Пристрій для центрування трубки керування потоком скла та спосіб індикації ступеня концентричності трубки
Формула / Реферат
1. Пристрій для центрування трубки керування потоком скла, а саме для індикації ступеня концентричності обертової трубки (14) керування потоком скла відносно осі її обертання на рамі (20) тримача трубки в системі формування скляних виробів, який відрізняється тим, що зазначений пристрій включає: основу (34, 36), призначену для закріплення на рамі тримача трубки, повзунок (66), установлений на зазначеній основі для радіального переміщення в напрямку до зовнішньої поверхні трубки керування потоком скла, установленої на рамі, та від неї, ролик (68) на зазначеному повзунку, призначений для з'єднання з коченням із зовнішньою поверхнею трубки керування потоком у міру того, як вона обертається на рамі, і індикатор (74, 76), з'єднаний із зазначеним повзунком для позначення радіального пересування зазначеного повзунка, що є індикацією радіальних рухів зовнішньої поверхні трубки відносно осі її обертання у міру обертання трубки на рамі тримача трубки.
2. Пристрій за п. 1, який додатково містить пружину (90), з'єднану із зазначеною основою, призначену для зсування зазначеного повзунка і зазначеного ролика в радіальному напрямку до зовнішньої поверхні трубки керування потоком.
3. Пристрій за п. 2, який додатково містить засіб (80-88), призначений для переміщення зазначеного повзунка уздовж радіуса в напрямку усередину так, що зазначений ролик з'єднується із зовнішньою поверхнею трубки керування потоком для центрування трубки на осі її обертання.
4. Пристрій за п. 3, у якому зазначений засіб, призначений для переміщення зазначеного повзунка, включає гвинтовий вал (82), з'єднаний за різзю із зазначеним повзунком, і засіб (86, 88), призначений для обертання зазначеного гвинтового вала.
5. Пристрій за п. 4, у якому зазначений засіб для обертання зазначеного гвинтового вала містить ручку (86) для керування вручну користувачем.
6. Пристрій за п. 4 чи 5, у якому зазначена пружина (90) затиснута між зазначеним гвинтовим валом (82) і зазначеною основою.
7. Пристрій за п. 6, у якому зазначена пружина (90) містить виту пружину, установлену навколо зазначеного гвинтового вала (82).
8. Пристрій за будь-яким із пп. 2 - 7, у якому зазначений індикатор містить шпильку (74), що проходить від зазначеного повзунка крізь проріз (76) у зазначеній основі для одночасного утримування зазначеного повзунка на зазначеній основі і для забезпечення візуальної індикації рухів зазначеного повзунка відносно зазначеної основи.
9. Пристрій за будь-яким із пп. 1 - 8, у якому зазначена основа містить першу секцію (34), призначену для закріплення на рамі тримача трубки, і другу секцію (36), яка виконана з можливістю пересування відносно зазначеної першої секції, для відводу зазначеного повзунка, зазначеного ролика і зазначеного індикатора від зазначеної трубки керування потоком.
10. Пристрій за п. 9, у якому зазначена перша секція (34) містить шарнірну шпильку (50), а зазначена друга секція (36) рухомо встановлена на зазначеній шарнірній шпильці.
11. Пристрій за п. 10, який додатково містить фіксатор (56) на зазначеній основі для вибіркового закріплення зазначеної другої секції (36) на зазначеній першій секції (34) в положенні, у якому зазначений ролик (68) установлений для з'єднання з трубкою керування потоком.
12. Пристрій за п. 10 чи 11, у якому зазначена друга секція (36) установлена з можливістю знімання із зазначеної шарнірної шпильки (50) на зазначеній першій секції (34).
13. Спосіб індикації ступеня концентричності обертової трубки (14) керування потоком скла відносно осі обертання трубки на рамі (20) тримача трубки в системі формування скляних виробів, який включає:
(а) установку основи (34, 36), призначеної для закріплення тримача (а) трубки, на рамі тримача трубки,
(б) установку повзунка (66) на зазначеній основі в радіальному з'єднанні із зовнішньою поверхнею трубки керування потоком,
(в) обертання трубки керування потоком відносно рами при підтриманні зазначеного повзунка у з'єднанні по радіусу із зовнішньою поверхнею трубки керування потоком, і
(г) забезпечення індикації ступеня ексцентричності зовнішньої поверхні трубки керування потоком відносно осі обертання трубки на рамі як функції руху зазначеного повзунка відносно зазначеної основи.
14. Спосіб за п. 13, у якому зазначений етап (б) включає установку пружини (90) на зазначеній основі для притискання зазначеного повзунка до зовнішньої поверхні трубки керування потоком.
15. Спосіб за п. 13 чи 14, який додатково включає етап (д) регулювання положення трубки (14) відносно рами (20) шляхом звільнення затискачів (24), що закріплюють трубку на рамі, і притискання зазначеного повзунка (66) до зазначеної трубки при одночасному спостеріганні зазначених показань ступеня ексцентричності.
