Установка для нанесення електролітичного покриття
Номер патенту: 50632
Опубліковано: 15.10.2002
Автори: Жарков Павло Євгенович, Дашутін Григорій Петрович, Применко Сергій Володимирович, Смертяк Юрій Лаврентійович
Формула / Реферат
Установка для нанесення електролітичного покриття на внутрішню поверхню циліндричних виробів, що містить проточну комірку, струмопідводи, анод, яка відрізняється тим, що установка додатково містить два ряди ванн, розташованих по рядах на різних рівнях щодо підлоги і зв'язаних попарно між собою зливальними трубопроводами з регулюючими вентилями, платформу, установлену на рівні нижнього ряду ванн і з можливістю пересування уздовж рядів, крім того на платформі виконано пристосування для закріплення оброблюваного виробу з можливістю зміни кута нахилу до горизонту від 30° до 75° і повороту навколо осі на 90°, при цьому проточна комірка закріплена на нижньому кінці оброблюваного виробу і зв'язана за допомогою гнучких шлангів і регулюючих вентилів із двома зануреними насосами, встановленими на цій комірці діаметрально відносно один одного.
Текст
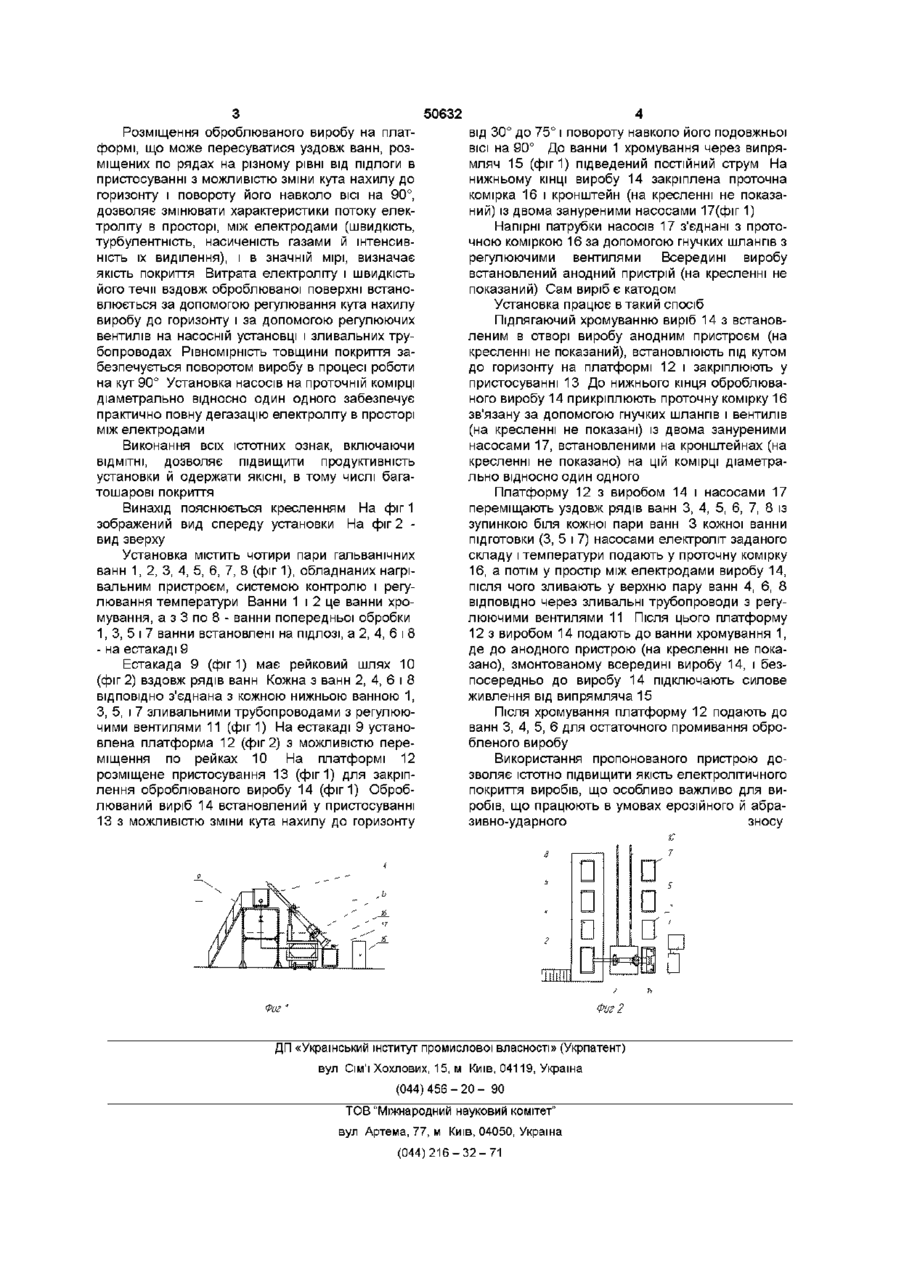
Установка для нанесення електролітичного покриття на внутрішню поверхню циліндричних виробів, що містить проточну комірку, струмопідводи, анод, яка відрізняється тим, що установка додатково містить два ряди ванн, розта шованих по рядах на різних рівнях щодо підлоги і зв'язаних попарно між собою зливальними трубопроводами з регулюючими вентилями, платформу, установлену на рівні нижнього ряду ванн і з можливістю пересування уздовж рядів, крім того на платформі виконано пристосування для закріплення оброблюваного виробу з можливістю зміни кута нахилу до горизонту від 30° до 75° і повороту навколо осі на 90°, при цьому проточна комірка закріплена на нижньому КІНЦІ оброблюваного виробу і зв'язана за допомогою гнучких шлангів і регулюючих вентилів із двома зануреними насосами, встановленими на цій комірці діаметрально відносно один одного Винахід відноситься до області нанесення електролітичного покриття, зокрема хромового, у проточному електроліті Відомий пристрій для електролітичної обробки внутрішньої поверхні циліндричних виробів типу труб (ас СРСР № 1694711, публ 30 11 91 р) Це технічне рішення є найбільш близьким по технічній суті до пропонованого і прийняте як прототип Пристрій містить проточну комірку, що включає нижню і верхню напівкамери, закріплені на столі У верхній напівкамері встановлений перфорований анод, сполучений з струмопідводом Виріб установлюється між верхньою напівкамерою і кришкою Електроліт подають через перфорований анод Відводяща порожнина в кришці забезпечує розтікання електроліту, що інтенсифікує виділення з нього газів і видалення їх через кільцеву камеру бортового відсмоктувача Зниження газонасиченості електроліту позитивно відбивається на якості покриття, забезпечуючи його рівномірність Однак, цей пристрій має невисокі продуктивність і якість покриття виробів, що працюють в умовах абразивноударного зносу, тому що дегазація електроліту відбувається вже після проходження електроліту через простір між