Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування та система для його реалізації
Номер патенту: 51960
Опубліковано: 16.12.2002
Автори: Безлюдько Геннадій Яковлевич, Луковка Петро Володимирович, Саркіц Ігор Генадійович, Гладковський Савелій Петрович, Норка Сергій Петрович, Кравцов Олексій Вадимович, Дубинський Борис Євгенович, Любченко Іван Веніаминович, Ощепков Анатолій Миколайович, Шинкаренко Сергій Іванович, Доренський Володимир Миколайович, Зеленський Віктор Євгенович, Будніков Володимир Іванович
Формула / Реферат
1. Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування, що включає визначення розміру зміщення стрічки відносно поздовжньої осі агрегату, формування заданого кута розгортання поворотної рами центруючого барабана відносно її середнього положення, формування керуючого сигналу на гідропривід поворотної рами центруючого барабана, розгортання центруючого барабана, який відрізняється тим, що з метою підвищення продуктивності, ефективності, надійності роботи агрегату та зниження енерговитрат на центрування стрічки вимірюють фактичне положення поворотної рами центруючого барабана, порівнюють фактичне її положення з заданим та по їх різниці формують керуючий сигнал на гідропривід, при цьому керуючий вплив з його боку до поворотної рами центруючого барабана докладають у напрямі, перпендикулярному плечу докладання керуючого зусилля.
2. Система для реалізації способу керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування включає датчик зворотного зв'язку, а також послідовно з'єднані датчик положення стрічки, схему порівняння, підсилювач коректуючий, підсилювач потужності, електромеханічний перетворювач, золотник, гідропривід та поворотну раму центруючого барабана, яка відрізняється тим, що шток гідроприводу через датчик зворотного зв'язку підключений також до другого входу схеми порівняння, при цьому кріплення корпусу гідроприводу до агрегату виконано за допомогою шарніра.
Текст
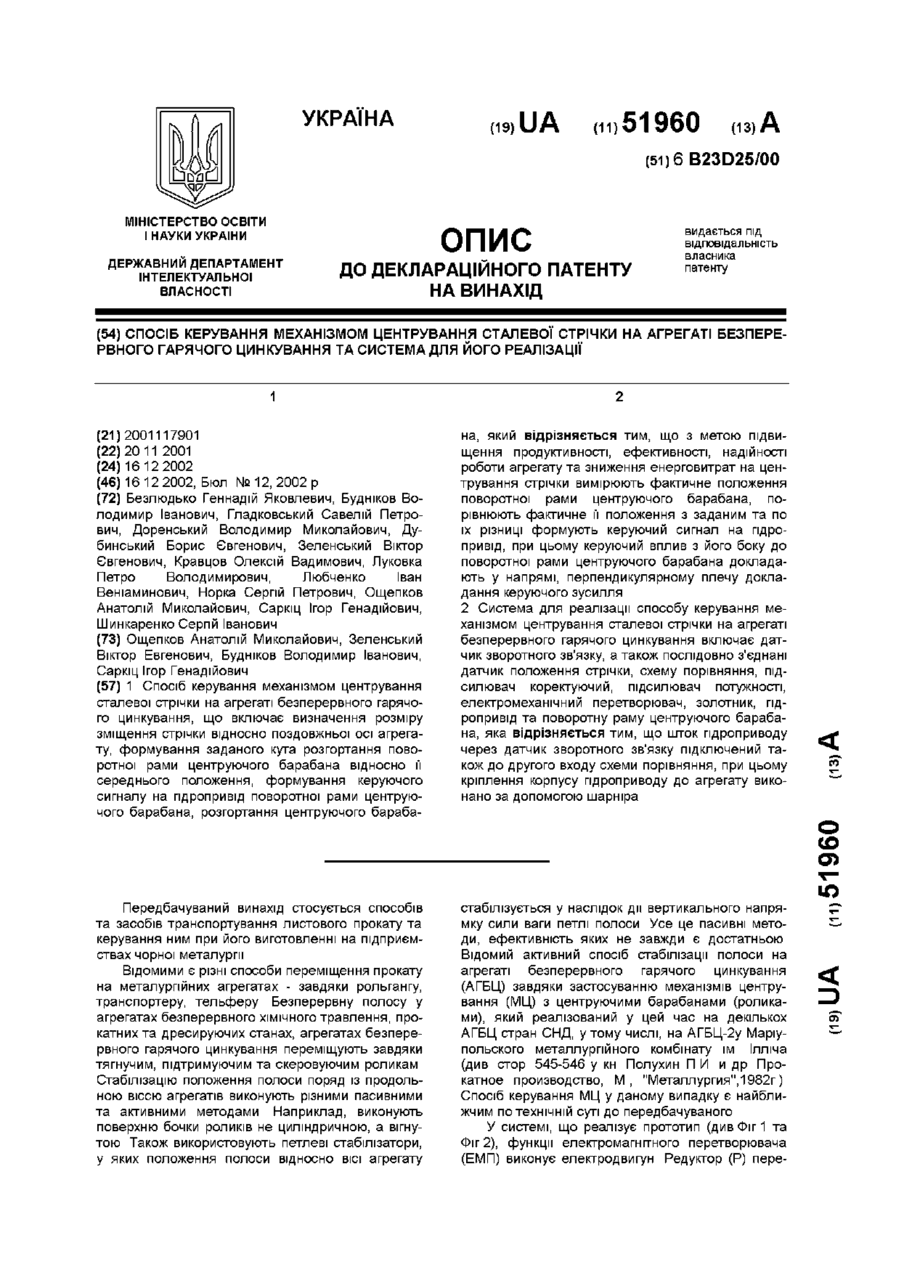
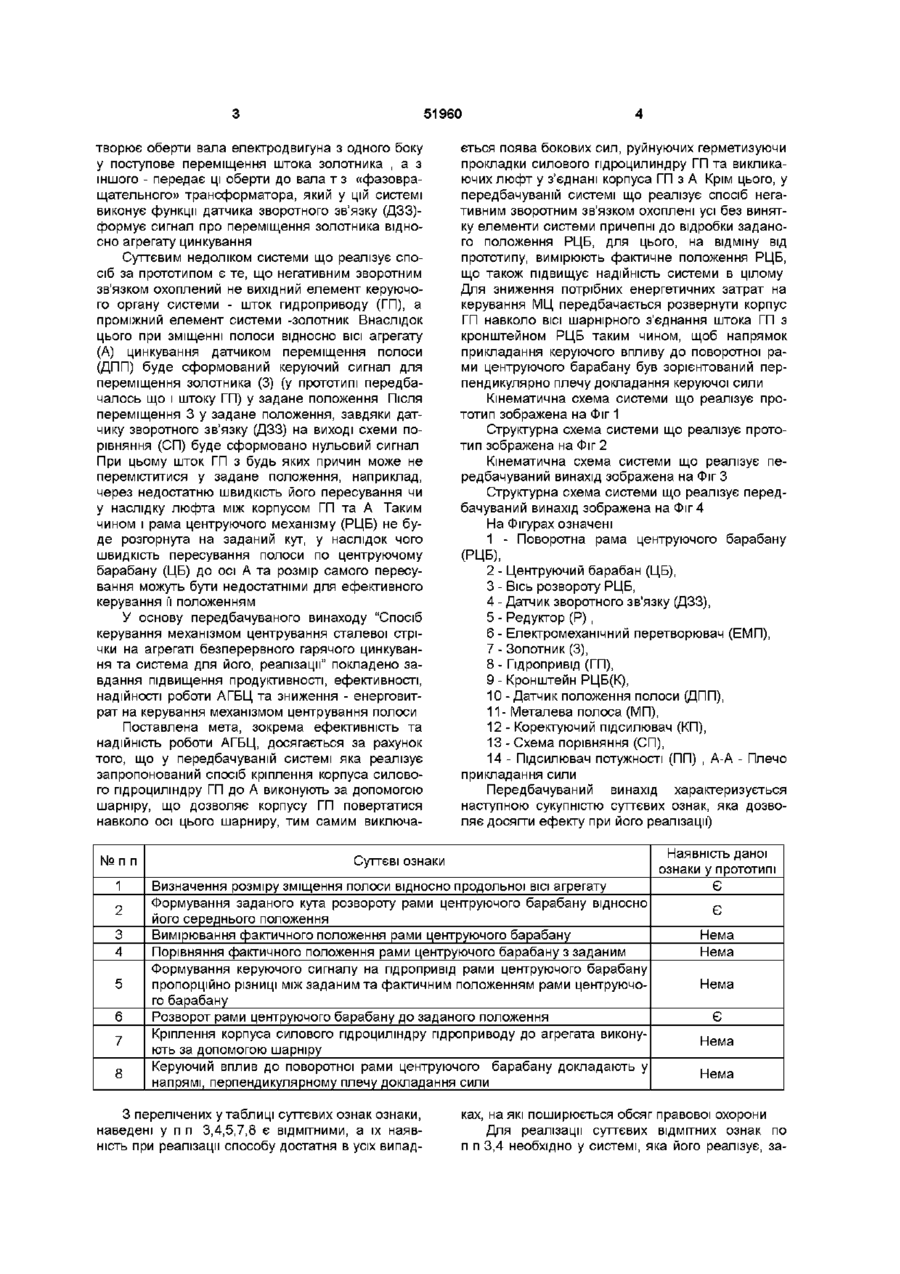
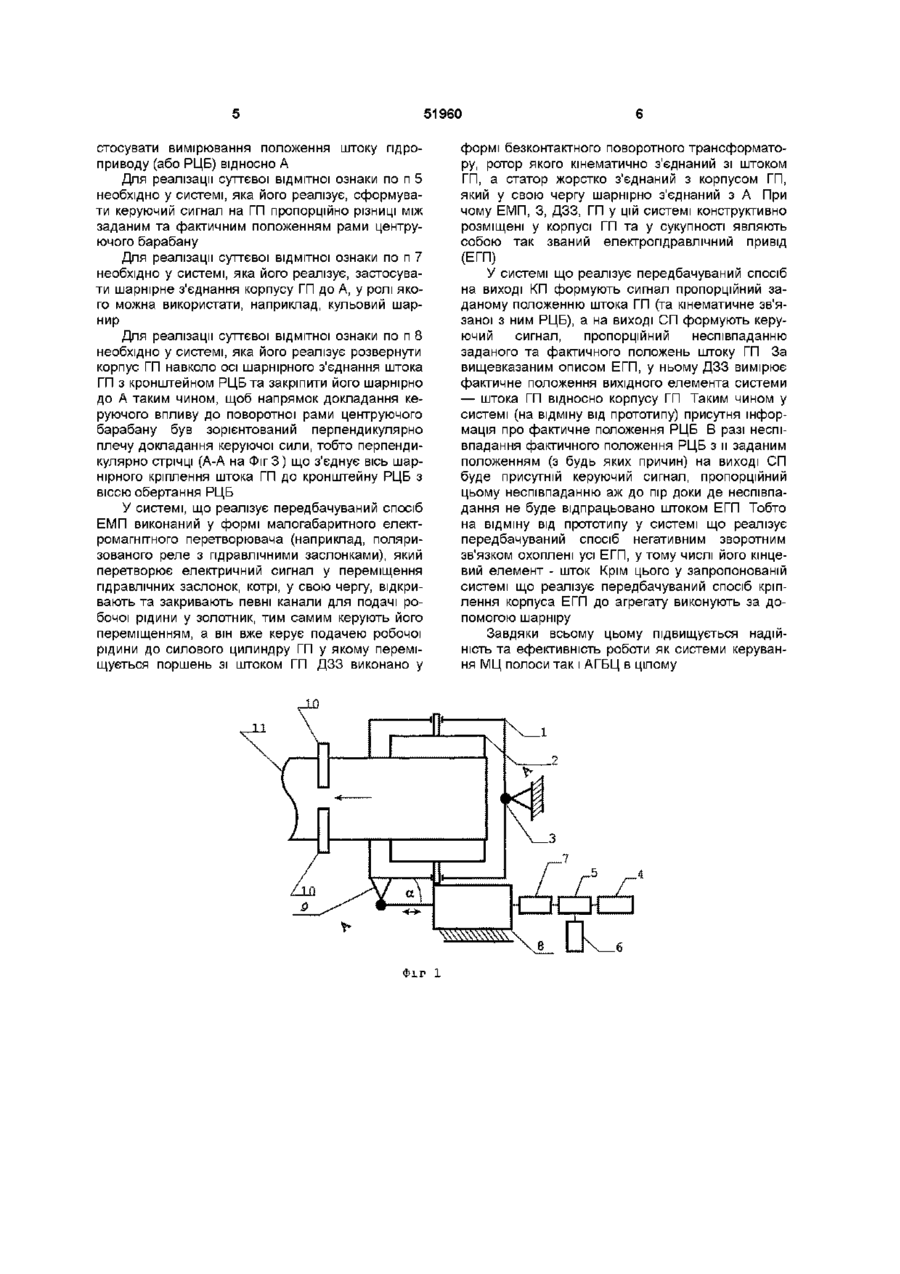
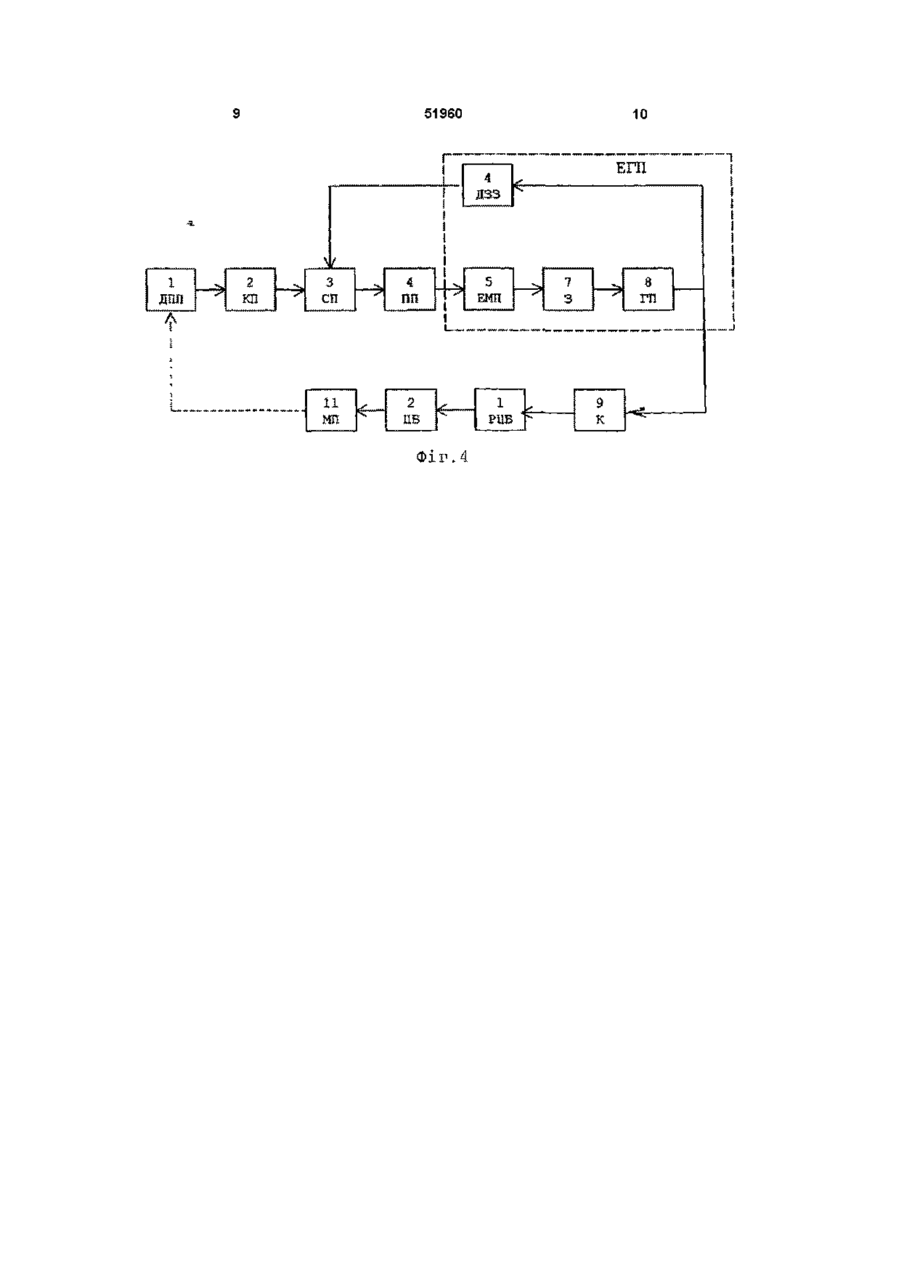