Текст
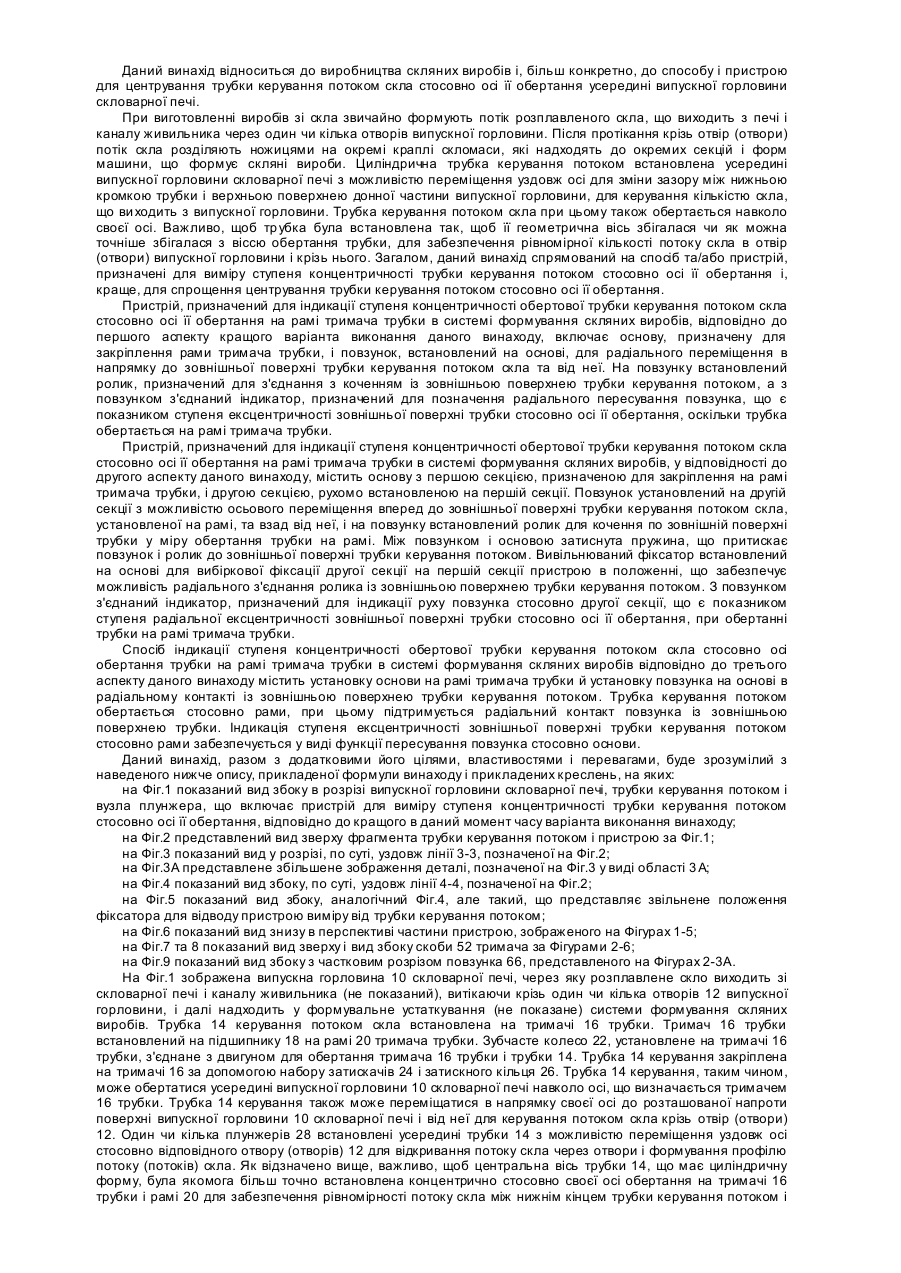
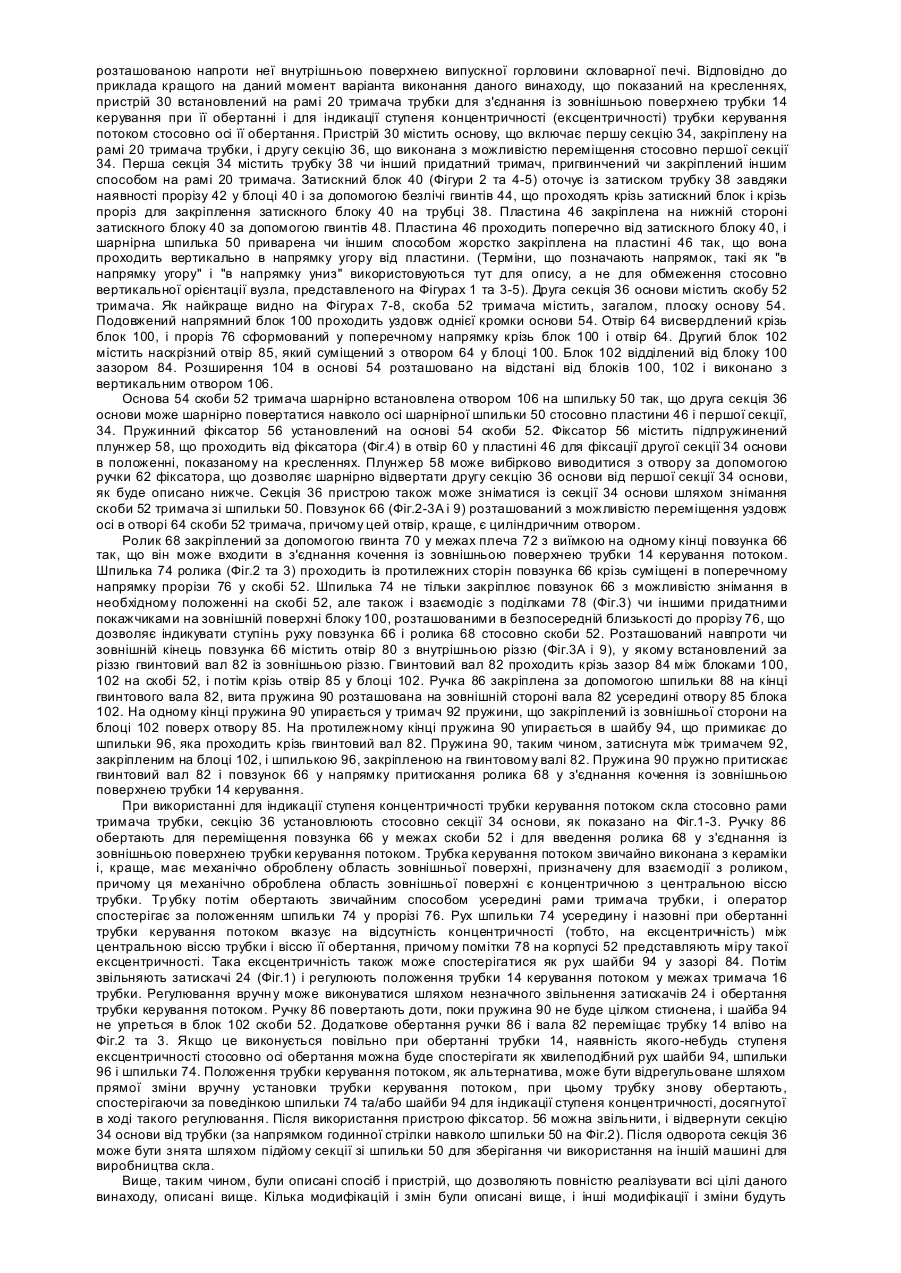
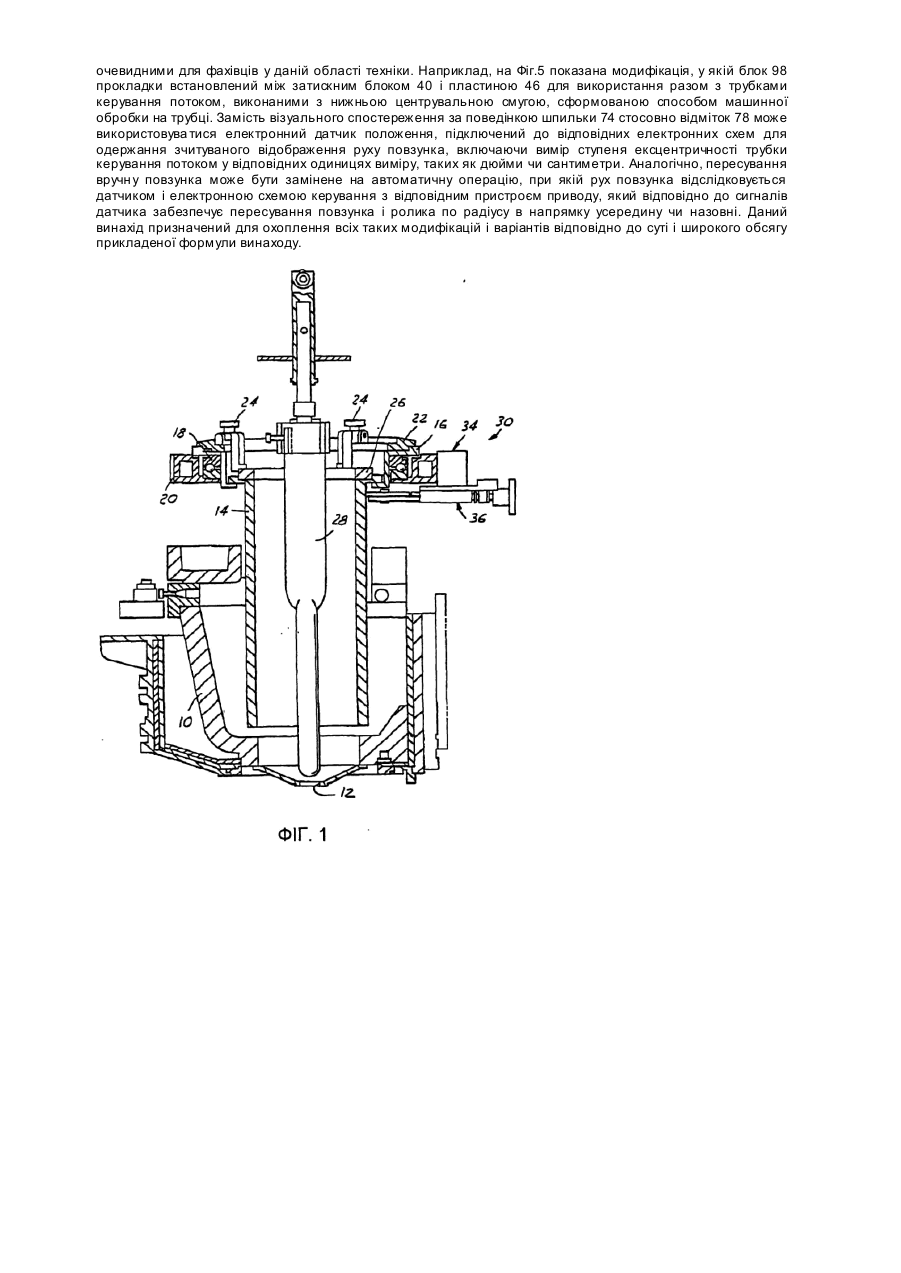
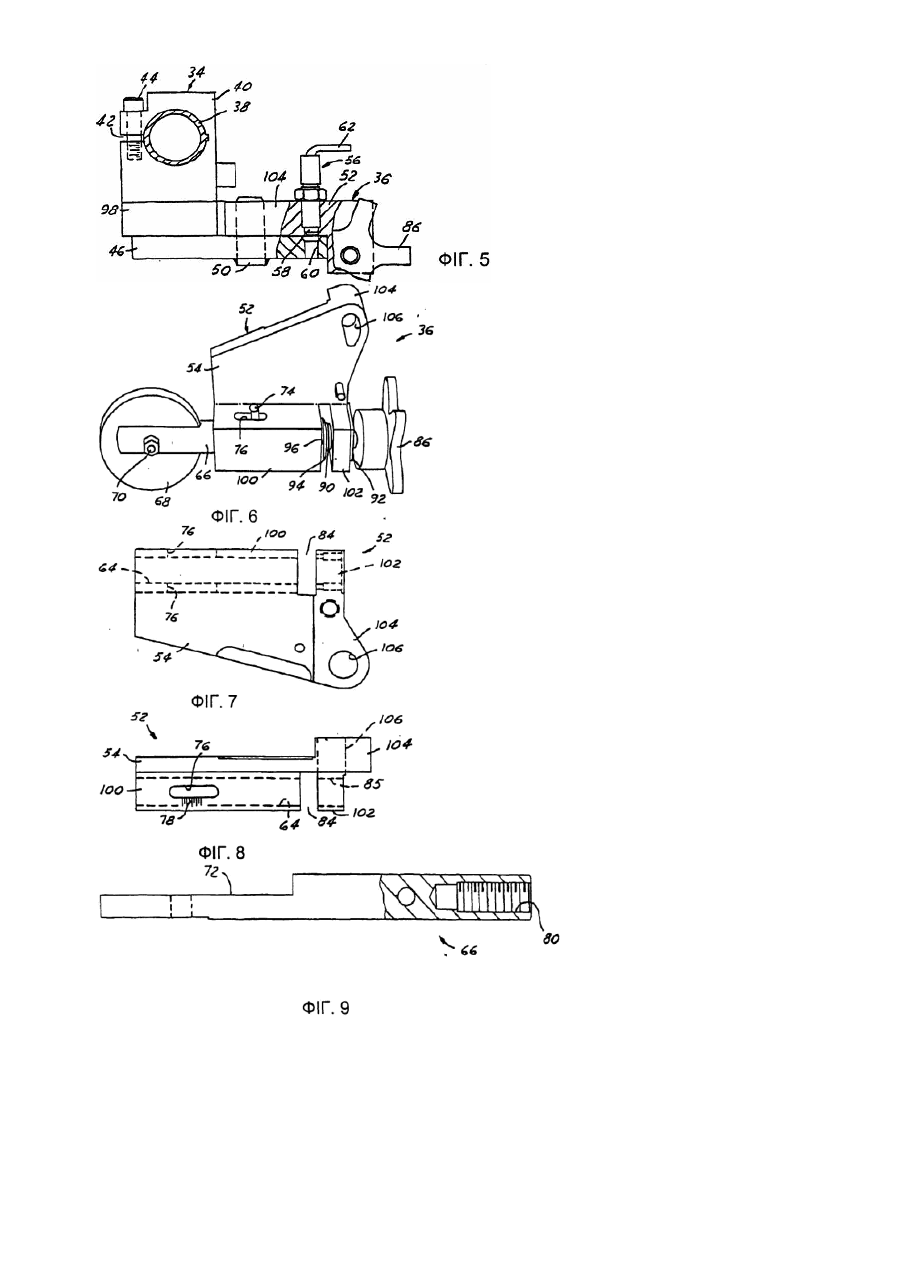
Даний винахід відноситься до виробництва скляних виробів і, більш конкретно, до способу і пристрою для центрування трубки керування потоком скла стосовно осі її обертання усередині випускної горловини скловарної печі. При виготовленні виробів зі скла звичайно формують потік розплавленого скла, що виходить з печі і каналу живильника через один чи кілька отворів випускної горловини. Після протікання крізь отвір (отвори) потік скла розділяють ножицями на окремі краплі скломаси, які надходять до окремих секцій і форм машини, що формує скляні вироби. Циліндрична трубка керування потоком встановлена усередині випускної горловини скловарної печі з можливістю переміщення уздовж осі для зміни зазору між нижньою кромкою трубки і верхньою поверхнею донної частини випускної горловини, для керування кількістю скла, що ви ходить з випускної горловини. Трубка керування потоком скла при цьому також обертається навколо своєї осі. Важливо, щоб тр убка була встановлена так, щоб її геометрична вісь збігалася чи як можна точніше збігалася з віссю обертання трубки, для забезпечення рівномірної кількості потоку скла в отвір (отвори) випускної горловини і крізь нього. Загалом, даний винахід спрямований на спосіб та/або пристрій, призначені для виміру ступеня концентричності трубки керування потоком стосовно осі її обертання і, краще, для спрощення центрування трубки керування потоком стосовно осі її обертання. Пристрій, призначений для індикації ступеня концентричності обертової трубки керування потоком скла стосовно осі її обертання на рамі тримача трубки в системі формування скляних виробів, відповідно до першого аспекту кращого варіанта виконання даного винаходу, включає основу, призначену для закріплення рами тримача трубки, і повзунок, встановлений на основі, для радіального переміщення в напрямку до зовнішньої поверхні трубки керування потоком скла та від неї. На повзунку встановлений ролик, призначений для з'єднання з коченням із зовнішньою поверхнею трубки керування потоком, а з повзунком з'єднаний індикатор, призначений для позначення радіального пересування повзунка, що є показником ступеня ексцентричності зовнішньої поверхні трубки стосовно осі її обертання, оскільки трубка обертається на рамі тримача трубки. Пристрій, призначений для індикації ступеня концентричності обертової трубки керування потоком скла стосовно осі її обертання на рамі тримача трубки в