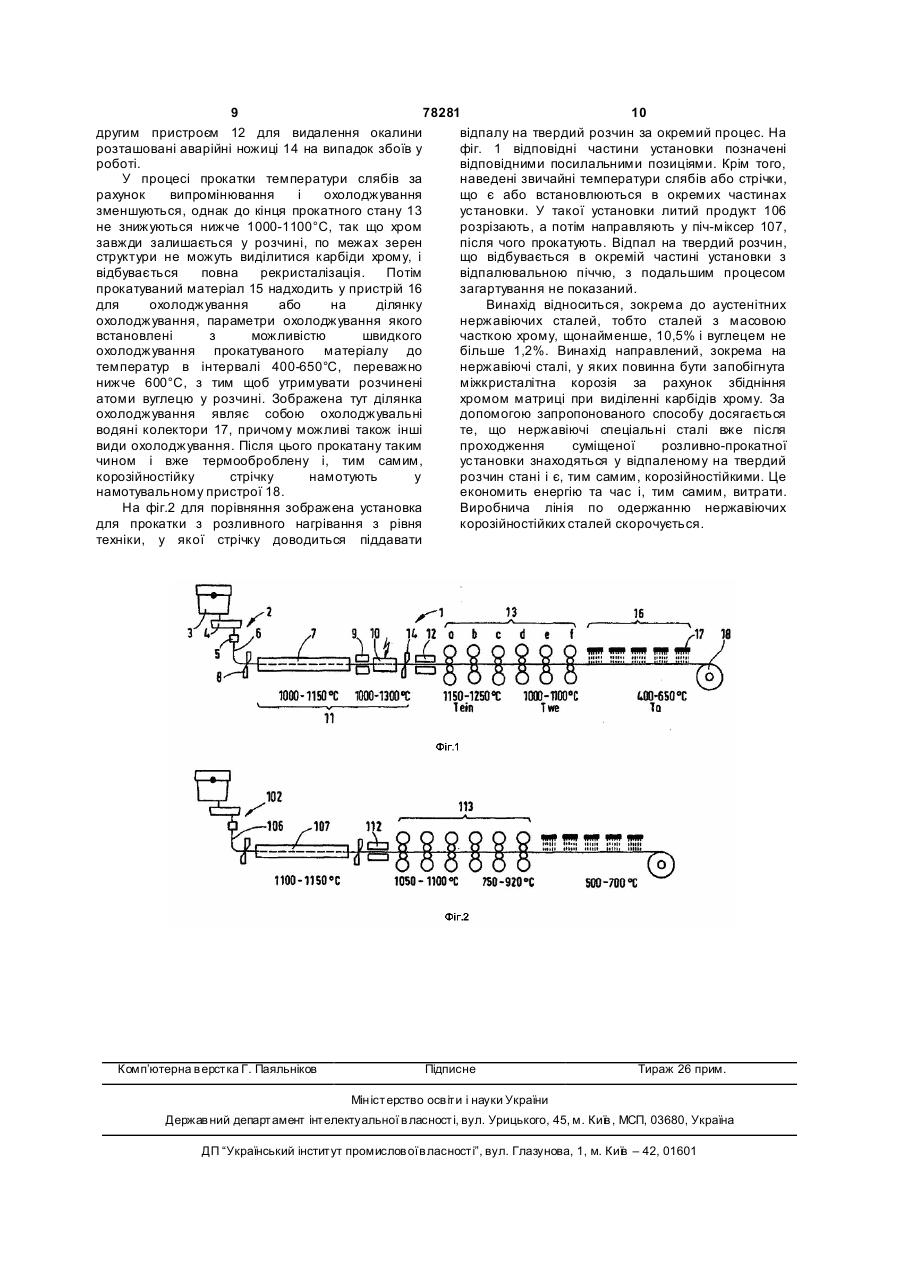
1. Спосіб виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литу заготовку (6) піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії внаслідок виділення карбідів хрому, який відрізняється тим, що для встановлення кінцевої температури прокатки (Twe) встановлюють вхідну температуру(Т еіn) литої заготовки у чистову лінію прокатного стану вище 1150°С, переважно вище 1200°С, за допомогою багатоступеневого, зокрема двоступеневого нагрівання, що включає в себе ступінь підігрівання і ступінь інтенсивного нагрівання, а термообробку здійснюють безпосередньо з прокатного нагрівання. 2. Спосіб за п. 1, який відрізняється тим, що кінцеву температур у прокатки (Twe) прокатуваного матеріалу (15) встановлюють на значення, при яких відбувається повна динамічна рекристалізація структури, при цьому прокатуваний матеріал (15) після проходження останньої ділянки чистової лінії охолоджують з кінцевої температури прокатки (Twe) до температури (Та), при якій виділення карбідів хрому приглушується. 3. Спосіб за п. 2, який відрізняється тим, що кінцеву температур у прокатки (Twe) прокатуваного матеріалу (15) встановлюють вище 1000°С, переважно вище 1050°С, при цьому прокатуваний 2 (19) 1 3 78281 4 на першому етапі литу заготовку (6) піддають нагрівання прокатуваного матеріалу під час процесу прокатки у прокатному стані з чистовою прокатки з метою встановлення кінцевої лінією, а на другому етапі здійснюють температури прокатки (Twe). термообробку для запобігання схильності до 15. Установка за п. 11, яка відрізняється тим, що корозії, зокрема міжкристалітної корозії внаслідок вона містить машину (2) для безперервного виділення карбідів хрому, яка містить установку (2) розливання для відливання близької до кінцевих безперервного розливання для одержання литої розмірів литої заготовки (6), пристрій (8) для заготовки (6) і прокатний стан (13) з розташованою різання литої заготовки (6) перед системою (11) перед ним системою (11) встановлення встановлення температури, перший пристрій (9) температури і розташованим за ним пристроєм для видалення окалини між пристроєм (7) для (16) для охолоджування прокатуваного матеріалу підігрівання і пристроєм (10) для інтенсивного (15), яка відрізняється тим, що система (11) нагрівання і/або другий пристрій (12) для встановлення температури містить пристрій (7) видалення окалини між системою (11) для підігрівання литої заготовки і пристрій (10) для встановлення температури і чистовою лінією (13), інтенсивного нагрівання з метою встановлення пристрій (16) для швидкого охолоджування, що вхідної температури (Теin) литого продукту у прилягає безпосередньо до чистової лінії (13) або чистову лінію прокатного стану вище 1150°С, печі-міксера, а також пристрій (18) для змотування переважно вище 1200°С, встановлення кінцевої стрічки або пристрій для розрізання і температури прокатки (Тwе) і здійснення штабелювання термообробленого прокатаного термообробки безпосередньо з прокатного матеріалу. нагрівання. 16. Установка за п. 11, яка відрізняється тим, що 12. Установка за п. 11, яка відрізняється тим, що містить систему встановлення температури для пристрій (16) для охолоджування прокатуваного нагрівання безперервнолитих слябів або матеріалу містить засоби (16) для охолоджування заготовок, за необхідності чорнову прокатну кліть, прокатуваного матеріалу до температур нижче а також прилеглий широкосмуговий стан гарячої 600°С, переважно нижче 450°С. прокатки або дротовий стан, пристрій для 13. Установка за п. 12, яка відрізняється тим, що швидкого охолоджування, що прилягає вона містить після прокатного