Спосіб дробоструминної обробки та апарат для його здійснення
Номер патенту: 78687
Опубліковано: 25.04.2007
Автори: Аніщенко Андрєй Васільєвіч, Гальченко Микола Олексійович
Формула / Реферат
1. Спосіб дробоструминної обробки, що включає руйнування і видалення поверхневого шару двокомпонентним струменем, дисперсійне середовище якого - газ, а дисперсне - частки абразиву, які подаються самопливом під дією сил тяжіння із посудини через абразивний патрубок і дозатор у транспортний трубопровід і далі в прискорювач, який відрізняється тим, що згаданий двокомпонентний струмінь формують у дозаторі за допомогою акустичного впливу та вібрації абразивного патрубка зі збільшенням перепаду тисків газу на вході і виході дозатора, при цьому частки абразиву через транспортний трубопровід розганяють в прискорювачі на ділянці довжиною 30 - 120 калібрів останнього і направляють під кутом 15-45° до поверхні, що обробляють з відстані від прискорювача в межах 35-95 його калібрів.
2. Спосіб за п. 1, який відрізняється тим, що двокомпонентний струмінь формують подачею часток абразиву в газовий потік до співвідношення мас дисперсного і дисперсійного середовищ у межах 0,7 - 0,9.
3. Спосіб за п. 1, який відрізняється тим, що забезпечують оптимальну кількість часток абразиву згаданими акустичним впливом і вібрацією при частоті коливань дозатора в межах 500 – 1000 Гц і амплітуді 0,3 - 0,7мм.
4. Спосіб за п. 1, який відрізняється тим, що забезпечують необхідне співвідношення дисперсного і дисперсійного середовищ використанням саморегулюючої пневматичної системи, підвищуючи вібрацію при зменшенні витрати газу в струмені, що подають в абразивний патрубок.
5. Дробоструминний апарат, що містить посудину з абразивним патрубком та дозатором і прискорювач, з'єднаний транспортним трубопроводом з дозатором посудини, а останні з’єднані з джерелом стиснутого газу газопроводом, який відрізняється тим, що згаданий газопровід обладнаний розподільним трійником, прискорювач виконаний у вигляді стовбура довжиною 30-120 його калібрів, а дозатор містить акустичний широкосмуговий генератор та багатоконтурний віброзбудник з ежектором, активатором і відцентровим вологовіддільником, при цьому віброзбудник виконаний з розташованими під гострими кутами тарілками і бігунами різної маси, дозатор з’єднаний з тангенціальним і радіальним патрубками для подання стиснутого газу з розподільного трійника газопроводу, ежектор встановлений зверху вниз під абразивним патрубком для подання часток абразиву з порожнини активатора, який виконаний у вигляді накритого кожухом стакана, обладнаного пазами в стінці для пропускання часток абразиву з посудини до абразивного патрубка і каналом для подання газу з розподільного трійника через кожух.
6. Апарат за п. 5, який відрізняється тим, що бігуни виконані у вигляді сфери, при цьому діаметр більшого з них дорівнює 2,3-2,4 калібру стовбура, меншого - 0,9-1,0, а діаметри проміжних змінюються по спадній залежності.
7. Апарат за п. 5, який відрізняється тим, що згаданий тангенціальний патрубок виконаний у вигляді надзвукового сопла з діаметром 0,95-0,98 калібру стовбура.
8. Апарат за п. 5, який відрізняється тим, що в днищі активатора виконана вихрова камера, а згаданий канал активатора для подання газу виконаний тангенціальним.