системі формування скляних виробів, у відповідності до другого аспекту даного винаходу, містить основу з першою секцією, призначеною для закріплення на рамі тримача трубки, і другою секцією, рухомо встановленою на першій секції. Повзунок установлений на другій секції з можливістю осьового переміщення вперед до зовнішньої поверхні трубки керування потоком скла, установленої на рамі, та взад від неї, і на повзунку встановлений ролик для кочення по зовнішній поверхні трубки у міру обертання трубки на рамі. Між повзунком і основою затиснута пружина, що притискає повзунок і ролик до зовнішньої поверхні трубки керування потоком. Вивільнюваний фіксатор встановлений на основі для вибіркової фіксації другої секції на першій секції пристрою в положенні, що забезпечує можливість радіального з'єднання ролика із зовнішньою поверхнею трубки керування потоком. З повзунком з'єднаний індикатор, призначений для індикації руху повзунка стосовно другої секції, що є показником ступеня радіальної ексцентричності зовнішньої поверхні трубки стосовно осі її обертання, при обертанні трубки на рамі тримача трубки. Спосіб індикації ступеня концентричності обертової трубки керування потоком скла стосовно осі обертання трубки на рамі тримача трубки в системі формування скляних виробів відповідно до третього аспекту даного винаходу містить установку основи на рамі тримача трубки й установку повзунка на основі в радіальному контакті із зовнішньою поверхнею трубки керування потоком. Трубка керування потоком обертається стосовно рами, при цьому підтримується радіальний контакт повзунка із зовнішньою поверхнею трубки. Індикація ступеня ексцентричності зовнішньої поверхні трубки керування потоком стосовно рами забезпечується у виді функції пересування повзунка стосовно основи. Даний винахід, разом з додатковими його цілями, властивостями і перевагами, буде зрозумілий з наведеного нижче опису, прикладеної формули винаходу і прикладених креслень, на яких: на Фіг.1 показаний вид збоку в розрізі випускної горловини скловарної печі, трубки керування потоком і вузла плунжера, що включає пристрій для виміру ступеня концентричності трубки керування потоком стосовно осі її обертання, відповідно до кращого в даний момент часу варіанта виконання винаходу; на Фіг.2 представлений вид зверху фрагмента трубки керування потоком і пристрою за Фіг.1; на Фіг.3 показаний вид у розрізі, по суті, уздовж лінії 3-3, позначеної на Фіг.2; на Фіг.3А представлене збільшене зображення деталі, позначеної на Фіг.3 у виді області 3 А; на Фіг.4 показаний вид збоку, по суті, уздовж