Ливарна одноразова модель і спосіб її збирання
Номер патенту: 92163
Опубліковано: 11.10.2010
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
Формула / Реферат
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються у вигляді комірчастих структур, яка відрізняється тим, що ці елементи виконані у вигляді багатогранників з відкритими крізними порожнинами, причому розташування цих багатогранників відповідає геометричній формі ближнього порядку розташування частинок структур кристалічних тіл.
2. Модель за п. 1, яка відрізняється тим, що вона зібрана з елементів однієї геометричної форми.
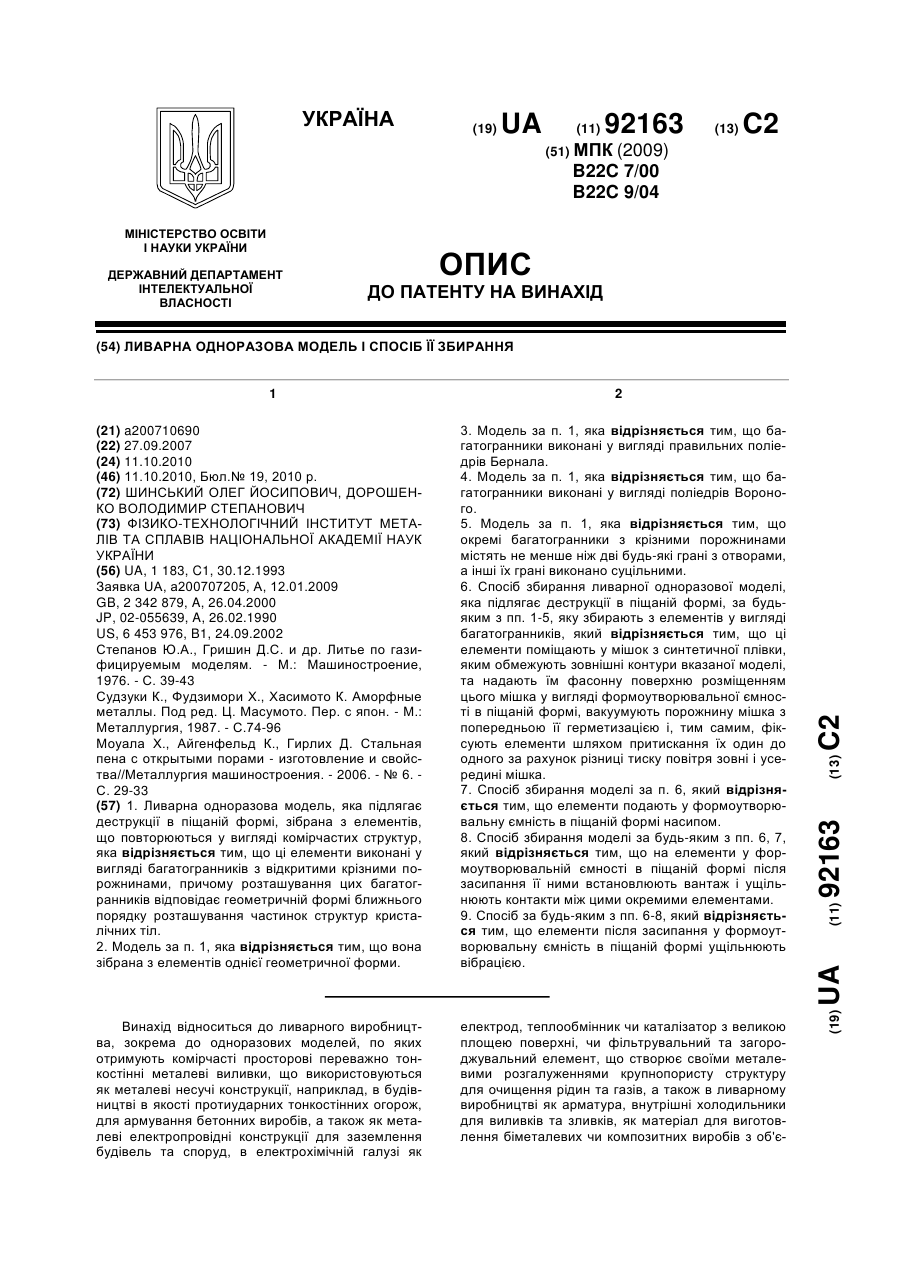
3. Модель за п. 1, яка відрізняється тим, що багатогранники виконані у вигляді правильних поліедрів Бернала.