1 Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування, що включає визначення розміру зміщення стрічки відносно поздовжньої осі агрегату, формування заданого кута розгортання поворотної рами центруючого барабана відносно її середнього положення, формування керуючого сигналу на пдропривід поворотної рами центруючого барабана, розгортання центруючого бараба на, який відрізняється тим, що з метою підвищення продуктивності, ефективності, надійності роботи агрегату та зниження енерговитрат на центрування стрічки вимірюють фактичне положення поворотної рами центруючого барабана, порівнюють фактичне її положення з заданим та по їх різниці формують керуючий сигнал на пдропривід, при цьому керуючий вплив з його боку до поворотної рами центруючого барабана докладають у напрямі, перпендикулярному плечу докладання керуючого зусилля 2 Система для реалізації способу керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування включає датчик зворотного зв'язку, а також послідовно з'єднані датчик положення стрічки, схему порівняння, підсилювач коректуючий, підсилювач потужності, електромеханічний перетворювач, золотник, пдропривід та поворотну раму центруючого барабана, яка відрізняється тим, що шток пдроприводу через датчик зворотного зв'язку підключений також до другого входу схеми порівняння, при цьому кріплення корпусу пдроприводу до агрегату виконано за допомогою шарніра О (О Передбачуваний винахід стосується способів та засобів транспортування листового прокату та керування ним при його виготовленні на підприємствах чорної металургії Відомими Є різні способи переміщення прокату на металургійних агрегатах - завдяки рольгангу, транспортеру, тельферу Безперервну полосу у агрегатах безперервного ХІМІЧНОГО травлення, прокатних та дресируючих станах, агрегатах безперервного гарячого цинкування переміщують завдяки тягнучим, підтримуючим та скеровуючим роликам Стабілізацію положення полоси поряд із продольною віссю агрегатів виконують різними пасивними та активними методами Наприклад, виконують поверхню бочки роликів не циліндричною, а вігнутою Також використовують петлеві стабілізатори, у яких положення полоси відносно ВІСІ агрегату