лінії 4-4, позначеної на Фіг.2; на Фіг.5 показаний вид збоку, аналогічний Фіг.4, але такий, що представляє звільнене положення фіксатора для відводу пристрою виміру від трубки керування потоком; на Фіг.6 показаний вид знизу в перспективі частини пристрою, зображеного на Фігурах 1-5; на Фіг.7 та 8 показаний вид зверху і вид збоку скоби 52 тримача за Фігурами 2-6; на Фіг.9 показаний вид збоку з частковим розрізом повзунка 66, представленого на Фігурах 2-3А. На Фіг.1 зображена випускна горловина 10 скловарної печі, через яку розплавлене скло виходить зі скловарної печі і каналу живильника (не показаний), витікаючи крізь один чи кілька отворів 12 випускної горловини, і далі надходить у формувальне устаткування (не показане) системи формування скляних виробів. Трубка 14 керування потоком скла встановлена на тримачі 16 трубки. Тримач 16 трубки встановлений на підшипнику 18 на рамі 20 тримача трубки. Зубчасте колесо 22, установлене на тримачі 16 трубки, з'єднане з двигуном для обертання тримача 16 трубки і трубки 14. Трубка 14 керування закріплена на тримачі 16 за допомогою набору затискачів 24 і затискного кільця 26. Трубка 14 керування, таким чином, може обертатися усередині випускної горловини 10 скловарної печі навколо осі, що визначається тримачем 16 трубки. Трубка 14 керування також може переміщатися в напрямку своєї осі до розташованої напроти поверхні випускної горловини 10 скловарної печі і від неї для керування потоком скла крізь отвір (отвори) 12. Один чи кілька плунжерів 28 встановлені усередині трубки 14 з можливістю переміщення уздовж осі стосовно відповідного отвору (отворів) 12 для відкривання потоку скла через отвори і формування профілю потоку (потоків) скла. Як відзначено вище, важливо, щоб центральна вісь трубки 14, що має циліндричну форму, була якомога більш точно встановлена концентрично стосовно своєї осі обертання на тримачі 16 трубки і рамі 20 для забезпечення рівномірності потоку скла між нижнім кінцем трубки керування потоком і розташованою напроти неї внутрішньою поверхнею випускної горловини скловарної печі. Відповідно до приклада кращого на даний момент варіанта виконання даного винаходу, що показаний на кресленнях, пристрій 30 встановлений на рамі 20 тримача трубки для з'єднання із зовнішньою поверхнею трубки 14 керування при її обертанні і для індикації ступеня концентричності (ексцентричності) трубки керування потоком стосовно осі її обертання. Пристрій 30 містить основу, що включає першу секцію 34, закріплену на рамі 20 тримача трубки, і другу секцію 36, що виконана з можливістю