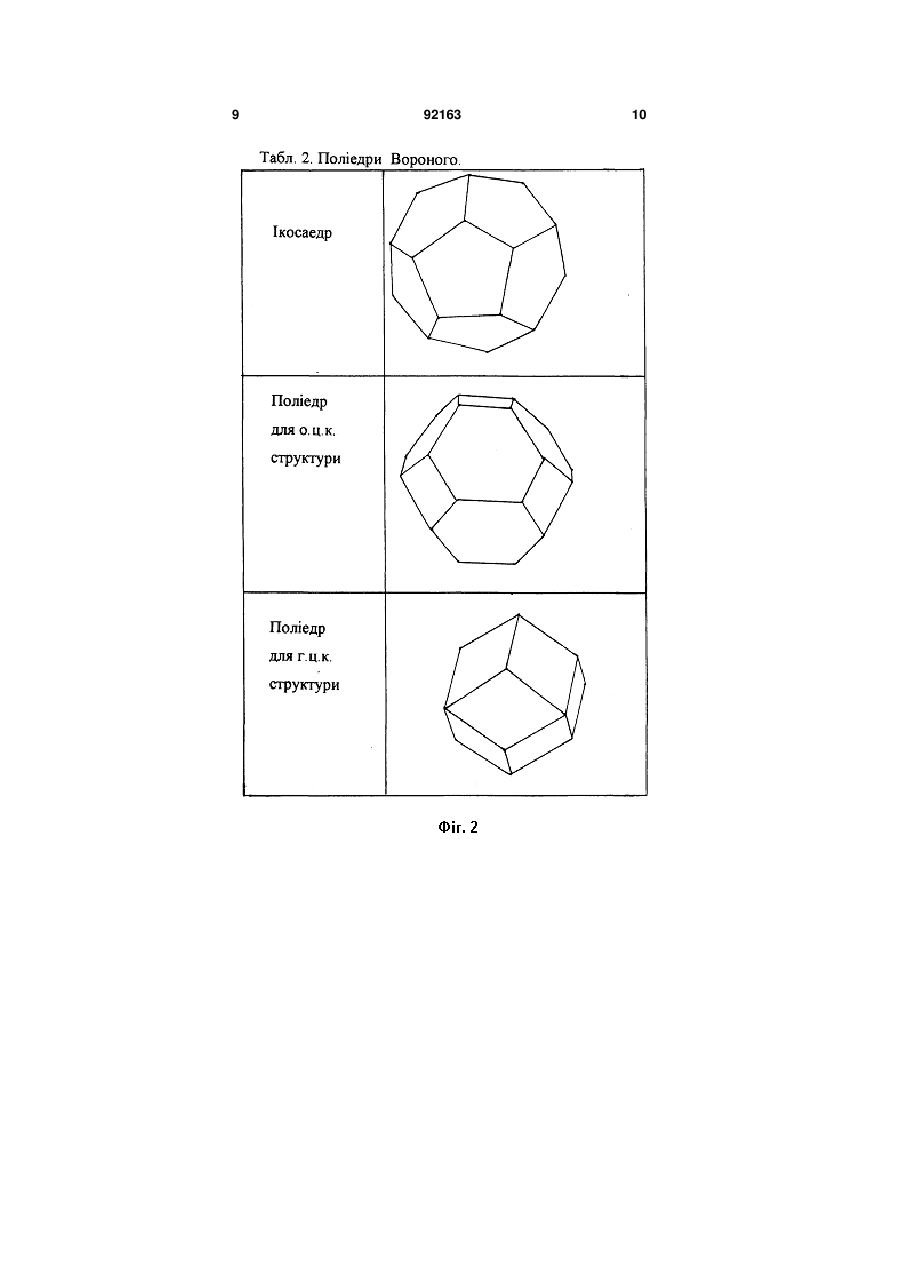
4. Модель за п. 1, яка відрізняється тим, що багатогранники виконані у вигляді поліедрів Вороного.
