Спосіб і пристрій для виготовлення печаток
Формула / Реферат
1. Спосіб виготовлення печатки або друкарської форми з поверхнею, на якій знаходиться шаблон відбитку, який утворюють шляхом нанесення рідкого матеріалу, що твердіє, шарами на основу, який відрізняється тим, що здійснюють дозування кількості матеріалу, що наноситься, при цьому нанесення шарами рідкого матеріалу, що твердіє, здійснюють, використовуючи друкарську технологію, подібну до струминного способу.
2. Спосіб за п. 1, який відрізняється тим, що перед нанесенням матеріалу для утворення поверхні на основу наносять шар клейкої речовини.
3. Спосіб за п. 1 або 2, який відрізняється тим, що перед початком операції друкування до матеріалу для утворення поверхні додають домішки.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що до операції друкування та/або під час неї матеріал для утворення поверхні підігрівають.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що твердіння матеріалу поверхні прискорюють в проміжках між нанесенням шарів матеріалу.
6. Спосіб за п. 5, який відрізняється тим, що твердіння прискорюють шляхом охолодження.
7. Спосіб за п. 5 або 6, який відрізняється тим, що твердіння здійснюють розпиленням речовин, що викликають твердіння.
8. Спосіб за п. 7, який відрізняється тим, що для кожного наступного шару зменшують кількість матеріалу, що наноситься.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що як матеріал для утворення поверхні використовують полімер.
10. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що як матеріал для утворення поверхні використовують каучук.
11. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що як матеріал для утворення поверхні використовують пористий матеріал.
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що як основу використовують скляну пластину.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що як основу використовують пластмасову плівку-носій.
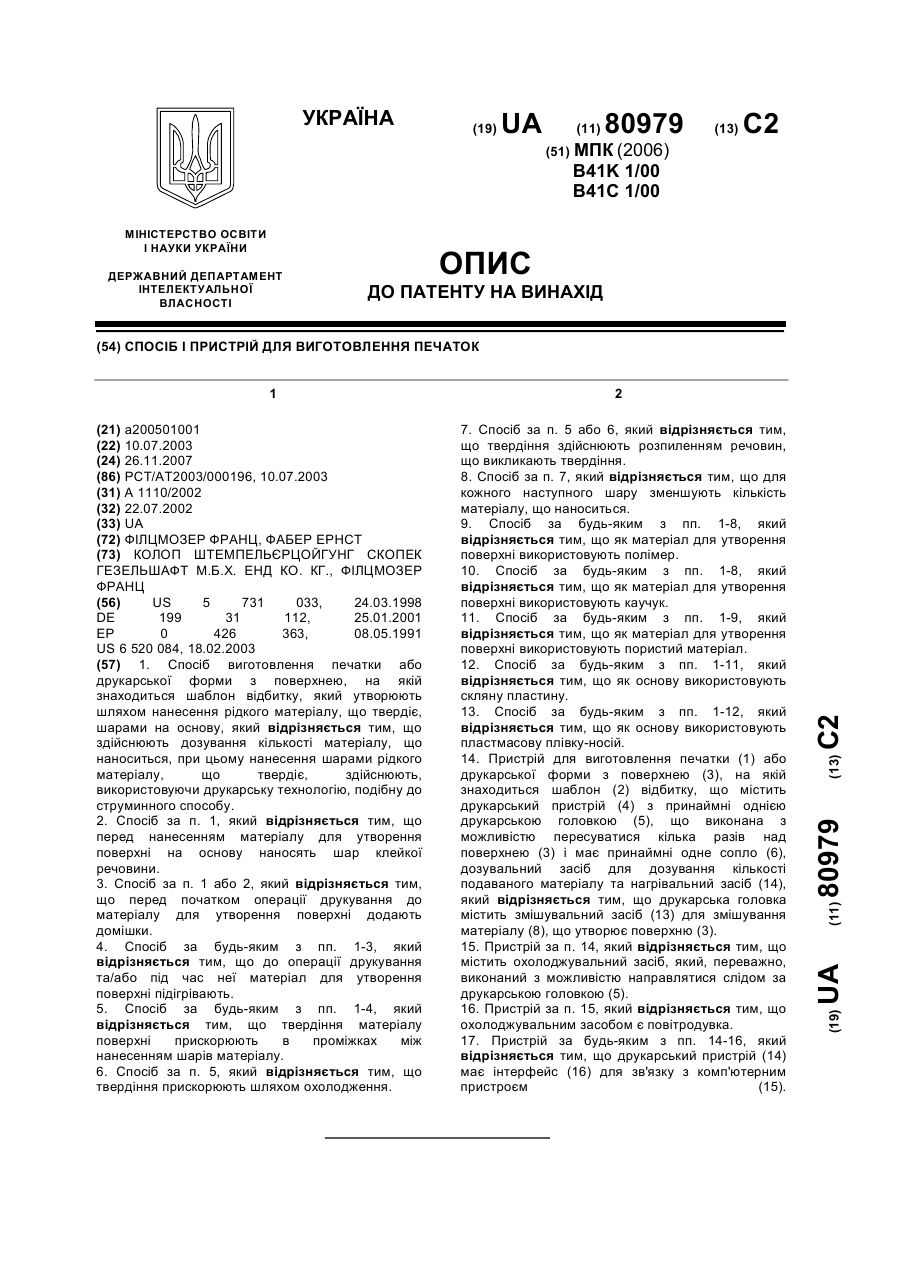
14. Пристрій для виготовлення печатки (1) або друкарської форми з поверхнею (3), на якій знаходиться шаблон (2) відбитку, що містить друкарський пристрій (4) з принаймні однією друкарською головкою (5), що виконана з можливістю пересуватися кілька разів над поверхнею (3) і має принаймні одне сопло (6), дозувальний засіб для дозування кількості подаваного матеріалу та нагрівальний засіб (14), який відрізняється тим, що друкарська головка містить змішувальний засіб (13) для змішування матеріалу (8), що утворює поверхню (3).