стану зону безпосередньо до широкосмугового стану гарячої нагрівання, в якій кінцева температура прокатки прокатки або дротового стану, або печі-міксера, а (Twe) прокатуваного матеріалу підтримується вище також пристрій для змотування стрічки або 1000°С, переважно вище 1050°С. пристрій для розрізання і штабелювання, або 14. Установка за п. 12 або 13, яка відрізняється намотування термообробленого катаного тим, що вона містить додаткові засоби для продукту. Винахід відноситься до способу виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, причому на першому етапі литий продукт піддають процесу прокатки у прокатному стані з чистовою лінією, а на другому етапі здійснюють термообробку для запобігання схильності до корозії, зокрема міжкристалітної корозії через виділення карбідів хрому. Крім того, винахід відноситься до установки для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей, не схильних до точкової, зокрема міжкристалітної корозії. Відомо, що аустенітні нержавіючі сталі, під якими потрібно розуміти, загалом, марки сталей з масовою часткою хрому, щонайменше, 10,5%, а також нікелем, схильні, зокрема до міжкристалітної корозії, яка базується на збідненні хромом близьких до меж зерен зон структури при утворенні збагачених хромом виділень на межах зерен і на пов'язаному з цим зниженні корозійної стійкості даних зон у порівнянні із зонами структури з високим вмістом розчиненого хрому. Дане явище відбувається, зокрема тоді, коли заготовки дуже повільно проходять критичні температурні інтервали при охолоджуванні. Тому структур у таких аустенітних хромонікелевих сталей встановлюють у відпаленому на твердий розчин і в загартованому стані. Відпал на твердий розчин з подальшим загартуванням являє собою режим термообробки, при якому при температурах відпалу на твердий розчин 1000-1100°С хром з карбідів хрому, що виділилися, знову переходить у розчин, а подальший процес загартування перешкоджає повторному утворенню карбідів хрому за рахунок того, що атоми вуглецю у пересиченому розчині утримуються у матриці. Такий відпал на твердий розчин з подальшим загартуванням здійснюють в окремому від прокатки процесі термообробки. Для цього катані продукти транспортують до окремих установок термообробки і там піддають відпалу і загартуванню. Крім запобігання утворенню карбідів хрому за рахунок відпалу на твердий розчин поліпшується також холодна деформованість аустенітних хромонікелевих сплавів. З ЕР 0415987 В2 відомий спосіб безперервного одержання сталевої стрічки або листа з розлитих на криволінійній машині безперервного розливу з горизонтальним напрямом виходу тонких слябів товщиною близько 50 мм, що включає в себе наступні етапи: прокатка тонких слябів після їх твердіння у криволінійній напрямній шахті при температурах понад 1100°С, зниження температури слябів за рахунок випромінювання або видалення окалини, 5 78281 6 індукційне повторне нагрівання до температури настільки високі, що карбіди хрому ще не близько 1100°С і прокатка тонких слябів, виділилися або що, ви ходячи з температур щонайменше, в одному прокатному стані. За прокатки, потрібно подолати лише невеликі різниці допомогою нагрівання встановлюють температуру температур, з тим щоб встановити температури слябів, так що враховується перепад температур для переходу хрому у розчин. Загалом, катаний на деформуючих пристроях прокатного стану, а продукт більше не піддають відпалу на твердий саме таким чином, що при прокатці в останній розчин на окремому етапі термообробки, що прокатній кліті температура заготовок лежить у ще включає в себе нагрівання від кімнатної достатньому для хорошої