9. Апарат за п. 5, який відрізняється тим, що переріз каналу для подання газу активатора не перевищує 0,5 калібру стовбура, а переріз абразивного патрубка знаходиться в межах 0,8 - 0,9 калібру стовбура.
Текст
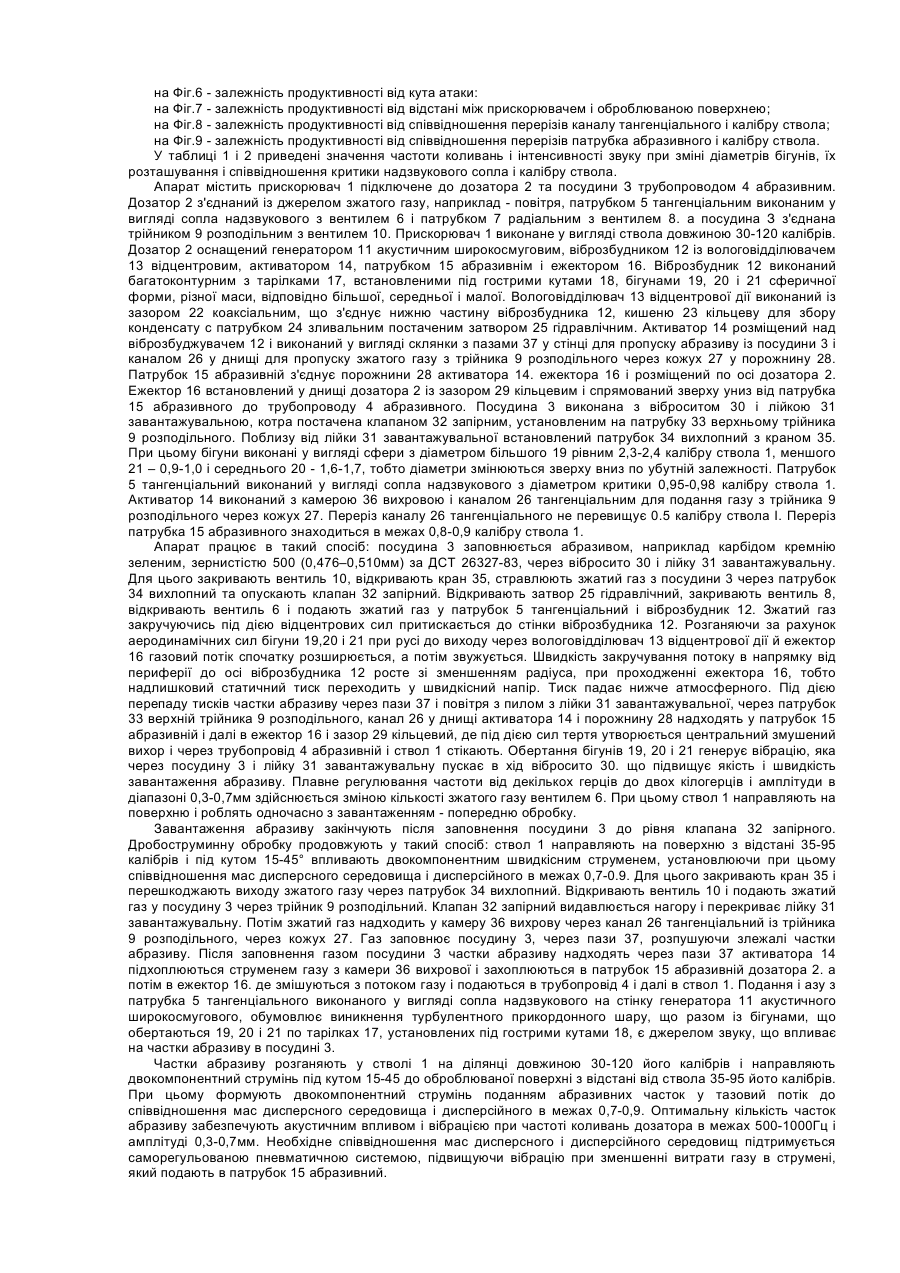
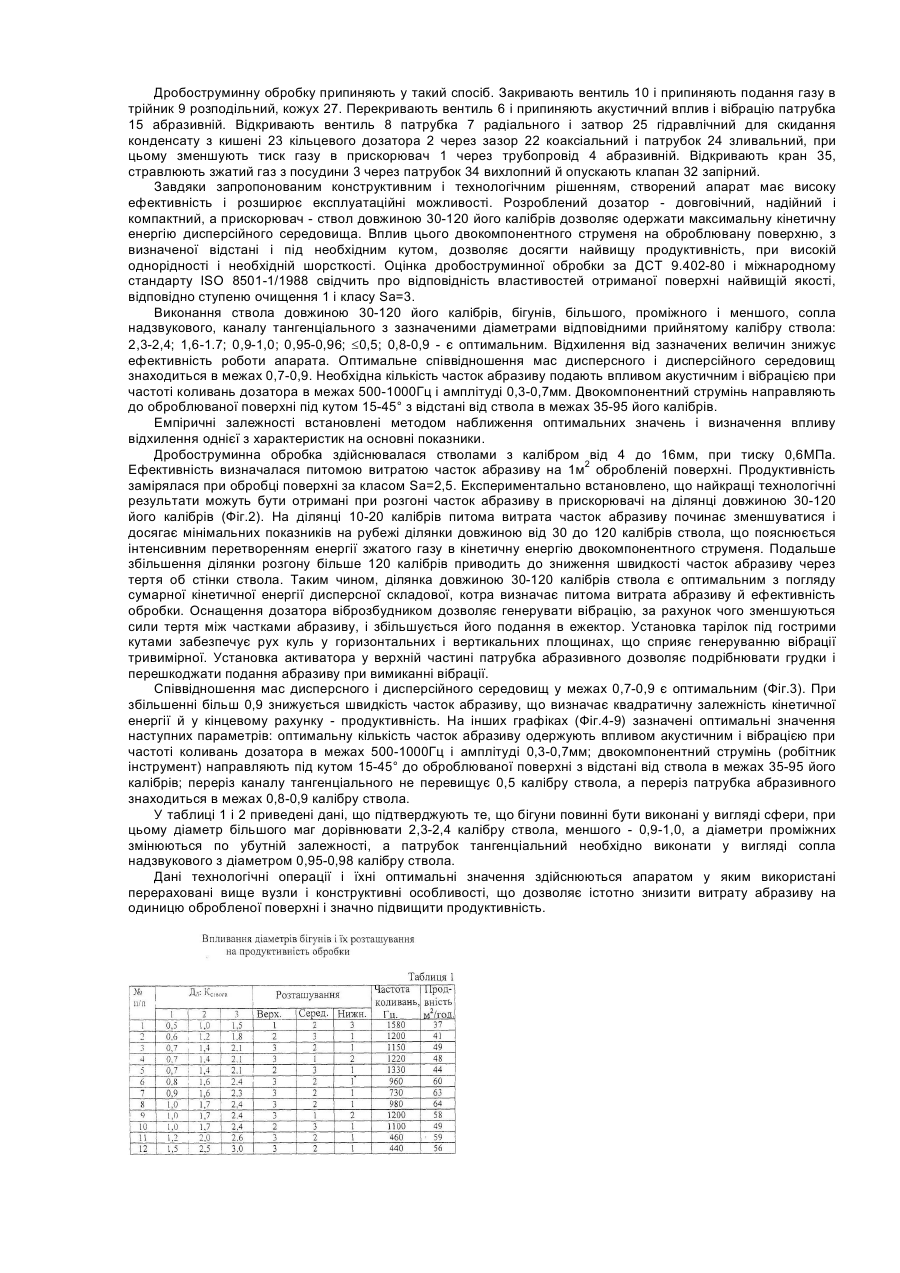
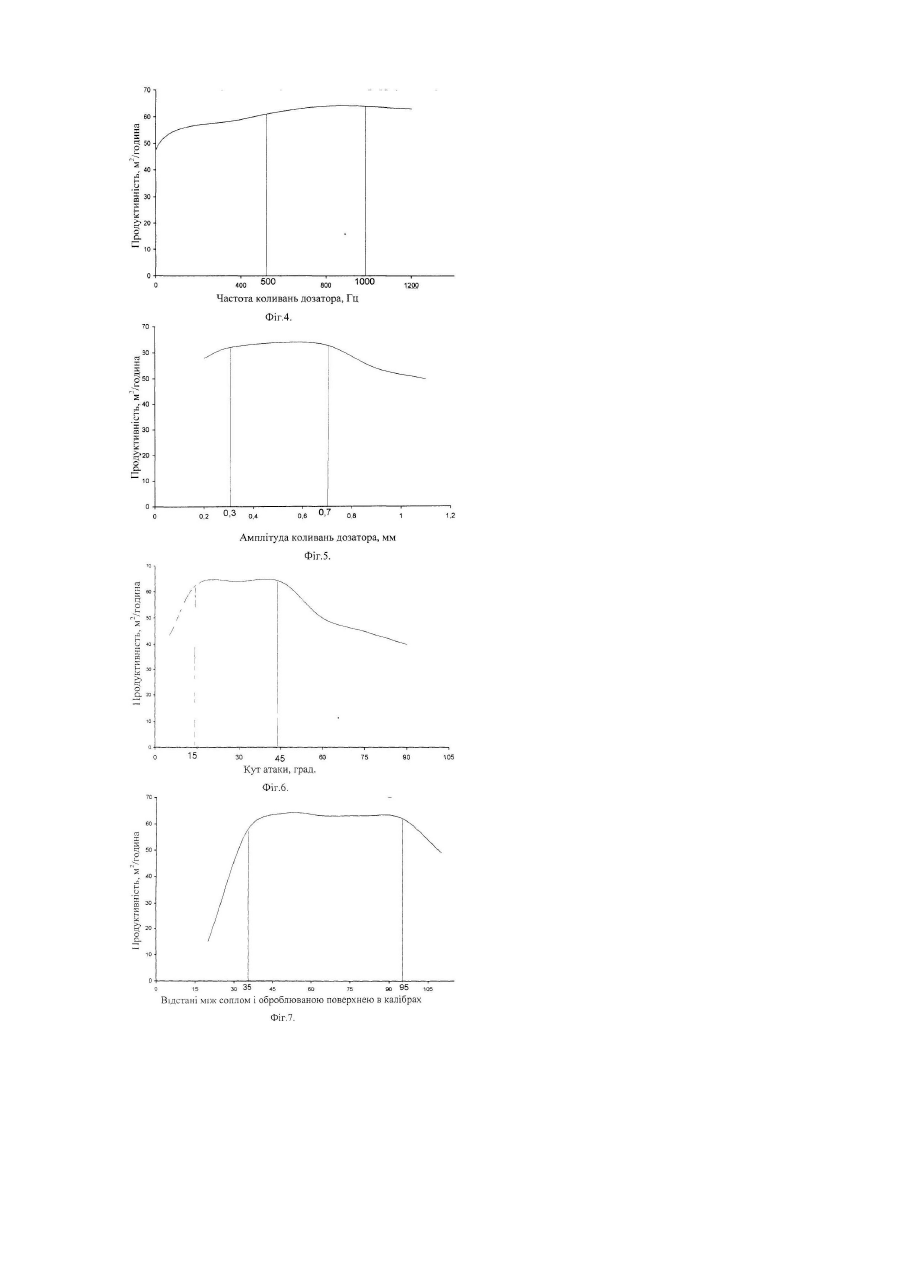
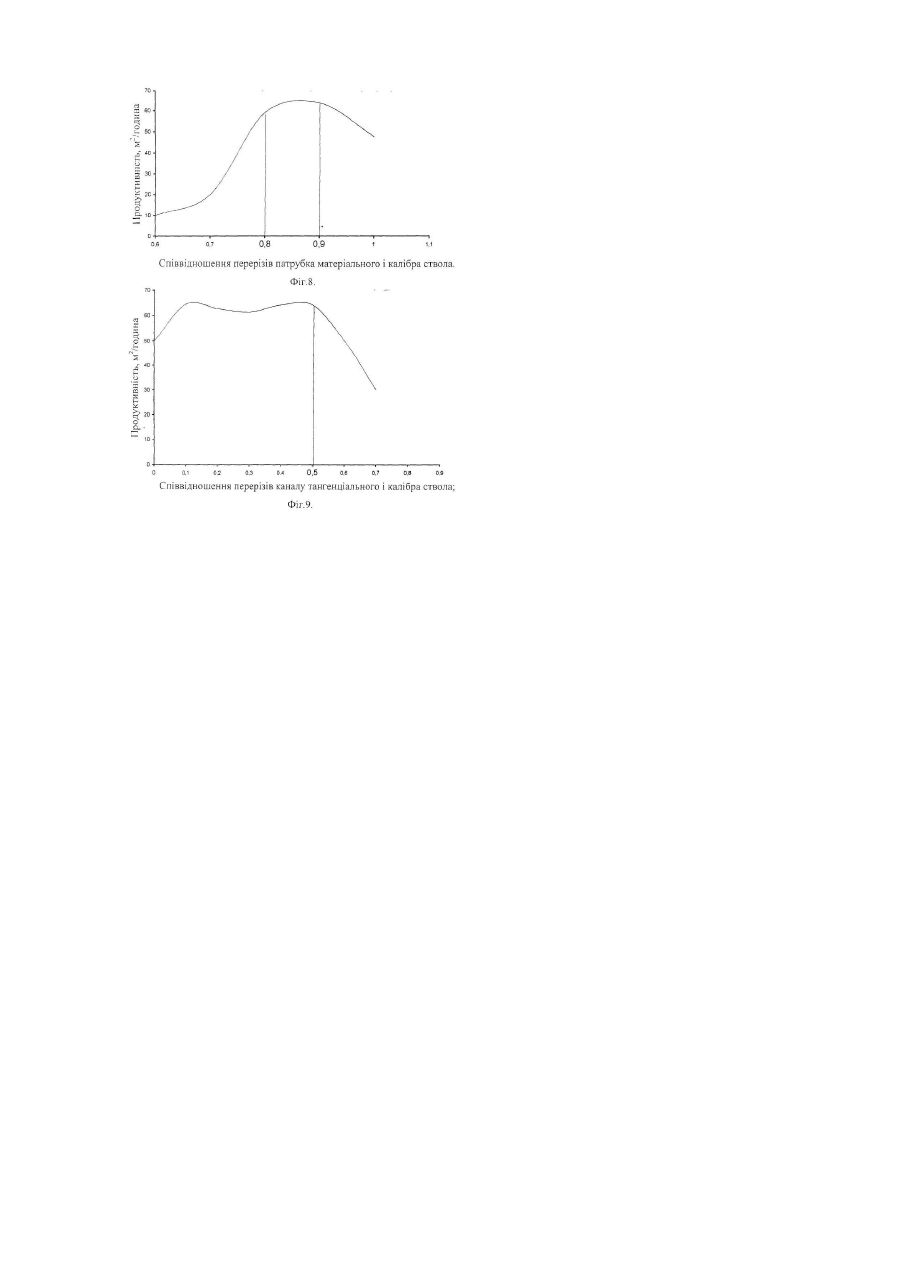
Винахід відноситься до газоабразивної обробки і може бути використаний при очищенні мостів, резервуарів, судів, вагонів, автомобілів, будівельних конструкцій і технологічного устаткування від продуктів корозії і забруднень, зміни шорсткості і поліпшення декоративних властивостей різних поверхонь, а також при пневмотранспортуванні сипучих матеріалів. Відомі способи обробки заготівок двокомпонентним високошвидкісним струменем, дисперсійне середовище якого - газ, а дисперсне - частки абразиву. Способи включають подання дисперсного середовища з посудини нагнітальної в трубопровід матеріальний, змішування з дисперсійним середовищем, подання в прискорювач і розгін часток абразиву за рахунок перетворення тиску газу в кінетичну енергію і формування двокомпонентною високошвидкісного струменя - робочого інструменту для обробки поверхневого шару заготівок. Кількість часток абразиву в двокомпонентному високошвидкісному струменю регулюється прохідним перерізом дозатора, установленим між судиною і трубопроводом абразивнім, при цьому вимірюють тиск у судині і трубопроводі абразивному [1]. Дане технічне рішення дозволяє регулювати подання часток абразиву у великому діапазоні 0,22-4,5кг/с [2]. Однак суттєвим недоліком є подання часток абразиву безпосередньо в трубопровід абразивні. Мала швидкість руху дисперсного середовища і великий надлишковий статичний тиск, обумовлюють нестабільне співвідношення дисперсного і дисперсійного середовищ, низьку кінетичну енергію часток абразиву і, як наслідок, зниження ефективності і продуктивності обробки. Відомий дробоструминний спосіб представлений в апараті струминного очищення моделі АСО-150 [3]. Він включає подання газу в судину з частками абразиву, запиранням клапаном завантажувальної горловини, створення тиску в судині, подання газу в прийомний патрубок, подання часток абразиву самопливом із судини через дозатор у прийомний патрубок і далі через рукав у прискорювач, формування двокомпонентного струменя, що використовується як інструмент для обробки поверхні. Однак частки абразиву надходять у прийомний паї рубок пульсуюче, через низький перепад тиску на вході і виході з дозатора. Крім тою, сопла застосовуються невеликої довжини 80-115мм. що обумовлює незначне (35%) перетворення тиску газу в кінетичну енергію часток абразиву. Тому дані апарата характеризуються низькою продуктивністю (5-7м2/година) і значною витратою абразиву (60-90кг/м2). Найбільш близьким технічним рішенням с спосіб, розкритий в установці для абразивної обробки деталі [4]. що полягає у використанні тиску газу для витиснення часток абразиву із судини в змішувальну камеру і далі в трубопровід абразивні через центральний і радіальний отвори живильника. Дане рішення підвищує стабільність подання часток абразиву, однак, не виключається можливість засмічення прохідного перерізу дозатора, крім цього, швидкість руху газу в змішувальній камері залишається невисокою, а на ділянці подання абразивних часток - знижується, що провокує виникнення пульсації. Суттєвим недоліком є операція по регулюванню інтенсивності