Пристрій для обробки отворів у фланцевому з’єднанні гідротурбіни
Номер патенту: 64082
Опубліковано: 25.10.2011
Автори: Шилов Валерій Павлович, Веремеєнко Ігор Степанович, Колганенко Вячеслав Іванович, Рубін Борис Матвійович, Овдієнко Вадим Григорович, Пугачов Веніамін Єгорович, Грідчин Василь Михайлович
Формула / Реферат
Пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни, що містить блок для обробки отворів і сполучні і установні елементи, який відрізняється тим, що як блок для обробки отворів застосовується верстат свердлувальний на електромагнітній підставі, а установний елемент виконується у вигляді пластини з поверхнею, достатньою для установлення пластини на фланці вала і для установлення на ній підстави верстата свердлувального, і що додатково містить шайбу центрувальну, що встановлена в отворі фланця вала генератора; оправку центрувальну, що встановлена на шпинделі верстата свердлувального і сполучена з шайбою центрувальною; оправку розточувальну, що встановлена на шпинделі верстата свердлувального, і хонінгувальну головку, що встановлена на шпинделі верстата свердлувального.
Текст
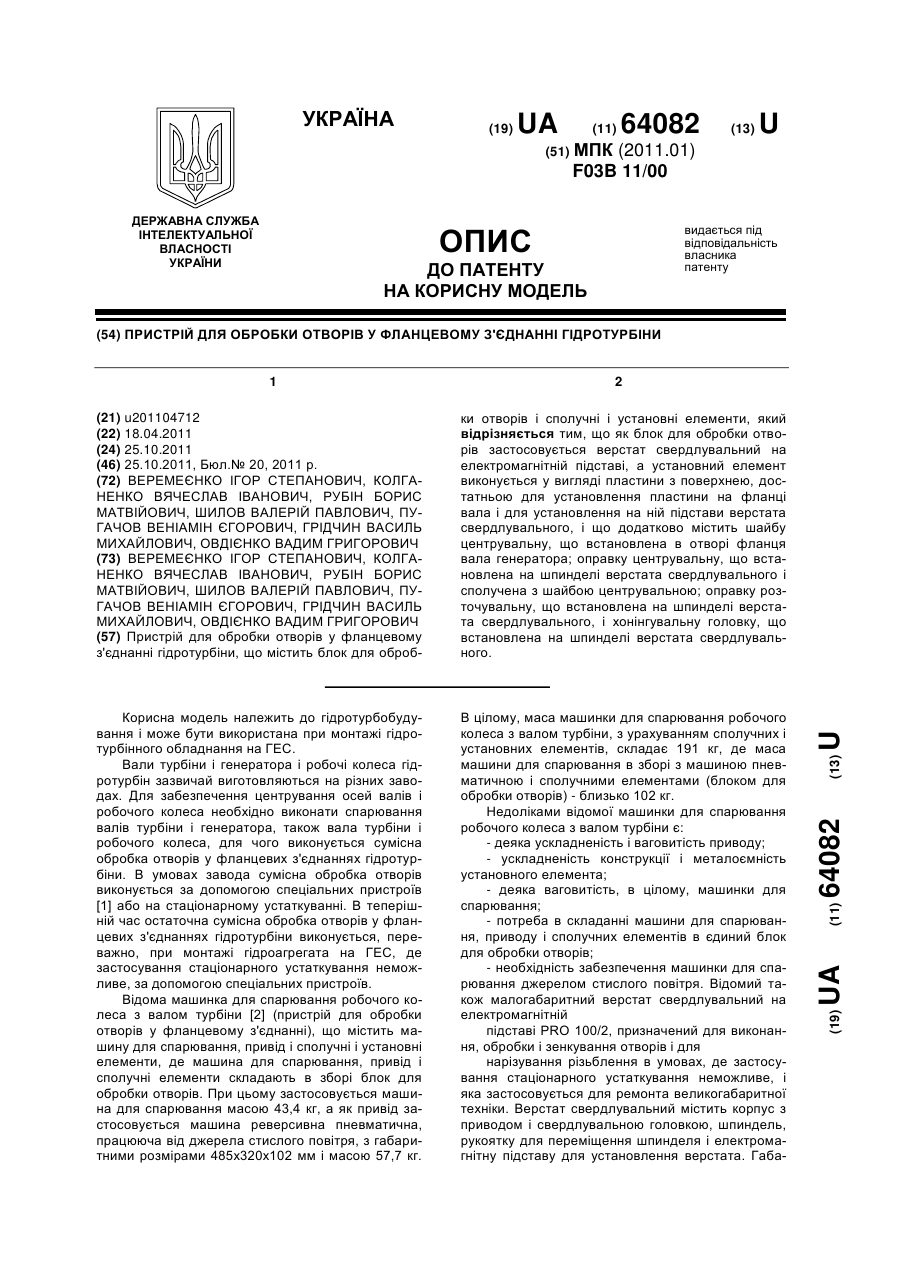
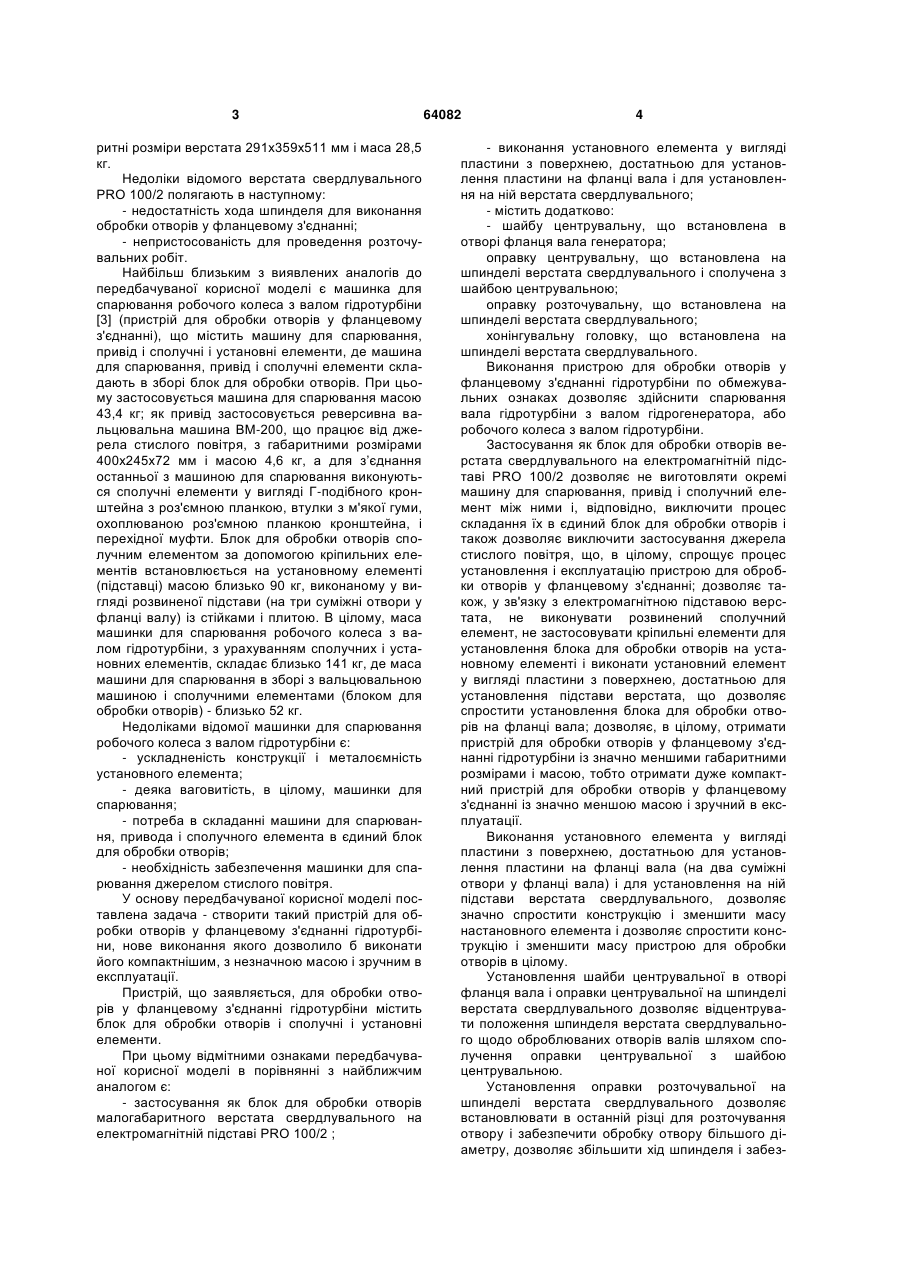
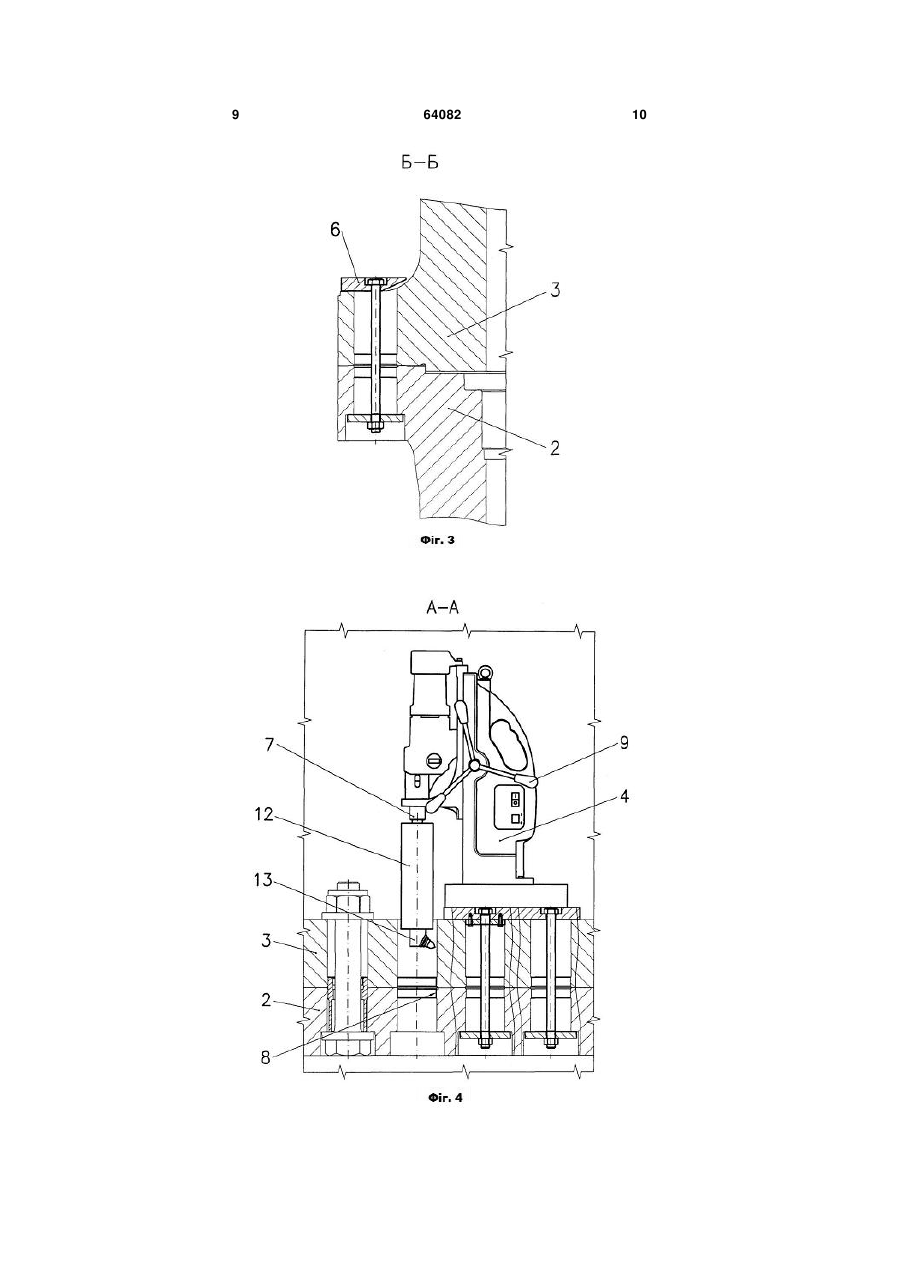
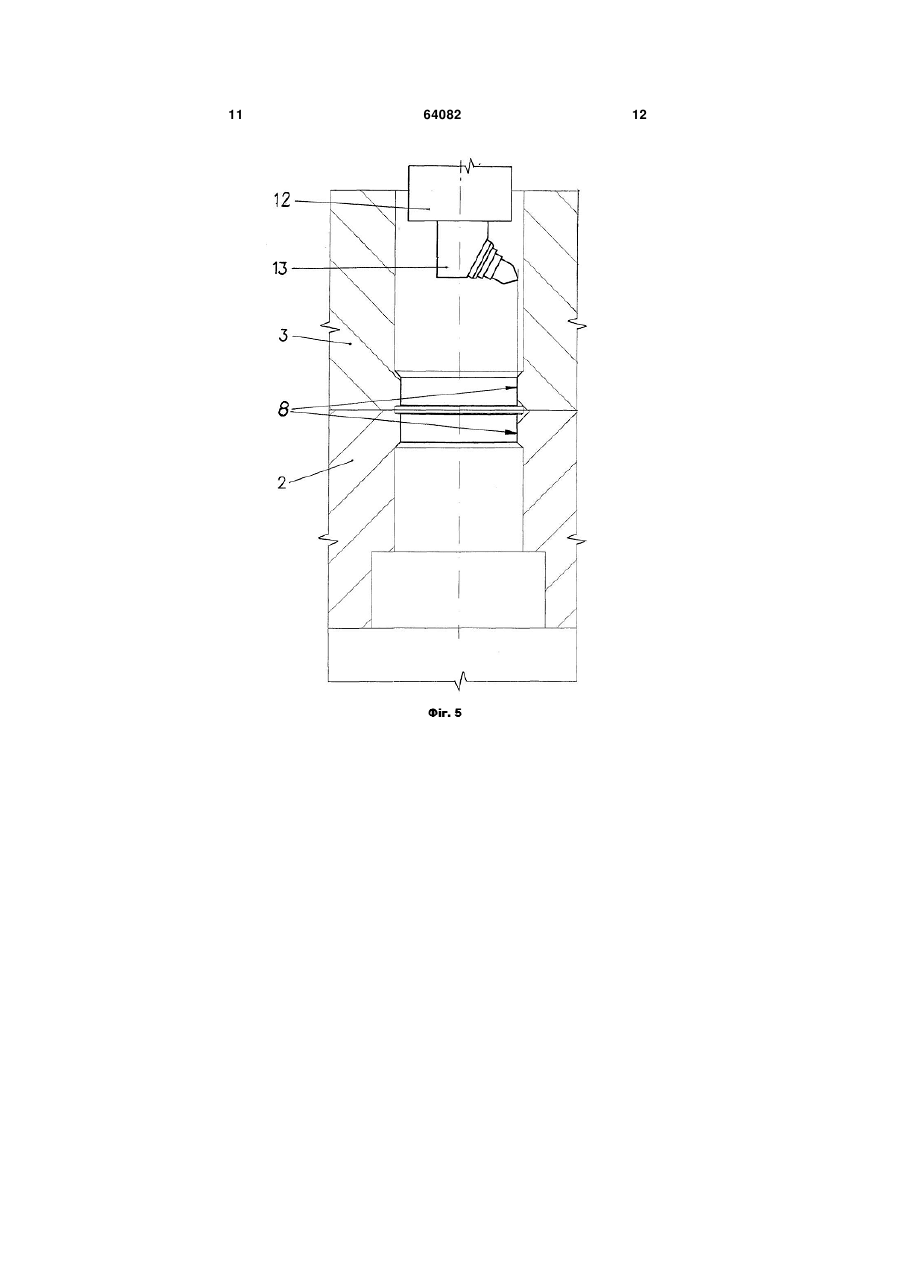
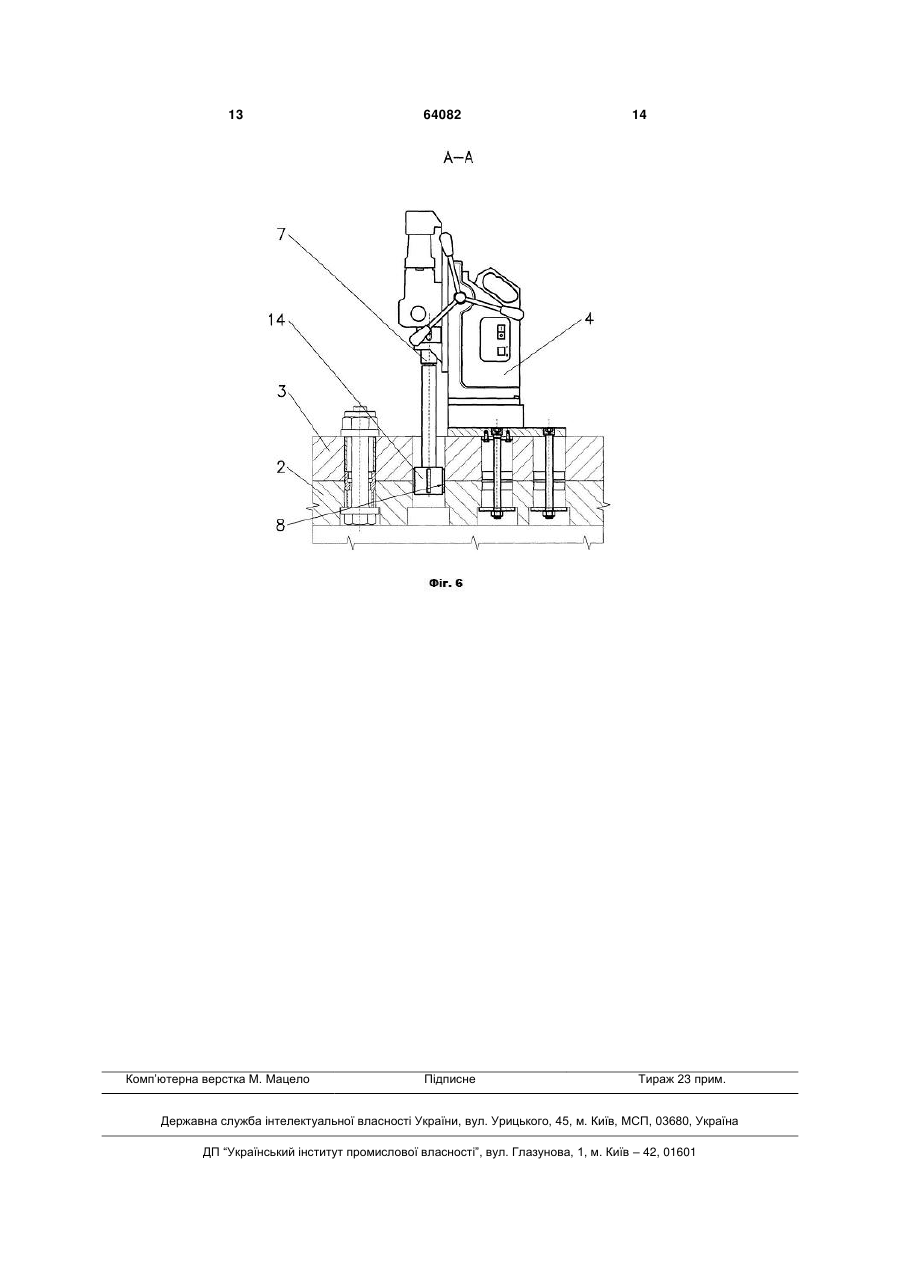
Пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни, що містить блок для оброб 3 ритні розміри верстата 291x359x511 мм і маса 28,5 кг. Недоліки відомого верстата свердлувального PRO 100/2 полягають в наступному: - недостатність хода шпинделя для виконання обробки отворів у фланцевому з'єднанні; - непристосованість для проведення розточувальних робіт. Найбільш близьким з виявлених аналогів до передбачуваної корисної моделі є машинка для спарювання робочого колеса з валом гідротурбіни [3] (пристрій для обробки отворів у фланцевому з'єднанні), що містить машину для спарювання, привід