електродами, який знижує його якість, а ВІДПОВІДНО і якість покриття Низька продуктивність обумовлена складністю конструкції і нерухомістю виробу в процесі покриття В основу винаходу поставлена задача створення установки для нанесення електролітичного покриття на внутрішню поверхню циліндричних виробів, що працюють в умовах ерозійного й абразивно-ударного зносу, де шляхом забезпечення можливості переміщення виробу, закріпленого в пристосуванні, що може змінювати кут нахилу останнього до горизонту і повороту навколо ВІСІ на 90° і подачі електроліту від двох насосів, установлених діаметрально, в якій підвищується продуктивність і якість покриття Поставлена задача досягається тим, що в установці для нанесення електролітичного покриття на внутрішню поверхню циліндричних виробів, яка містить проточну комірку, струмопідводи, анод, ВІДПОВІДНО до винаходу, додатково є два ряди ванн, розташованих по рядах на різних рівнях щодо підлоги і зв'язаних попарно між собою зливальними трубопроводами з регулюючими вентилями, платформа, установлена на рівні нижнього ряду ванн з можливістю пересування уздовж рядів ванн, крім того, на платформі є пристосування для закріплення оброблюваного виробу з можливістю зміни кута нахилу до горизонту від 30° до 75° і повороту навколо ВІСІ на 90°, при цьому, проточна комірка закріплена на нижньому КІНЦІ оброблюваного виробу і зв'язана за допомогою гнучких шлангів і регулюючих вентилів із двома зануреними насосами, установленими на цій комірці діаметрально відносно один одного со (О о ю 50632 Розміщення оброблюваного виробу на платформі, що може пересуватися уздовж ванн, розміщених по рядах на різному рівні від підлоги в пристосуванні з можливістю зміни кута нахилу до горизонту і повороту його навколо ВІСІ на 90°, дозволяє змінювати характеристики потоку електроліту в просторі, між електродами (швидкість, турбулентність, насиченість газами й інтенсивність їх виділення), і в значній мірі, визначає якість покриття Витрата електроліту і швидкість його течи вздовж оброблюваної поверхні встановлюється за допомогою регулювання кута нахилу виробу до горизонту і за допомогою регулюючих вентилів на насосній установці і зливальних трубопроводах Рівномірність товщини покриття забезпечується поворотом виробу в процесі роботи на кут 90° Установка насосів на проточній комірці діаметрально відносно один одного забезпечує практично повну дегазацію електроліту в просторі між електродами Виконання всіх істотних ознак, включаючи ВІДМІТНІ, дозволяє підвищити продуктивність установки й одержати ЯКІСНІ, В тому числі багатошарові покриття Винахід пояснюється кресленням На фіг 1 зображений вид спереду установки На фіг 2 вид зверху Установка містить чотири пари гальванічних ванн 1, 2, 3, 4, 5, 6, 7, 8 (фіг 1), обладнаних нагрівальним пристроєм, системою контролю і регулювання температури Ванни 1 і 2 це ванни хромування, а з 3 по 8 - ванни попередньої обробки 1, 3, 5 і 7 ванни встановлені на ПІДЛОЗІ, а 2, 4, 6 І 8 - на естакаді 9 Естакада 9 (фиг 1) має рейковий шлях 10 (фіг 2) вздовж рядів ванн Кожна з ванн 2, 4, 6 і 8 ВІДПОВІДНО з'єднана