стабілізується у наслідок дії вертикального напрямку сили ваги петлі полоси Усе це пасивні методи, ефективність яких не завжди є достатньою Відомий активний спосіб стабілізації полоси на агрегаті безперервного гарячого цинкування (АГБЦ) завдяки застосуванню механізмів центрування (МЦ) з центруючими барабанами (роликами), який реалізований у цей час на декількох АГБЦ стран СНД, утому числі, на АГБЦ-2у Маріупольского металлурпйного комбінату їм Ілліча (див стор 545-546 у кн Полухин П И и др Прокатное производство, М , "Металлургия", 1982г) Спосіб керування МЦ у даному випадку є найближчим по технічній суті до передбачуваного У системі, що реалізує прототип (див Фіг 1 та Фіг 2), функції електромагнітного перетворювача (ЕМП) виконує електродвигун Редуктор (Р) пере ю 51960 творює оберти вала елеісгродвигуна з одного боку у поступове переміщення штока золотника , а з іншого - передає ці оберти до вала т з «фазовращательного» трансформатора, який у цій системі виконує функції датчика зворотного зв'язку (ДЗЗ)формує сигнал про переміщення золотника відносно агрегату цинкування Суттєвим недоліком системи що реалізує спосіб за прототипом є те, що негативним зворотним зв'язком охоплений не вихідний елемент керуючого органу системи - шток гидроприводу (ГП), а проміжний елемент системи -золотник Внаслідок цього при зміщенні полоси відносно ВІСІ агрегату (А) цинкування датчиком переміщення полоси (ДПП) буде сформований керуючий сигнал для переміщення золотника (3) (у прототипі передбачалось що і штоку ГП) у задане положення Після переміщення 3 у задане положення, завдяки датчику зворотного зв'язку (ДЗЗ) на виході схеми порівняння (СП) буде сформовано нульовий сигнал При цьому шток ГП з будь яких причин може не переміститися у задане положення, наприклад, через недостатню швидкість його пересування чи у наслідку люфта між корпусом ГП та А Таким чином і рама центруючого механізму (РЦБ) не буде розгорнута на заданий кут, у наслідок чого швидкість пересування полоси по центруючому барабану (ЦБ) до осі А та розмір самого пересування можуть бути недостатніми для ефективного керування її положенням У основу передбачуваного