15. Пристрій за п. 14, який відрізняється тим, що містить охолоджувальний засіб, який, переважно, виконаний з можливістю направлятися слідом за друкарською головкою (5).
16. Пристрій за п. 15, який відрізняється тим, що охолоджувальним засобом є повітродувка.
17. Пристрій за будь-яким з пп. 14-16, який відрізняється тим, що друкарський пристрій (14) має інтерфейс (16) для зв'язку з комп'ютерним пристроєм (15).
Текст
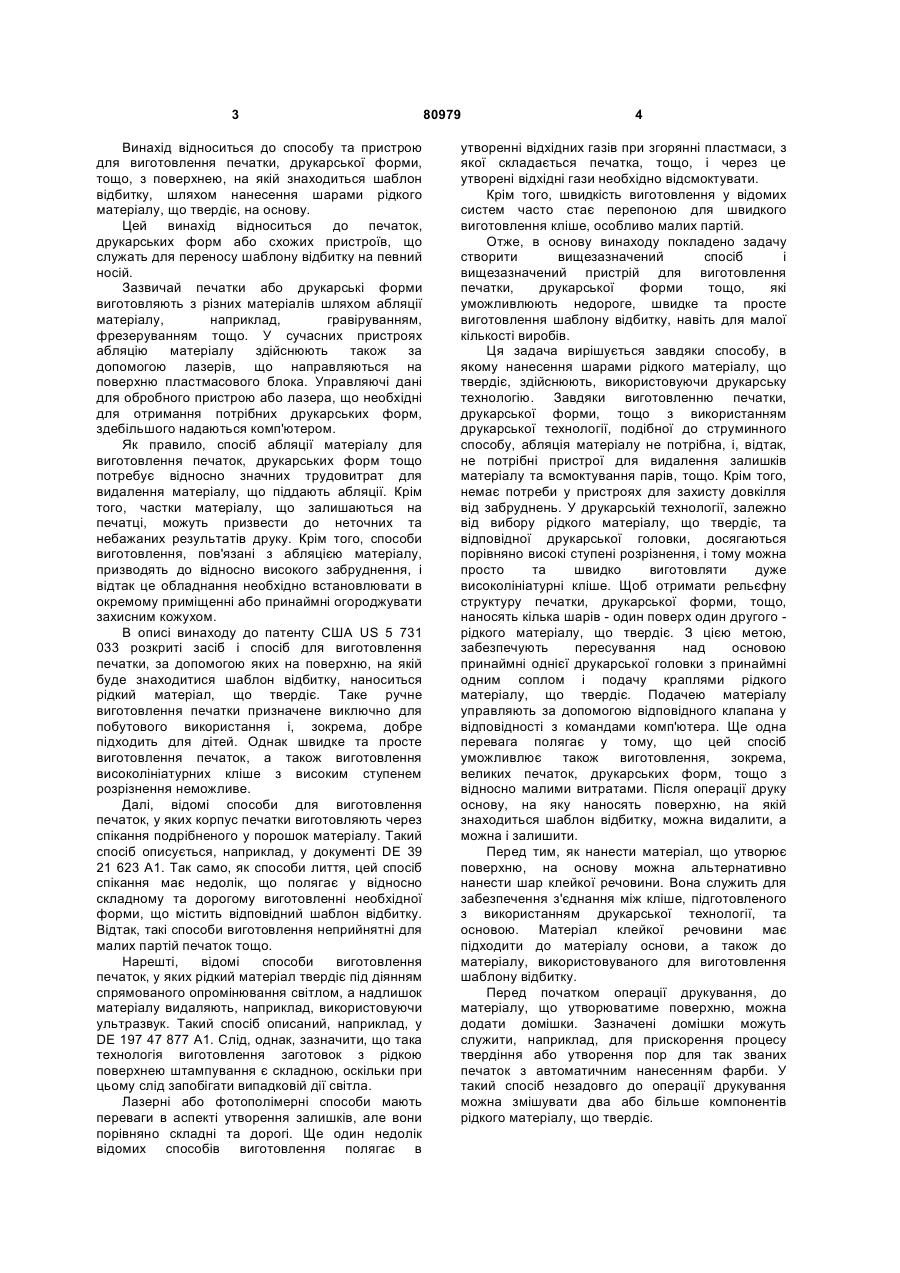
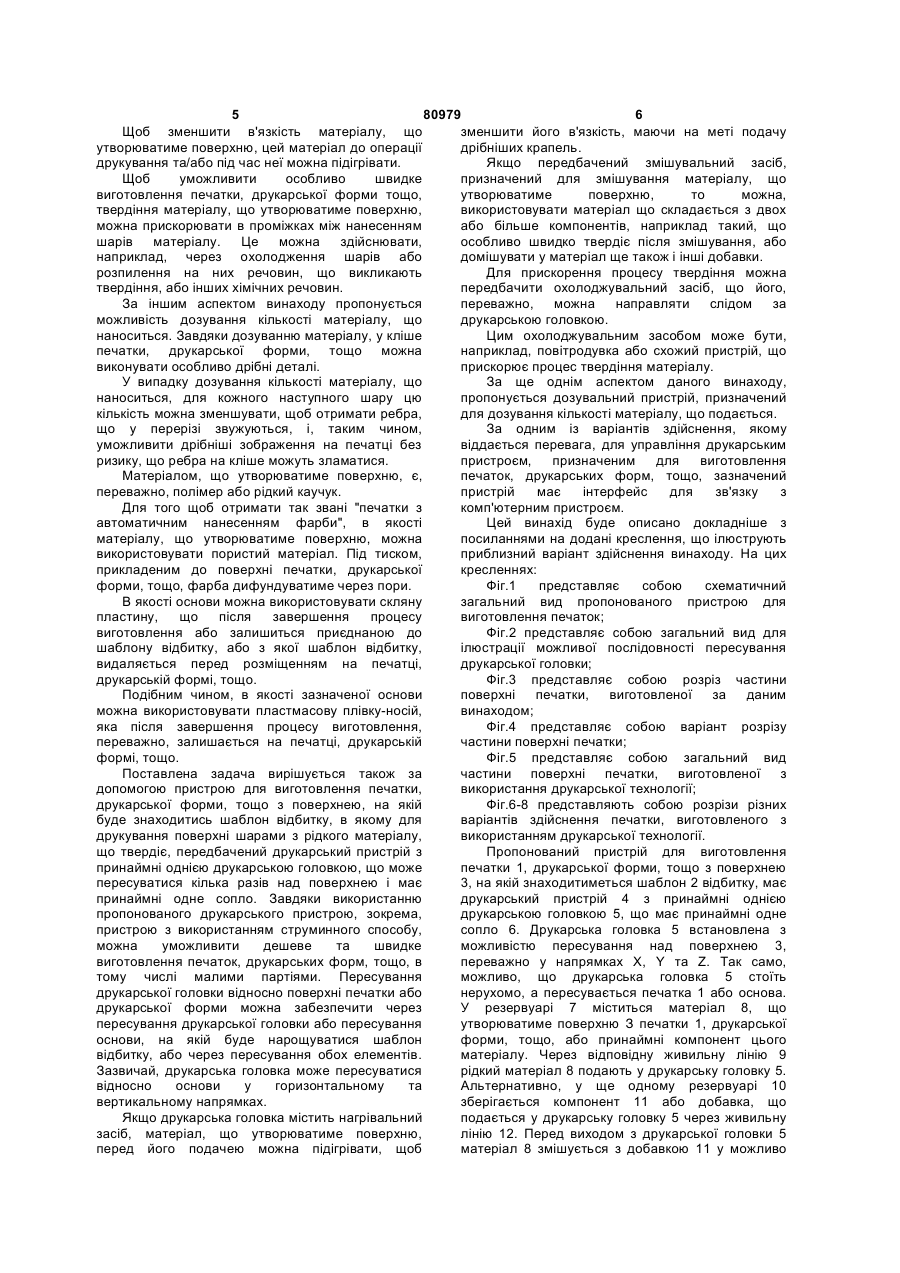
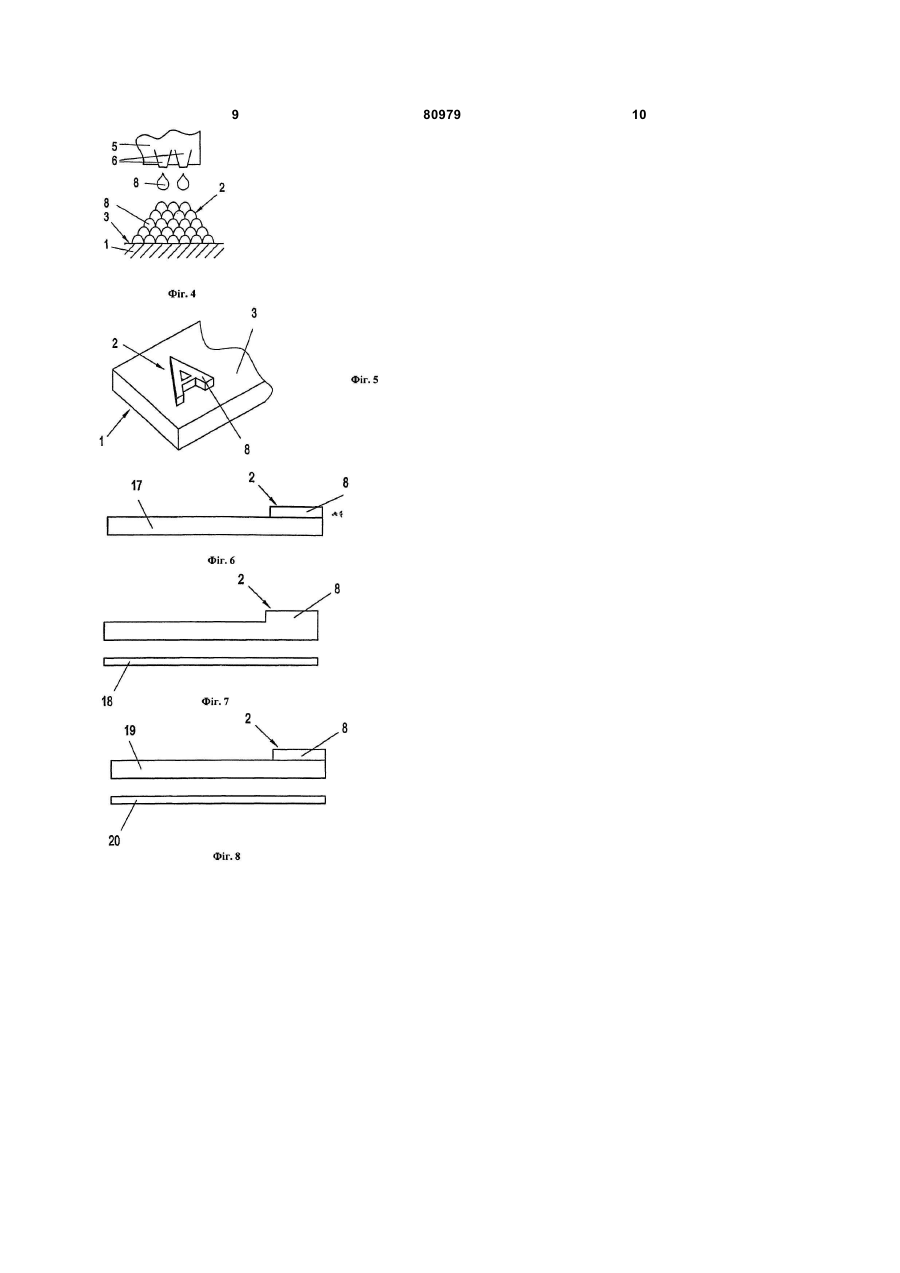
1. Спосіб виготовлення печатки або друкарської форми з поверхнею, на якій знаходиться шаблон відбитку, який утворюють шляхом нанесення рідкого матеріалу, що твердіє, шарами на основу, який відрізняється тим, що здійснюють дозування кількості матеріалу, що наноситься, при цьому нанесення шарами рідкого матеріалу, що твердіє, здійснюють, використовуючи друкарську технологію, подібну до струминного способу. 2. Спосіб за п. 1, який відрізняється тим, що перед нанесенням матеріалу для утворення поверхні на основу наносять шар клейкої речовини. 3. Спосіб за п. 1 або 2, який відрізняється тим, що перед початком операції друкування до матеріалу для утворення поверхні додають домішки. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що до операції друкування та/або під час неї матеріал для утворення поверхні підігрівають. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що твердіння матеріалу поверхні прискорюють в проміжках між нанесенням шарів матеріалу. 6. Спосіб за п. 5, який відрізняється тим, що твердіння прискорюють шляхом охолодження. 2 (19) 1 3 Винахід відноситься до способу та пристрою для виготовлення печатки, друкарської форми, тощо, з поверхнею, на якій знаходиться шаблон відбитку, шляхом нанесення шарами рідкого матеріалу, що твердіє, на основу. Цей винахід відноситься до печаток, друкарських форм або схожих пристроїв, що служать для переносу шаблону відбитку на певний носій. Зазвичай печатки або друкарські форми виготовляють з різних матеріалів шляхом абляції матеріалу, наприклад, гравіруванням, фрезеруванням тощо. У сучасних пристроях абляцію матеріалу здійснюють також за допомогою лазерів, що направляються на поверхню пластмасового блока. Управляючі дані для обробного пристрою або лазера, що необхідні для отримання потрібних друкарських форм, здебільшого надаються комп'ютером. Як правило, спосіб абляції матеріалу для виготовлення печаток, друкарських форм тощо потребує відносно значних трудовитрат для видалення матеріалу, що піддають абляції. Крім того, частки матеріалу, що залишаються на печатці, можуть призвести до неточних та небажаних результатів друку. Крім того, способи виготовлення, пов'язані з абляцією матеріалу, призводять до відносно високого забруднення, і відтак це обладнання необхідно встановлювати в окремому