подання дисперсного середовища за рахунок зміни прохідного перерізу дозатора, крім цього, невирішене питання з вибором оптимальної ділянки розгону і формування двокомпонентного надшвидкісного струменя, а також його кута атаки і відстані до оброблюваної поверхні. Технічна задача полягає в підвищенні продуктивності та ефективності дробоструминної обробки за рахунок збільшення кінетичної енергії абразиву отриманої перетворенням зі статичного тиску газу і зниження втрат енергії при руйнуванні поверхневого шару. Технічна задача вирішується тим. що формування двокомпонентного струменя здійснюють впливом акустичним, вібрацією патрубка матеріального, збільшенням перепаду тисків газу на його вході і виході, при цьому через трубопровід транспортний розганяють частки абразиву в прискорювачі на ділянці довжиною 30120 його калібрів і направляють її під кутом 15-45° до оброблюваної поверхні з відстані від ствола в межах 3595 його калібрів. Формування двокомпонентного струменя здійснюють поданням часток абразиву в газовий потік, до співвідношення мас дисперсною і дисперсійного середовищ ) межах 0,7-0,9. Забезпечують подання оптимальної кількості часток абразиву впливом акустичним і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм. Забезпечують необхідне співвідношення дисперсного і дисперсійного середовищ саморегулюючою пневматичного системою, підвищуючи вібрацію при зменшенні витрат газу в струменю, що подають в патрубок матеріальний. Дана система с саморегульованою, тому що при зменшенні кількості газу, що проходить через активатор збільшується вібрація й акустичний вплив, що зменшує сили тертя між абразивними частками. Для здійснення запропонованого способу дробоструминної обробки розроблений апарат «Тарі» (далі апарат), що містить прискорювач, посудину з дозатором, з'єднані між собою трубопроводом транспортним і з джерелом зжатою газу - газопроводом. Прискорювач виконане у вигляді ствола довжиною 30-120 калібрів, а дозатор оснащений генератором акустичним широкосмуговим, віброзбудником багатоконтурним з ежектором, активатором і вологовідділювачем відцентровим. Віброзбудник виконаний з тарілками розташованими під гострими кутами і бігунами різної маси, з патрубками тангенціальним і радіальним для подання і азу та ежектором, установленим зверху вниз, під патрубком матеріальним для подання часток абразиву з порожнини активатора. Активатор виконаний у вигляді склянки з пазами в стінці для пропуску часток абразиву і каналом для подання газу з трійника розподільного через кожух. Бігуни віброзбудника виконані у вигляді сфери, при цьому діаметр більшого дорівнює 2,3-2.4 калібру ствола, меншого - 0,9-1,0, а діаметри проміжних змінюються по убутній залежності. Патрубок тангенціальний виконаний у вигляді сопла надзвукового з діаметром 0,95-0,98 калібру ствола. Активатор виконаний з каналом тангенціальним і камерою вихровою в днищі для подання газу, при цьому переріз каналу тангенціального не перевищує 0,5 калібру ствола, а переріз патрубка абразивного знаходиться в межах 0,8-0,9 калібру ствола. На Фіг.1 схематично зображений апарат; на Фіг.2 - залежність питомої витрати абразиву від співвідношення довжини ствола до його калібру; на Фіг.3 - залежність продуктивності від співвідношення мас дисперсного середовища і дисперсійного; на Фіг.4 - залежність продуктивності від частоти коливань; на Фіг.5 - залежність продуктивності від амплітуди коливань; на Фіг.6 - залежність продуктивності від кута атаки: на Фіг.7 - залежність продуктивності від відстані між прискорювачем і оброблюваною поверхнею; на Фіг.8 - залежність продуктивності від співвідношення перерізів каналу тангенціального і калібру ствола; на Фіг.9 - залежність продуктивності від співвідношення перерізів патрубка абразивного і калібру ствола. У таблиці 1 і 2 приведені значення частоти коливань і інтенсивності звуку при зміні діаметрів бігунів, їх розташування і співвідношення критики надзвукового сопла і калібру ствола. Апарат містить прискорювач 1 підключене до дозатора 2 та посудини З трубопроводом 4 абразивним. Дозатор 2 з'єднаний із джерелом зжатого газу, наприклад - повітря, патрубком 5 тангенціальним виконаним у вигляді сопла надзвукового з вентилем 6 і патрубком 7 радіальним з вентилем 8. а посудина З з'єднана трійником 9 розподільним з вентилем 10. Прискорювач 1 виконане у вигляді ствола довжиною 30-120 калібрів. Дозатор 2 оснащений генератором 11 акустичним широкосмуговим, віброзбудником 12 із вологовідділювачем 13 відцентровим, активатором 14, патрубком 15 абразивнім і ежектором 16. Віброзбудник 12 виконаний багатоконтурним з тарілками 17, встановленими під гострими кутами 18, бігунами 19, 20 і 21 сферичної форми, різної маси, відповідно більшої, середньої і малої. Вологовідділювач 13 відцентрової дії виконаний із зазором 22 коаксіальним, що з'єднує нижню частину віброзбудника 12, кишеню 23 кільцеву для збору конденсату с патрубком 24 зливальним постаченим затвором 25 гідравлічним. Активатор 14 розміщений над віброзбуджувачем 12 і виконаний у вигляді склянки з пазами 37 у стінці для пропуску абразиву із посудини 3 і каналом 26 у днищі для пропуску зжатого газу з трійника 9 розподільного через кожух 27 у порожнину 28. Патрубок 15 абразивній з'єднує порожнини 28 активатора 14. ежектора 16 і розміщений по осі дозатора 2. Ежектор 16 встановлений у днищі дозатора 2 із зазором 29 кільцевим і спрямований зверху униз від патрубка 15 абразивного до трубопроводу 4 абразивного. Посудина 3 виконана з віброситом 30 і лійкою 31 завантажувальною, котра постачена клапаном 32 запірним, установленим на патрубку 33 верхньому трійника 9 розподільного. Поблизу від лійки 31 завантажувальної встановлений патрубок 34 вихлопний з краном 35. При цьому бігуни виконані у вигляді сфери з діаметром більшого 19 рівним 2,3-2,4 калібру ствола 1, меншого 21 – 0,9-1,0 і середнього 20 - 1,6-1,7, тобто діаметри змінюються зверху вниз по убутній залежності. Патрубок 5 тангенціальнийвиконаний у вигляді сопла надзвукового з діаметром критики 0,95-0,98 калібру ствола 1. Активатор 14 виконаний з камерою 36 вихровою і каналом 26 тангенціальним для подання газу з трійника 9 розподільного через кожух 27. Переріз каналу 26 тангенціального не перевищує 0.5 калібру ствола І. Переріз патрубка 15 абразивного знаходиться в межах 0,8-0,9 калібру ствола 1. Апарат працює в такий спосіб: посудина 3 заповнюється абразивом, наприклад карбідом кремнію зеленим, зернистістю 500 (0,476–0,510мм) за ДСТ 26327-83, через вібросито 30 і лійку 31 завантажувальну. Для цього закривають вентиль 10, відкривають кран 35, стравлюють зжатий газ з посудини 3 через патрубок 34 вихлопний та опускають клапан 32 запірний. Відкривають затвор 25 гідравлічний, закривають вентиль 8, відкривають