винаходу "Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування та система для його, реалізації" покладено завдання підвищення продуктивності, ефективності, надійності роботи АГБЦ та зниження - енерговитрат на керування механізмом центрування полоси Поставлена мета, зокрема ефективність та надійність роботи АГБЦ, досягається за рахунок того, що у передбачуваній системі яка реалізує запропонований спосіб кріплення корпуса силового гідроциліндру ГП до А виконують за допомогою шарніру, що дозволяє корпусу ГП повертатися навколо осі цього шарниру, тим самим виключа ється поява бокових сил, руйнуючих герметизуючи прокладки силового пдроцилиндру ГП та викликаючих люфт у з'єднані корпуса ГП з А Крім цього, у передбачуваній системі що реалізує спосіб негативним зворотним зв'язком охоплені усі без винятку елементи системи причепні до відробки заданого положення РЦБ, для цього, на відміну від прототипу, вимірюють фактичне положення РЦБ, що також підвищує надійність системи в цілому Для зниження потрібних енергетичних затрат на керування МЦ передбачається розвернути корпус ГП навколо ВІСІ шарнірного з'єднання штока ГП з кронштейном РЦБ таким чином, щоб напрямок прикладання керуючого впливу до поворотної рами центруючого барабану був зорієнтований перпендикулярно плечу докладання керуючої сили Кінематична схема системи що реалізує прототип зображена на Фіг 1 Структурна схема системи що реалізує прототип зображена на Фіг 2 Кінематична схема системи що реалізує передбачуваний винахід зображена на Фіг З Структурна схема системи що реалізує передбачуваний винахід зображена на Фіг 4 На Фігурах означені 1 - Поворотна рама центруючого барабану (РЦБ), 2 - Центруючий барабан (ЦБ), 3 - Вісь розвороту РЦБ, 4 - Датчик зворотного зв'язку (ДЗЗ), 5 - Редуктор (Р) , 6 - Електромеханічний перетворювач (ЕМП), 7 - Золотник (3), 8 - Гідропривід (ГП), 9 - Кронштейн РЦБ(К), 10 - Датчик положення полоси (ДПП), 11- Металева полоса (МП), 12 - Коректуючий підсилювач (КП), 13 - Схема порівняння (СП), 14 - Підсилювач потужності (ПП) , А-А - Плечо прикладання сили Передбачуваний винахід характеризується наступною сукупністю суттєвих