Установка для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 78891
Опубліковано: 25.04.2007
Автори: Беренс Хольгер, Брісбергер Рольф, Фалькенхан Бодо, Тенькхофф Бернхард, Ціленбах Міхель
Формула / Реферат
1. Установка для нанесення покриття на металевий виріб (1), зокрема на сталеву штабу, зануренням у розплав, в якій металевий виріб (1) проходить по вертикалі через ємність (3), що містить розплавлений метал (2) покриття, і розташований перед ємністю напрямний канал (4), при цьому по обидві сторони від металевого виробу (1) у зоні напрямного каналу (4) передбачені щонайменше два індуктори (5), що створюють електромагнітне поле, яке утримує метал (2) покриття в ємності (3), яка відрізняється тим, що у зоні днища (6) ємності (3) над напрямним каналом (4) передбачений запірний засіб (7, 7'), який у першому положенні забезпечує надходження розплавленого металу (2) покриття до металевого виробу (1) і/або до напрямного каналу (4), і у другому положенні перешкоджає надходженню розплавленого металу (2) покриття до металевого виробу (1) і/або до напрямного каналу (4), при цьому запірний засіб (7, 7') виконаний у вигляді заслінки, рухомої відносно днища (6) ємності (3).
2. Установка за п.1, яка відрізняється тим, що заслінка виконана у вигляді двох взаємодіючих деталей (7, 7') з можливістю переміщення перпендикулярно поверхні металевого виробу (1).
3. Установка за п.1, яка відрізняється тим, що заслінка виконана з можливістю переміщення у напрямі (R) подачі металевого виробу (1).
4. Установка за п.3, яка відрізняється тим, що заслінка виконана у вигляді однієї деталі і має форму короба.
5. Установка за будь-яким з пп.1-4, яка відрізняється тим, що у верхній, віддаленій від днища (6) ємності (3) кінцевої зони (8) заслінки передбачений накривний засіб (9).
6. Установка за п.5, яка відрізняється тим, що накривний засіб (9) виконаний у вигляді ділянки стінки, що проходить паралельно днищу (6) ємності (3).
7. Установка за п.5, яка відрізняється тим, що накривний засіб (9) виконаний у вигляді пластини, що має виїмку (10) у вигляді щілини для проходження металевого виробу (1).
8. Установка за будь-яким з пп.1-7, яка відрізняється тим, що запірний засіб (7, 7'), зокрема заслінка, з'єднаний з ручним, пневматичним або гідравлічним переміщувальним засобом.
9. Установка за п.8, яка відрізняється тим, що переміщувальний засіб (11) з'єднаний з системою керування установки, яка забезпечує подачу або переривання розплавленого металу (2) покриття до металевого виробу (1) і/або до напрямного каналу (4).
Текст
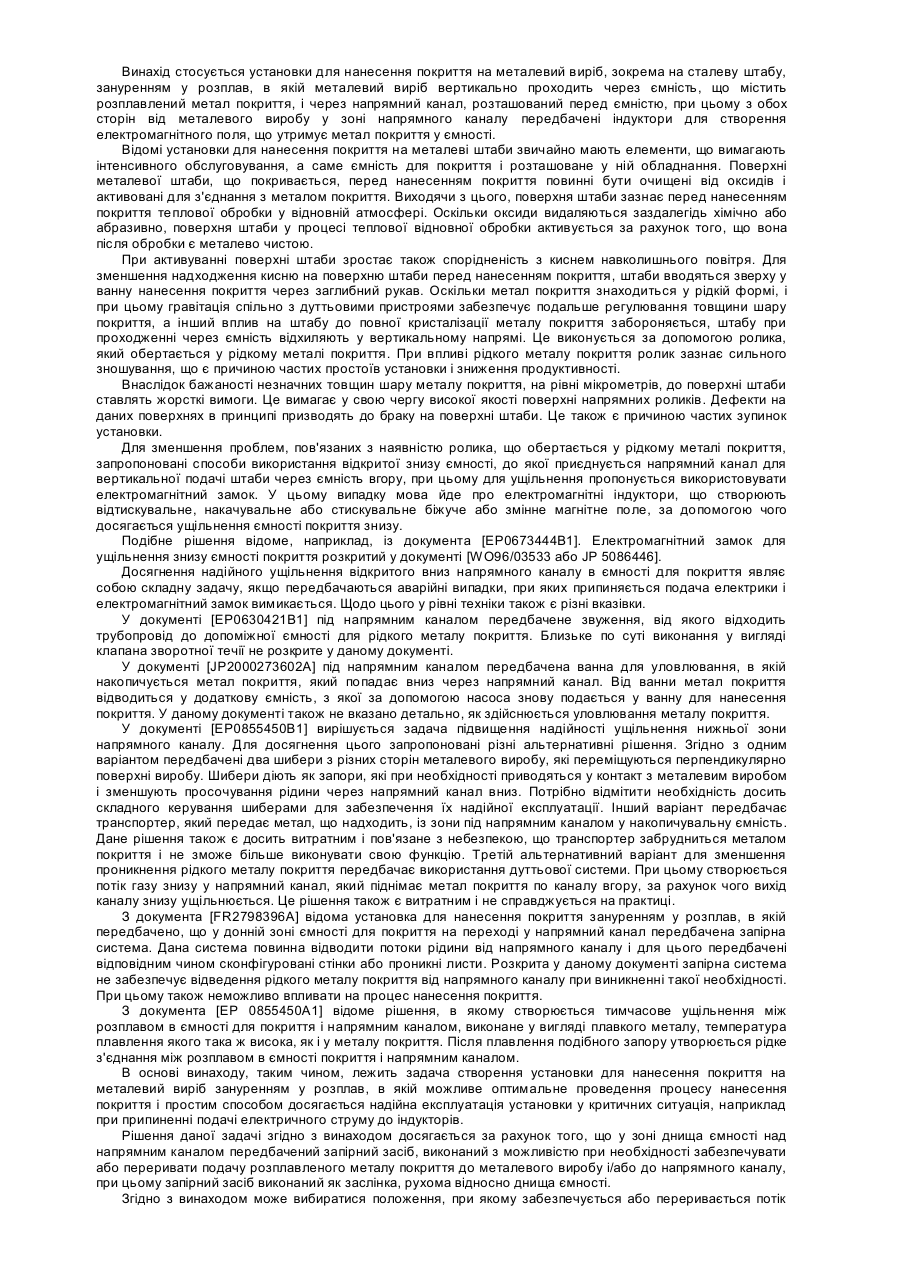
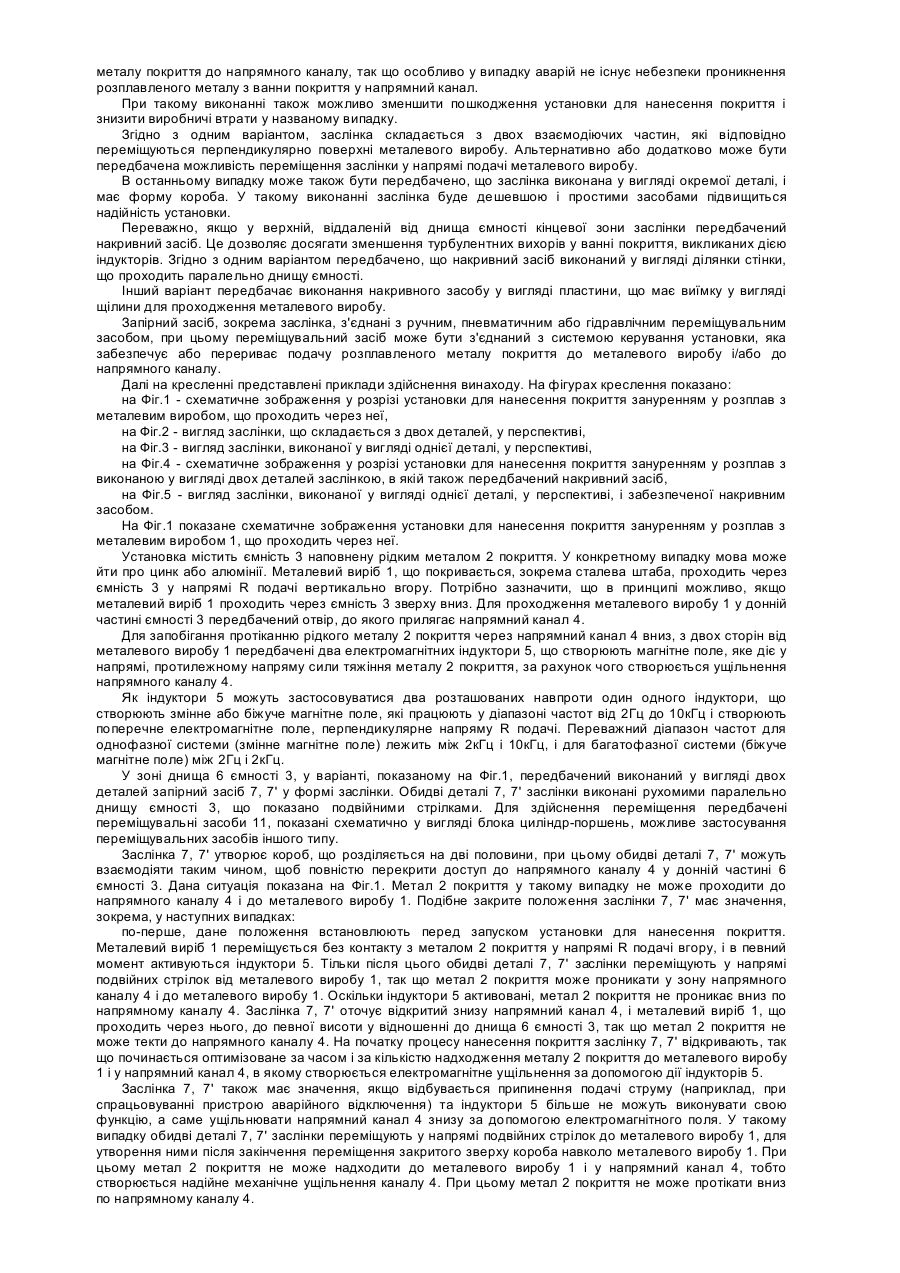
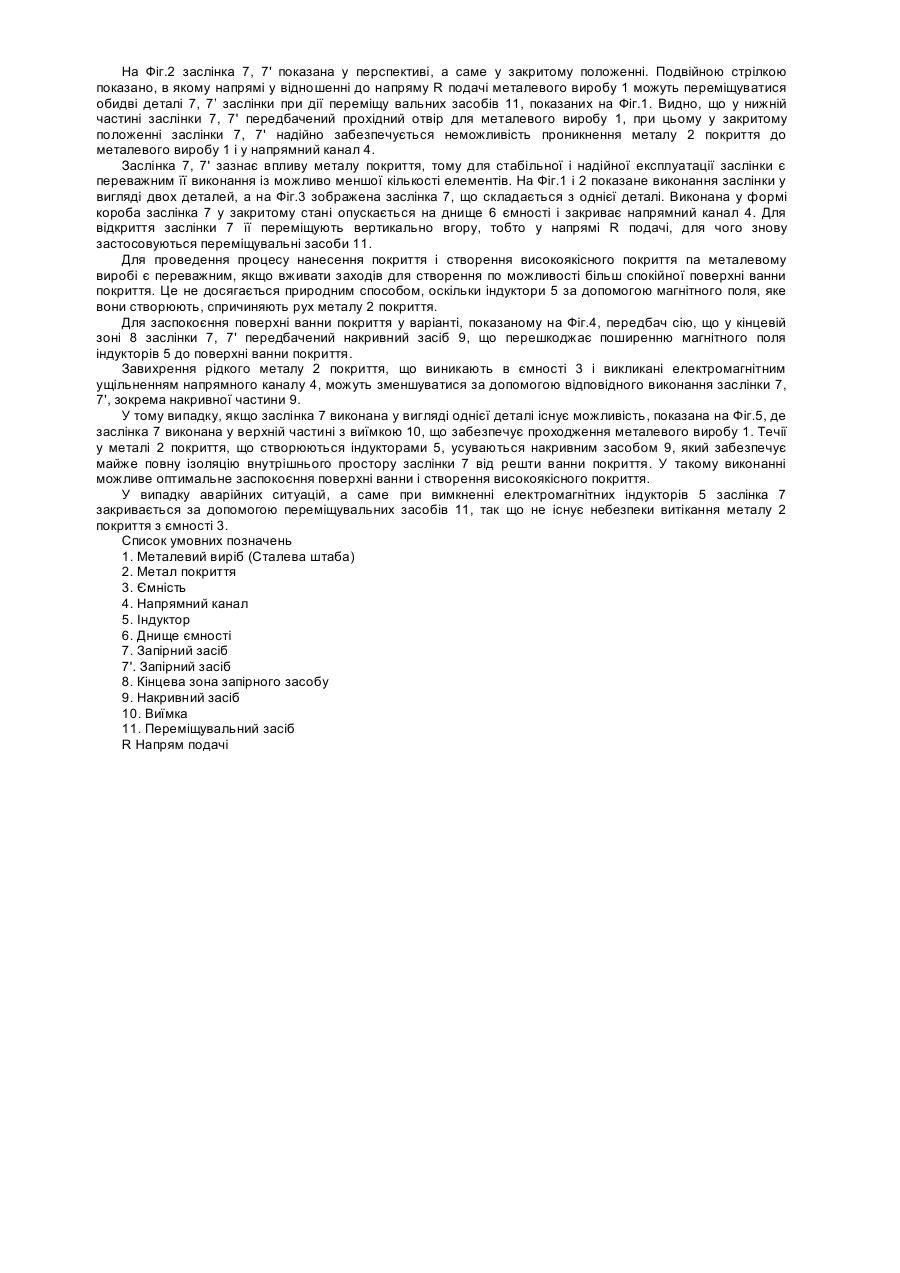
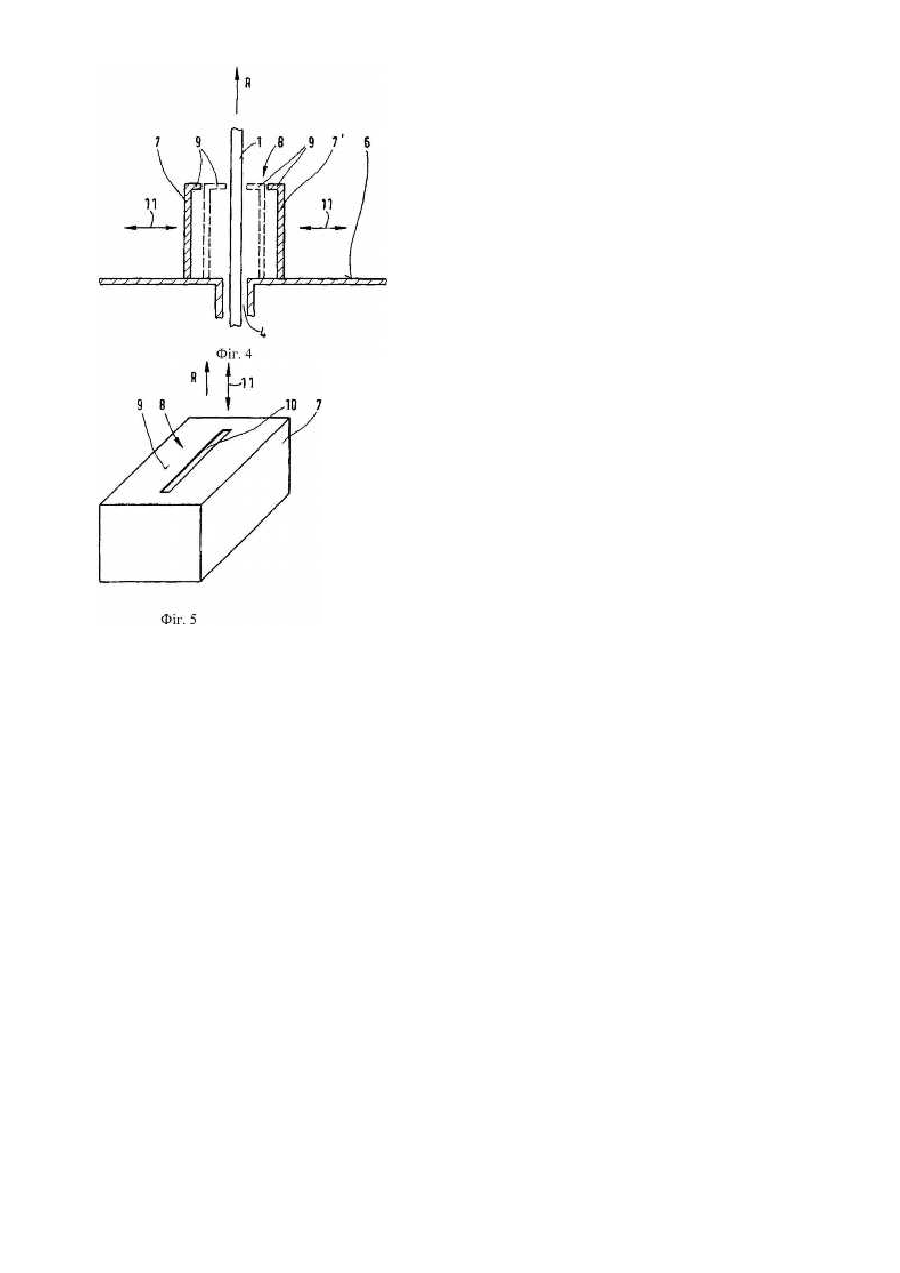
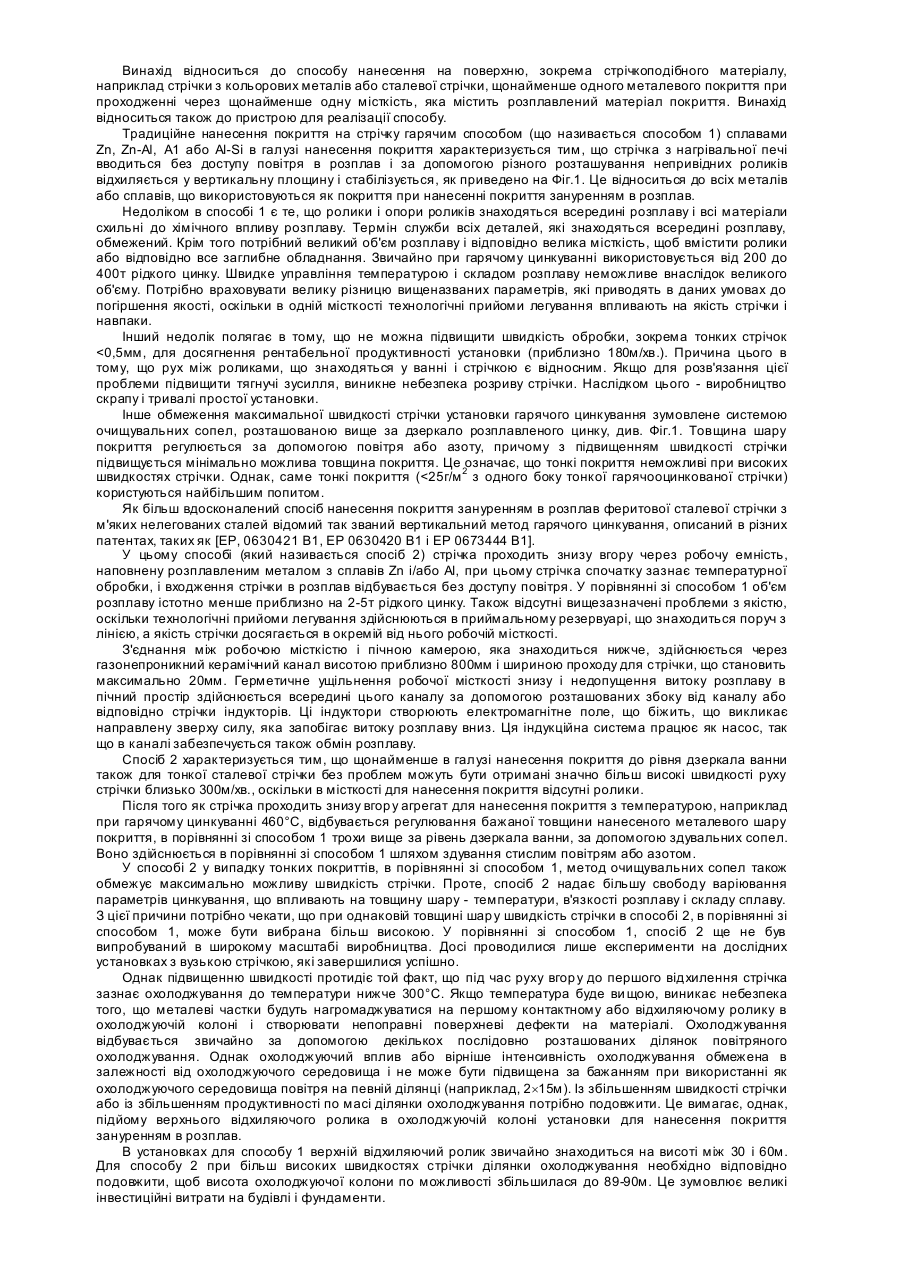