і сполучні і установні елементи, де машина для спарювання, привід і сполучні елементи складають в зборі блок для обробки отворів. При цьому застосовується машина для спарювання масою 43,4 кг; як привід застосовується реверсивна вальцювальна машина ВМ-200, що працює від джерела стислого повітря, з габаритними розмірами 400x245x72 мм і масою 4,6 кг, а для з’єднання останньої з машиною для спарювання виконуються сполучні елементи у вигляді Г-подібного кронштейна з роз'ємною планкою, втулки з м'якої гуми, охоплюваною роз'ємною планкою кронштейна, і перехідної муфти. Блок для обробки отворів сполучним елементом за допомогою кріпильних елементів встановлюється на установному елементі (підставці) масою близько 90 кг, виконаному у вигляді розвиненої підстави (на три суміжні отвори у фланці валу) із стійками і плитою. В цілому, маса машинки для спарювання робочого колеса з валом гідротурбіни, з урахуванням сполучних і установних елементів, складає близько 141 кг, де маса машини для спарювання в зборі з вальцювальною машиною і сполучними елементами (блоком для обробки отворів) - близько 52 кг. Недоліками відомої машинки для спарювання робочого колеса з валом гідротурбіни є: - ускладненість конструкції і металоємність установного елемента; - деяка ваговитість, в цілому, машинки для спарювання; - потреба в складанні машини для спарювання, привода і сполучного елемента в єдиний блок для обробки отворів; - необхідність забезпечення машинки для спарювання джерелом стислого повітря. У основу передбачуваної корисної моделі поставлена задача - створити такий пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни, нове виконання якого дозволило б виконати його компактнішим, з незначною масою і зручним в експлуатації. Пристрій, що заявляється, для обробки отворів у фланцевому з'єднанні гідротурбіни містить блок для обробки отворів і сполучні і установні елементи. При цьому