з кожною нижньою ванною 1, З, 5, і 7 зливальними трубопроводами з регулюючими вентилями 11 (фиг 1) На естакаді 9 установлена платформа 12 (фіг 2) з можливістю переміщення по рейках 10 На платформі 12 розміщене пристосування 13 (фіг 1) для закріплення оброблюваного виробу 14 (фіг 1) Оброблюваний виріб 14 встановлений у пристосуванні 13 з можливістю зміни кута нахилу до горизонту від 30° до 75° і повороту навколо його подовжньої ВІСІ на 90° До ванни 1 хромування через випрямляч 15 (фіг 1) підведений постійний струм На нижньому КІНЦІ виробу 14 закріплена проточна комірка 16 і кронштейн (на кресленні не показаний) із двома зануреними насосами 17(фіг 1) Напірні патрубки насосів 17 з'єднані з проточною коміркою 16 за допомогою гнучких шлангів з регулюючими вентилями Всередині виробу встановлений анодний пристрій (на кресленні не показаний) Сам виріб є катодом Установка працює в такий спосіб Підлягаючий хромуванню виріб 14 з встановленим в отворі виробу анодним пристроєм (на кресленні не показаний), встановлюють під кутом до горизонту на платформі 12 і закріплюють у пристосуванні 13 До нижнього кінця оброблюваного виробу 14 прикріплюють проточну комірку 16 зв'язану за допомогою гнучких шлангів і вентилів (на кресленні не показані) із двома зануреними насосами 17, встановленими на кронштейнах (на кресленні не показано) на цій комірці діаметрально відносно один одного Платформу 12 з виробом 14 і насосами 17 переміщають уздовж рядів ванн 3, 4, 5, 6, 7, 8 із зупинкою біля кожної пари ванн 3 кожної ванни підготовки (3, 5 і 7) насосами електроліт заданого складу і температури подають у проточну комірку 16, а потім у простір між електродами виробу 14, після чого зливають у верхню пару ванн 4, 6, 8 ВІДПОВІДНО через зливальні трубопроводи з регулюючими вентилями 11 Після ЦЬОГО платформу 12 з виробом 14 подають до ванни хромування 1, де до анодного пристрою (на кресленні не показано), змонтованому всередині виробу 14, і безпосередньо до виробу 14 підключають силове живлення від випрямляча 15 Після хромування платформу 12 подають до ванн 3, 4, 5, 6 для остаточного промивання обробленого виробу Використання пропонованого пристрою дозволяє істотно підвищити якість електролітичного покриття виробів, що особливо важливо для виробів, що працюють в умовах ерозійного й абразивно-ударного зносу Фиг 2 Фиг ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit for application of electrolythic coating
Автори англійськоюDashutin Hryhorii Petrovych, Zharkov Pavlo Yevhenovych
Назва патенту російськоюУстановка для нанесения электролитического покрытия
Автори російськоюДашутин Григорий Петрович, Жарков Павел Евгениевич
МПК / Мітки
МПК: C25D 17/00
Мітки: нанесення, електролітичного, установка, покриття
Код посилання
<a href="https://ua.patents.su/2-50632-ustanovka-dlya-nanesennya-elektrolitichnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Установка для нанесення електролітичного покриття</a>
Спосіб нанесення покриття на деталь та установка для його здійснення
Номер патенту: 48963
Опубліковано: 16.09.2002
Автори: Стівен М.Бернс, Вілльям А.Нехез, Ст.