приміщенні або принаймні огороджувати захисним кожухом. В описі винаходу до патенту США US 5 731 033 розкриті засіб і спосіб для виготовлення печатки, за допомогою яких на поверхню, на якій буде знаходитися шаблон відбитку, наноситься рідкий матеріал, що твердіє. Таке ручне виготовлення печатки призначене виключно для побутового використання і, зокрема, добре підходить для дітей. Однак швидке та просте виготовлення печаток, а також виготовлення високолініатурних кліше з високим ступенем розрізнення неможливе. Далі, відомі способи для виготовлення печаток, у яких корпус печатки виготовляють через спікання подрібненого у порошок матеріалу. Такий спосіб описується, наприклад, у документі DE 39 21 623 A1. Так само, як способи лиття, цей спосіб спікання має недолік, що полягає у відносно складному та дорогому виготовленні необхідної форми, що містить відповідний шаблон відбитку. Відтак, такі способи виготовлення неприйнятні для малих партій печаток тощо. Нарешті, відомі способи виготовлення печаток, у яких рідкий матеріал твердіє під діянням спрямованого опромінювання світлом, а надлишок матеріалу видаляють, наприклад, використовуючи ультразвук. Такий спосіб описаний, наприклад, у DE 197 47 877 А1. Слід, однак, зазначити, що така технологія виготовлення заготовок з рідкою поверхнею штампування є складною, оскільки при цьому слід запобігати випадковій дії світла. Лазерні або фотополімерні способи мають переваги в аспекті утворення залишків, але вони порівняно складні та дорогі. Ще один недолік відомих способів виготовлення полягає в 80979 4 утворенні відхідних газів при згорянні пластмаси, з якої складається печатка, тощо, і через це утворені відхідні гази необхідно відсмоктувати. Крім того, швидкість виготовлення у відомих систем часто стає перепоною для швидкого виготовлення кліше, особливо малих партій. Отже, в основу винаходу покладено задачу створити вищезазначений спосіб і вищезазначений пристрій для виготовлення печатки, друкарської форми тощо, які уможливлюють недороге, швидке та просте виготовлення шаблону відбитку, навіть для малої кількості виробів. Ця задача вирішується завдяки способу, в якому нанесення шарами рідкого матеріалу, що твердіє, здійснюють, використовуючи друкарську технологію. Завдяки виготовленню печатки, друкарської форми, тощо з використанням друкарської технології, подібної до струминного способу, абляція матеріалу не потрібна, і, відтак, не потрібні пристрої для видалення залишків матеріалу та всмоктування парів, тощо. Крім того, немає потреби у пристроях для захисту довкілля від забруднень. У друкарській технології, залежно від вибору рідкого матеріалу, що твердіє, та відповідної друкарської головки, досягаються порівняно високі ступені розрізнення, і тому можна просто та швидко виготовляти дуже високолініатурні кліше. Щоб отримати рельєфну