5. Модель за п. 1, яка відрізняється тим, що окремі багатогранники з крізними порожнинами містять не менше ніж дві будь-які грані з отворами, а інші їх грані виконано суцільними.
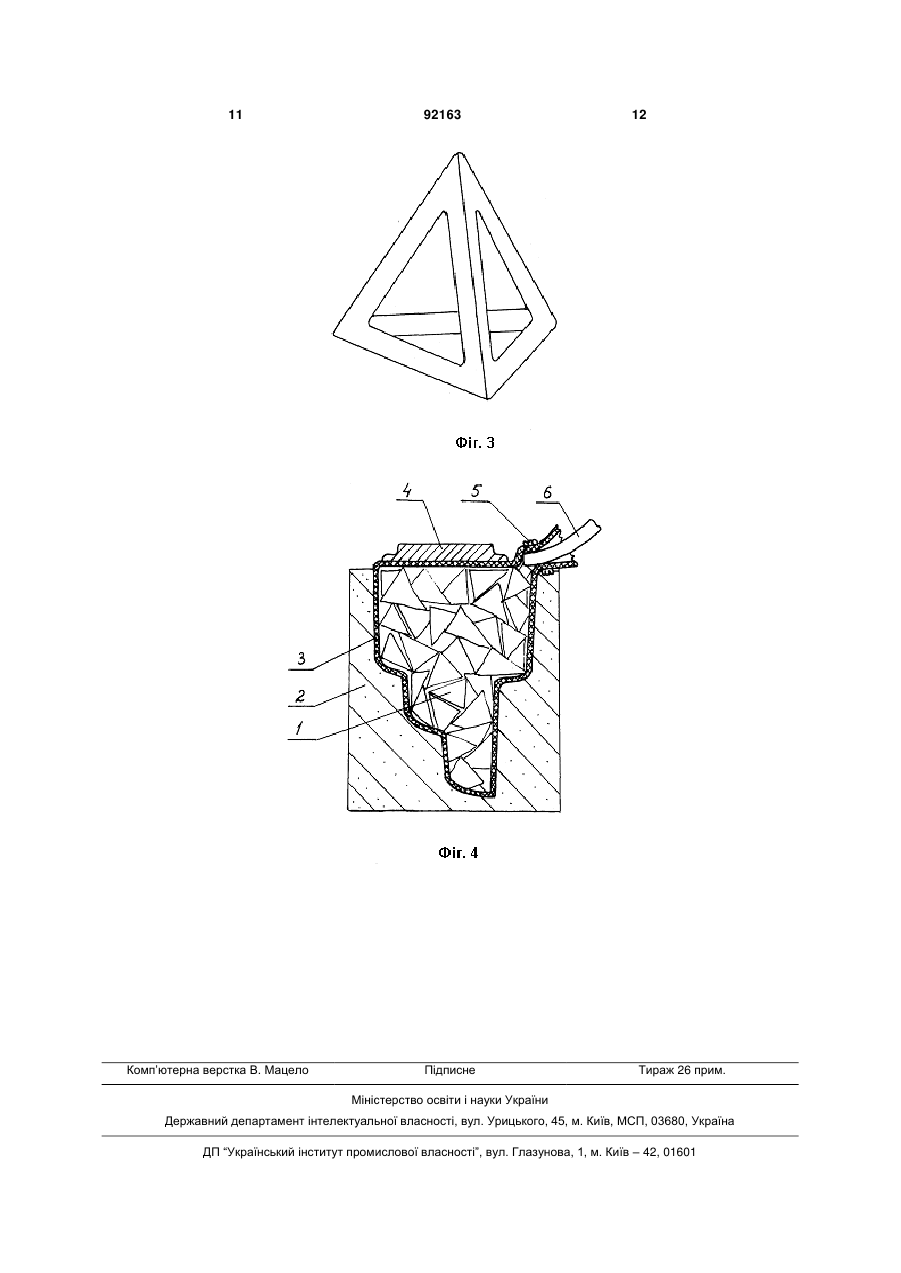
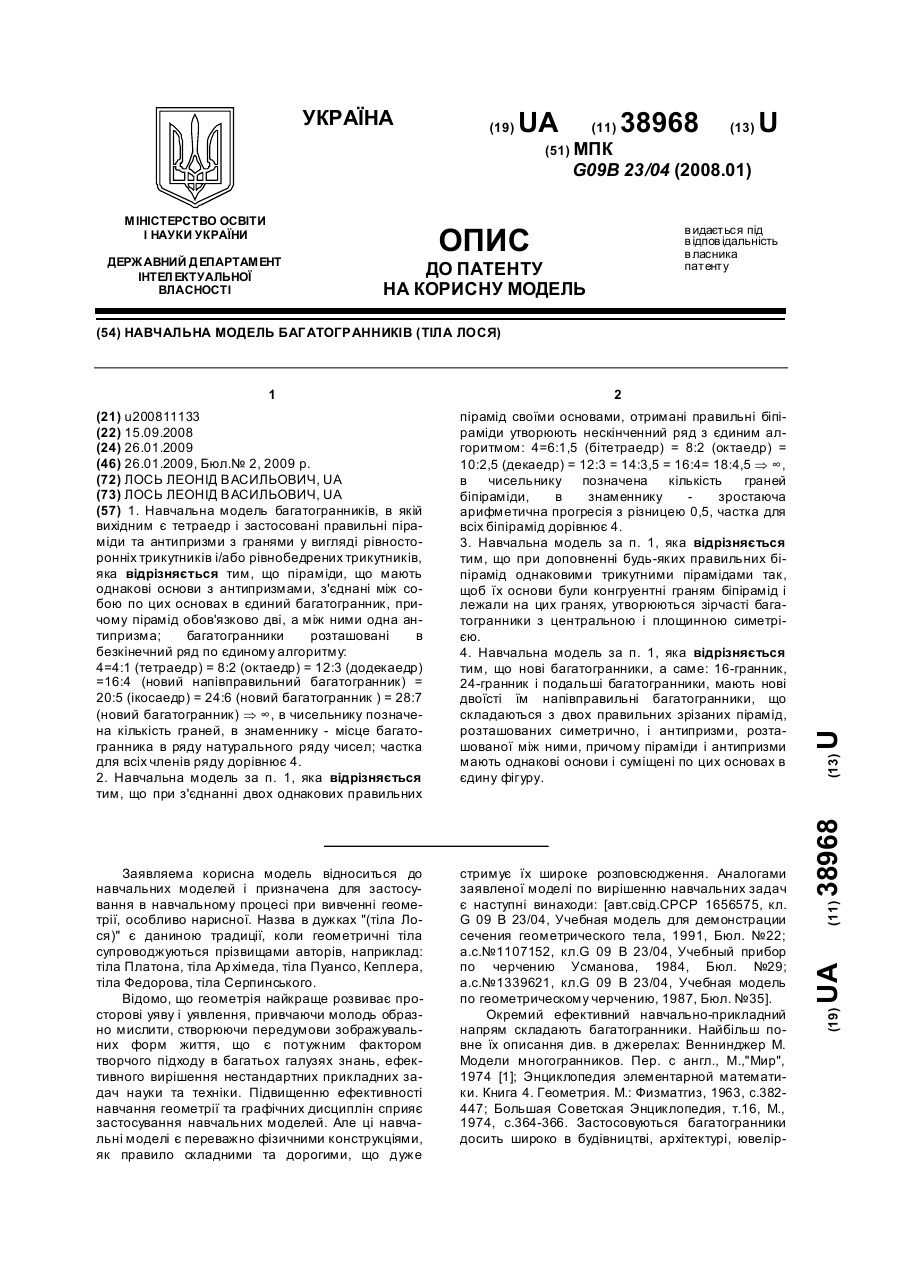
6. Спосіб збирання ливарної одноразової моделі, яка підлягає деструкції в піщаній формі, за будь-яким з пп. 1-5, яку збирають з елементів у вигляді багатогранників, який відрізняється тим, що ці елементи поміщають у мішок з синтетичної плівки, яким обмежують зовнішні контури вказаної моделі, та надають їм фасонну поверхню розміщенням цього мішка у вигляді формоутворювальної ємності в піщаній формі, вакуумують порожнину мішка з попередньою її герметизацією і, тим самим, фіксують елементи шляхом притискання їх один до одного за рахунок різниці тиску повітря зовні і усередині мішка.