МПК: C23C 4/00
Мітки: покриття, деталь, установка, спосіб, нанесення, здійснення
Формула / Реферат:
1. Спосіб нанесення покриття на деталь, при якому створюють джерело матеріалу покриття, прикріплюють деталь, на яку необхідно нанести покриття, до затискувального пристрою та наносять покриття із вказаного матеріалу під час обертання затискувального пристрою навколо його поздовжньої осі, який відрізняється тим, що деталь обертають навколо своєї поздовжньої осі та одночасно нахиляють у напрямку джерела матеріалу покриття, внаслідок чого цей...
Установка для нанесення покриття
Номер патенту: 3407
Опубліковано: 27.12.1994
Автори: Нємченко Іван Максимович, Гринавцев Валерій Микитович
МПК: C23C 14/32
Мітки: нанесення, установка, покриття
Формула / Реферат:
1. Установка для нанесения покрытий, содержащая вакуумную камеру-анод, катод, средство поджига электрической дуги, систему трубопроводов и вакуумных насосов, отличающаяся тем, что в цепь обмотки средства поджига электрической дуги введен термодатчик, размещенный внутри камеры.2. Установка по п. 1, отличающаяся тем, что термодатчик выполнен в виде переменного резистора, соединенного с биметаллической пластиной с регулируемым...