Винахід стосується установки для нанесення покриття на металевий виріб, зокрема на сталеву штабу, зануренням у розплав, в якій металевий виріб вертикально проходить через ємність, що містить розплавлений метал покриття, і через напрямний канал, розташований перед ємністю, при цьому з обох сторін від металевого виробу у зоні напрямного каналу передбачені індуктори для створення електромагнітного поля, що утримує метал покриття у ємності. Відомі установки для нанесення покриття на металеві штаби звичайно мають елементи, що вимагають інтенсивного обслуговування, а саме ємність для покриття і розташоване у ній обладнання. Поверхні металевої штаби, що покривається, перед нанесенням покриття повинні бути очищені від оксидів і активовані для з'єднання з металом покриття. Виходячи з цього, поверхня штаби зазнає перед нанесенням покриття теплової обробки у відновній атмосфері. Оскільки оксиди видаляються заздалегідь хімічно або абразивно, поверхня штаби у процесі теплової відновної обробки активується за рахунок того, що вона після обробки є металево чистою. При активуванні поверхні штаби зростає також спорідненість з киснем навколишнього повітря. Для зменшення надходження кисню на поверхню штаби перед нанесенням покриття, штаби вводяться зверху у ванну нанесення покриття через заглибний рукав. Оскільки метал покриття знаходиться у рідкій формі, і при цьому гравітація спільно з дуттьовими пристроями забезпечує подальше регулювання товщини шару покриття, а інший вплив на штабу до повної кристалізації металу покриття забороняється, штабу при проходженні через ємність відхиляють у вертикальному напрямі. Це виконується за допомогою ролика, який обертається у рідкому металі покриття. При впливі рідкого металу покриття ролик зазнає сильного зношування, що є причиною частих простоїв установки і зниження продуктивності. Внаслідок бажаності незначних товщин шару металу покриття, на рівні мікрометрів, до поверхні штаби ставлять жорсткі вимоги. Це вимагає у свою чергу високої якості поверхні напрямних роликів. Дефекти на даних поверхнях в принципі призводять до браку на поверхні штаби. Це також є причиною частих зупинок установки. Для зменшення проблем, пов'язаних з наявністю ролика, що обертається у рідкому металі покриття, запропоновані способи використання відкритої знизу ємності, до якої приєднується напрямний канал для вертикальної подачі штаби через ємність вгору, при цьому для ущільнення пропонується використовувати електромагнітний замок. У цьому випадку мова йде про електромагнітні індуктори, що створюють відтискувальне, накачувальне або стискувальне біжуче або змінне магнітне поле, за допомогою чого досягається ущільнення ємності покриття знизу. Подібне рішення відоме, наприклад, із документа [ЕР0673444В1]. Електромагнітний замок для ущільнення знизу ємності покриття розкритий у документі [WO96/03533 або JP 5086446]. Досягнення надійного ущільнення відкритого вниз напрямного каналу в ємності для покриття являє собою складну задачу, якщо передбачаються аварійні випадки, при яких припиняється подача електрики і електромагнітний замок вимикається. Щодо цього у рівні техніки також є різні вказівки. У документі [ЕР0630421В1] під напрямним каналом передбачене звуження, від якого відходить трубопровід до допоміжної ємності для рідкого металу покриття. Близьке по суті виконання у вигляді клапана зворотної течії не розкрите у даному документі. У документі [JP2000273602A] під напрямним каналом передбачена ванна для