Лазерний пристрій для обробки отворів
Номер патенту: 79292
Опубліковано: 25.04.2013
Автори: Котляров Валерій Павлович, Клименко Катерина Віталіївна
Формула / Реферат
Лазерний пристрій для обробки отворів, який має лазер, фокусуючу лінзу, горизонтально розташований стіл, який відрізняється тим, що в столі виготовлено конічний отвір для розміщення заготівки у вигляді кульки, з'єднаний з повітряною магістраллю.
Текст
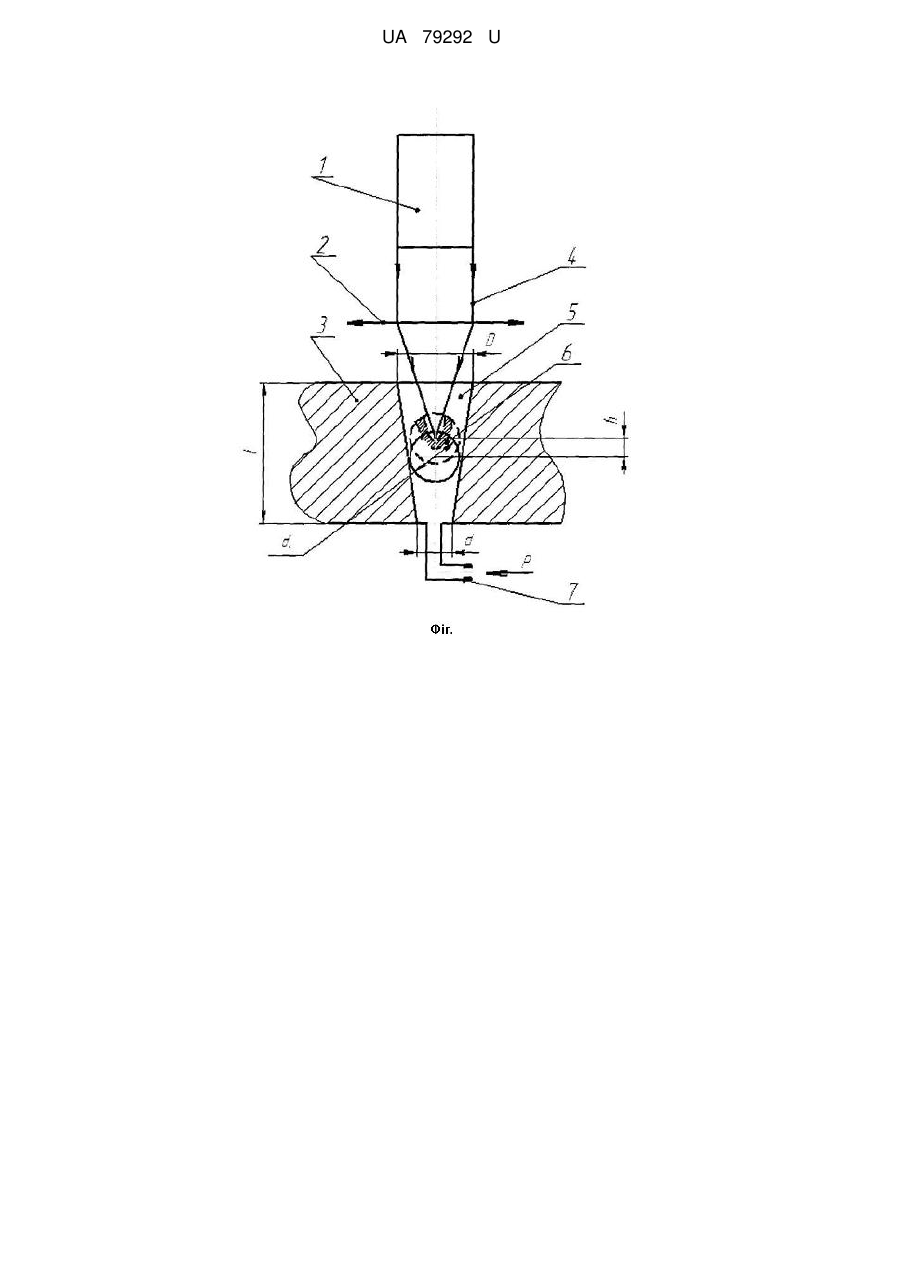
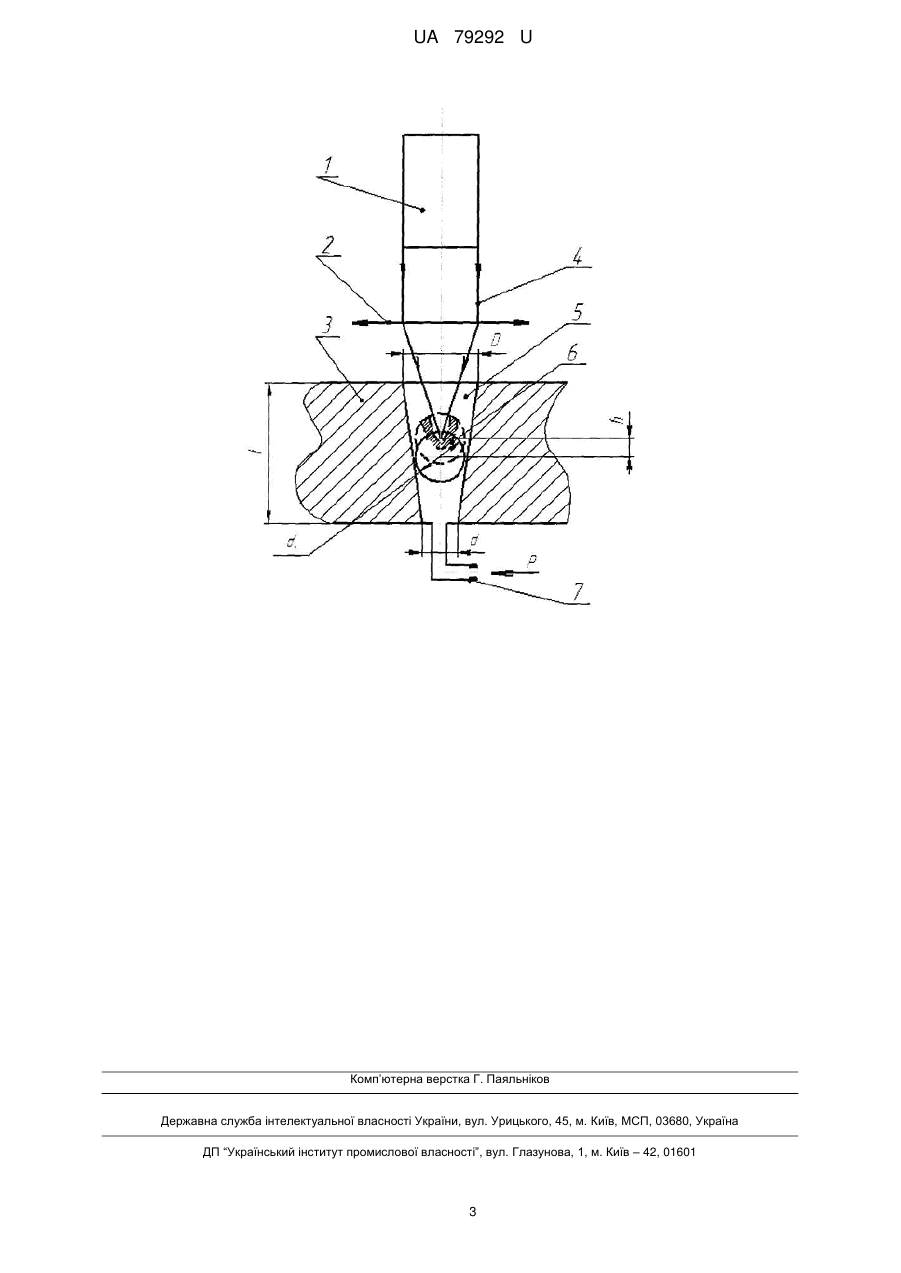
Реферат: Лазерний пристрій для обробки отворів, який має лазер, фокусуючу лінзу, горизонтально розташований стіл, крім того в столі виготовлено конічний отвір для розміщення заготівки у вигляді кульки, з'єднаний з повітряною магістраллю. UA 79292 U (54) ЛАЗЕРНИЙ ПРИСТРІЙ ДЛЯ ОБРОБКИ ОТВОРІВ UA 79292 U UA 79292 U 5 10 15 20 25 30 35 40 45 Корисна модель призначена для прошивки наскрізних та глухих отворів в заготівках виду "кулька" з різних матеріалів з використанням енергії лазерного випромінювання та може бути використана у різних галузях промисловості в технології розмірної обробки. Відомі пристрої, які використовують енергію лазерного випромінювання для обробки отворів [1], до складу яких входять джерело променевої енергії, фокусуюча лінза та стіл для розміщення заготівка, і в яких для збільшення глибини оброблювального отвору використовують багатоімпульсний режим обробки (БІО). При формуванні отворів в заготівках великої товщини (в кульках великого діаметра) по мірі заглиблення отвору ефективність обробки знижується із-за зменшення інтенсивності випромінювання на дні оброблювального отвору внаслідок складної повздовжньої форми каустики лазерного випромінювання. Як прототип вибрано лазерний пристрій для обробки отворів [2], яке має лазер, фокусуючу систему та стіл для розміщення заготівки, причому фокусуюча система виконана у вигляді поворотної турелі зі змінними об'єктивами (лінзами), яка дозволяє при БІО суміщувати фокальну