вентиль 6 і подають зжатий газ у патрубок 5 тангенціальний і віброзбудник 12. Зжатий газ закручуючись під дією відцентрових сил притискається до стінки віброзбудника 12. Розганяючи за рахунок аеродинамічних сил бігуни 19,20 і 21 при русі до виходу через вологовідділювач 13 відцентрової дії й ежектор 16 газовий потік спочатку розширюється, а потім звужується. Швидкість закручування потоку в напрямку від периферії до осі віброзбудника 12 росте зі зменшенням радіуса, при проходженні ежектора 16, тобто надлишковий статичний тиск переходить у швидкісний напір. Тиск падає нижче атмосферного. Під дією перепаду тисків частки абразиву через пази 37 і повітря з пилом з лійки 31 завантажувальної, через патрубок 33 верхній трійника 9 розподільного, канал 26 у днищі активатора 14 і порожнину 28 надходять у патрубок 15 абразивній і далі в ежектор 16 і зазор 29 кільцевий, де під дією сил тертя утворюється центральний змушений вихор і через трубопровід 4 абразивній і ствол 1 стікають. Обертання бігунів 19, 20 і 21 генерує вібрацію, яка через посудину 3 і лійку 31 завантажувальну пускає в хід вібросито 30. що підвищує якість і швидкість завантаження абразиву. Плавне регулювання частоти від декількох герців до двох кілогерців і амплітуди в діапазоні 0,3-0,7мм здійснюється зміною кількості зжатого газу вентилем 6. При цьому ствол 1 направляють на поверхню і роблять одночасно з завантаженням - попередню обробку. Завантаження абразиву закінчують після заповнення посудини 3 до рівня клапана 32 запірного. Дробоструминну обробку продовжують у такий спосіб: ствол 1 направляють на поверхню з відстані 35-95 калібрів і під кутом 15-45° впливають двокомпонентним швидкісним струменем, установлюючи при цьому співвідношення мас дисперсного середовища і дисперсійного в межах 0,7-0.9. Для цього закривають кран 35 і перешкоджають виходу зжатого газу через патрубок 34 вихлопний. Відкривають вентиль 10 і подають зжатий газ у посудину 3 через трійник 9 розподільний. Клапан 32 запірний видавлюється нагору і перекриває лійку 31 завантажувальну. Потім зжатий газ надходить у камеру 36 вихрову через канал 26 тангенціальний із трійника 9 розподільного, через кожух 27. Газ заповнює посудину 3, через пази 37, розпушуючи злежалі частки абразиву. Після заповнення газом посудини 3 частки абразиву надходять через пази 37 активатора 14 підхоплюються струменем газу з камери 36 вихрової і захоплюються в патрубок 15 абразивній дозатора 2. а потім в ежектор 16. де змішуються з потоком газу і подаються в трубопровід 4 і далі в ствол 1. Подання і азу з патрубка 5 тангенціального виконаного у вигляді сопла надзвукового на стінку генератора 11 акустичного широкосмугового, обумовлює виникнення турбулентного прикордонного шару, що разом із бігунами, що обертаються 19, 20 і 21 по тарілках 17, установлених під гострими кутами 18, є джерелом звуку, що впливає на частки абразиву в посудині 3. Частки абразиву розганяють у стволі 1 на ділянці довжиною 30-120 його калібрів і направляють двокомпонентний струмінь під кутом 15-45 до оброблюваної поверхні з відстані від ствола 35-95 йото калібрів. При цьому формують двокомпонентний струмінь поданням абразивних часток у тазовий потік до співвідношення мас дисперсного середовища і дисперсійного в межах 0,7-0,9. Оптимальну кількість часток абразиву забезпечують акустичним впливом