деформації інтервалі. температури до температури відпалу на твердий При цьому у третій і останній прокатній кліті розчин, а використовують прокатне нагрівання і, прокатного стану температура прокатуваного тим самим, виключають енергоємний процес матеріалу падає, наприклад, до 988°С, чого нагрівання. Сталі можуть бути одержані тому без досить як вихідної температури для останнього подальшої, окремо здійснюваної термообробки, проходження прокатки. Прокатуваний матеріал що складається з відпалу на твердий розчин і залишає останню прокатну кліть з температурою загартування, з економією енергії та часу. 953°С або нижче, і його потім при ще більш низькій Відповідно до винаходу, цієї бажаної, відносно температурі розрізають на потрібну довжину і високої кінцевої температури прокатки досягають штабелюють або намотують. в кінці чистової лінії за рахунок того, що Крім того, відомі установки для прокатки встановлюють більш високу у порівнянні з цим стрічок і листів з «розливного нагрівання», описані, вхідн у температуру литого продукту у чистову наприклад, Flemming et al.: Установки CSP та їх лінію прокатного стану, що лежить вище 1150°С, пристосування до розширених виробничих переважно вище 1200°С. Тоді температурний програм. Stahl & Eisen, Vol. 2, 1993, стор. 37 і далі. рівень прокатуваного матеріалу, незважаючи на У такій установці на машині для безперервного перепад температур у процесі прокатки, лежить розливання з кристалізатором спеціальної форми завжди вище температури, при якій могли б одержують тонкий сляб, розрізають на окремі виділитися карбіди хрому. Для досягнення таких довжини і транспортують у піч з роликовим подом вхідних температур литий продукт піддають для вирівнювання температури. Після цього багатоступеневому, зокрема двоступеневому, тонкий сляб прискорюють до помітно більш нагріванню, що включає в себе етап підігрівання і високої вхідної швидкості прилягаючого етап інтенсивного нагрівання. прокатного стану, видаляють з нього окалину і Переважно кінцеву температуру прокатки подають до прокатного стану. У сталому режимі прокатуваного матеріалу встановлюють на виробництва зі швидкістю розливання 5,5 м/хв. температури вище 1000°С, переважно вище тонкий сляб з середньою температурою близько 1050°С, тобто на температури, при яких схильний 1080°С досягає печі з роликовим подом. Вихідна до виділення у вигляді карбідів хром у температура з печі складає близько 1100°С. нержавіючих сталях, що містять хром, знаходиться Необхідну для процесу прокатки теплову енергію у розчині. Кінцева температура прокатки повинна покривають, таким чином, майже повністю лежати на рівні, при якому ще не виділяються кількістю тепла, що міститься у литій заготовці. У карбіди хрому, однак при якому структура ще прокатному цеху теплові втрати виникають при рекристалізується. Поняття «кінцева температура охолоджуванні у прокатному стані при контакті з прокатки» відноситься до температури валками, так що встановлюється кінцева прокатуваного матеріалу в останній кліті або в температура прокатки, наприклад, 880°С. Потім останніх клітях чистової лінії. Потім, переважно йдуть повільне охолоджування на ділянці безпосередньо після цього, прокатуваний охолоджування і намотування. матеріал різко охолоджують до температур нижче Обом відомим способам властиве те, що як 600°С, переважно нижче 450°С, причому вхідн у температуру у чистову прокатну кліть виділення, зокрема карбідів хрому придушується. встановлюють температуру сляба, якої досить для Таким чином виробляється катаний, вже забезпечення прокатки в останній кліті чистового термооброблений продукт, який у порівнянні з