відмітними ознаками передбачуваної корисної моделі в порівнянні з найближчим аналогом є: - застосування як блок для обробки отворів малогабаритного верстата свердлувального на електромагнітній підставі PRO 100/2 ; 64082 4 - виконання установного елемента у вигляді пластини з поверхнею, достатньою для установлення пластини на фланці вала і для установлення на ній верстата свердлувального; - містить додатково: - шайбу центрувальну, що встановлена в отворі фланця вала генератора; оправку центрувальну, що встановлена на шпинделі верстата свердлувального і сполучена з шайбою центрувальною; оправку розточувальну, що встановлена на шпинделі верстата свердлувального; хонінгувальну головку, що встановлена на шпинделі верстата свердлувального. Виконання пристрою для обробки отворів у фланцевому з'єднанні гідротурбіни по обмежувальних ознаках дозволяє здійснити спарювання вала гідротурбіни з валом гідрогенератора, або робочого колеса з валом гідротурбіни. Застосування як блок для обробки отворів верстата свердлувального на електромагнітній підставі PRO 100/2 дозволяє не виготовляти окремі машину для спарювання, привід і сполучний елемент між ними і, відповідно, виключити процес складання їх в єдиний блок для обробки отворів і також дозволяє виключити застосування джерела стислого повітря, що, в цілому, спрощує процес установлення і експлуатацію пристрою для обробки отворів у фланцевому з'єднанні; дозволяє також, у зв'язку з електромагнітною підставою верстата, не виконувати розвинений сполучний елемент, не застосовувати кріпильні елементи для установлення блока для обробки отворів на установному елементі і виконати установний елемент у вигляді пластини з поверхнею, достатньою для установлення підстави верстата, що дозволяє спростити установлення блока для обробки отворів на фланці вала; дозволяє, в цілому, отримати пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни із значно