і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм. Необхідне співвідношення мас дисперсного і дисперсійного середовищ підтримується саморегульованою пневматичною системою, підвищуючи вібрацію при зменшенні витрати газу в струмені, який подають в патрубок 15 абразивний. Дробоструминну обробку припиняють у такий спосіб. Закривають вентиль 10 і припиняють подання газу в трійник 9 розподільний, кожух 27. Перекривають вентиль 6 і припиняють акустичний вплив і вібрацію патрубка 15 абразивній. Відкривають вентиль 8 патрубка 7 радіального і затвор 25 гідравлічний для скидання конденсату з кишені 23 кільцевого дозатора 2 через зазор 22 коаксіальний і патрубок 24 зливальний, при цьому зменшують тиск газу в прискорювач 1 через трубопровід 4 абразивній. Відкривають кран 35, стравлюють зжатий газ з посудини 3 через патрубок 34 вихлопний й опускають клапан 32 запірний. Завдяки запропонованим конструктивним і технологічним рішенням, створений апарат має високу ефективність і розширює експлуатаційні можливості. Розроблений дозатор - довговічний, надійний і компактний, а прискорювач - ствол довжиною 30-120 його калібрів дозволяє одержати максимальну кінетичну енергію дисперсійного середовища. Вплив цього двокомпонентного струменя на оброблювану поверхню, з визначеної відстані і під необхідним кутом, дозволяє досягти найвищу продуктивність, при високій однорідності і необхідній шорсткості. Оцінка дробоструминної обробки за ДСТ 9.402-80 і міжнародному стандарту ISO 8501-1/1988 свідчить про відповідність властивостей отриманої поверхні найвищій якості, відповідно ступеню очищення 1 і класу Sa=3. Виконання ствола довжиною 30-120 його калібрів, бігунів, більшого, проміжного і меншого, сопла надзвукового, каналу тангенціального з зазначеними діаметрами відповідними прийнятому калібру ствола: 2,3-2,4; 1,6-1.7; 0,9-1,0; 0,95-0,96; £0,5; 0,8-0,9 - є оптимальним. Відхилення від зазначених величин знижує ефективність роботи апарата. Оптимальне співвідношення мас дисперсного і дисперсійного середовищ знаходиться в межах 0,7-0,9. Необхідна кількість часток абразиву подають впливом акустичним і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм. Двокомпонентний струмінь направляють до оброблюваної поверхні під кутом 15-45° з відстані від ствола в межах 35-95 його калібрів. Емпіричні залежності встановлені методом наближення оптимальних значень і визначення впливу відхилення однієї з характеристик на основні показники. Дробоструминна обробка здійснювалася стволами з калібром від 4 до 16мм, при тиску 0,6МПа. Ефективність визначалася питомою витратою часток абразиву на 1м2 обробленій поверхні. Продуктивність замірялася при обробці поверхні за класом Sa=2,5. Експериментально встановлено, що найкращі технологічні результати можуть бути отримані при розгоні часток абразиву в прискорювачі на ділянці довжиною 30-120 його калібрів (Фіг.2). На ділянці 10-20 калібрів питома витрата часток абразиву починає зменшуватися і досягає мінімальних показників на рубежі ділянки довжиною від 30 до 120 калібрів ствола, що пояснюється інтенсивним перетворенням енергії зжатого газу в кінетичну енергію двокомпонентного струменя. Подальше збільшення ділянки розгону більше 120 калібрів приводить до зниження швидкості часток абразиву через тертя об стінки ствола. Таким чином, ділянка довжиною 30-120 калібрів ствола є оптимальним з погляду сумарної