стану. продуктом, підданим окремому відпалу на твердий В основі винаходу лежить задача створення розчин і загартуванню, володіє перевагою економії способу і установки, за допомогою яких з енергії та часу при своєму виготовленні. економією енергії і часу можна було б одержувати Переважним чином на ступені підігрівання аустенітні нержавіючі сталі. температуру литого продукту встановлюють на Дана задача вирішується за допомогою значення 1000-1150°С, причому лише у наступній способу з ознаками п.1 і установки з ознаками п. зоні інтенсивного нагрівання температуру 11. Переважні вдосконалення наведені у залежних підвищують до значень вище 1200°С. Переважно пунктах. підігрівання здійснюють у печі, що обігрівається Відповідно до основної ідеї винаходу, для газом або рідким паливом, а подальше інтенсивне виготовлення гарячекатаної стрічки або нагрівання - в індукційній печі або у зоні гарячекатаної широкої стрічки з аустенітних інтенсивного нагрівання. Це має ту особливу нержавіючих сталей термообробку для перевагу, що підігрівання може відбуватися у печі запобігання схильності до корозії здійснюють з роликовим подом, тоді як рівень нагрівання до безпосередньо з «прокатного нагрівання», тобто температур вище 1200°С зміщується у зону безпосередньо після процесу прокатки з індукційного нагрівання. Це запобігає дуже використанням того факту, що температури у смузі сильному навантаженню на піч з роликовим 7 78281 8 подом, що за певних обставин могло б привести навантаження на наявну підігрівальну піч, що є, до її термічного руйнування. У підігрівальній печі, зокрема піччю з роликовим подом, така система що обігрівається газом або рідким паливом, встановлення температури складається з температура сляба підвищується до температур пристрою підігрівання і прилягаючої до нього зони 1000-1150°С, не перевищуючи термостійкості індукційного інтенсивного нагрівання. елементів печі. Для підтримки кінцевої температури прокатки Щоб уникнути негативних впливів сильно (Тк ) після прокатки за прокатним станом нагрітого шару первинної окалини на якість розташована зона нагрівання. Дана зона поверхні прокатуваного матеріалу з поверхні нагрівання має переважно індукційне обігрівання, і литого продукту, зокрема з поверхні сляба, перед в ній можуть бути встановлені температури вище встановленням вхідної температури видаляють 1000°С. Мова може йти також про тунельну піч. окалину. Для цього між ступенями підігрівання та Інші подробиці і переваги винаходу наведені у інтенсивного нагрівання передбачений пристрій залежних пунктах і подальшому описі, в якому для видалення окалини. Встановлення вхідної зображені на фігура х форми виконання винаходу температури відбувається тоді у зоні індукційного пояснюються більш детально. При цьому крім інтенсивного нагрівання. Запропоновано також перерахованих вище комбінацій ознак істотними здійснити видалення окалини додатково або вже для винаходу є ознаки самі по собі або в інших перед піччю з роликовим подом ступеня комбінаціях. На фігура х зображають: підігрівання, з тим щоб захистити ролики печі від фіг.1: установку для здійснення окалини і, тим самим, поверхні слябів від запропонованого способу у першій формі небажаних слідів окалини і поліпшити виконання; теплоперенесення у сляб. - фіг.2: установку, відому з рівня техніки. Як інша форма виконання для встановлення На фіг.1 зображена установка для бажаної високої кінцевої температури прокатки виготовлення листів або стрічок з легованих запропоновано, що додатково здійснюють хромом і нікелем марок сталі, які прокатують без нагрівання прокатуваного матеріалу на останній охолоджування до кімнатної