меншими габаритними розмірами і масою, тобто отримати дуже компактний пристрій для обробки отворів у фланцевому з'єднанні із значно меншою масою і зручний в експлуатації. Виконання установного елемента у вигляді пластини з поверхнею, достатньою для установлення пластини на фланці вала (на два суміжні отвори у фланці вала) і для установлення на ній підстави верстата свердлувального, дозволяє значно спростити конструкцію і зменшити масу настановного елемента і дозволяє спростити конструкцію і зменшити масу пристрою для обробки отворів в цілому. Установлення шайби центрувальної в отворі фланця вала і оправки центрувальної на шпинделі верстата свердлувального дозволяє відцентрувати положення шпинделя верстата свердлувального щодо оброблюваних отворів валів шляхом сполучення оправки центрувальної з шайбою центрувальною. Установлення оправки розточувальної на шпинделі верстата свердлувального дозволяє встановлювати в останній різці для розточування отвору і забезпечити обробку отвору більшого діаметру, дозволяє збільшити хід шпинделя і забез 5 печити обробку отвору на необхідну довжину; тим самим дозволяє розширити технологічні можливості блока для обробки отворів. Установлення хонінгувальної головки на шпинделі верстата свердлувального дозволяє забезпечити остаточну обробку отворів у фланцевому з'єднанні з високою точністю. В цілому, сукупність суттєвих ознак дозволяє досягти технічний результат - отримати пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни, що містить компактний свердлувальний верстат на електромагнітній підставі PRO 100/2 і полегшені установні елементи, тобто отримати пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни компактніший, з незначною масою (загальною - близько 76 кг, а блока для обробки отворів - 28,5 кг) і зручний в експлуатації. Передбачувана корисна модель ілюструється кресленнями, на яких показано: фіг. 1 - схема установлення пристрою