Установка для нанесення вогнетривкого покриття на модельні блоки у виробництві литва по моделях, що виплавляються
Номер патенту: 21260
Опубліковано: 04.11.1997
Автори: Зміївський Микола Никифорович, Бернацька Ірина Миколаївна, Пучканьов Анатолій Михайлович, Рябонеділя Віталій Миколайович, Коляда Володимир Олександрович, Аксенко Олександр Олександрович, Плужніков Юрій Михайлович
МПК: B22C 13/00, B22C 9/04
Мітки: установка, моделях, вогнетривкого, модельні, литва, нанесення, блоки, покриття, виробництві, виплавляються
Формула / Реферат:
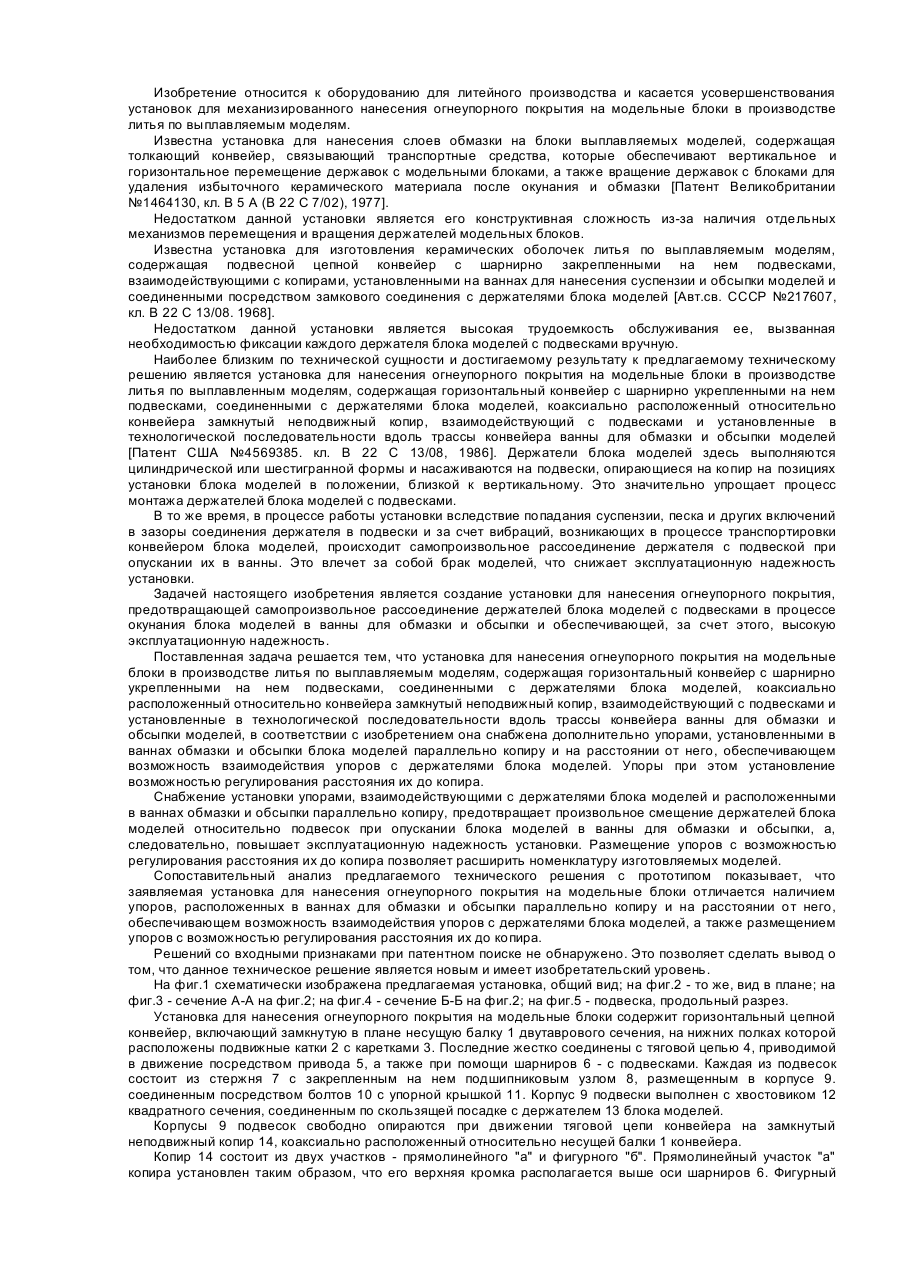
1. Установка для нанесения огнеупорного покрытия на модельные блоки в производстве литья по выплавленным моделям, содержащая горизонтальный конвейер с шарнирно закрепленными на нем подвесками, соединенными с держателями блока моделей, коаксиально расположенный относительно конвейера замкнутый неподвижный копир, взаимодействующий с подвесками и установленные в технологической последовательности вдоль трассы конвейера ванны для обмазки и...