площину лінзи з дном оброблювального отвору в проміжках між імпульсами. Це підвищує ефективність знімання матеріалу при обробці глибоких отворів. Однак, час, який необхідно для переналадки оптичної системи, обмежує частоту надходження імпульсів, тобто знижує продуктивність технологічної операції і ускладнює її автоматизацію. Недоліком відомого обладнання є обмежена продуктивність процесу із-за необхідності підналагоджування оптичної системи в проміжках між імпульсами. Задача корисної моделі - підвищення продуктивності оброки отворів в заготівках типу "кулька" декількома імпульсами лазерного випромінювання за рахунок автоматизації процесу суміщення дна отвору з площиною найбільшої інтенсивності пучка лазерного випромінювання. Поставлена задача досягається тим, що в запропонованому лазерному пристрої для обробки отворів, який має лазер, фокусуючу лінзу і встановлений горизонтально стіл, в останньому виконано конічний отвір для розміщення кульки, з'єднаний з повітряною магістраллю, тиск в якій установлено достатнього рівня для підтримки кульки в межах довжини отвору в збалансованому стані. Досягнення поставленої задачі пояснюється тим, що, початкові умови опромінення поверхні заготівки забезпечуються при її розташуванні в порожнині отвору обраним тиском газової мережі і відповідною конусності отвору. Заготівки, які відрізняються від нормального розміру, будуть встановлюватися з різним розташуванням центру тяжіння, але при постійному положенні їх верхньої поверхні. При обробці по мірі формування глибини отвору, тобто видалення матеріалу з його порожнини, забезпечується переміщення заготівки назустріч променю, тобто зміна умов фокусування випромінювання на поверхню випаровування (дно отвору). Ці дії виконуються автоматично на протязі технологічної операції. На кресленні показана схема пристрою для обробки отворів, де: 1 - лазер; 2 - фокусуюча лінза, встановлена на шляху лазерного випромінювання; 3 - стіл для розміщення