переміщення стосовно першої секції 34. Перша секція 34 містить трубку 38 чи інший придатний тримач, пригвинчений чи закріплений іншим способом на рамі 20 тримача. Затискний блок 40 (Фігури 2 та 4-5) оточує із затиском трубку 38 завдяки наявності прорізу 42 у блоці 40 і за допомогою безлічі гвинтів 44, що проходять крізь затискний блок і крізь проріз для закріплення затискного блоку 40 на трубці 38. Пластина 46 закріплена на нижній стороні затискного блоку 40 за допомогою гвинтів 48. Пластина 46 проходить поперечно від затискного блоку 40, і шарнірна шпилька 50 приварена чи іншим способом жорстко закріплена на пластині 46 так, що вона проходить вертикально в напрямку угору від пластини. (Терміни, що позначають напрямок, такі як "в напрямку угору" і "в напрямку униз" використовуються тут для опису, а не для обмеження стосовно вертикальної орієнтації вузла, представленого на Фігурах 1 та 3-5). Друга секція 36 основи містить скобу 52 тримача. Як найкраще видно на Фігура х 7-8, скоба 52 тримача містить, загалом, плоску основу 54. Подовжений напрямний блок 100 проходить уздовж однієї кромки основи 54. Отвір 64 висвердлений крізь блок 100, і проріз 76 сформований у поперечному напрямку крізь блок 100 і отвір 64. Другий блок 102 містить наскрізний отвір 85, який суміщений з отвором 64 у блоці 100. Блок 102 відділений від блоку 100 зазором 84. Розширення 104 в основі 54 розташовано на відстані від блоків 100, 102 і виконано з вертикальним отвором 106. Основа 54 скоби 52 тримача шарнірно встановлена отвором 106 на шпильку 50 так, що друга секція 36 основи може шарнірно повертатися навколо осі шарнірної шпильки 50 стосовно пластини 46 і першої секції, 34. Пружинний фіксатор 56 установлений на основі 54 скоби 52. Фіксатор 56 містить підпружинений плунжер 58, що проходить від фіксатора (Фіг.4) в отвір 60 у пластині 46 для фіксації другої секції 34 основи в положенні, показаному на кресленнях. Плунжер 58 може вибірково виводитися з отвору за допомогою ручки 62 фіксатора, що дозволяє шарнірно відвертати другу секцію 36 основи від першої секції 34 основи, як буде описано нижче. Секція 36 пристрою також може зніматися із секції 34 основи шляхом знімання скоби 52 тримача зі шпильки 50. Повзунок 66 (Фіг.2-3А і 9) розташований з можливістю переміщення уздовж осі в отворі 64 скоби 52 тримача, причому цей отвір, краще, є циліндричним отвором. Ролик 68 закріплений за допомогою гвинта 70 у межах плеча 72 з виїмкою на одному кінці повзунка 66 так, що він може входити в з'єднання кочення із зовнішньою поверхнею трубки 14 керування потоком. Шпилька 