ознак, яка дозволяє досягти ефекту при його реалізації) №п п Суттєві ознаки 1 Визначення розміру зміщення полоси відносно продольної ВІСІ агрегату Формування заданого кута розвороту рами центруючого барабану відносно його середнього положення Вимірювання фактичного положення рами центруючого барабану Порівняння фактичного положення рами центруючого барабану з заданим Формування керуючого сигналу на гідропривід рами центруючого барабану пропорційно різниці між заданим та фактичним положенням рами центруючого барабану Розворот рами центруючого барабану до заданого положення Кріплення корпуса силового гідроциліндру пдроприводу до агрегата виконують за допомогою шарніру Керуючий вплив до поворотної рами центруючого барабану докладають у напрямі, перпендикулярному плечу докладання сили 2 3 4 5 6 7 8 З перелічених у таблиці суттєвих ознак ознаки, наведені у п п 3,4,5,7,8 є ВІДМІТНИМИ, а їх наявність при реалізації способу достатня в усіх випад Наявність даної ознаки у прототипі Є Є Нема Нема Нема Є Нема Нема ках, на які поширюється обсяг правової охорони Для реалізації суттєвих ВІДМІТНИХ ознак по п п 3,4 необхідно у системі, яка його реалізує, за 51960 формі безконтактного поворотного трансформатору, ротор якого кінематично з'єднаний зі штоком ГП, а статор жорстко з'єднаний з корпусом ГП, який у свою чергу шарнірно з'єднаний з А При чому ЕМП, З, ДЗЗ, ГП у цій системі конструктивно розміщені у корпусі ГП та у сукупності являють собою так званий електрогідравлічний привід (ЕГП) У системі що реалізує передбачуваний спосіб на виході КП формують сигнал пропорційний заданому положенню штока ГП (та кінематичне зв'язаної з ним РЦБ), а на виході СП формують керуючий сигнал, пропорційний неспівпаданню заданого та фактичного положень штоку ГП За вищевказаним описом ЕГП, у ньому ДЗЗ вимірює фактичне положення вихідного елемента системи — штока ГП відносно корпусу ГП Таким чином у системі (на відміну від прототипу) присутня інформація про фактичне положення РЦБ В разі неспівпадання фактичного положення РЦБ з и заданим положенням (з будь яких причин) на виході СП буде присутній керуючий сигнал, пропорційний цьому