деталі, базова поверхня якого горизонтальна і розташована за нормаллю до лазерного випромінювання 4; 5 конусний отвір в столі, у якого розміри найбільшого і найменшого діаметрів пов'язані з розміром заготівки 6 у вигляді кульки відношенням: D>dк>d. Порожнину конусного отвору підключено до повітряної магістралі 7 з тиском р. Обладнання працює наступним чином. Заготівку 6 у вигляді кульки розташовують в порожнині отвору 5. При виключеній повітряній мережі 7 кулька займає таке положення в ньому, яке визначається розмірами dк, d і D і конусності отвору 5 (K=(D-d)/21). При подачі із повітряної магістралі повітря тиском р під кульку в порожнину отвору 5 вона підіймається і займає таке положення по його глибині, яке відповідає її масі і співвідношенню розміру кульки і отвору в цьому перетині dп. При цьому рівновага системи забезпечується балансом сил, діючих на кульку: 2 3 Пd к Пd к р1 dк Gк 3 , (1) 22 6 або 2 1 де: р - тиск під кулькою, який визначається витратою повітря через кільцевий зазор П 2 2 dп dк 4 площею ; Gк - маса кульки; - питома вага його матеріла. p1 50 55 Лінзу 2 переміщують вертикально до суміщення її фокальної площини з поверхнею кульки. При встановлені в подальшому кульок більших чи менших розмірів змінюють обидві частини рівняння (1) таким чином, що за певної конусності отвору 5-k - верхня поверхня кульки не зміщується з обраного рівня, лише зміщується вгору чи вниз її центр тяжіння. Таким чином, 1 UA 79292 U розсіювання розмірів кульок в партії менш помітно позначається на підтриманні початкових умов опромінення для кожної заготовки із партії. При подачі лазерного імпульсу в кульці формується заглиблення розміру d 0*h0, що зменшує вагу кульки до величини: 2 3 П dк d0h0 G 2 3 2 . 