структуру печатки, друкарської форми, тощо, наносять кілька шарів - один поверх один другого рідкого матеріалу, що твердіє. З цією метою, забезпечують пересування над основою принаймні однієї друкарської головки з принаймні одним соплом і подачу краплями рідкого матеріалу, що твердіє. Подачею матеріалу управляють за допомогою відповідного клапана у відповідності з командами комп'ютера. Ще одна перевага полягає у тому, що цей спосіб уможливлює також виготовлення, зокрема, великих печаток, друкарських форм, тощо з відносно малими витратами. Після операції друку основу, на яку наносять поверхню, на якій знаходиться шаблон відбитку, можна видалити, а можна і залишити. Перед тим, як нанести матеріал, що утворює поверхню, на основу можна альтернативно нанести шар клейкої речовини. Вона служить для забезпечення з'єднання між кліше, підготовленого з використанням друкарської технології, та основою. Матеріал клейкої речовини має підходити до матеріалу основи, а також до матеріалу, використовуваного для виготовлення шаблону відбитку. Перед початком операції друкування, до матеріалу, що утворюватиме поверхню, можна додати домішки. Зазначені домішки можуть служити, наприклад, для прискорення процесу твердіння або утворення пор для так званих печаток з автоматичним нанесенням фарби. У такий спосіб незадовго до операції друкування можна змішувати два або більше компонентів рідкого матеріалу, що твердіє. 5 80979 6 Щоб зменшити в'язкість матеріалу, що зменшити його в'язкість, маючи на меті подачу утворюватиме поверхню, цей матеріал до операції дрібніших крапель. друкування та/або під час неї можна підігрівати. Якщо передбачений змішувальний засіб, Щоб уможливити особливо швидке призначений для змішування матеріалу, що виготовлення печатки, друкарської форми тощо, утворюватиме поверхню, то можна, твердіння матеріалу, що утворюватиме поверхню, використовувати матеріал що складається з двох можна прискорювати в проміжках між нанесенням або більше компонентів, наприклад такий, що шарів матеріалу. Це можна здійснювати, особливо швидко твердіє після змішування, або наприклад, через охолодження шарів або домішувати у матеріал ще також і інші добавки. розпилення на них речовин, що викликають Для прискорення процесу твердіння можна твердіння, або інших хімічних речовин. передбачити охолоджувальний засіб, що його, За іншим аспектом винаходу пропонується переважно, можна направляти слідом за можливість дозування кількості матеріалу, що друкарською головкою. наноситься. Завдяки дозуванню матеріалу, у кліше Цим охолоджувальним засобом може бути, печатки, друкарської форми, тощо можна наприклад, повітродувка або схожий пристрій, що виконувати особливо дрібні деталі. прискорює процес твердіння матеріалу. У випадку дозування кількості матеріалу, що За ще однім аспектом даного винаходу, наноситься, для