74 ролика (Фіг.2 та 3) проходить із протилежних сторін повзунка 66 крізь суміщені в поперечному напрямку прорізи 76 у скобі 52. Шпилька 74 не тільки закріплює повзунок 66 з можливістю знімання в необхідному положенні на скобі 52, але також і взаємодіє з поділками 78 (Фіг.3) чи іншими придатними покажчиками на зовнішній поверхні блоку 100, розташованими в безпосередній близькості до прорізу 76, що дозволяє індикувати ступінь руху повзунка 66 і ролика 68 стосовно скоби 52. Розташований навпроти чи зовнішній кінець повзунка 66 містить отвір 80 з внутрішньою різзю (Фіг.3А і 9), у якому встановлений за різзю гвинтовий вал 82 із зовнішньою різзю. Гвинтовий вал 82 проходить крізь зазор 84 між блоками 100, 102 на скобі 52, і потім крізь отвір 85 у блоці 102. Ручка 86 закріплена за допомогою шпильки 88 на кінці гвинтового вала 82, вита пружина 90 розташована на зовнішній стороні вала 82 усередині отвору 85 блока 102. На одному кінці пружина 90 упирається у тримач 92 пружини, що закріплений із зовнішньої сторони на блоці 102 поверх отвору 85. На протилежному кінці пружина 90 упирається в шайбу 94, що примикає до шпильки 96, яка проходить крізь гвинтовий вал 82. Пружина 90, таким чином, затиснута між тримачем 92, закріпленим на блоці 102, і шпилькою 96, закріпленою на гвинтовому валі 82. Пружина 90 пружно притискає гвинтовий вал 82 і повзунок 66 у напрямку притискання ролика 68 у з'єднання кочення із зовнішньою поверхнею трубки 14 керування. При використанні для індикації ступеня концентричності трубки керування потоком скла стосовно рами тримача трубки, секцію 36 установлюють стосовно секції 34 основи, як показано на Фіг.1-3. Ручку 86 обертають для переміщення повзунка 66 у межах скоби 52 і для введення ролика 68 у з'єднання із зовнішньою поверхнею трубки керування потоком. Трубка керування потоком звичайно виконана з кераміки і, краще, має механічно оброблену область зовнішньої поверхні, призначену для взаємодії з роликом, причому ця механічно оброблена область зовнішньої поверхні є концентричною з центральною віссю трубки. Тр убку потім обертають звичайним способом усередині рами тримача трубки, і оператор спостерігає за положенням шпильки 74 у прорізі 76. Рух шпильки 74 усередину і назовні при обертанні трубки керування потоком вказує на відсутність концентричності (тобто, на ексцентричність) між центральною віссю трубки і віссю її обертання, причому помітки 78 на корпусі 52 представляють міру такої ексцентричності. Така ексцентричність також може спостерігатися як рух шайби 94 у зазорі 84. Потім звільняють