для обробки отворів у фланцевому з'єднанні гідротурбіни в плані; фіг. 2 - вигляд в розрізі установки пристрою для обробки отворів у фланцевому з'єднанні гідротурбіни з центрувальними шайбою і оправкою (перетин А-А на фіг. 1); фіг. 3 - розташування установного елемента пристрою для обробки отворів у фланцевому з'єднанні гідротурбіни на фланці вала генератора (перетин Б-Б на фіг. 1); фіг. 4 - установлення на шпинделі верстата свердлувального оправки розточувальної (перетин А-А на фіг. 1); фіг. 5 - схема обробки отворів у фланцевому з'єднанні гідротурбіни (додаток до фіг. 4); фіг. 6 - установлення на шпинделі верстата свердлувального хонінгувальної головки (перетин А-А на фіг. 1). Пристрій 1 для обробки отворів у фланцевому з'єднанні гідротурбіни (див. фіг. 1 і 2) призначений, наприклад, для спарювання вала 2 гідротурбіни і вала 3 гідрогенератора і встановлюється на фланці вала 3 генератора. При цьому пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни містить (див. фіг. 2 і 3) верстат свердлувальний 4 на електромагнітній підставі (сполучному елементі) 5 і установний елемент - підставку 6, за допомогою якої пристрій встановлюється на фланці вала 3 генератора. Причому, верстат свердлувальний 4 містить шпиндель 7 для установлення робочих елементів для обробки отворів 8 і рукоятку 9 для осьового переміщення шпинделя 7. При цьому пристрій містить додатково шайбу центрувальну 10, що встановлена в отворі фланця вала 3 генератора, оправку центрувальну 11, що встановлена на шпинделі 7 верстата 4, оправку 64082 6 розточувальну 12 (див. фіг. 4 і 5), що встановлена на шпинделі 7 верстата 4, в якій встановлюються різці розточувальні 13, і хонинговальну головку 14 (див. фіг. 6), що встановлена на шпинделі 7 верстата 4, для обробки отворів 8 необхідного розміру і класу точності і чистоти. Пристрій для обробки отворів у фланцевому з'єднанні гідротурбіни складається, встановлюється