кінетичної енергії дисперсної складової, котра визначає питома витрата абразиву й ефективність обробки. Оснащення дозатора віброзбудником дозволяє генерувати вібрацію, за рахунок чого зменшуються сили тертя між частками абразиву, і збільшується його подання в ежектор. Установка тарілок під гострими кутами забезпечує рух куль у горизонтальних і вертикальних площинах, що сприяє генеруванню вібрації тривимірної. Установка активатора у верхній частині патрубка абразивного дозволяє подрібнювати грудки і перешкоджати подання абразиву при вимиканні вібрації. Співвідношення мас дисперсного і дисперсійного середовищ у межах 0,7-0,9 є оптимальним (Фіг.3). При збільшенні більш 0,9 знижується швидкість часток абразиву, що визначає квадратичну залежність кінетичної енергії й у кінцевому рахунку - продуктивність. На інших графіках (Фіг.4-9) зазначені оптимальні значення наступних параметрів: оптимальну кількість часток абразиву одержують впливом акустичним і вібрацією при частоті коливань дозатора в межах 500-1000Гц і амплітуді 0,3-0,7мм; двокомпонентний струмінь (робітник інструмент) направляють під кутом 15-45° до оброблюваної поверхні з відстані від ствола в межах 35-95 його калібрів; переріз каналу тангенціального не перевищує 0,5 калібру ствола, а переріз патрубка абразивного знаходиться в межах 0,8-0,9 калібру ствола. У таблиці 1 і 2 приведені дані, що підтверджують те, що бігуни повинні бути виконані у вигляді сфери, при цьому діаметр більшого маг дорівнювати 2,3-2,4 калібру ствола, меншого - 0,9-1,0, а діаметри проміжних змінюються по убутній залежності, а патрубок тангенціальний необхідно виконати у вигляді сопла надзвукового з діаметром 0,95-0,98 калібру ствола. Дані технологічні операції і їхні оптимальні значення здійснюються апаратом у яким використані перераховані вище вузли і конструктивні особливості, що дозволяє істотно знизити витрату абразиву на одиницю обробленої поверхні і значно підвищити продуктивність.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for shot blasting
Автори англійськоюHalchenko Mykola Oleksiiovych
Назва патенту російськоюСпособ дробеструйной обработки и аппарат для его осуществления
Автори російськоюГальченко Николай Алексеевич
МПК / Мітки
МПК: B24C 7/00, B24C 5/00, B24C 1/00
Мітки: апарат, здійснення, дробоструминної, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/6-78687-sposib-drobostruminno-obrobki-ta-aparat-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дробоструминної обробки та апарат для його здійснення</a>
Спосіб і апарат для ультразвукової дробоструминної обробки деталей на колесі
Номер патенту: 57173
Опубліковано: 16.06.2003
Автори: Мон Клод Марсель, Дюкенн Катрін Домінік Беатріс, Жиффар Веронік Крістіан Раймонд, Гелдрі Жерар Мішель Ролан
Мітки: ультразвукової, апарат, обробки, деталей, колесі, спосіб, дробоструминної
Формула / Реферат:
1. Спосіб ультразвукової дробоструминної обробки деталей на колесі, при цьому колесо містить кільцеву поверхню обертання з центром на геометричній осі обертання колеса, деталі розташовані на кільцевій поверхні на лінії по геометричному колу, утвореному навколо геометричної осі обертання, при цьому деталі утворюють таким чином геометричну поверхню обертання, яку називають оболонкою, коли колесо обертається навколо своєї геометричної осі...
Спосіб теплової обробки харчових продуктів і апарат для його здійснення
