Одноразова ливарна модель
Номер патенту: 79267
Опубліковано: 25.04.2013
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
1. Одноразова ливарна модель, яка складається з оболонки у формі виробу з матеріалу, що легко видаляється, та наповнювача з матеріалу, густина якого нижче густини матеріалу оболонки, і порожнинами, наповненими повітрям, яка відрізняється тим, що як наповнювач використовують повітряно-пухирчасту плівку.
2. Модель за п. 1, яка відрізняється тим, що повітряно-пухирчаста плівка скручена і зафіксована у вигляді хоча б одного рулону, який частково розташований всередині моделі і виходить з оболонки у вигляді моделі стояка, випору або надливу (підживлювач).
3. Модель за п. 1, яка відрізняється тим, що вона має поверхні, виконані повітряно-пухирчастою плівкою, або виготовлена без оболонки.
4. Модель за п. 2, яка відрізняється тим, що всередині рулону вставлений каркас з можливістю вилучення його після виготовлення піщаної форми з моделлю.
5. Модель за п. 2, яка відрізняється тим, що рулон складається з смуг повітряно-пухирчастої плівки, скручених спіралеподібно з можливістю вилучення цієї плівки через отвір стояка, випору або надливу після виготовлення піщаної форми з моделлю.
6. Модель за п. 2, яка відрізняється тим, що рулон має конусну або кулясту форму.
7. Модель за п. 2, яка відрізняється тим, що рулон наповнювача під оболонкою вигнутий або розширений з можливістю утримання моделі в висячому стані при транспортуванні її захопленням за рулон.
8. Модель за пп. 4, 5, яка відрізняється тим, що каркас виконаний у вигляді дроту, скрученого разом зі смужками повітряно-пухирчастої плівки.
Текст
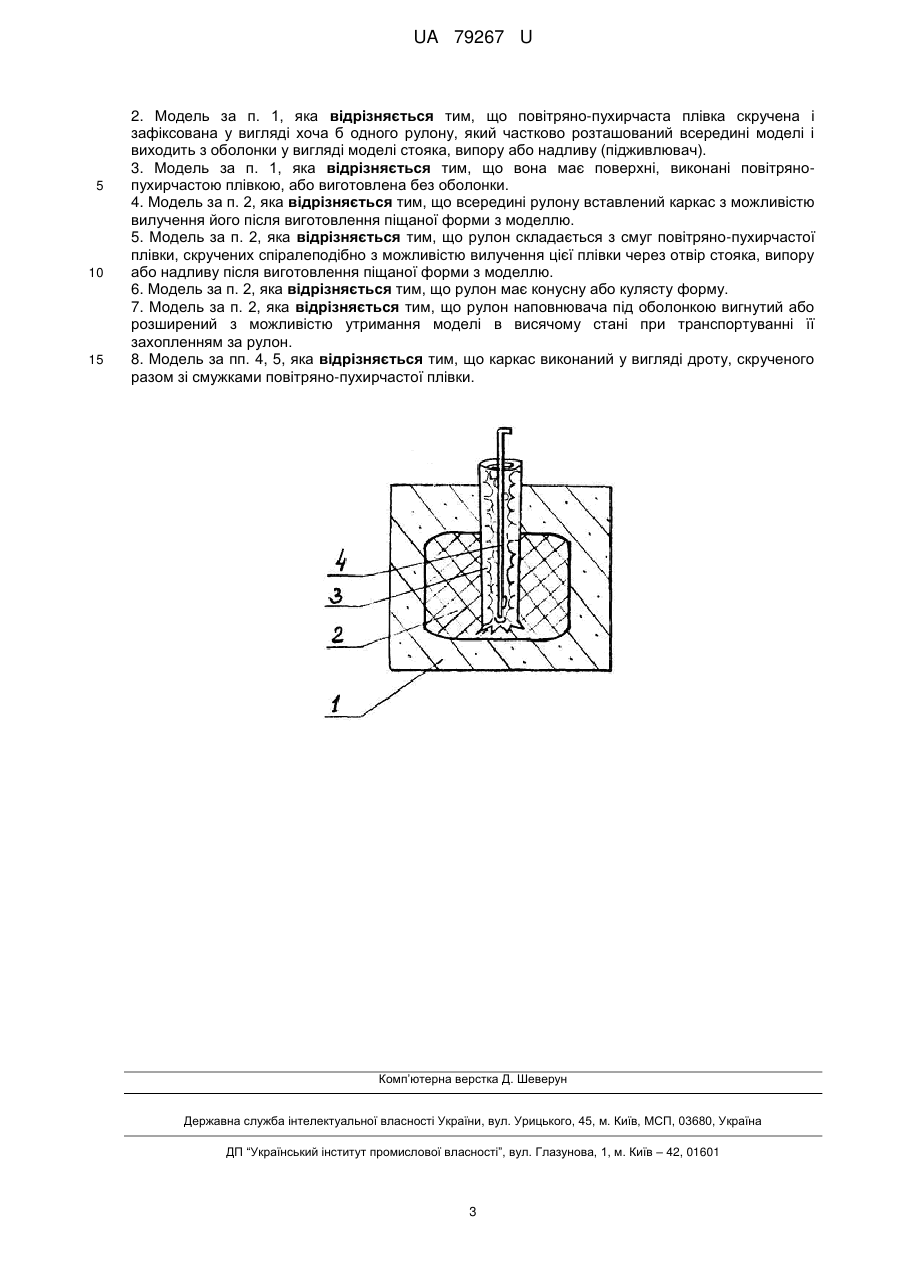
Реферат: Одноразова ливарна модель складається з оболонки у формі виробу з матеріалу, що легко видаляється, та наповнювача з матеріалу, густина якого нижче густини матеріалу оболонки, і порожнинами, наповненими повітрям. Як наповнювач використовують повітряно-пухирчасту плівку. UA 79267 U (54) ОДНОРАЗОВА ЛИВАРНА МОДЕЛЬ UA 79267 U UA 79267 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується ливарного виробництва, а саме конструкцій одноразових ливарних моделей. Відома ливарна модель, випори та стояк якої формують, застосовуючи герметично зварені із синтетичної плівки оболонки, всередині наповнені стисненим повітрям (Патент Росії №2020026, МПК В22С9/02, опубл. 1994). Однак для виготовлення в ливарному цеху таких оболонок необхідна організація окремого виробництва з встановленням відповідного устаткування й оснащення, такі крупні оболонки важко поміщати в тіло моделі для економії модельного матеріалу. Відома порожнинна ливарна одноразова модель (Патент Японії 51-31008, МПК В22С 7/02, опубл. 1976). Однак отримання складних порожнин в моделі вимагає виконання її з двох половин та їх склеювання, що підвищує трудомісткість виробництва і збільшує кількість оснащення. Найбільш близькою по технічній суті і ефекту, що досягається, є модель у вигляді оболонки, яка має форму виробу і складається з матеріалу, що легко видаляється, зокрема, з льоду, та матеріалу наповнювача (гранули полістиролу) з густиною нижче густини матеріалу оболонки і порожнинами, наповненими повітрям (А. с №1121089 СРСР, МПК В22С 7/00, опубл. 