кожного наступного шару цю пропонується дозувальний пристрій, призначений кількість можна зменшувати, щоб отримати ребра, для дозування кількості матеріалу, що подається. що у перерізі звужуються, і, таким чином, За одним із варіантів здійснення, якому уможливити дрібніші зображення на печатці без віддається перевага, для управління друкарським ризику, що ребра на кліше можуть зламатися. пристроєм, призначеним для виготовлення Матеріалом, що утворюватиме поверхню, є, печаток, друкарських форм, тощо, зазначений переважно, полімер або рідкий каучук. пристрій має інтерфейс для зв'язку з Для того щоб отримати так звані "печатки з комп'ютерним пристроєм. автоматичним нанесенням фарби", в якості Цей винахід буде описано докладніше з матеріалу, що утворюватиме поверхню, можна посиланнями на додані креслення, що ілюструють використовувати пористий матеріал. Під тиском, приблизний варіант здійснення винаходу. На цих прикладеним до поверхні печатки, друкарської кресленнях: форми, тощо, фарба дифундуватиме через пори. Фіг.1 представляє собою схематичний В якості основи можна використовувати скляну загальний вид пропонованого пристрою для пластину, що після завершення процесу виготовлення печаток; виготовлення або залишиться приєднаною до Фіг.2 представляє собою загальний вид для шаблону відбитку, або з якої шаблон відбитку, ілюстрації можливої послідовності пересування видаляється перед розміщенням на печатці, друкарської головки; друкарській формі, тощо. Фіг.3 представляє собою розріз частини Подібним чином, в якості зазначеної основи поверхні печатки, виготовленої за даним можна використовувати пластмасову плівку-носій, винаходом; яка після завершення процесу виготовлення, Фіг.4 представляє собою варіант розрізу переважно, залишається на печатці, друкарській частини поверхні печатки; формі, тощо. Фіг.5 представляє собою загальний вид Поставлена задача вирішується також за частини поверхні печатки, виготовленої з допомогою пристрою для виготовлення печатки, використання друкарської технології; друкарської форми, тощо з поверхнею, на якій Фіг.6-8 представляють собою розрізи різних буде знаходитись шаблон відбитку, в якому для варіантів здійснення печатки, виготовленого з друкування поверхні шарами з рідкого матеріалу, використанням друкарської технології. що твердіє, передбачений друкарський пристрій з Пропонований пристрій для виготовлення принаймні однією друкарською головкою, що може печатки 1, друкарської форми, тощо з поверхнею пересуватися кілька разів над поверхнею і має 3, на якій знаходитиметься шаблон 2 відбитку, має принаймні одне сопло. Завдяки використанню друкарський пристрій 4 з принаймні однією пропонованого друкарського пристрою, зокрема, друкарською головкою 5, що має принаймні одне пристрою з використанням струминного способу, сопло 6. Друкарська головка 5 