і працює таким чином (фіг. 1.. .6). На фланці вала 3 генератора встановлюється і кріпиться підставка 6 (фіг. 3). На останній встановлюється верстат свердлувальний 4 (фіг. 1 і 2), на шпинделі 7 якого встановлюється оправка центрувальна 11, а в отворі фланця вала 3 встановлюється шайба центрувальна 10. Оправка центрувальна 11 виставляється щодо шайби центрувальної 10, тобто шпиндель 7 верстата свердлувального 4 виставляється щодо оброблюваних отворів у фланцевому з'єднанні. За допомогою електромагнітної підстави 5 верстат свердлувальний 4 закріплюється на підставці 6. Пристрій для обробки отворів у фланцевому з'єднанні складений... Потім центрувальні шайба 10 і оправка 11 віддаляються. На шпинделі 7 верстата 4 встановлюється оправка розточувальна 12 (фіг. 4), в якій встановлюється різець розточувальний 13. При осьовому переміщенні шпинделя 7, що обертається, верстата 4 за допомогою рукоятки 9 виконується розточування отворів 8 (фіг. 5). Для остаточної сумісної обробки отворів 8 на шпинделі 7 верстата 4 встановлюється хонінгувальна головка 14 (фіг. 6). Пристрій, що заявляється, для обробки отворів у фланцевому з'єднанні гідротурбіни може бути використаний для обробки отворів будь-яких фланцевих з'єднань. Джерела інформації 1. Я. Ф. Фитерман. Монтаж и ремонт гидротурбин. - М.-Л.: Государственное энергетичческое издательство. - 1961. - С. 308-309, рис. 161 и 162. 2. Машинка для спаривания рабочего колеса с валом турбини. Черт. ГМ-002824СБ - Харьков: ООО «Харьковтурбоинжиниринг» 3. Safety instructions and operators manual for drilling machine (with electromagnetic bases) PRO 100/2. - Bialystok, Poland: PROMOTECH. (Верстат свердлувальний з електромагнітною підставою PRO 100/2. / Керівництво по експлуатації. - Белосток, Польща: фірма-виготовлювач PROMOTECH. -29 с). - Копія (на 3 с.: с 1,4 і 5) додається. 4. Машинка для спарювання робочого колеса з валом гідротурбіни. Пат. 42076 Україна; МПК F 03 В 11/00; опубл. 2009, Бюл. № 12 найближчий аналог. 7 64082 8 9 64082 10 11 64082 12 13 Комп’ютерна верстка М. Мацело 64082 Підписне 14 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for making holes in flange joint of a hydraulic turbine