1 к 5 Тобто порушується рівняння (1). Ліва частина перевершує праву, що викликає переміщення кульки вгору на величину h0, назустріч променю 4, збільшується зазор між кулькою і стінкою 11 отвору, що зменшує тиск до величини р під кулькою в відношенні з рівняння: 2 d 3 d 2h p11 d к к 0 0 3 2 2 10 15 20 25 30 35 . Величина h0 визначається параметрами пневматичної системи і розмірами кульки і отвору. При подачі наступних імпульсів цикл обробки повторюється і по завершенню заданої кількості імпульсів, тобто при формуванні крізного отвору, пристрій виключається. Стабільне положення кульки заглибленням вгору забезпечується зсунутим центром тяжіння і умовами рівномірного обтікання її тіла повітрям по периферії. Будь-який нахил кульки в сторону збурює повітряний потік, створює турбулентність, повертаючи її в початкове положення. Обладнання було випробуване при обробці отвору Ø 0,3 мм в кульках Ø 4 мм із сталі ШХ15 3 (обприскувачі лобових стекол автомобіля Lanos) вагою 2,55*10- Н. Лазер на гранаті з імпульсною енергією випромінювання Е = 3-7 Дж. Випромінювання сфокусували в зону діаметром d=0,3 мм, лінзою F=50 мм. Для обробки використовували лазерні імпульси Е = 6 Дж; 7 τ = 0,05 мс; утворюючі в зоні опромінення густину потужності теплового потоку W p=0,5*10 2 Вт/см . Експериментально було встановлено, що при обробці отвору заданих розмірів з проміжним зміщенням лінзи для підтримання умов фокусування випромінювання після першого імпульсу утворюється лунка діаметром 0,3*1,6 мм; після другого - діаметр 0,3*1,2 мм; після третього - діаметр 0,3*0,8 мм і після четвертого - діаметр 0,3 - наскрізне. Таким чином, тиск системи р і розміри конічного отвору повинні забезпечувати зміщення кульки на величину приросту глибини лунки. При тиску в системі р = 300 кПа такий рух кульки забезпечується в отворі з конусністю к = 0,05 і розмірами D=5 мм; d=3,5 мм; l=15 мм. Після першого імпульсу 5 зменшення ваги кульки на 6,2*10- Н компенсується падінням тиску повітря під ним в зв'язку з збільшенням зазору між кулькою і отвором на 0,16 мм при його підйомі на 1,6 мм. Після другого 5 5 відповідно - 4,26*10- ; 0,12; 1,2; після третього - 3,1*10- ; 0,08; 0,8. Час обробки одного отвору зменшився на 7 с порівняно з операцією, яка має ручне коректування умов опромінення. Джерела інформації: 1. Вейко В.