затискачі 24 (Фіг.1) і регулюють положення трубки 14 керування потоком у межах тримача 16 трубки. Регулювання вручн у може виконуватися шляхом незначного звільнення затискачів 24 і обертання трубки керування потоком. Ручку 86 повертають доти, поки пружина 90 не буде цілком стиснена, і шайба 94 не упреться в блок 102 скоби 52. Додаткове обертання ручки 86 і вала 82 переміщає трубку 14 вліво на Фіг.2 та 3. Якщо це виконується повільно при обертанні трубки 14, наявність якого-небудь ступеня ексцентричності стосовно осі обертання можна буде спостерігати як хвилеподібний рух шайби 94, шпильки 96 і шпильки 74. Положення трубки керування потоком, як альтернатива, може бути відрегульоване шляхом прямої зміни вручну установки трубки керування потоком, при цьому трубку знову обертають, спостерігаючи за поведінкою шпильки 74 та/або шайби 94 для індикації ступеня концентричності, досягнутої в ході такого регулювання. Після використання пристрою фіксатор. 56 можна звільнити, і відвернути секцію 34 основи від трубки (за напрямком годинної стрілки навколо шпильки 50 на Фіг.2). Після одворота секція 36 може бути знята шляхом підйому секції зі шпильки 50 для зберігання чи використання на іншій машині для виробництва скла. Вище, таким чином, були описані спосіб і пристрій, що дозволяють повністю реалізувати всі цілі даного винаходу, описані вище. Кілька модифікацій і змін були описані вище, і інші модифікації і зміни будуть очевидними для фахівців у даній області техніки. Наприклад, на Фіг.5 показана модифікація, у якій блок 98 прокладки встановлений між затискним блоком 40 і пластиною 46 для використання разом з трубками керування потоком, виконаними з нижньою центрувальною смугою, сформованою способом машинної обробки на трубці. Замість візуального спостереження за поведінкою шпильки 74 стосовно відміток 78 може використовува тися електронний датчик положення, підключений до відповідних електронних схем для одержання зчитуваного відображення руху повзунка, включаючи вимір ступеня ексцентричності трубки керування потоком у відповідних одиницях виміру, таких як дюйми чи сантиметри. Аналогічно, пересування вручн у повзунка може бути замінене на автоматичну операцію, при якій рух повзунка відслідковується датчиком і електронною схемою керування з відповідним пристроєм приводу, який відповідно до сигналів датчика забезпечує пересування повзунка і ролика по радіусу в напрямку усередину чи назовні. Даний винахід призначений для охоплення всіх таких модифікацій і варіантів відповідно до суті і широкого обсягу прикладеної формули винаходу.