7. Спосіб збирання моделі за п. 6, який відрізняється тим, що елементи подають у формоутворювальну ємність в піщаній формі насипом.
8. Спосіб збирання моделі за будь-яким з пп. 6, 7, який відрізняється тим, що на елементи у формоутворювальній ємності в піщаній формі після засипання її ними встановлюють вантаж і ущільнюють контакти між цими окремими елементами.
9. Спосіб за будь-яким з пп. 6-8, який відрізняється тим, що елементи після засипання у формоутворювальну ємність в піщаній формі ущільнюють вібрацією.
Текст
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються у вигляді комірчастих структур, яка відрізняється тим, що ці елементи виконані у вигляді багатогранників з відкритими крізними порожнинами, причому розташування цих багатогранників відповідає геометричній формі ближнього порядку розташування частинок структур кристалічних тіл. 2. Модель за п. 1, яка відрізняється тим, що вона зібрана з елементів однієї геометричної форми. C2 2 (19) 1 3 мним розташуванням одного металу в іншому металі чи матеріалі, та ін. Відоме виготовлення сталевої піни з відкритими порами литтям по випалюваних моделях, промислова придатність такої піни проілюстрована, зокрема теплообмінниками (X. Моуала и др. Стальная пена с открытыми порами - изготовление и свойства. Металлургия машиностроения, 2006, №6, с.29-33). Комірчасті матеріали розширюють існуючий спектр властивостей, оскільки вони на 50-90% легші за компактні матеріали, а сталева піна має мінімальну пористість 80%, проте використання пінополіуретанової піни як моделі з розміром пор не більше 2,5 мм сильно обмежує розміри і якість отримуваної металевої піни. Виготовляти таку модель складно в умовах ливарного цеху, тим більше з розміром пор більших вищезгаданого, що обмежує сфери застосування металевої піни, не дозволить збільшити її розміри до просторових несучих конструкцій. Крім того, не описані способи отримання фасонних виробів з подібних до піни матеріалів способом лиття. Найбільш близькою по технічній суті і ефекту, що досягається, є газифікована модель, яка виготовляється з елементів, що повторюються (нормалізованих), при вирізуванні їх з блоків (Литье по газифицируемым моделям. Монография под ред. Ю.А. Степанова. М., Машиностроение, 1976, с.43). По описаних конструкціях моделей передбачено отримання монолітних виливків. Моделі для отримання стільникових та каркасних металевих структур у вигляді просторових конструкцій важко виготовити, оскільки існуючі способи збирання елементів при великій їх кількості вельми трудомісткі. Задача винаходу - зменшення трудомісткості збірки комірчастих моделей, по яких отримують литі комірчасті конструкції. Поставлена задача досягається тим, що в ливарній одноразовій моделі яка підлягає деструкції в піщаній формі, зібрана з елементів, що повторюються, в комірчасті структури, згідно винаходу, ці елементи виконані у вигляді багатогранників з відкритими, крізними порожнинами, причому розташування цих багатогранників відповідає геометричній формі ближнього порядку розташування частинок структур твердих тіл. Модель може бути зібрана з елементів однієї геометричної форми, наприклад, з багатогранників у вигляді п'яти типів правильних поліедрів Бернала і/або у вигляді поліедрів Вороного. При цьому окремі багатогранники з крізними порожнинами можуть мати не менше ніж дві будь-які грані з отворами, а інші їх грані виконано суцільними. Спосіб зібрання вказаної моделі з елементів у вигляді багатогранників, згідно винаходу, полягає в тому, що ці елементи поміщають у мішок з синтетичної плівки, яким обмежують зовнішні контури моделі та придають їм фасонну поверхню розміщенням цього мішка у вигляді формоутворювальній ємності, вакуумують порожнину мішка з попередньою її герметизацією і тим самим фіксують елементи шляхом притиснення їх один до одного перепадом тиску повітря зовні над тиском усередині мішка. Крім того, елемен 92163 4 ти можуть подавати насипом у формоутворювальну ємність, яка розташована у піщаній формі. При цьому на елементи у формоутворювальній ємності після засипання її ними можуть встановлювати вантаж і ущільнювати контакти між цими окремими елементами, а також для цього можуть використовувати вібрацію. У конструкції моделі використана аналогія з мікроструктурою таких конденсованих середовищ, для яких характерне неврегульоване розташування атомів в просторі, зокрема, аморфних металевих сплавів (АМС). Вони мають більш менш чітко визначуваний на відстані двох-трьох сусідніх атомів так званий ближній порядок (С.