неспівпаданню аж до пір доки де неспівпадання не буде відпрацьовано штоком ЕГП Тобто на відміну від прототипу у системі що реалізує передбачуваний спосіб негативним зворотним зв'язком охоплені усі ЕГП, утому числі його кінцевий елемент - шток Крім цього у запропонованій системі що реалізує передбачуваний спосіб кріплення корпуса ЕГП до агрегату виконують за допомогою шарніру стасувати вимірювання положення штоку пдроприводу (або РЦБ) відносно А Для реалізації суттєвої відмітної ознаки по п 5 необхідно у системі, яка його реалізує, сформувати керуючий сигнал на ГП пропорційно різниці між заданим та фактичним положенням рами центруючого барабану Для реалізації суттєвої відмітної ознаки по п 7 необхідно у системі, яка його реалізує, застосувати шарнірне з'єднання корпусу ГП до А, у ролі якого можна використати, наприклад, кульовий шарнир Для реалізації суттєвої відмітної ознаки по п 8 необхідно у системі, яка його реалізує розвернути корпус ГП навколо осі шарнірного з'єднання штока ГП з кронштейном РЦБ та закріпити його шарнірно до А таким чином, щоб напрямок докладання керуючого впливу до поворотної рами центруючого барабану був зорієнтований перпендикулярно плечу докладання керуючої сили, тобто перпендикулярно стрічці (А-А на ФігЗ) що з'єднує вісь шарнірного кріплення штока ГП до кронштейну РЦБ з віссю обертання РЦБ У системі, що реалізує передбачуваний спосіб ЕМП виконаний у формі малогабаритного електромагнітного перетворювача (наприклад, поляризованого реле з гідравлічними заслонками), який перетворює електричний сигнал у переміщення гідравлічних заслонок, котрі, у свою чергу, відкривають та закривають певні канали для подачі робочої рідини у золотник, тим самим керують його переміщенням, а він вже керує подачею робочої рідини до силового цилиндру ГП у якому переміщується поршень зі штоком ГП ДЗЗ виконано у Фіг Завдяки всьому цьому підвищується надійність та ефективність роботи як системи керування МЦ полоси так і АГБЦ в цілому 1 51960 4 дзз 10 ЯПП 12 КП Nf 13 СП 14 ПП 6 ЕМП 7 5 Р 3 А і і і 11 МП 2 ЦБ Фіг. 2 Фхг 3 1 Ґ РЦБ 9 К 8 гп 51960 10 1 1 1 і 1 -5. 1 ДЇЇП 2 > • — — 4 ПП 3 т І 1 1 1 і 1 -s 1 > СП ЕГП 4 лзз 5 ЕМП 8 7 3 ГП 1 1 • — 11 МП rs£. 2 ґ ЦБ Фіг. 4 1 РЦБ 9 К