П. Лазерная микрообработка. - Санкт-Петербург: ГУ ИТМО, 2007. - с. 62. 2. Григорьянц А.Г., Шиганов И.Н., Мисюра Н.И. Технологические процессы лазерной обработки. - М: МГТУ им. Баумана, 2008. - C. 565-566 (прототип) ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Лазерний пристрій для обробки отворів, який має лазер, фокусуючу лінзу, горизонтально розташований стіл, який відрізняється тим, що в столі виготовлено конічний отвір для розміщення заготівки у вигляді кульки, з'єднаний з повітряною магістраллю. 2 UA 79292 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюLaser apparatus for machining holes
Автори англійськоюKotliarov Valerii Pavlovych, Klymenko Kateryna Vitaliivna
Назва патенту російськоюЛазерное устройство для обработки отверстий
Автори російськоюКотляров Валерий Павлович, Клименко Екатерина Витальевна
МПК / Мітки
МПК: B23K 26/04
Мітки: лазерний, пристрій, обробки, отворів
Код посилання
<a href="https://ua.patents.su/5-79292-lazernijj-pristrijj-dlya-obrobki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Лазерний пристрій для обробки отворів</a>
Пристрій для лазерної обробки отворів без вхідного конуса і ґрата
Номер патенту: 76424
Опубліковано: 10.01.2013
Автори: Лашта Андрій Віталійович, Котляров Валерій Павлович
МПК: B23K 26/00
Мітки: пристрій, конуса, отворів, лазерної, вхідного, обробки, ґрата
Формула / Реферат:
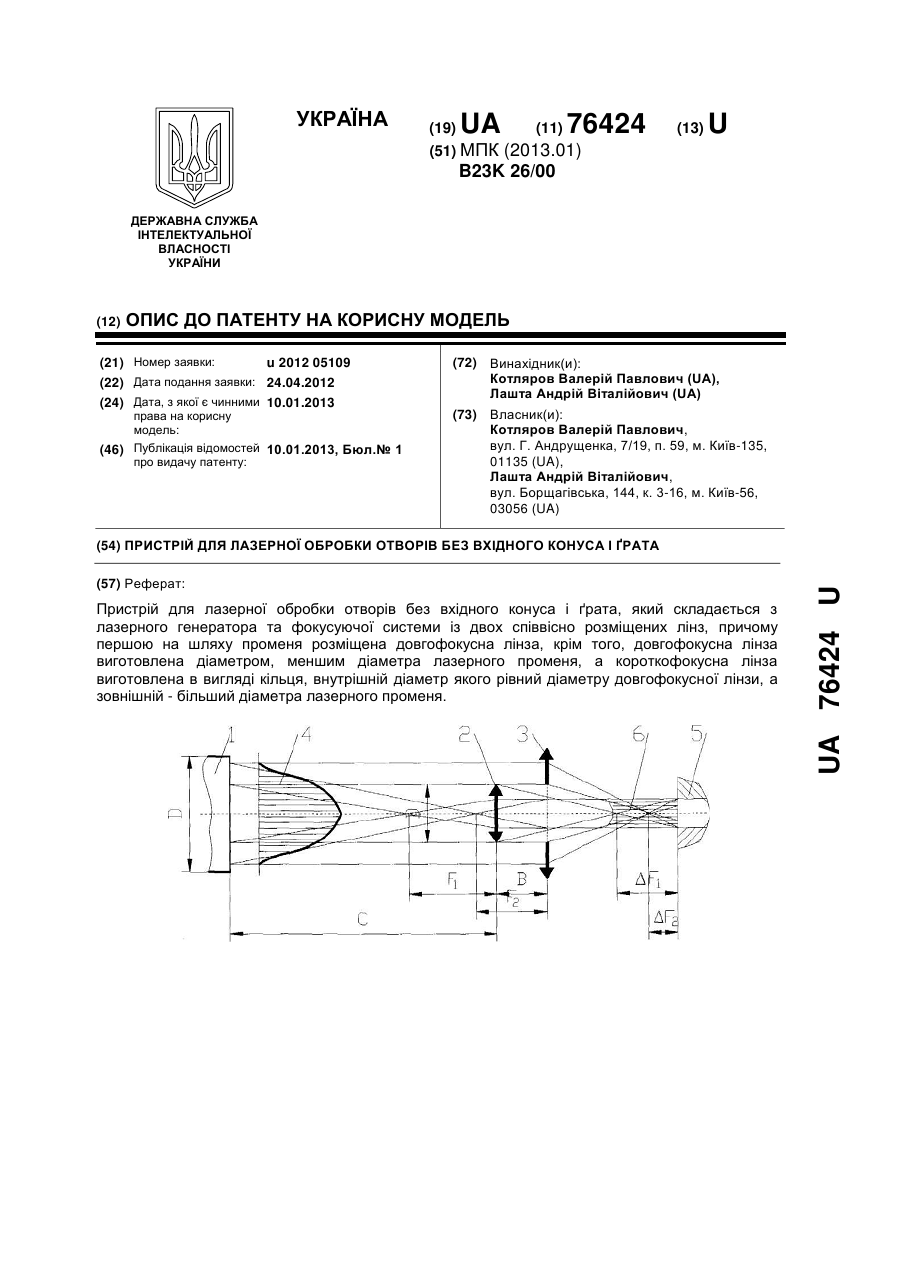
1. Пристрій для лазерної обробки отворів без вхідного конуса і ґрата, який складається з лазерного генератора та фокусуючої системи із двох співвісно розміщених лінз, причому першою на шляху променя розміщена довгофокусна лінза, який відрізняється тим, що довгофокусна лінза виготовлена діаметром, меншим діаметра лазерного променя, а короткофокусна лінза виготовлена в вигляді кільця, внутрішній діаметр якого рівний діаметру довгофокусної...