Автори англійськоюVeremeienko Ihor Stepanovych, Kolhanenko Viacheslav Ivanovych, Rubin Borys Matviiovych, Shylov Valerii Pavlovych, Puhachov Veniamin Yehorovych, Hridchyn Vasyl Mykhailovych, Ovdienko Vadym Hryhorovych
Назва патенту російськоюУстройство для обработки отверстий во фланцевом соединении гидротурбины
Автори російськоюВеремеенко Игорь Степанович, Колганенко Вячеслав Иванович, Рубин Борис Матвеевич, Шилов Валерий Павлович, Пугачов Вениамин Егорович, Гридчин Василий Михайлович, Овдиенко Вадим Григорьевич
МПК / Мітки
МПК: F03B 11/00
Мітки: фланцевому, отворів, з'єднанні, гідротурбіни, пристрій, обробки
Код посилання
<a href="https://ua.patents.su/7-64082-pristrijj-dlya-obrobki-otvoriv-u-flancevomu-zehdnanni-gidroturbini.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки отворів у фланцевому з’єднанні гідротурбіни</a>
Пристрій для зняття і установлення важеля лопатки напрямного апарата гідротурбіни

Номер патенту: 50202
Опубліковано: 25.05.2010
Автори: Веремеєнко Ігор Степанович, Шилов Валерій Павлович, Скобцов Володимир Васильович
МПК: F03B 11/00
Мітки: пристрій, напрямного, апарата, установлення, зняття, важеля, лопатки, гідротурбіни
Формула / Реферат:
Пристрій для зняття і установлення важеля лопатки напрямного апарата гідротурбіни, де напрямний апарат містить напрямні лопатки з цапфами і важелі, що встановлені на цапфах лопаток, який містить накладку з центральним отвором, що закріплюється на важелі; різьбовий шток, що закріплюється на цапфі лопатки, і силову гайку, що встановлюється на різьбовому штоку, який відрізняється тим, що накладка виконується з буртиком по центральному отвору;...