Ф. Солодовников. Основные термины и понятия структурной кристаллографии и кристаллохимии. Новосибирск. ИНХ СО РАН, 2005. С.13). Якщо в кристалічних матеріалах структура ґраток утворюється в результаті багатократного повторення в трьох напрямах одиничної елементарної комірки з розташуванням атомів, подібним нескінченним рядам, названим дальнім порядком, то в аморфних структурах елементарна комірка (ближній порядок) зберігається, але при стиковці елементарних комірок в просторі порядок їх порушується, і стрункість рядів, характерна для дальнього порядку, відсутня. Не дивлячись на те, що щільність АМС на 1-2 % нижче за щільність кристалічних аналогів, міцність їх вище в 5-10 разів з характерною ізотропією багатьох властивостей. Це пов'язано в основному з відсутністю в структурі АМС дислокацій і меж зерен, властивих кристалічному стану. Тривимірні зв'язки в структурі АМС представляють у вигляді багатогранників (К. Судзуки и др. Аморфные металлы. М.: Металлургия, 1989. С.81), зокрема з 5 типів правильних поліедров Бернала, показаних на фіг. 1 в табл. 1. Крім того, атомні конфігурації описують у вигляді поліедрів Вороного (у окремих джерелах їх називають «Дирихле-Вороного»), найчастіше з п'ятикутними гранями у вигляді ікосаедров, 3 приклади таких поліедров представлено на фіг. 2 в табл. 2. За даними кристалографії багатогранники Бернала і Вороного заповнюють оптимально простір структури без пропусків, а аморфна структура є безперервним рядом, мозаїчним узором, складеним з багатогранників, які характерні для кристалічних і некристалічних структур, що і узяте за принцип побудови ливарної моделі по цьому винаходу. На фіг.3 показаний приклад простого елементу моделі, що повторюється, у вигляді тетраедра, виконаного з матеріалу, що піддається деструкції в піщаній формі, наприклад з пінопласту. Всі або окремі грані цього багатогранника виконують з отворами, які утворюють відкриту крізну порожнину. Подібні модельні елементи, можна отримувати на пластавтоматах. На фіг.4 показаний один з прикладів виготовлення моделі 1 у формоутворювальній ємності 2, у вигляді піщаної форми, порожнину якої покривають синтетичною плівкою 3 герметичного мішка. Модель 1 з елементів, що повторюються, навантажена вантажем 4, а порожнина мішка затиском 5 5 герметично сполучена через патрубок 6 до вакуумного насоса. Приклад здійснення винаходу полягає в наступному. Заздалегідь виготовлені багатогранники, подібні показаним на фіг. 1-2, розмірами від декількох до десятків, сотень міліметрів і більше з відкритими крізними порожнинами як на фіг. 3 засипають або укладають у формоутворювальну ємність 2 (фіг.4). Заздалегідь туди поміщають мішок з синтетичної плівки 3, після засипки цих елементів, що повторюються, вакуумують порожнину мішка з попередньою її герметизацією за допомогою затиску 5 і тим самим фіксують ці елементи шляхом притиснення їх один до одного перепадом тиску повітря зовні і усередині мішка. Тим самим модель виконана в зборі. В якості формоутворювальної ємності може бути використана форма із піску зі зв'язуючим, наприклад, рідким склом. Ця ємність має функцію кондуктора для монтажу збірної моделі (подібно до прес-форми для виготовлення одноразових моделей) і в загальному випадку являється багаторазовою для серійного збирання моделей з багатогранників, коли зібрану модель з неї виймають та потім формують вже в піщаній ливарній формі. Але у випадку, коли вона є одноразовою, то тоді її можуть (крім кондуктора) застосувати в якості ливарної форми, виконавши відповідні допоміжні операції. По зібраній моделі 1 у вакуумованому мішку виготовляють ливарну піщану форму, наприклад, з самотвердіючої наливної або насипної формувальної суміші або іншими відомими способами. Причому, в процесі формування після ущільнення цієї суміші зовні моделі, мішок відкривають і також заповнюють його формувальною сумішшю, яка проникає по крізних порожнинах елементів, що повторюються. Потім модель поєднують з ливниковою системою відомими способами. Для порожнин багатогранників розмірами до 30-40 мм доцільно застосовувати метод попереднього випалювання моделі, наприклад, при 400-500°С для пінополістиролу, аналогічно зазначеного способу отримання литої піни. Для крупніших порожнин в багатогранниках з