встановлена з можна уможливити дешеве та швидке можливістю пересування над поверхнею 3, виготовлення печаток, друкарських форм, тощо, в переважно у напрямках X, Y та Z. Так само, тому числі малими партіями. Пересування можливо, що друкарська головка 5 стоїть друкарської головки відносно поверхні печатки або нерухомо, а пересувається печатка 1 або основа. друкарської форми можна забезпечити через У резервуарі 7 міститься матеріал 8, що пересування друкарської головки або пересування утворюватиме поверхню З печатки 1, друкарської основи, на якій буде нарощуватися шаблон форми, тощо, або принаймні компонент цього відбитку, або через пересування обох елементів. матеріалу. Через відповідну живильну лінію 9 Зазвичай, друкарська головка може пересуватися рідкий матеріал 8 подають у друкарську головку 5. відносно основи у горизонтальному та Альтернативно, у ще одному резервуарі 10 вертикальному напрямках. зберігається компонент 11 або добавка, що Якщо друкарська головка містить нагрівальний подається у друкарську головку 5 через живильну засіб, матеріал, що утворюватиме поверхню, лінію 12. Перед виходом з друкарської головки 5 перед його подачею можна підігрівати, щоб матеріал 8 змішується з добавкою 11 у можливо 7 80979 8 передбаченому змішувальному пристрої 13. Для Крім того, пропонований спосіб не спричиняє збільшення в'язкості матеріалу 8 останній може утворення бруду, оскільки на відміну від відомих підігріватися у нагрівальному пристрої 14, у самій способів абляція матеріалу не відбувається. І, друкарській головці 14, або перед подачею в неї. таким чином, не потрібна подальша обробка, Зазвичай дані для управління подачею матеріалу наприклад, всмоктування матеріалу, підданого у друкарську головку 5 подаються з комп'ютерного абляції, або подальша очистка поверхні печатки. У пристрою 15, підключеного до друкарського разі використання спеціальних матеріалів для пристрою 4 через інтерфейс 16. друкування поверхонь печаток можна виготовити Друкарська головка 5 пересувається над також печатки з приєднаною штемпельною поверхнею 3 печатки 1, тощо, наприклад, подушечкою, або печатки з автоматичним звивистим шляхом, як проілюстровано на Фіг.2. У нанесенням фарби. У таких печатках фарба місцях, де на поверхні 3 печатки 1 потрібно дифундуватиме через пори матеріалу печатки на створити рельєф за шаблоном 2 відбитку та його поверхню. відповідно до даних, що надаються комп'ютерним пристроєм 15, через сопла 6 принаймні однієї друкарської головки 5 подається краплями рідкий матеріал 8, що твердіє. Як показано на розрізі на Фіг.3, на поверхні 3 печатки 1 через подачу краплями рідкого матеріалу 8, що твердіє, нарощується шар матеріалу 8. Цей процес повторюється кілька разів, і при цьому утворюються кілька шарів матеріалу 8 один поверх одного, і у такий спосіб утворюється шаблон 2 відбитку печатки 