Пристрій для лазерної обробки отворів в металевих заготовках
Номер патенту: 42519
Опубліковано: 10.07.2009
Автори: Котляров Валерій Павлович, Вахдатінія Ілназ, Аліверді Мохаммад Алі, Місагі Масіг
МПК: B23K 26/06
Мітки: заготовках, лазерної, пристрій, отворів, металевих, обробки
Формула / Реферат:
Пристрій для лазерної обробки отворів в металевих заготовках, що містить лазер з блоком живлення, в резонаторі якого з можливістю обертання навколо осі, паралельної осі лазера, розташовано диск із непрозорого матеріалу з кільцевим пазом для виводу інтенсивної частини імпульсу випромінювання та отвором для пропуску сигналу синхронізації початку обертання диска з початком генерації випромінювання між джерелом світла та фотоелементом, які...
Спосіб обробки отворів
Номер патенту: 17470
Опубліковано: 15.09.2006
Автори: Пестунов Володимир Михайлович, Павленко Іван Іванович, Кабулов Костянтин Борисович
МПК: B23B 1/00
Мітки: обробки, отворів, спосіб
Формула / Реферат:
Спосіб обробки отворів, при якому до заготівки підводиться напрямна втулка і фіксується в технологічній системі верстата до закінчення процесу обробки, який відрізняється тим, що напрямну втулку спочатку встановлюють на супутник і базують по отвору, а потім супутник встановлюють і закріплюють у шпинделі з базуванням по отвору шпинделя, після чого за допомогою шпинделя супутник підводять до заготівки, де фіксують напрямну втулку, після чого...
Спосіб лазерної обробки отворів в металевих заготовках
Номер патенту: 42516
Опубліковано: 10.07.2009
Автори: Хамеді Фархуд, Котляров Валерій Павлович
МПК: B23K 26/06
Мітки: металевих, обробки, спосіб, заготовках, лазерної, отворів
Формула / Реферат:
Спосіб лазерної обробки отворів в металевих заготовках, що включає виконання обробки серією імпульсів лазерного випромінювання з інтенсивністю, достатньою для випаровування оброблювального матеріалу, який відрізняється тим, що їх подають по черзі з імпульсами випромінювання, інтенсивність яких достатня для структурних перетворень в оброблювальному матеріалі.
Пристрій для обробки отворів у фланцевому з’єднанні гідротурбіни
Номер патенту: 64082
Опубліковано: 25.10.2011
Автори: Рубін Борис Матвійович, Веремеєнко Ігор Степанович, Овдієнко Вадим Григорович, Пугачов Веніамін Єгорович, Колганенко Вячеслав Іванович, Шилов Валерій Павлович, Грідчин Василь Михайлович
МПК: F03B 11/00
Мітки: з'єднанні, отворів, обробки, пристрій, фланцевому, гідротурбіни
Формула / Реферат:
Пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни, що містить блок для обробки отворів і сполучні і установні елементи, який відрізняється тим, що як блок для обробки отворів застосовується верстат свердлувальний на електромагнітній підставі, а установний елемент виконується у вигляді пластини з поверхнею, достатньою для установлення пластини на фланці вала і для установлення на ній підстави верстата свердлувального, і що...
Попередній патент: Спосіб лазерного гравіювання на виробах із прозорих матеріалів
Наступний патент: Спосіб виготовлення труб
Випадковий патент: Пристрій для вимірювання мікрохвильової проникності матеріалів