температури і ділянці чистової лінії, переважно індуктивно. Це піддають термообробці, так що кінцевий продукт є забезпечує те, що до кінця процесу прокатки відпаленим на твердий розчин і загартованим. температура прокатуваного матеріалу буде Така установка 1 містить установку 2 підтримуватися на значеннях, при яких протікають безперервного розливання, зображену тут процеси рекристалізації. схематично з ковшем 3 для сталевого розплаву, Як вдосконалення запропоновано, що проміжним ковшем 4 і кристалізатором 5. Литу прокатуваний матеріал з визначеною кінцевою близько до остаточних розмірів заготовку або температурою прокатки пропускають через продукт 6 перед піччю з роликовим подом або прилягаючу до чистової лінії ділянку нагрівання, підігрівальною піччю 7 розрізають за допомогою переважно індукційного, для подальшої підтримки ножиць 8 на сляби, які надходять потім у піч 7 для температур, при яких відбуваються прискорені їх нагрівання до температур 1000-1150°С або для процеси рекристалізації, і лише потім вирівнювання температури. Нагріті сляби охолоджують. Це має ту перевагу, що у проходять через пристрій 9 для видалення розпорядженні є більш тривалий час на бажані окалини, а потім надходять у зону 10 індукційного процеси рекристалізації і виникаюче внаслідок інтенсивного нагрівання. У цій зоні температуру нього зниження міцності. Дана ділянка нагрівання слябів протягом короткого процесу нагрівання може застосовуватися тоді, коли встановлено, що підвищують до температури в інтервалі 1000бажаної кінцевої температуру прокатки, 1300°С, переважно вище 1200°С. Досягнутої у зоні незважаючи на високі вхідні температури, досягти 10 інтенсивного нагрівання температури має бути не вдалося, наприклад через підвищені втрати у досить для встановлення бажаних кінцевих процесі прокатки. температур прокатки вище 1000°С. За Установка, відповідно до винаходу, для необхідності може вистачати також нагрівання до здійснення запропонованого способу температур близько 1000°С, якщо у процесі характеризується тим, що система встановлення прокатки виникають лише дуже малі температурні температури включає в себе пристрій для втрати. Підігрівальна піч 7 і зона 10 інтенсивного підігрівання литого продукту і пристрій для нагрівання утворюють систему 11 встановлення інтенсивного нагрівання для встановлення вхідної температури. Засобами для здійснення температури (Тbх) литого продукту у чистовій лінії термообробки є підігрівальна піч 7 і зона 10 прокатного стану вище 1150°С, переважно вище інтенсивного нагрівання, а також ділянка швидкого 1200°С, з тим щоб встановити бажану кінцеву охолоджування. температуру прокатки (Тк ) з метою здійснення Після проходження зони 10 інтенсивного термообробки безпосередньо з прокатного нагрівання з гарячих слябів ще раз видаляють нагрівання. окалину (другий пристрій 12 для видалення При цьому засоби для встановлення бажаної окалини) і направляють на чистову лінію 13, що високої кінцевої температури прокатки є частиною складається тут з шести клітей 13а-f. Вхідні системи встановлення температури, тобто при температури лежать в інтервалі 1050-1250°С, встановленні високої вхідної температури з переважно вище 1200°С. Температура 1050°С врахуванням перепаду температур у процесі також може бути встановлена, якщо температурні прокатки встановлюється також висока кінцева втрати у прокатному стані малі і досягаються температура прокатки. Для зменшення бажані кінцеві температури прокатки. Перед 9 78281 10 другим пристроєм 12 для видалення окалини відпалу на твердий розчин за окремий процес. На розташовані аварійні ножиці 14 на випадок збоїв у фіг. 