1984). Однак із гранул не можна виконати циліндричні частини ливникової системи моделі, їх треба спікати або заморожувати зволоженими в фігурний виріб у спеціальній оснастці. Важко використовувати як одноразову модель таку конструкцію, позаяк матеріали оболонки та наповнювача вимагають різних технологій деструкції при видаленні моделі з піщаної форми. Задача корисної моделі - економія модельного матеріалу і спрощення виробництва одноразових моделей з порожнинами. Поставлена задача вирішується тим, що в одноразовій ливарній моделі, яка складається з оболонки у формі виробу з матеріалу, що легко видаляється, та наповнювача з матеріалу, густина якого нижче густини матеріалу оболонки, і порожнинами, наповненими повітрям, згідно з корисною моделлю, як наповнювач використовують повітряно-пухирчасту плівку. Крім того, ця повітряно-пухирчаста плівка може бути скручена і зафіксована у вигляді хоча б одного рулону, який частково розташований всередині моделі і виходить з оболонки у вигляді моделі стояка, випору або надливу (підживлювача), а також вона може мати поверхні, виконані повітрянопухирчастою плівкою, або бути виготовленою без оболонки. Також, всередині зазначеного рулону може бути вставлено каркас з можливістю вилучення його після виготовлення піщаної форми з моделлю, а рулон може складатися зі смуг повітряно-пухирчастої плівки, скручених спіралеподібно з можливістю вилучення цієї плівки через отвір стояка, випору або надливу після виготовлення піщаної форми з моделлю, або мати конусну чи кулясту форму. Крім того, рулон наповнювача під оболонкою може бути вигнутий або розширений з можливістю утримання моделі в висячому стані при транспортуванні її захопленням за цей рулон, а каркас може бути виконаний у вигляді дроту, скрученого разом зі смужками повітряно-пухирчастої плівки. Для виготовлення моделей застосовували повітряно-пухирчасту плівку (ППП), що ще називають повітряно-пухирчастою плівкою типу Bubble Wrap вітчизняного виробництва по ТУ У 25.2-30920106-001-2003 з технічною назвою «матеріал плівковий об'ємний на основі ПВД», гігієнічний висновок № 05.03.02-04/22691 від 19.05.2006, плівка двошарова чи тришарова з розмірами пухирця : 10×4,8 мм і 25×8 мм; а також російського виробництва по ТУ2245-00618425183-2001 з харчового поліетилену не токсичну, без запаху, екологічно чисту з гігієнічним сертифікатом № 150.РВ. 01.224.П. 006478.09.01 від 17.09.2001 і сертифікатом відповідності POCC.RU. АЮ85.Н00094 від 17.09.2001, що має динамічний модуль пружності не менше 0,063 МПа. Плівка виробляється з поліетилену високого тиску, призначена для використання в діапазоні від -60...+80 градусів С, при контакті з киплячою водою не плавиться, а пухирці не руйнуються. В масовому виробництві російська ППП випускається з діаметром пухирця 10 мм і загальною товщиною плівки 4 мм, а також з діаметром пухирця 30 мм і загальною товщиною 10 мм. 3 Густина в рулоні плівки з пухирцями 30 мм становить близько 7,5 кг/м . Зазвичай для лиття по моделям, що газифікуються, застосовують пінополістирол (ППС) з густиною не нижче 25 3 кг/м , інакше модель може деформуватися при формуванні в піску. як матеріал оболонки використовували зазначений ППС або лід. Найпростіший приклад реалізації корисної моделі показаний на кресленні, де в піщаній формі 1 (показано контур форми) знаходиться модель, яка складається з оболонки 2 і наповнювача 3, що виконаний в рулоні з ППП з вставленим всередину каркасом 