уловлювання, в якій накопичується метал покриття, який попадає вниз через напрямний канал. Від ванни метал покриття відводиться у додаткову ємність, з якої за допомогою насоса знову подається у ванну для нанесення покриття. У даному документі також не вказано детально, як здійснюється уловлювання металу покриття. У документі [ЕР0855450В1] вирішується задача підвищення надійності ущільнення нижньої зони напрямного каналу. Для досягнення цього запропоновані різні альтернативні рішення. Згідно з одним варіантом передбачені два шибери з різних сторін металевого виробу, які переміщуються перпендикулярно поверхні виробу. Шибери діють як запори, які при необхідності приводяться у контакт з металевим виробом і зменшують просочування рідини через напрямний канал вниз. Потрібно відмітити необхідність досить складного керування шиберами для забезпечення їх надійної експлуатації. Інший варіант передбачає транспортер, який передає метал, що надходить, із зони під напрямним каналом у накопичувальну ємність. Дане рішення також є досить витратним і пов'язане з небезпекою, що транспортер забрудниться металом покриття і не зможе більше виконувати свою функцію. Третій альтернативний варіант для зменшення проникнення рідкого металу покриття передбачає використання дуттьової системи. При цьому створюється потік газу знизу у напрямний канал, який піднімає метал покриття по каналу вгору, за рахунок чого вихід каналу знизу ущільнюється. Це рішення також є витратним і не справджується на практиці. З документа [FR2798396A] відома установка для нанесення покриття зануренням у розплав, в якій передбачено, що у донній зоні ємності для покриття на переході у напрямний канал передбачена запірна система. Дана система повинна відводити потоки рідини від напрямного каналу і для цього передбачені відповідним чином сконфігуровані стінки або проникні листи. Розкрита у даному документі запірна система не забезпечує відведення рідкого металу покриття від напрямного каналу при виникненні такої необхідності. При цьому також неможливо впливати на процес нанесення покриття. З документа [ЕР 0855450А1] відоме рішення, в якому створюється тимчасове ущільнення між розплавом в ємності для покриття і напрямним каналом, виконане у вигляді плавкого металу, температура плавлення якого така ж висока, як і у металу покриття. Після плавлення подібного запору утворюється рідке з'єднання між розплавом в ємності покриття і напрямним каналом. В основі винаходу, таким чином, лежить задача створення установки для нанесення покриття на металевий виріб зануренням у розплав, в якій можливе оптимальне проведення процесу нанесення покриття і простим способом досягається надійна експлуатація установки у критичних ситуація, наприклад при припиненні подачі електричного струму до індукторів. Рішення даної задачі згідно з винаходом досягається за рахунок того, що у зоні днища ємності над напрямним каналом передбачений запірний засіб, виконаний з можливістю при необхідності забезпечувати або переривати подачу розплавленого металу покриття до металевого виробу і/або до напрямного каналу, при цьому запірний засіб виконаний