Установка для нанесення полімерного плівкового покриття
Номер патенту: 12463
Опубліковано: 28.02.1997
Автори: Устянич Євгеній Петрович, Устянич Анатолій Євгенович
Мітки: плівкового, покриття, установка, нанесення, полімерного
Формула / Реферат:
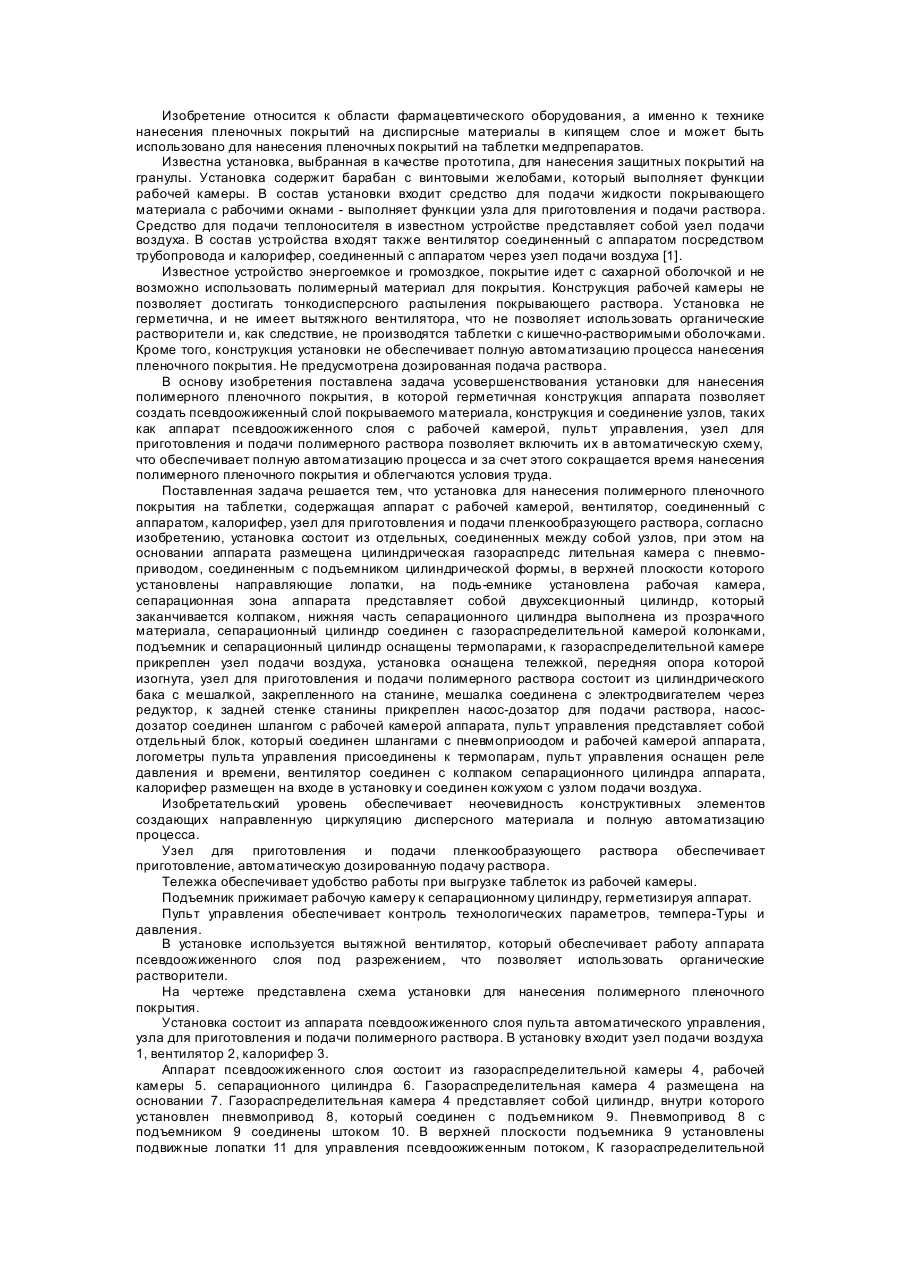
Установка для нанесения полимерного пленочного покрытия на таблетки, содержащая аппарат с рабочей камерой, вентилятор, соединенный с аппаратом посредством трубопровода, калорифер, соединенный с аппаратом через узел подачи воздуха, а также узел для приготовления и подачи пленкообразующего раствора, отличающаяся тем, что установка состоит из отдельных, соединенных между собой узлов, при этом на основании аппарата размещена цилиндрическая...