4. Здійснюють корисну модель наступним чином. На початку ППП згортають в рулон необхідної довжини і товщини. Товщина і конфігурація тої частини рулону, яка виконує деталі 1 UA 79267 U 5 10 15 20 25 30 35 40 45 50 моделі ливникової системи, стояка, випору або надливу повністю з точністю до міліметрів відповідає розмірам креслень цих деталей, їх виробництво не вимагає спеціального оснащення і є нескладною операцією виготовлення простих тіл обертання, для повторюваних елементів можуть створювати картонні викрійки, а також шаблони для контролю готових деталей. Наявність каркаса у вигляді штира чи циліндра полегшує згортання рулонів. Оскільки рулон досить гнучкий, каркас фіксує його форму. Каркас, що витягається з рулону, може мати невеликий конус з розширенням у бік витягання. Найчастіше застосовують циліндричні і конусні стояки і випори, для останніх викрійка плівки має форму трапеції з основами різної довжини. Рулони зовні фіксують липкою стрічкою, гумовим кільцем і т. п. При виготовленні моделі в прес-форму попередньо поміщають рулон 3, він може бути прямим як на кресленні, вигнутим або зламаним, прес-форма має відповідний отвір для виходу рулону. Кінець його може бути розпушеним для запобігання відриву рулону від оболонки при транспортуванні моделі захопленням за верхній кінець рулону, надлишок якого може бути обрізаний ножицями після формовки. Потім прес-форму заповнюють матеріалом для створення оболонки моделі. Якщо оболонку моделі виконують з ППС, то її виготовлення полягає в засипання гранул цього матеріалу та їх спікання в прес-формі під дією пари або гарячої води. Якщо модель виконують з льоду, то заморожують водну композицію в прес-формі. Отримання крижаної моделі відразу з вмороженою ливниковою системою і засобом захоплення для перенесення моделі з матеріалу низької теплопровідності (повітряні пухирці утримують тепло в 120 разів краще, ніж гладка плівка) спрощує застосування цього різновиду кріотехнології для виготовлення ливарних моделей з екологічно безпечного матеріалу - замороженої води. Можливе вкладання в прес-форму при виготовленні моделей також відрізків ППП не тільки в рулоні, а й в розгорнутому вигляді, плівки з різними пухирцями або у вигляді вирізаних з плівки набору окремих пухирців. Якщо рулон складається з смужок ППП, скручених спіралеподібно, то це створює можливість розмотати рулон та вилучити ці плівкові смужки з торця рулону після виготовлення піщаної форми з моделлю. Якщо форма з самотверднучої піщаної суміші, то після цього залишається відформований в ній порожній канал, якщо форма з сухого піску, що вакуумується, то такий рулон для розмотування слід помістити в чохол зі звичайної листової плівки, який залишається у формі. ППП досить міцний матеріал на розрив, вона частково розтягується при натягу, що легко дозволяє розмотати, починаючи з середини верхнього торця, спіральний рулон з її смуг, а каркас у вигляді сталевого дроту діаметром 0,5-2,0 мм, скручений разом з ними, спростить цю операцію. При цьому такі смуги або стрічки ППП можуть використовувати багаторазово. Для газифікованих моделей з ППС часто стояки, надливи виконують квадратними, бо важко точно вирізати круглі моделі того перерізу, що виходить з розрахунку ливникової системи. Це дає зайву втрату металу при литті і не є оптимальним з точки зору теплофізики лиття металу, коли