як заслінка, рухома відносно днища ємності. Згідно з винаходом може вибиратися положення, при якому забезпечується або переривається потік металу покриття до напрямного каналу, так що особливо у випадку аварій не існує небезпеки проникнення розплавленого металу з ванни покриття у напрямний канал. При такому виконанні також можливо зменшити пошкодження установки для нанесення покриття і знизити виробничі втрати у названому випадку. Згідно з одним варіантом, заслінка складається з двох взаємодіючих частин, які відповідно переміщуються перпендикулярно поверхні металевого виробу. Альтернативно або додатково може бути передбачена можливість переміщення заслінки у напрямі подачі металевого виробу. В останньому випадку може також бути передбачено, що заслінка виконана у вигляді окремої деталі, і має форму короба. У такому виконанні заслінка буде дешевшою і простими засобами підвищиться надійність установки. Переважно, якщо у верхній, віддаленій від днища ємності кінцевої зони заслінки передбачений накривний засіб. Це дозволяє досягати зменшення турбулентних вихорів у ванні покриття, викликаних дією індукторів. Згідно з одним варіантом передбачено, що накривний засіб виконаний у вигляді ділянки стінки, що проходить паралельно днищу ємності. Інший варіант передбачає виконання накривного засобу у вигляді пластини, що має виїмку у вигляді щілини для проходження металевого виробу. Запірний засіб, зокрема заслінка, з'єднані з ручним, пневматичним або гідравлічним переміщувальним засобом, при цьому переміщувальний засіб може бути з'єднаний з системою керування установки, яка забезпечує або перериває подачу розплавленого металу покриття до металевого виробу і/або до напрямного каналу. Далі на кресленні представлені приклади здійснення винаходу. На фігурах креслення показано: на Фіг.1 - схематичне зображення у розрізі установки для нанесення покриття зануренням у розплав з металевим виробом, що проходить через неї, на Фіг.2 - вигляд заслінки, що складається з двох деталей, у перспективі, на Фіг.3 - вигляд заслінки, виконаної у вигляді однієї деталі, у перспективі, на Фіг.4 - схематичне зображення у розрізі установки для нанесення покриття зануренням у розплав з виконаною у вигляді двох деталей заслінкою, в якій також передбачений накривний засіб, на Фіг.5 - вигляд заслінки, виконаної у вигляді однієї деталі, у перспективі, і забезпеченої накривним засобом. На Фіг.1 показане схематичне зображення установки для нанесення покриття зануренням у розплав з металевим виробом 1, що проходить через неї. Установка містить ємність 3 наповнену рідким металом 2 покриття. У конкретному випадку мова може йти про цинк або алюмінії. Металевий виріб 1, що покривається, зокрема сталева штаба, проходить через ємність 3 у напрямі R подачі вертикально вгору. Потрібно зазначити, що в принципі можливо, якщо металевий виріб 1 проходить через ємність 3 зверху вниз. Для проходження металевого виробу 1 у донній частині ємності 3 передбачений отвір, до якого прилягає напрямний канал 4. Для запобігання протіканню рідкого металу 2 покриття через напрямний канал 4 вниз, з двох сторін від