Номер патенту: 61565
Опубліковано: 17.11.2003
Автори: Шубін Олександр Олександрович, Чернишев Сергій Олександрович, Заплетніков Ігор Миколайович
МПК: A47J 27/04, A47J 27/00, A47J 27/08
Мітки: харчових, апарат, спосіб, продуктів, теплової, здійснення, обробки
Формула / Реферат:
1. Спосіб теплової обробки харчових продуктів шляхом попереднього дозування в знімні сітчасті кошики з наступним варінням на парі, який відрізняється тим, що кошики з продуктом спочатку занурюють у киплячу рідину, а після усмоктування необхідної кількості вологи верхній шар рідини, у який занурено продукт, скидають і останній доварюють до готовності на парі при тиску 103-120 кПа.2. Апарат для теплової обробки харчових продуктів, що...
Спосіб теплової обробки харчових продуктів і апарат для його здійснення
Номер патенту: 39714
Опубліковано: 15.06.2001
Автори: Михайлов Валерій Михайлович, Черевко Олександр Іванович, Бабкіна Ірина Володимирівна
МПК: A23L 1/01, A23L 1/025
Мітки: обробки, харчових, здійснення, апарат, теплової, продуктів, спосіб
Формула / Реферат:
1. Спосіб теплової обробки харчових продуктів, який передбачає нагрів розміщених у теплоізольованому герметичному об'ємі харчових продуктів ІЧ-випромінюванням, який відрізняється тим, що після утворення на поверхні харчових продуктів підсмаженої скоринки у герметичному об'ємі підвищують парціальний тиск двоокису вуглецю до 10...30 кПа.2. Спосіб за п. 1, який відрізняється тим, що при досягненні середовищем з підвищеним вмістом...
Апарат дробеметний “тарі”
Номер патенту: 6318
Опубліковано: 16.05.2005
Автори: Аніщєнко Андрєй Васільєвіч, Гальченко Микола Олексійович
МПК: B24C 1/00, B24C 5/00, B24C 7/00
Мітки: тари, апарат, дробеметний
Формула / Реферат:
1. Апарат дробеметний, що містить сопло, посудину з дозатором, з'єднані між собою трубопроводом транспортним і з джерелом стиснутого газу - газопроводом, який відрізняється тим, що сопло виконане у вигляді ствола довжиною 30-120 калібрів ствола, а дозатор оснащений генератором акустичним широкосмуговим, віброзбудником багатоконтурним з ежектором, активатором і вологовіддільником відцентровим, при цьому віброзбудник виконаний з тарілками...
Спосіб обробки рослин шляхом пошкодження надземних частин за допомогою засобу для струминної обробки, пристрій для його здійснення та дрібнозернистий засіб для струминної обробки цим способом
Номер патенту: 37237
Опубліковано: 15.05.2001
Автори: Хопп Ханс, Альбат Хайдрун, Лухт Уве
МПК: A01M 21/00
Мітки: спосіб, шляхом, засіб, пристрій, струминної, частин, цим, надземних, засобу, обробки, допомогою, пошкодження, здійснення, дрібнозернистий, способом, рослин
Формула / Реферат:
1. Способ обработки растений на сельскохозяйственных и несельскохозяйственных угодьях, при котором повреждают их надземные части с помощью средства для струйной обработки, отличающийся тем, что на наземные части растений перед или во время их повреждения средством для струйной обработки наносят средства для обработки растений, которые непосредственно поглощаются растениями.2. Способ по п.1, отличающийся тем, что средство для струйной...
Попередній патент: Спосіб пошуку та оконтурювання покладів нафти та газу
Наступний патент: Пристрій для центрування трубки керування потоком скла та спосіб індикації ступеня концентричності трубки
Випадковий патент: Спосіб отримання стереозображення