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling the mechanism of centering steel band at the unit for continuous hot zinc-coating, and system for its implementation
Автори англійськоюBudnikov Volodymyr Ivanovych, Hladkovskyi Savelii Petrovych, Dorenskyi Volodymyr Mykolaiovych, Zelenskyi Viktor Yevhenovych, Kravtsov Oleksii Vadymovych, Norka Serhii Petrovych, Oschepkov Anatolii Mykolaiovych
Назва патенту російськоюСпособ управления механизмом центрирования стальной ленты на агрегате непрерывного горячего цинкования и система для его реализации
Автори російськоюБудников Владимир Иванович, Гладковский Савелий Петрович, Доренский Владимир Николаевич, Зеленский Виктор Евгеньевич, Кравцов Алексей Вадимович, Норка Сергей Петрович, Ощепков Анатолий Николаевич
МПК / Мітки
МПК: B23D 25/00
Мітки: центрування, реалізації, система, керування, гарячого, цинкування, стрічки, безперервного, спосіб, сталевої, агрегаті, механізмом
Код посилання
<a href="https://ua.patents.su/5-51960-sposib-keruvannya-mekhanizmom-centruvannya-stalevo-strichki-na-agregati-bezperervnogo-garyachogo-cinkuvannya-ta-sistema-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування механізмом центрування сталевої стрічки на агрегаті безперервного гарячого цинкування та система для його реалізації</a>
Підвіска для гарячого цинкування труб у вертикальному агрегаті
Номер патенту: 15837
Опубліковано: 30.06.1997
Автори: Гращенков Сергій Ілліч, Солошенко Микола Павлович, Шишин Олег Іванович
МПК: C23C 2/06
Мітки: агрегаті, цинкування, труб, гарячого, підвіска, вертикальному
Формула / Реферат:
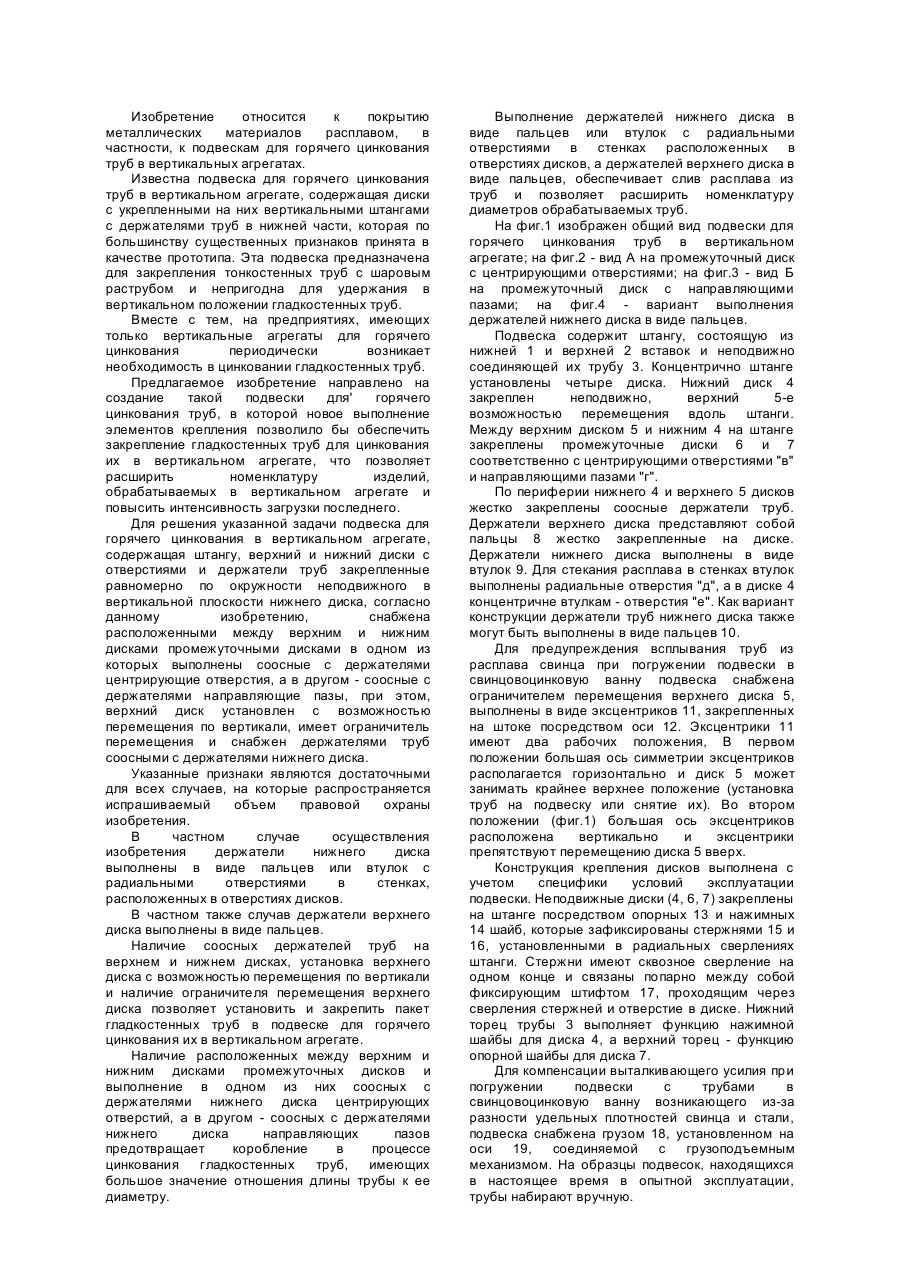
1. Подвеска для горячего цинкования труб в вертикальном агрегате, содержащая штангу, верхний и нижний диски с отверстиями и держатели труб, закрепленные равномерно по окружности неподрижного в вертикальной плоскости нижнего диска, отличающаяся тем, что она снабжена расположенными между верхним и нижним дисками, промежуточными дисками, в одном из которых выполнены соосные с держателями центрирующие отверстия, а в другом - соосные с...