1. Щоб прискорити твердіння рідкого матеріалу 8 після його нанесення на поверхню 3 печатки 1, можна, наприклад, охолоджувати кожний шар матеріалу 8 після його нанесення. Крім того, як показано на Фіг.3, щоб отримати оптимальний склад шарів, друкарську головку 5 можна зміщувати для кожного наступного шару на невеличку відстань, що дорівнює приблизно половині ширини краплі. Як показано на Фіг.4, ширина нанесеного матеріалу 8 для кожного наступного шару може зменшуватися, завдяки чому можна утворити дрібніші структури печатки і, до того ж, можна підвищити стійкість утворюваних ребер шаблону 2 відбитку. Фіг.5 являє собою загальний вид печатки, виготовленої за даним винаходом, де з рідкого матеріалу, що твердіє, на поверхні 3 нарощений шаблон 2 відбитку з використанням друкарської технології. Фіг.6 являє собою розріз печатки 1, де матеріал 8, що утворює шаблон 2 відбитку надрукований на основі у вигляді скляної пластини 17. Як показано на Фіг.7, шаблон 2 відбитку в сполученні з основою матеріалу 8 нанесений на основу у вигляді пластини-носія 18. У цьому разі пластина-носій 18 залишається на печатці 1 або друкарській формі. У варіанті здійснення, показаному на Фіг.8, матеріал 8 надрукований на робочій пластині 19, виготовленої, наприклад, з м'якого полімеру. Робоча пластина 19 з'єднана з плівкою-носієм 20, призначеною для зменшення спотворень друкованого зображення. Щоб за одну операцію виготовити кілька печаток 1 з однаковим шаблоном 2 зображення, кілька друкарських головок можуть об'єднуватися та управлятися одним комп'ютерним пристроєм 5. За допомогою пропонованого способу виготовлення печаток 1, друкарських форм, тощо, можна просто, швидко і недорого виготовляти печатки 1, тощо, в тому числі і малими партіями. 9 80979 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing a stamp
Автори англійськоюFILZMOSER, Franz, Faber Ernst
Назва патенту російськоюСпособ и устройства для изготовления печатей
Автори російськоюФилцмозер Франц, Фабер Эрнст
МПК / Мітки
Мітки: пристрій, виготовлення, печаток, спосіб
Код посилання
<a href="https://ua.patents.su/5-80979-sposib-i-pristrijj-dlya-vigotovlennya-pechatok.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення печаток</a>
Спосіб виготовлення печаток та штемпелів
Номер патенту: 41239
Опубліковано: 16.06.2003
Автор: Жваколюк Юрій Вікторович
МПК: C08J 3/02, B41K 1/00, G03F 7/12
Мітки: виготовлення, спосіб, штемпелів, печаток
Формула / Реферат:
Спосіб виготовлення печаток та штемпелів, що передбачає нанесення на негативну фотоформу рідкої композиції, яка фотополімеризується, УФ-опромінювання негативної фотоформи, та вимивання пробільних елементів вказаної форми, який відрізняється тим, що використовують композицію, яка містить олігоуретанакрилат, олігоефіракрилат та фото ініціатор при такому співвідношенні компонентів, мас. %: ...