товщиною перегородок понад 6-10 мм можна лити метал відомими способами лиття по газифікованих моделях. Як варіант, модельні багатогранники можна засипати у формоутворювальну ємність, яка виконана в ливарній формі і/або є частиною робочої порожнини ливарної форми, а друга частина, наприклад, заповнена суцільною газифікованою моделлю, останнє в процесі лиття дасть комбінований комірчасто-монолітний виливок. Після засипки багатогранників доцільне їх ущільнення шляхом застосування вантажу і/або вібрації, що дозволяє гострим кромкам ребер і вершин частково врізати 92163 6 ся в поряд розташовані багатогранники, а граням щільніше стикатися. Після ущільнення моделі в її щілисті крізні отвори подають формувальну суміш і завершують виготовлення форми відомими способами формування. Для отримання в заданому місці пористої моделі об'ємів чи ділянок з підсиленими чи більш масивними ребрами (точніше, гранями) багатогранників, 2-3 ребра кількох багатогранних елементів (кожного окремо чи двох-трьох одночасно) обмотують синтетичною плівкою, запобігаючи доступу в пори піску, водночас не порушуючи принцип крізної пористості елементів. Застосування вантажу і/або вібрації гарантовано ущільнює багатогранники, які за своєю конструкцією мають здатність заповнювати простір без проміжків, виключає можливість недостатнього їх контактування і гарантує заповнення металом кожного елемента зібраної моделі з отриманням каркасного виливка. Збірка моделі для отримання фасонних металевих виробів шляхом подачі елементів насипом без застосування клею і інших видів з'єднання дає зменшення трудомісткості збірки комірчастих моделей. Наприклад, значення трудомісткості виготовлення пінопластової моделі експериментальних виливків каркасної арматури бетонної опори при виготовленні її з багатогранників порівнювали з виготовленням рівноцінної моделі з окремих елементів у вигляді стовпчиків-граней комірчастої моделі, як описано за патентом UA 87782 (МПК В22С7/00. - Опубл. 2009, Бюл. № 15). Підсумовуючи і усереднюючи виміряні затрати часу (в годинах) праці в розрахунку на одного модельника, при виготовленні окремих модельних елементів стовпчиків зайняло 32, багатогранників - 40, збірка елементів в конструкцію склеюванням при просторовому орієнтуванні по шаблонах - 24, насипом ари застосуванні вакуумування 2. Сумарно 56/42=1,33. Зниження на 33% трудомісткості виготовлення каркасної моделі для одноразового виливка збільшиться при серійному виробництві каркасних моделей завдяки застосуванню напівавтоматів. А їх конструкція, що нагадує мікроструктуру аморфних металів, атомна конфігурація яких представлена у вигляді вказаних багатогранників як найбільш щільної упаковки, запозиченої у природи за даними кристалографії, дає можливість перенести деякі властивості, наприклад, ізотропію (однаковість фізичних властивостей в усіх напрямках, на противагу анізотропії більшості фізичних властивостей кристалів), на литі металеві комірчасті конструкції. Застосування модельних елементів - багатогранників з можливістю отримання їх на пластавтоматах спростять конструювання комірчастих фасонних виробів, які все частіше відносять до матеріалів майбутнього. 7 92163 8 9 92163 10 11 Комп’ютерна верстка В. Мацело 92163 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюOne-time pattern and method of its assembly
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюЛитейная одноразовая модель и метод ее сборки
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
Мітки: одноразова, модель, спосіб, ливарна, збирання
Код посилання
<a href="https://ua.patents.su/6-92163-livarna-odnorazova-model-i-sposib-zbirannya.html" target="_blank" rel="follow" title="База патентів України">Ливарна одноразова модель і спосіб її збирання</a>
Ливарна одноразова модель

Номер патенту: 87782
Опубліковано: 10.08.2009
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 7/00
Мітки: ливарна, модель, одноразова
Формула / Реферат:
1. Ливарна одноразова модель, яка піддається деструкції в піщаній формі, зібрана з елементів, що повторюються, в комірчасту конструкцію, яка складена з комірок у вигляді багатогранників з відкритими крізними порожнинами, розташованими в каркасі з ребер цих комірок, яка відрізняється тим, що ребра є взаємозв’язаною системою, в якій в одній точці сходяться по чотири ребра, окрім ребер зовнішнього контуру конструкції, а багатогранники мають...