Перфорований вал папероробної машини та пристрій для обробки отворів перфорації
Номер патенту: 61707
Опубліковано: 17.11.2003
Автори: Гура Іван Михайлович, Коваль Володимир Костянтинович, Чернявський Володимир Іванович, Мулін Володимир Іванович
МПК: B23B 51/00, D21F 13/00, D21F 3/02
Мітки: перфорації, обробки, машини, вал, перфорований, пристрій, папероробної, отворів
Формула / Реферат:
1. Перфорований вал папероробної машини, який містить перфоровану обичайку, концентрично розміщену відносно осі цапф, втулки, опорні диски, який відрізняється тим, що торцеві поверхні опорних дисків розміщені врівень із торцевими поверхнями втулок, а торцеві поверхні зовнішніх опорних дисків та втулок розміщені врівень із торцевими поверхнями перфорованої обичайки.2. Пристрій для обробки отворів перфорованого вала папероробної машини,...
Машинка для спарювання робочого колеса з валом гідротурбіни
Номер патенту: 42076
Опубліковано: 25.06.2009
Автори: Шилов Валерій Павлович, Колганенко Вячеслав Іванович, Першин Юрій Федорович, Рубін Борис Матвійович, Веремеєнко Ігор Степанович, Міхно Микола Іванович
МПК: F03B 11/00
Мітки: робочого, спарювання, колеса, валом, гідротурбіни, машинка
Формула / Реферат:
Машинка для спарювання робочого колеса з валом гідротурбіни, що містить машину для спарювання, привід, сполучні і установні елементи, яка відрізняється тим, що як привід застосовується реверсивна вальцювальна машина, а для з'єднання останньої з машиною для спарювання виконуються сполучні елементи у вигляді Г-подібного кронштейна з рознімною планкою, втулки з м'якої гуми, що охоплюється рознімною планкою кронштейна, і перехідної муфти.
Спосіб обробки отворів
Номер патенту: 17470
Опубліковано: 15.09.2006
Автори: Павленко Іван Іванович, Кабулов Костянтин Борисович, Пестунов Володимир Михайлович
МПК: B23B 1/00
Мітки: отворів, спосіб, обробки
Формула / Реферат:
Спосіб обробки отворів, при якому до заготівки підводиться напрямна втулка і фіксується в технологічній системі верстата до закінчення процесу обробки, який відрізняється тим, що напрямну втулку спочатку встановлюють на супутник і базують по отвору, а потім супутник встановлюють і закріплюють у шпинделі з базуванням по отвору шпинделя, після чого за допомогою шпинделя супутник підводять до заготівки, де фіксують напрямну втулку, після чого...
Пристрій для демонтажу і монтажу підшипника нижньої цапфи лопатки напрямного апарата гідротурбіни

Номер патенту: 55811
Опубліковано: 27.12.2010
Автори: Сіренко Олег Володимирович, Шилов Валерій Павлович, Веремеєнко Ігор Степанович, Соколов Валентин Геннадійович, Зудочкин Ігор Степанович
МПК: F03B 11/00
Мітки: лопатки, цапфи, пристрій, нижньої, напрямного, апарата, підшипника, монтажу, демонтажу, гідротурбіни
Формула / Реферат:
Пристрій для демонтажу і монтажу підшипника нижньої цапфи лопатки напрямного апарата гідротурбіни, де підшипник нижньої цапфи лопатки напрямного апарата гідротурбіни встановлений в нижньому кільці напрямного апарата і в порожнині гільзи з фланцем, що виведений в кільцеву порожнину напрямного апарата, і містить корпус зі штангою і з фланцем, що встановлений в стакані нижнього кільця і в порожнині гільзи напрямного апарата і включає...
Попередній патент: Спосіб машинного доїння корів
Випадковий патент: Спосіб лікування хворих на абсцеси та флегмони щелепно-лицевої ділянки