Пристрій для простановки печаток
Номер патенту: 422
Опубліковано: 11.10.1999
Автори: Величко Сергій Миколайович, Шкуренко Володимир Андрійович
МПК: B41K 3/00
Мітки: печаток, простановки, пристрій
Формула / Реферат:
1. Пристрій для простановки печаток, що включає в себе стіл для розміщення в ньому документа, притискного механізму для створення підвищеного притискного зусилля і обмежувача для обмеження вертикального переміщення документа, який відрізняється тим, що стіл, притискний механізм і обмежувач об'єднані в одному пристрої.2. Пристрій по п. 1, який відрізняється тим, що притискний механізм змонтований в корпусі під столом.3. ...
Спосіб реставрації фотополімерного шару печаток та штемпелів
Номер патенту: 41238
Опубліковано: 15.08.2001
Автор: Жваколюк Юрій Вікторович
МПК: C08J 3/02, B41K 1/00, C08J 5/24
Мітки: фотополімерного, реставрації, печаток, спосіб, шару, штемпелів
Формула / Реферат:
Спосіб реставрації фотополімерного шару печаток та штемпелів, який відрізняється тим, що здійснюють накладання фрагмента, який залишився від цілого фотополімерного шару, на відповідну ділянку негативної фотоформи, з допомогою якої був створений цілий фотополімерний шар, нанесення на вільну від вказаного фрагмента ділянку негативної фотоформи рідкої композиції, яка фотополімеризусться, УФ-опромінювання негативної фотоформи та вимивання...
Спосіб реставрації еластичного шару печаток та штемпелів
Номер патенту: 22676
Опубліковано: 25.04.2007
Автор: Жваколюк Юрій Вікторович
МПК: B41K 1/00
Мітки: реставрації, еластичного, штемпелів, спосіб, шару, печаток
Формула / Реферат:
1. Спосіб реставрації еластичного шару печаток і штемпелів, що включає накладення фрагменту, який залишився від цілого еластичного шару, на відповідну ділянку негативної фотоформи, за допомогою якої був створений цілий еластичний шар, нанесення на вільну від вказаного фрагменту ділянку негативної фотоформи рідкої композиції, потім ультрафіолетове опромінювання негативної фотоформи і вимивання пробільних елементів вказаної форми, який...
Неорганічний листовий матеріал із символами для виготовлення пігментів, спосіб виготовлення неорганічних пігментів, пігмент, композиція для покриття, що містить пігменти, вкритий нею субстрат та захищений документ
Номер патенту: 72469
Опубліковано: 15.03.2005
Автори: Розумек Олів'є, Блейколм Антон, Мюллер Едгар
МПК: C09D 7/12, B32B 9/00, C09D 11/02, C09D 11/00, C09D 5/36, C09C 3/04, B32B 7/02, C09D 201/00, C09C 1/00
Мітки: вкритий, покриття, містить, неорганічний, пігменти, листовий, документ, захищений, неорганічних, пігментів, композиція, субстрат, спосіб, нею, пігмент, виготовлення, символами, матеріал
Формула / Реферат:
1. Неорганічний листовий матеріал, призначений для виготовлення пігментів з попередньо визначеним розміром частинок, мічений одним чи кількома символами, який відрізняється тим, що містить принаймні два накладених один на одний шари, які мають різний хімічний склад та/або фізичні властивості.2. Неорганічний листовий матеріал за п.1, який відрізняється тим, що має ефект зміни кольору в залежності від кута зору і містить принаймні один...
Попередній патент: Спосіб перемішування виноградної м`язги, що бродить
Наступний патент: Прокатний стан, що містить супортні плити
Випадковий патент: Спосіб одержання бактеріальної закваски для біологічного консервування кормів