металевого виробу 1 передбачені два електромагнітних індуктори 5, що створюють магнітне поле, яке діє у напрямі, протилежному напряму сили тяжіння металу 2 покриття, за рахунок чого створюється ущільнення напрямного каналу 4. Як індуктори 5 можуть застосовуватися два розташованих навпроти один одного індуктори, що створюють змінне або біжуче магнітне поле, які працюють у діапазоні частот від 2Гц до 10кГц і створюють поперечне електромагнітне поле, перпендикулярне напряму R подачі. Переважний діапазон частот для однофазної системи (змінне магнітне поле) лежить між 2кГц і 10кГц, і для багатофазної системи (біжуче магнітне поле) між 2Гц і 2кГц. У зоні днища 6 ємності 3, у варіанті, показаному на Фіг.1, передбачений виконаний у вигляді двох деталей запірний засіб 7, 7' у формі заслінки. Обидві деталі 7, 7' заслінки виконані рухомими паралельно днищу ємності 3, що показано подвійними стрілками. Для здійснення переміщення передбачені переміщувальні засоби 11, показані схематично у вигляді блока циліндр-поршень, можливе застосування переміщувальних засобів іншого типу. Заслінка 7, 7' утворює короб, що розділяється на дві половини, при цьому обидві деталі 7, 7' можуть взаємодіяти таким чином, щоб повністю перекрити доступ до напрямного каналу 4 у донній частині 6 ємності 3. Дана ситуація показана на Фіг.1. Метал 2 покриття у такому випадку не може проходити до напрямного каналу 4 і до металевого виробу 1. Подібне закрите положення заслінки 7, 7' має значення, зокрема, у наступних випадках: по-перше, дане положення встановлюють перед запуском установки для нанесення покриття. Металевий виріб 1 переміщується без контакту з металом 2 покриття у напрямі R подачі вгору, і в певний момент активуються індуктори 5. Тільки після цього обидві деталі 7, 7' заслінки переміщують у напрямі подвійних стрілок від металевого виробу 1, так що метал 2 покриття може проникати у зону напрямного каналу 4 і до металевого виробу 1. Оскільки індуктори 5 активовані, метал 2 покриття не проникає вниз по напрямному каналу 4. Заслінка 7, 7' оточує відкритий знизу напрямний канал 4, і металевий виріб 1, що проходить через нього, до певної висоти у відношенні до днища 6 ємності 3, так що метал 2 покриття не може текти до напрямного каналу 4. На початку процесу нанесення покриття заслінку 7, 7' відкривають, так що починається оптимізоване за часом і за кількістю надходження металу 2 покриття до металевого виробу 1 і у напрямний канал 4, в якому створюється електромагнітне ущільнення за допомогою дії індукторів 5. Заслінка 7, 7' також має значення, якщо відбувається припинення подачі струму (наприклад, при спрацьовуванні пристрою аварійного відключення) та індуктори 5 більше не можуть виконувати свою функцію, а саме ущільнювати напрямний канал 4 знизу за допомогою електромагнітного поля. У такому випадку обидві деталі 7, 7' заслінки переміщують у напрямі подвійних стрілок до металевого виробу 1, для утворення ними після закінчення переміщення закритого зверху короба навколо металевого виробу 1. При цьому метал 2 покриття не може надходити до металевого виробу 1 і у напрямний канал 