Ливарна одноразова модель

Номер патенту: 83447
Опубліковано: 10.07.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/02, B22C 7/00, B22C 9/00, B22C 9/04, B22C 9/22
Мітки: ливарна, модель, одноразова
Формула / Реферат:
1. Ливарна одноразова модель, яка підлягає деструкції в піщаній формі, що зібрана з елементів, сполучених з ливниково-живильною системою як несучою конструкцією, яка відрізняється тим, що ці елементи розташовані уздовж ливниково-живильної системи за принципом ботанічного явища філотаксису.2. Модель за п. 1, яка відрізняється тим, що елементи моделі закріплені на трубках з синтетичної плівки, що є частиною ливниково-живильної...
Ливарна модель, що газифікується

Номер патенту: 71326
Опубліковано: 15.11.2004
Автор: ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22C 9/04
Мітки: ливарна, газифікується, модель
Формула / Реферат:
1. Ливарна модель, що газифікується, виконана із пінополістиролу із включеними в її об'єм модифікуючими, інокулюючими та легуючими добавками, яка відрізняється тим, що добавки розташовують в моделі не рівномірно по об'єму, а в максимальній концентрації в місці заливання металу із зменшенням останньої в напрямку просування розплавленого металу при заповненні форми, наприклад знизу вгору.2. Модель за п. 1, яка відрізняється тим, що...
Навчальна модель багатогранників (тіла лося)
Номер патенту: 38968
Опубліковано: 26.01.2009
Автор: Лось Леонід Васильович
МПК: G09B 23/04
Мітки: багатогранників, тіла, лося, модель, навчальна
Формула / Реферат:
1. Навчальна модель багатогранників, в якій вихідним є тетраедр і застосовані правильні піраміди та антипризми з гранями у вигляді рівносторонніх трикутників і/або рівнобедрених трикутників, яка відрізняється тим, що піраміди, що мають однакові основи з антипризмами, з'єднані між собою по цих основах в єдиний багатогранник, причому пірамід обов'язково дві, а між ними одна антипризма; багатогранники розташовані в безкінечний ряд по єдиному...
Навчальна модель “зірчасті багатогранники лося”
Номер патенту: 47777
Опубліковано: 25.02.2010
Автор: Лось Леонід Васильович
МПК: G09B 23/04
Мітки: багатогранники, навчальна, модель, лося, зірчасті
Формула / Реферат:
1. Навчальна модель, що містить багатогранники з однаковими трикутними, в тому числі рівносторонніми, рівнобедреними та трапецеїдальними гранями, а також фрагменти зірчастих призм, пірамід, біпірамід, яка відрізняється тим, що в неї входять зірчасті правильні та напівправильні антипризми, призми, піраміди, біпіраміди, призматоїди та біпризматоїди, а також нові двоїсті їм напівправильні багатогранники, причому кожний тип вказаних...
Попередній патент: Упаковка
Наступний патент: Сполуки, корисні для пригнічення снк1
Випадковий патент: Спосіб визначення потенційного екологічного ризику територій мешкання