канал круглої, а підживлювальний надлив кульової форми найбільш бажані. Рулонне (бобінне) виконання тіл обертання навколо штиря каркаса зі смуг (стрічок) різної ширини і з різними пухирцями досить просте рішення зазначених справ, каркас при цьому може мати вигляд котушки з одним диском, другий торцевої диск знімають після фіксації намотаної плівки липкою стрічкою. При залишення рулону ППП у піщаній формі для лиття по газифікованій моделі з ППС, його газифікація знищить менше полімерного матеріалу, тому що щільність цього рулону може бути в 3 рази меншою, ніж моделей з ППС. Хвилясті поверхні на ливарній формі, виконані за допомогою ППП, можуть застосовуватися аналогічно протистискній сітці (Дорошенко С.П. Взаємодія піщаної форми з виливком: навч. посібник /К.: УМК ВО, 1991, с. 29), для одержання литих поверхонь протиковзання, наприклад, для сходинок сходів, декоративних поверхонь та ін. А виготовлений по моделі без оболонки виливок придатний як армуюча конструкція для композитів, бетонних і біметалевих виробів, де хвиляста поверхня бажана для збільшення контакту з матеріалом, який армують, а також для конструкцій (радіаторів), що відводять тепло та ін. Застосування описаної моделі послужить економії модельного матеріалу і спростить виробництво одноразових моделей з порожнинами. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 1. Одноразова ливарна модель, яка складається з оболонки у формі виробу з матеріалу, що легко видаляється, та наповнювача з матеріалу, густина якого нижче густини матеріалу оболонки, і порожнинами, наповненими повітрям, яка відрізняється тим, що як наповнювач використовують повітряно-пухирчасту плівку. 2 UA 79267 U 5 10 15 2. Модель за п. 1, яка відрізняється тим, що повітряно-пухирчаста плівка скручена і зафіксована у вигляді хоча б одного рулону, який частково розташований всередині моделі і виходить з оболонки у вигляді моделі стояка, випору або надливу (підживлювач). 3. Модель за п. 1, яка відрізняється тим, що вона має поверхні, виконані повітрянопухирчастою плівкою, або виготовлена без оболонки. 4. Модель за п. 2, яка відрізняється тим, що всередині рулону вставлений каркас з можливістю вилучення його після виготовлення піщаної форми з моделлю. 5. Модель за п. 2, яка відрізняється тим, що рулон складається з смуг повітряно-пухирчастої плівки, скручених спіралеподібно з можливістю вилучення цієї плівки через отвір стояка, випору або надливу після виготовлення піщаної форми з моделлю. 6. Модель за п. 2, яка відрізняється тим, що рулон має конусну або кулясту форму. 7. Модель за п. 2, яка відрізняється тим, що рулон наповнювача під оболонкою вигнутий або розширений з можливістю утримання моделі в висячому стані при транспортуванні її захопленням за рулон. 8. Модель за пп. 4, 5, яка відрізняється тим, що каркас виконаний у вигляді дроту, скрученого разом зі смужками повітряно-пухирчастої плівки. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюOne-time pattern
Автори англійськоюDoroshenko Volodymyr Stepanovych, Shynskyi Oleh Yosypovych
Назва патенту російськоюОдноразовая литейная модель
Автори російськоюДорошенко Владимир Степанович, Шинский Олег Иосифович
МПК / Мітки
Мітки: ливарна, одноразова, модель
Код посилання
<a href="https://ua.patents.su/5-79267-odnorazova-livarna-model.html" target="_blank" rel="follow" title="База патентів України">Одноразова ливарна модель</a>