4, тобто створюється надійне механічне ущільнення каналу 4. При цьому метал 2 покриття не може протікати вниз по напрямному каналу 4. На Фіг.2 заслінка 7, 7' показана у перспективі, а саме у закритому положенні. Подвійною стрілкою показано, в якому напрямі у відношенні до напряму R подачі металевого виробу 1 можуть переміщуватися обидві деталі 7, 7’ заслінки при дії переміщу вальних засобів 11, показаних на Фіг.1. Видно, що у нижній частині заслінки 7, 7' передбачений прохідний отвір для металевого виробу 1, при цьому у закритому положенні заслінки 7, 7' надійно забезпечується неможливість проникнення металу 2 покриття до металевого виробу 1 і у напрямний канал 4. Заслінка 7, 7' зазнає впливу металу покриття, тому для стабільної і надійної експлуатації заслінки є переважним її виконання із можливо меншої кількості елементів. На Фіг.1 і 2 показане виконання заслінки у вигляді двох деталей, а на Фіг.3 зображена заслінка 7, що складається з однієї деталі. Виконана у формі короба заслінка 7 у закритому стані опускається на днище 6 ємності і закриває напрямний канал 4. Для відкриття заслінки 7 її переміщують вертикально вгору, тобто у напрямі R подачі, для чого знову застосовуються переміщувальні засоби 11. Для проведення процесу нанесення покриття і створення високоякісного покриття па металевому виробі є переважним, якщо вживати заходів для створення по можливості більш спокійної поверхні ванни покриття. Це не досягається природним способом, оскільки індуктори 5 за допомогою магнітного поля, яке вони створюють, спричиняють рух металу 2 покриття. Для заспокоєння поверхні ванни покриття у варіанті, показаному на Фіг.4, передбач сію, що у кінцевій зоні 8 заслінки 7, 7' передбачений накривний засіб 9, що перешкоджає поширенню магнітного поля індукторів 5 до поверхні ванни покриття. Завихрення рідкого металу 2 покриття, що виникають в ємності 3 і викликані електромагнітним ущільненням напрямного каналу 4, можуть зменшуватися за допомогою відповідного виконання заслінки 7, 7', зокрема накривної частини 9. У тому випадку, якщо заслінка 7 виконана у вигляді однієї деталі існує можливість, показана на Фіг.5, де заслінка 7 виконана у верхній частині з виїмкою 10, що забезпечує проходження металевого виробу 1. Течії у металі 2 покриття, що створюються індукторами 5, усуваються накривним засобом 9, який забезпечує майже повну ізоляцію внутрішнього простору заслінки 7 від решти ванни покриття. У такому виконанні можливе оптимальне заспокоєння поверхні ванни і створення високоякісного покриття. У випадку аварійних ситуацій, а саме при вимкненні електромагнітних індукторів 5 заслінка 7 закривається за допомогою переміщувальних засобів 11, так що не існує небезпеки витікання металу 2 покриття з ємності 3. Список умовних позначень 1. Металевий виріб (Сталева штаба) 2. Метал покриття 3. Ємність 4. Напрямний канал 5. Індуктор 6. Днище ємності 7. Запірний засіб 7'. Запірний засіб 8. Кінцева зона запірного засобу 9. Накривний засіб 10. Виїмка 11. Переміщувальний засіб R Напрям подачі
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for application of coating on the metal article by immersion into the melt