1 відповідні частини установки позначені роботі. відповідними посилальними позиціями. Крім того, У процесі прокатки температури слябів за наведені звичайні температури слябів або стрічки, рахунок випромінювання і охолоджування що є або встановлюються в окремих частинах зменшуються, однак до кінця прокатного стану 13 установки. У такої установки литий продукт 106 не знижуються нижче 1000-1100°С, так що хром розрізають, а потім направляють у піч-міксер 107, завжди залишається у розчині, по межах зерен після чого прокатують. Відпал на твердий розчин, структури не можуть виділитися карбіди хрому, і що відбувається в окремій частині установки з відбувається повна рекристалізація. Потім відпалювальною піччю, з подальшим процесом прокатуваний матеріал 15 надходить у пристрій 16 загартування не показаний. для охолоджування або на ділянку Винахід відноситься, зокрема до аустенітних охолоджування, параметри охолоджування якого нержавіючих сталей, тобто сталей з масовою встановлені з можливістю швидкого часткою хрому, щонайменше, 10,5% і вуглецем не охолоджування прокатуваного матеріалу до більше 1,2%. Винахід направлений, зокрема на температур в інтервалі 400-650°С, переважно нержавіючі сталі, у яких повинна бути запобігнута нижче 600°С, з тим щоб утримувати розчинені міжкристалітна корозія за рахунок збідніння атоми вуглецю у розчині. Зображена тут ділянка хромом матриці при виділенні карбідів хрому. За охолоджування являє собою охолоджувальні допомогою запропонованого способу досягається водяні колектори 17, причому можливі також інші те, що нержавіючі спеціальні сталі вже після види охолоджування. Після цього прокатану таким проходження суміщеної розливно-прокатної чином і вже термооброблену і, тим самим, установки знаходяться у відпаленому на твердий корозійностійку стрічку намотують у розчин стані і є, тим самим, корозійностійкими. Це намотувальному пристрої 18. економить енергію та час і, тим самим, витрати. На фіг.2 для порівняння зображена установка Виробнича лінія по одержанню нержавіючих для прокатки з розливного нагрівання з рівня корозійностійких сталей скорочується. техніки, у якої стрічку доводиться піддавати Комп’ютерна в ерстка Г. Паяльніков Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and installation for producing hot-rolled strip from austenitic rust-resistant steels
Автори англійськоюSchuster Ingo
Назва патенту російськоюСпособ и установка для изготовления горячекатаной ленты из аустенитных нержавеющих сталей
Автори російськоюШустер Инго
МПК / Мітки
МПК: B21B 1/26, B21B 1/46, C21D 8/02
Мітки: стрічки, виготовлення, установка, гарячекатаної, спосіб, нержавіючих, аустенітних, сталей
Код посилання
<a href="https://ua.patents.su/5-78281-sposib-i-ustanovka-dlya-vigotovlennya-garyachekatano-strichki-z-austenitnikh-nerzhaviyuchikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб і установка для виготовлення гарячекатаної стрічки з аустенітних нержавіючих сталей</a>
Спосіб регулювання виготовлення гарячекатаної стрічки
Номер патенту: 27345
Опубліковано: 15.09.2000
Автори: Шмід Фрідманн, Сьоргел Гюнтер
МПК: B21B 37/28
Мітки: гарячекатаної, виготовлення, регулювання, стрічки, спосіб
Текст:
...изменение выпуклости. В качестве критерия для перераспределения усилия прокатки отдельных клетей прокатного стана, в частности, стана для горячей прокатки полосы, используют идеальную прямую управления формы. Для разделения отдельных усилий прокатки для достижения необходимого в прокатном стане суммарного усилия прокатки используют вычисленное оптимирующей вычислительной машиной с помощью прямой управления формы распределение отдельных...