Установка для нанесення покриття на довгомірне трубчасте полотно
Номер патенту: 2181
Опубліковано: 26.12.1994
Автори: Карлов Віктор Анатолійович, Смірнов Леонід Степанович, Онищенко Петро Павлович, Касаткін Михайло Інокентійович
МПК: B05C 11/02
Мітки: нанесення, покриття, трубчасте, полотно, установка, довгомірне
Формула / Реферат:
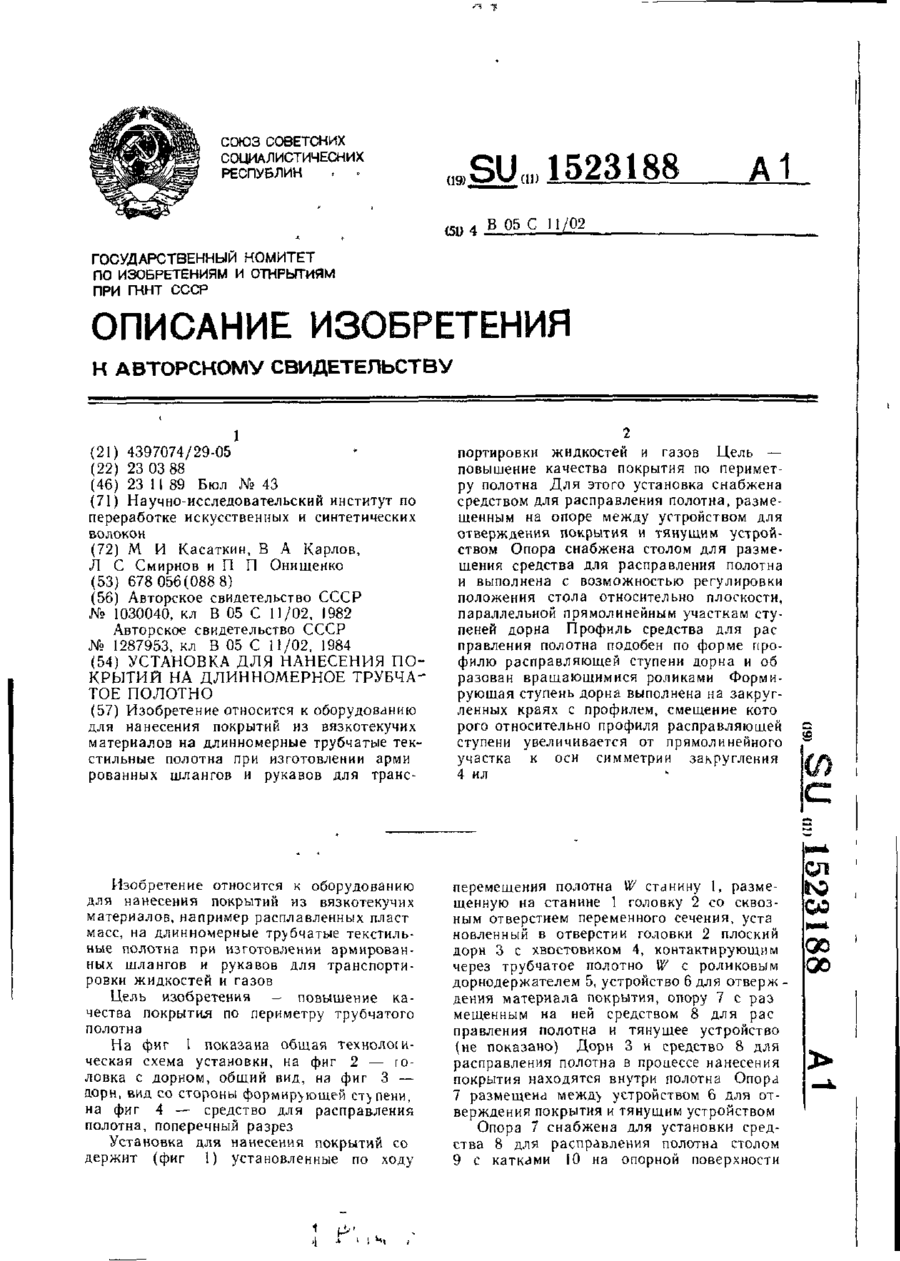
Установка для нанесення покрытий на длинномерное трубчатое полотно, содержащая головку со сквозным отверстием переменного сечения, установленный в отверстии головки с образованием клиновой и цилиндрической камер плоский дорн, снабженный по направлению перемещения полотна закругленными краями, расправляющей полотно ступенью с дренажными каналами и формирующей внутреннее покрытие ступенью, профиль которой на прямолинейных участках...
Попередній патент: Наконечник для приєднання джерела тиску до вентиля пневматичної камери і ручний поршневий насос
Наступний патент: Спосіб одержання покриття
Випадковий патент: Сполука с-фенілгліцитолу для лікування діабету