Автори англійськоюBrisberger Rolf, Behrens Holger
Назва патенту російськоюУстановка для нанесения покрытия на металлическое изделие погружением в расплав
Автори російськоюБрисбергер Рольф, Беренс Хольгер
МПК / Мітки
МПК: C23C 2/00
Мітки: зануренням, виріб, нанесення, установка, металевій, покриття, розплав
Код посилання
<a href="https://ua.patents.su/5-78891-ustanovka-dlya-nanesennya-pokrittya-na-metalevijj-virib-zanurennyam-u-rozplav.html" target="_blank" rel="follow" title="База патентів України">Установка для нанесення покриття на металевий виріб зануренням у розплав</a>
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Траковскі Вальтер, Брісбергер Рольф
Мітки: нанесення, пристрій, покриття, розплав, зануренням, здійснення, спосіб
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Металевий виріб, що має покриття для створення теплового бар’єра, і спосіб нанесення покриття
Номер патенту: 65548
Опубліковано: 15.04.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 14/22, C23C 28/00
Мітки: нанесення, теплового, покриття, створення, має, бар'єра, металевій, спосіб, виріб
Формула / Реферат:
1. Металевий виріб, який має зв'язуюче покриття на поверхні металевого виробу та керамічне покриття, що забезпечує тепловий бар'єр, розташоване на зв'язуючому покритті, містить множину стовпчастих зерен, що проходять по суті перпендикулярно до поверхні металевого виробу, і має внутрішню частину, що примикає до зв'язуючого покриття, проміжну частину, розташовану на внутрішній частині, і зовнішню частину розташовану на проміжній частині,...
Металевий виріб з термобар’єрним покриттям і спосіб нанесення покриття
Номер патенту: 63907
Опубліковано: 16.02.2004
Автор: Рікербі Девід Стеффорд
МПК: C23C 14/54, C23C 14/08, C23C 14/28, C23C 28/04
Мітки: термобар'єрним, металевій, виріб, спосіб, покриттям, покриття, нанесення
Формула / Реферат:
1. Металевий виріб, що містить зв'язувальне покриття на металевому виробі і керамічне покриття, що утворює термічний бар'єр, на зв'язувальному покритті, причому керамічне покриття, яке утворює термічний бар'єр, містить численні стовпоподібні гранули, розташовані, по суті, перпендикулярно до поверхні металевого виробу, при цьому кожна стовпоподібна гранула має численні шари, які мають субгранули, розташовані під гострим кутом до поверхні...
Установка для електролітичного нанесення металевого покриття на стрічки
Номер патенту: 57783
Опубліковано: 15.07.2003
Автори: Шіміон Вернер, Фольке Томас
МПК: C25D 17/10, C25D 7/06
Мітки: електролітичного, установка, нанесення, покриття, стрічки, металевого
Формула / Реферат:
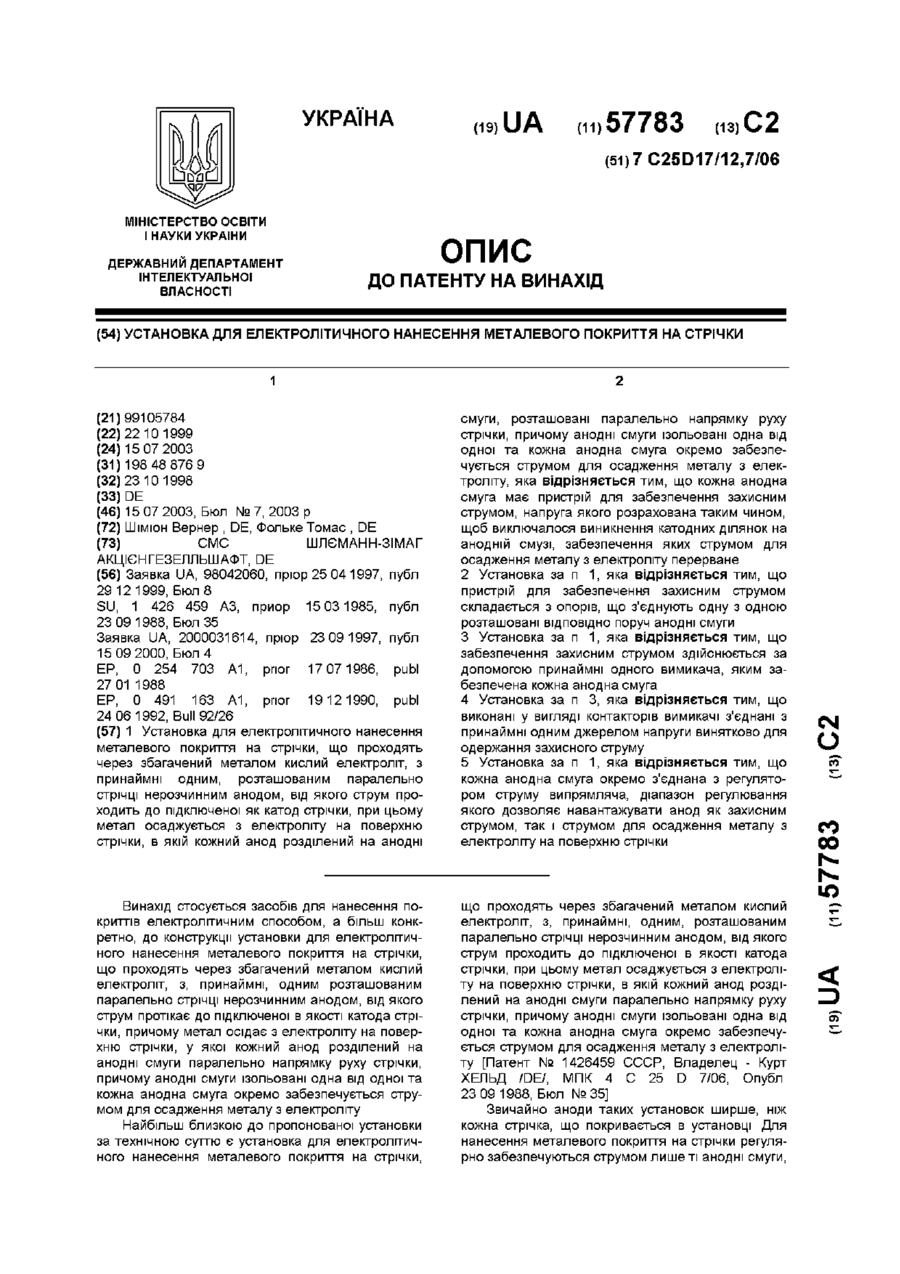
1. Установка для електролітичного нанесення металевого покриття на стрічки, що проходять через збагачений металом кислий електроліт, з принаймні одним, розташованим паралельно стрічці нерозчинним анодом, від якого струм проходить до підключеної як катод стрічки, при цьому метал осаджується з електроліту на поверхню стрічки, в якій кожний анод розділений на анодні смуги, розташовані паралельно напрямку руху стрічки, причому анодні смуги...