Спосіб виміру, контролю і керування загальношахтними процесами виробництва та система для його реалізації
Номер патенту: 23948
Опубліковано: 31.08.1998
Автори: Кащич Анатолій Михайлович, Журибіда Василь Іванович, Матвієнко Микола Павлович, Пилипенко Володимир Григорович, Сіпатов Сергій Сергійович, Морозов Анатолій Олексійович
МПК: G05B 15/00, G06F 15/18
Мітки: реалізації, контролю, виміру, загальношахтними, виробництва, спосіб, керування, система, процесами
Текст:
...- N2, раз,.... k-ая - Nk раз. При этом Тогда с учетом формулы (3) можно записать, что полный цикл измерения и контроля состояния объекта при использовании предлагаемого способа сокращается до величины где Отсюда следует, что благодаря повышению быстродействия измерения и контроля обеспечивается резервирование каналов опроса в течение времени Тсв, где дли тельность резервирования причем Tk - интервал времени между последовательными...
Автоматичний пристрій керування механізмом поперечного розтину стрічки скла

Номер патенту: 35836
Опубліковано: 16.04.2001
Автори: Черножуков Леонід Іванович, Черножуков Іван Федорович
МПК: C03B 9/00, C03B 33/00
Мітки: скла, розтину, пристрій, стрічки, механізмом, керування, поперечного, автоматичний
Формула / Реферат:
1. Автоматичний пристрій керування механізмом поперечного розтину стрічки скла, який включає вимірювальний елемент, з'єднаний з давачем кутових переміщень, який відрізняється тим, що він додатково включає електронний коректор лічильник імпульсів, лічильник поточної довжини стрічки скла, обчислювач з блоком керування механізмом поперечного розтину стрічки скла, з'єднані між собою послідовно,...
Спосіб направлення і розвороту сталевої стрічки під час її переміщення крізь установку для безперервної обробки і пристрій для його здійснення
Номер патенту: 26340
Опубліковано: 30.08.1999
Автори: Вангерін Герхард, Ріхерт Вітольд
МПК: B21B 41/00, B65H 20/00
Мітки: здійснення, переміщення, крізь, пристрій, установку, розвороту, стрічки, спосіб, обробки, сталевої, направлення, безперервної
Формула / Реферат:
1. Способ направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки с несколькими позициями обработки, при котором направление прохождения и/или линии прохождения ленты произвольно регулируют, ленту вводят в колонну для разворота, в которой аналогично вертикальному петлевому накопителю пропускают через вертикально расположенные на расстоянии друг от друга верхние и нижние направляющие ролики, и...
Ванна (варіанти) та спосіб гарячого цинкування
Номер патенту: 48215
Опубліковано: 15.08.2002
Автори: Соколовскі Рішар Брюно, Жіль Майкл
МПК: C22C 18/00, C23C 2/06
Мітки: варіанти, цинкування, ванна, гарячого, спосіб
Формула / Реферат:
1. Ванна для гарячого цинкування з легованим цинком, яка відрізняється тим, що до її складу входять 3-15 мас. % олова, свинець у концентрації до насичення, до 0,06 мас. % щонайменше одного металу з групи, до якої входять алюміній, кальцій та магній, і решта - цинк будь-якої якості, від переплавленого цинкового скрапу до цинку марки SHG (спеціальний, високого рівня чистоти).2. Ванна для гарячого цинкування з легованим цинком, яка...
Попередній патент: Штам культивованих клітин женьшеню panax ginseng c.a.mey.-продуцент біологічно активних речовин
Наступний патент: Компресорна установка для стиснення водню
Випадковий патент: Литий двошаровий борошномельний валець