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for centering of glass flow control tube and the method for indication of tube concentricity level
Назва патенту російськоюУстройство для центрирования трубки управления потоком стекла и способ индикации степени концентричности трубки
МПК / Мітки
Мітки: пристрій, концентричності, трубки, потоком, керування, скла, ступеня, індикації, центрування, спосіб
Код посилання
<a href="https://ua.patents.su/5-78688-pristrijj-dlya-centruvannya-trubki-keruvannya-potokom-skla-ta-sposib-indikaci-stupenya-koncentrichnosti-trubki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для центрування трубки керування потоком скла та спосіб індикації ступеня концентричності трубки</a>
Пристрій адресного управління променем електронно-променевої трубки у системах знакової індикації
Номер патенту: 36825
Опубліковано: 16.04.2001
Автор: Пузанов Михайло Васильович
МПК: G09G 1/06
Мітки: адресного, управління, електронно-променевої, трубки, пристрій, променем, знакової, індикації, системах
Текст:
...першого 3 елемента АБО, перший вхід якого підключений до виходу першого 18 цифрового компаратора, перша група входів якого підключена до виходів, крім першого, першого 7 регістра, а друга група його входів підключена до виходів першого 1 реверсивного двоїчного лічильника та до входів першої 14 матриці зважених резисторів, вихід якої підключено до входу першого 15 інтегратора, перший вихід першого 7 регістра підключено до другого входу першого...
Спосіб керування примежовим шаром при обтіканні потоком твердого тіла за рахунок подачі струму газу
Номер патенту: 15562
Опубліковано: 17.07.2006
Автор: Сімаков Микола Андрійович
МПК: F15D 1/00
Мітки: шаром, тіла, примежовим, подачі, твердого, рахунок, обтіканні, струму, газу, керування, потоком, спосіб
Формула / Реферат:
Спосіб керування примежовим шаром при обтіканні потоком твердого тіла за рахунок подачі струму газу, який полягає в тому, що газ підводять до конфузорного сопла, формуюючи струмінь, обертають його і, вприскуючи у потік, стабілізують його, який відрізняється тим, що збільшується довжина активного відрізку струменя у примежовому шарі, турбулентність зменшується, зростає швидкість двофазного потоку і він стає більш стабільним.
Автоматичний пристрій керування механізмом поперечного розтину стрічки скла

Номер патенту: 35836
Опубліковано: 16.04.2001
Автори: Черножуков Леонід Іванович, Черножуков Іван Федорович
МПК: C03B 9/00, C03B 33/00
Мітки: пристрій, керування, розтину, механізмом, скла, стрічки, автоматичний, поперечного
Формула / Реферат:
1. Автоматичний пристрій керування механізмом поперечного розтину стрічки скла, який включає вимірювальний елемент, з'єднаний з давачем кутових переміщень, який відрізняється тим, що він додатково включає електронний коректор лічильник імпульсів, лічильник поточної довжини стрічки скла, обчислювач з блоком керування механізмом поперечного розтину стрічки скла, з'єднані між собою послідовно,...
Пристрій безпровідної передачі даних (варіанти) та спосіб керування потоком даних у розподільній системі передачі даних (варіанти)
Номер патенту: 75914
Опубліковано: 15.06.2006
Автори: Кімбалл Роберт Г., роб Метью С., Бендер Пол І., Кармі Гаді
МПК: H04L 12/56, H04L 12/28
Мітки: пристрій, даних, спосіб, розподільний, потоком, безпровідної, передачі, варіанти, системі, керування
Формула / Реферат:
1. Пристрій безпровідної передачі даних, який включає:- сукупність пунктів доступу до мережі, причому кожний із зазначеної сукупності пунктів доступу до мережі має конфігурацію для: зв‘язку з щонайменше двома з сукупності маршрутизаторів і зв'язку з щонайменше одним віддаленим користувачем.2. Пристрій за п. 1, який відрізняється тим, що додатково має сукупність опорних точок, причому кожна із зазначеної сукупності...
Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування та система для його реалізації
Номер патенту: 51960
Опубліковано: 16.12.2002
Автори: Кравцов Олексій Вадимович, Луковка Петро Володимирович, Зеленський Віктор Євгенович, Доренський Володимир Миколайович, Норка Сергій Петрович, Гладковський Савелій Петрович, Будніков Володимир Іванович, Любченко Іван Веніаминович, Шинкаренко Сергій Іванович, Ощепков Анатолій Миколайович, Дубинський Борис Євгенович, Саркіц Ігор Генадійович, Безлюдько Геннадій Яковлевич
МПК: B23D 25/00
Мітки: стрічки, реалізації, механізмом, керування, безперервного, сталевої, центрування, цинкування, спосіб, гарячого, агрегаті, система
Формула / Реферат:
1. Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування, що включає визначення розміру зміщення стрічки відносно поздовжньої осі агрегату, формування заданого кута розгортання поворотної рами центруючого барабана відносно її середнього положення, формування керуючого сигналу на гідропривід поворотної рами центруючого барабана, розгортання центруючого барабана, який відрізняється тим, що з...
Попередній патент: Спосіб дробоструминної обробки та апарат для його здійснення
Наступний патент: Фармацевтична композиція на основі піранонів (варіанти)
Випадковий патент: Спосіб інтертендогенної вульнерофіксації лапаропексій і лапароррафій