Установка для нанесення електролітичного покриття
Номер патенту: 50632
Опубліковано: 15.10.2002
Автори: Жарков Павло Євгенович, Смертяк Юрій Лаврентійович, Дашутін Григорій Петрович, Применко Сергій Володимирович
МПК: C25D 17/00
Мітки: покриття, установка, електролітичного, нанесення
Формула / Реферат:
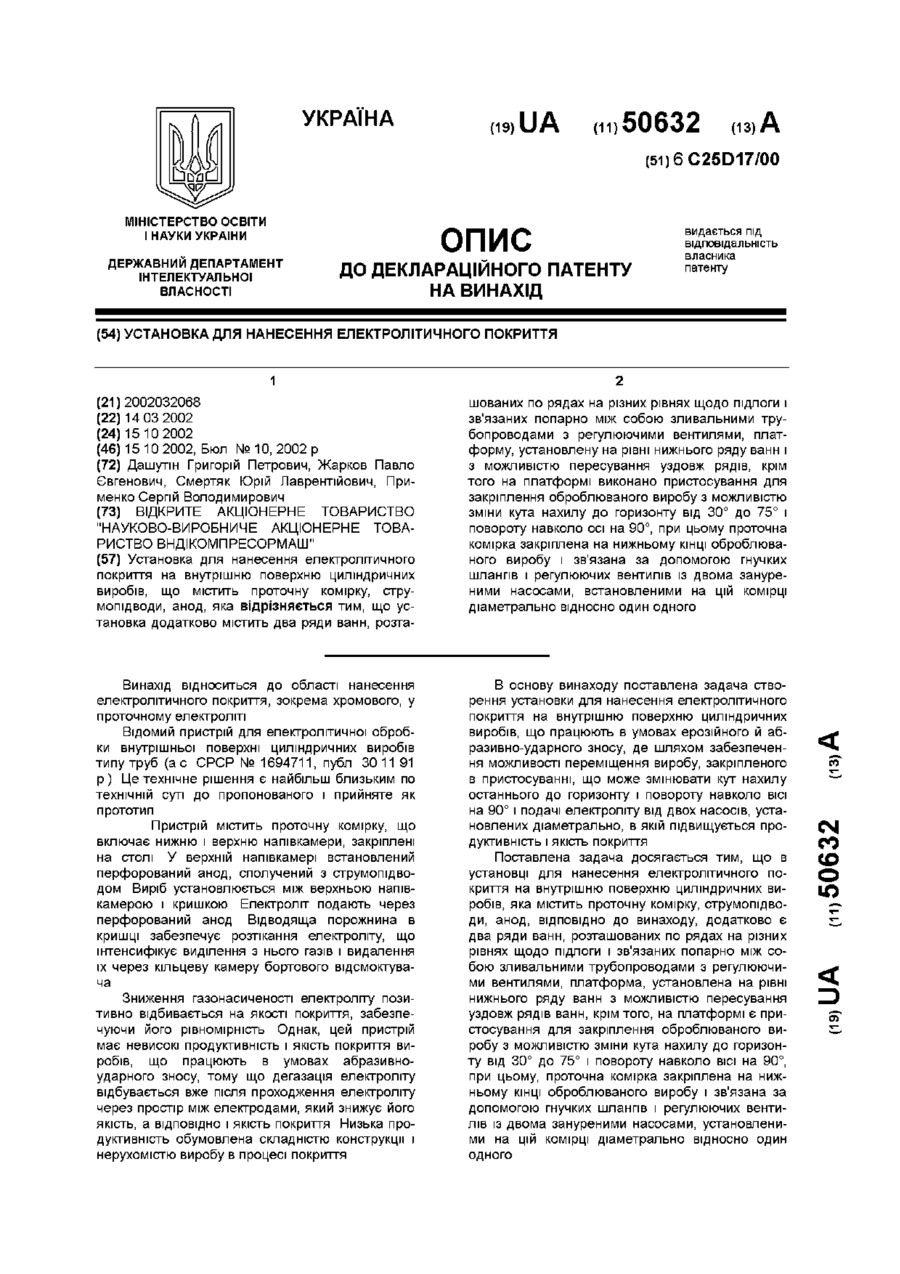
Установка для нанесення електролітичного покриття на внутрішню поверхню циліндричних виробів, що містить проточну комірку, струмопідводи, анод, яка відрізняється тим, що установка додатково містить два ряди ванн, розташованих по рядах на різних рівнях щодо підлоги і зв'язаних попарно між собою зливальними трубопроводами з регулюючими вентилями, платформу, установлену на рівні нижнього ряду ванн і з можливістю пересування уздовж рядів, крім...
Попередній патент: Спосіб виплавки металу
Наступний патент: Лінійний термочутливий елемент
Випадковий патент: Портативний перекладач