Ливарна одноразова модель

Номер патенту: 83447
Опубліковано: 10.07.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 7/00, B22C 9/00, B22C 9/22, B22C 9/02, B22C 9/04
Мітки: ливарна, одноразова, модель
Формула / Реферат:
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, що зібрана з елементів, сполучених з ливниково-живильною системою як несучою конструкцією, яка відрізняється тим, що ці елементи розташовані уздовж ливниково-живильної системи за принципом ботанічного явища філотаксису.2. Модель за п. 1, яка відрізняється тим, що елементи моделі закріплені на трубках з синтетичної плівки, що є частиною ливниково-живильної...
Ливарна одноразова модель

Номер патенту: 87782
Опубліковано: 10.08.2009
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 7/00
Мітки: ливарна, одноразова, модель
Формула / Реферат:
1. Ливарна одноразова модель, яка піддається деструкції в піщаній формі, зібрана з елементів, що повторюються, в комірчасту конструкцію, яка складена з комірок у вигляді багатогранників з відкритими крізними порожнинами, розташованими в каркасі з ребер цих комірок, яка відрізняється тим, що ребра є взаємозв’язаною системою, в якій в одній точці сходяться по чотири ребра, окрім ребер зовнішнього контуру конструкції, а багатогранники мають...
Ливарна одноразова модель і спосіб її збирання
Номер патенту: 92163
Опубліковано: 11.10.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
Мітки: спосіб, модель, одноразова, збирання, ливарна
Формула / Реферат:
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються у вигляді комірчастих структур, яка відрізняється тим, що ці елементи виконані у вигляді багатогранників з відкритими крізними порожнинами, причому розташування цих багатогранників відповідає геометричній формі ближнього порядку розташування частинок структур кристалічних тіл.2. Модель за п. 1, яка відрізняється тим, що вона...
Ливарна одноразова модель

Номер патенту: 70286
Опубліковано: 11.06.2012
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 7/02
Мітки: ливарна, модель, одноразова
Формула / Реферат:
1. Ливарна одноразова модель, що підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються, яка відрізняється тим, що ці елементи зібрані в стільникові структури у вигляді просторових ґрат з відкритими крізними порами або порожнинами, які мають можливість заповнення сухим піском або сухим піском разом з металевими пористими трубопроводами.2. Модель за п. 1, яка відрізняється тим, що зібрана з елементів однієї...
Ливарна модель, що газифікується

Номер патенту: 71326
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: ливарна, газифікується, модель
Формула / Реферат:
1. Ливарна модель, що газифікується, виконана із пінополістиролу із включеними в її об'єм модифікуючими, інокулюючими та легуючими добавками, яка відрізняється тим, що добавки розташовують в моделі не рівномірно по об'єму, а в максимальній концентрації в місці заливання металу із зменшенням останньої в напрямку просування розплавленого металу при заповненні форми, наприклад знизу вгору.2. Модель за п. 1, яка відрізняється тим, що...
Попередній патент: Пристрій для контролю герметичності виробів і виміру величини витоку
Наступний патент: Спосіб усунення мережних перешкод
Випадковий патент: Спосіб уловлювання пилу в шлаковику