Спосіб виготовлення труб з аустенітних сталей
Номер патенту: 5385
Опубліковано: 28.12.1994
Автори: Перчаник Віктор Вольфович, Ковальова Лариса Григорівна, Рабінович Олександр Вольфович, Буряк Тетяна Миколаївна, Козловський Альфред Іванович, Рищенко Юрій Олександрович, Друян Володимир Михайлович, Лезінська Олена Яківна
МПК: B21B 23/00
Мітки: аустенітних, виготовлення, спосіб, труб, сталей
Формула / Реферат:
Способ изготовления труб из аустенитных сталей, включающий многопроходную горячую деформацию слитков в трубную заготовку, отличающийся тем, что материал деформируемых слитков выбирают, исходя из содержания в нем нитридных включений не более 4 баллов, а горячую деформацию осуществляют последовательно в 3 прохода путем прошивки слитка на прессе, прокатки на элонгаторе и пилигриммовом стане, при этом коэффициент вытяжки при прошивке в 3-5 раз...
Спосіб періодичної прокатки тонкостінних труб із нержавіючих сталей
Номер патенту: 26070
Опубліковано: 30.04.1999
Автори: Куценко Олександр Іванович, Самойленко Геннадій Дмитрович, Третяк Володимир Якович, Чигиринський Юрій Васильович, Король Радомір Миколайович, Ткаченко Микола Володимирович, Лісовський Олександр Олександрович, Загребельний Віктор Терентійович, Кекух Станіслав Миколайович, Кучеренко Валер'ян Романович, Король Микола Миколайович, Цупкін Анатолій Вікторович, Шелест Анатолій Герасимович, Яременко Микола Іванович
МПК: B21B 21/00
Мітки: спосіб, труб, періодичної, нержавіючих, прокатки, сталей, тонкостінних
Формула / Реферат:
Способ периодической прокатки тонкостенных труб из нержавеющих сталей, включающий первоначальный нагрев в индукторе трубной заготовки до 300°C, ее порционную подачу в очаг деформации и деформацию по диаметру и толщине стенки в калибре, образованном ручьями валков переменного сечения, на конической оправке, отличающийся тем, что каждый из концевых участков трубной заготовки длиной, составляющей (24 ¸ 40) величины ее подачи, нагревают до...
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки
Номер патенту: 17868
Опубліковано: 16.10.2006
Автори: Пасько Тетяна Григорівна, Мінаєв Андрій Євгеньйович, Пожидаєв Віталій Іванович, Уланова Олександра Лук'янівна, Вагін Анатолій Миколайович, Мурашкін Олександр Вікторович, Норка Сергій Петрович, Гапонов Борис Петрович, Пасько Іван Олександрович
МПК: B21B 1/22
Мітки: спосіб, виробництва, пакувальної, гарячекатаної, сталевої, стрічки
Формула / Реферат:
Спосіб виробництва гарячекатаної сталевої пакувальної стрічки, що включає гарячу прокатку, травлення прокату в безупинно травильних агрегатах, обрізання крайок і змотування травлених штаб у двоштабові рулони, дресирування, порізку заготівки, порізку сталевої пакувальної стрічки, який відрізняється тим, що як заготовку використовують сталь марки 08 кп, прокатку здійснюють на стані гарячої прокатки з температурними режимами прокатки й...
Спосіб та ливарно-прокатна установка для виготовлення сталевої стрічки
Номер патенту: 78248
Опубліковано: 15.03.2007
Автор: Томанек Ерік
МПК: B21B 1/46
Мітки: спосіб, ливарно-прокатна, стрічки, сталевої, установка, виготовлення
Формула / Реферат:
1. Спосіб виготовлення сталевої стрічки (1), зокрема стрічки з високолегованої сталі, за допомогою лиття з подальшою прокаткою у широкострічковому стані (4) гарячої прокатки, на вхід якого з підігрівальної печі (6), розташованої перед широкострічковим станом (4) гарячої прокатки, подають безперервнолиті товсті сляби (товщиною 120-400 мм), який відрізняється тим, що безперервнолиті тонкі сляби (товщиною 30-70 мм) і безперервнолиті середні...
Попередній патент: Засіб для боротьби з шкідниками тварин
Наступний патент: Привід затискного гака піввагона у вагоноперекидачі
Випадковий патент: Дробарка сухих матеріалів