Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів
Номер патенту: 81849
Опубліковано: 10.07.2013
Автори: Роїк Тетяна Анатоліївна, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
Формула / Реферат
Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів, при якому забезпечують обертання оброблюваної деталі навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом, що обертається, а його вісь розташована паралельно осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням вздовж осі деталі, який відрізняється тим, що для обробки застосовують абразивні інструменти з карбіду кремнію зеленого, зернистістю 10-30 мкм, на еластичній гліфталевій зв'язці з інтенсивною подачею мастильно-охолоджуючої рідини.
Текст
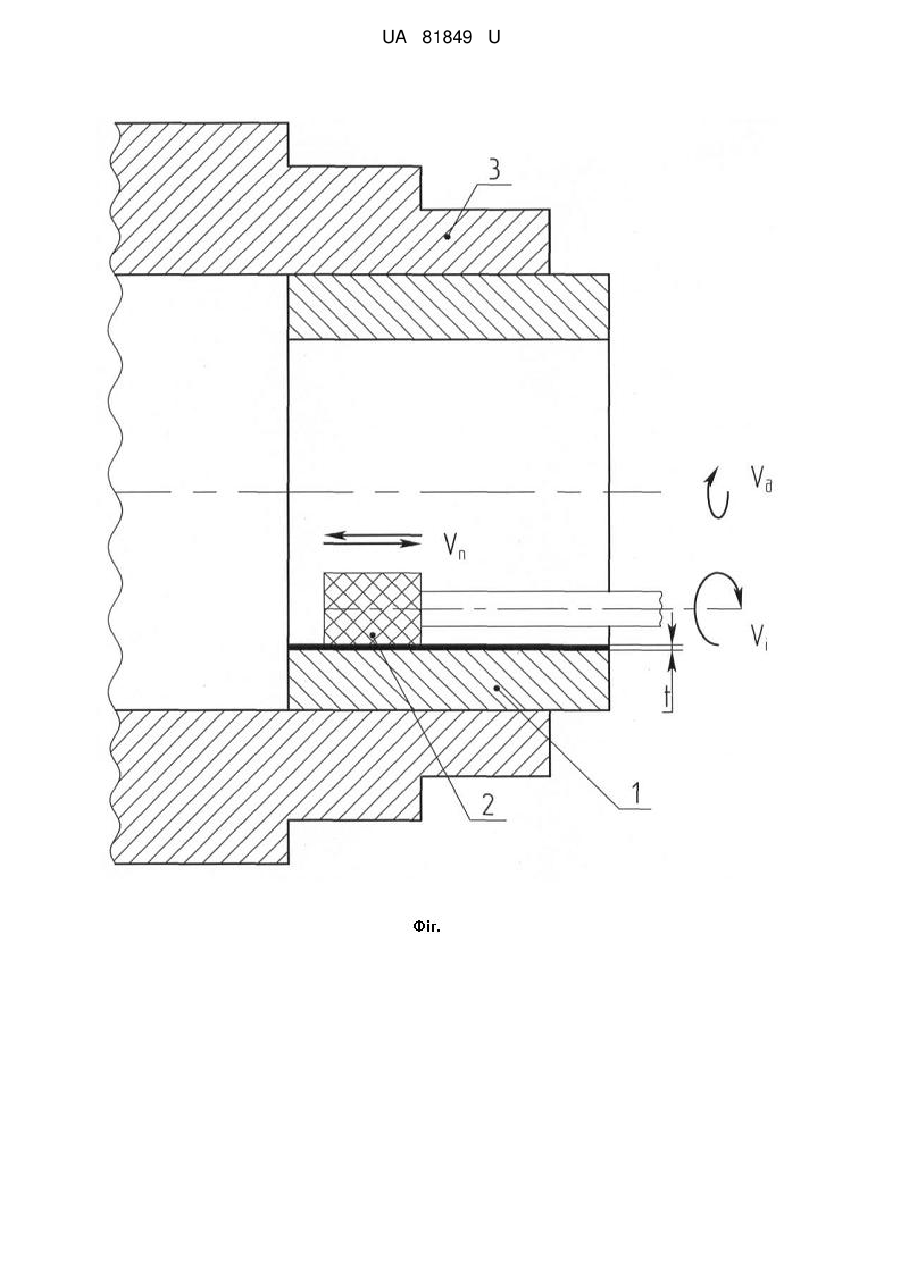
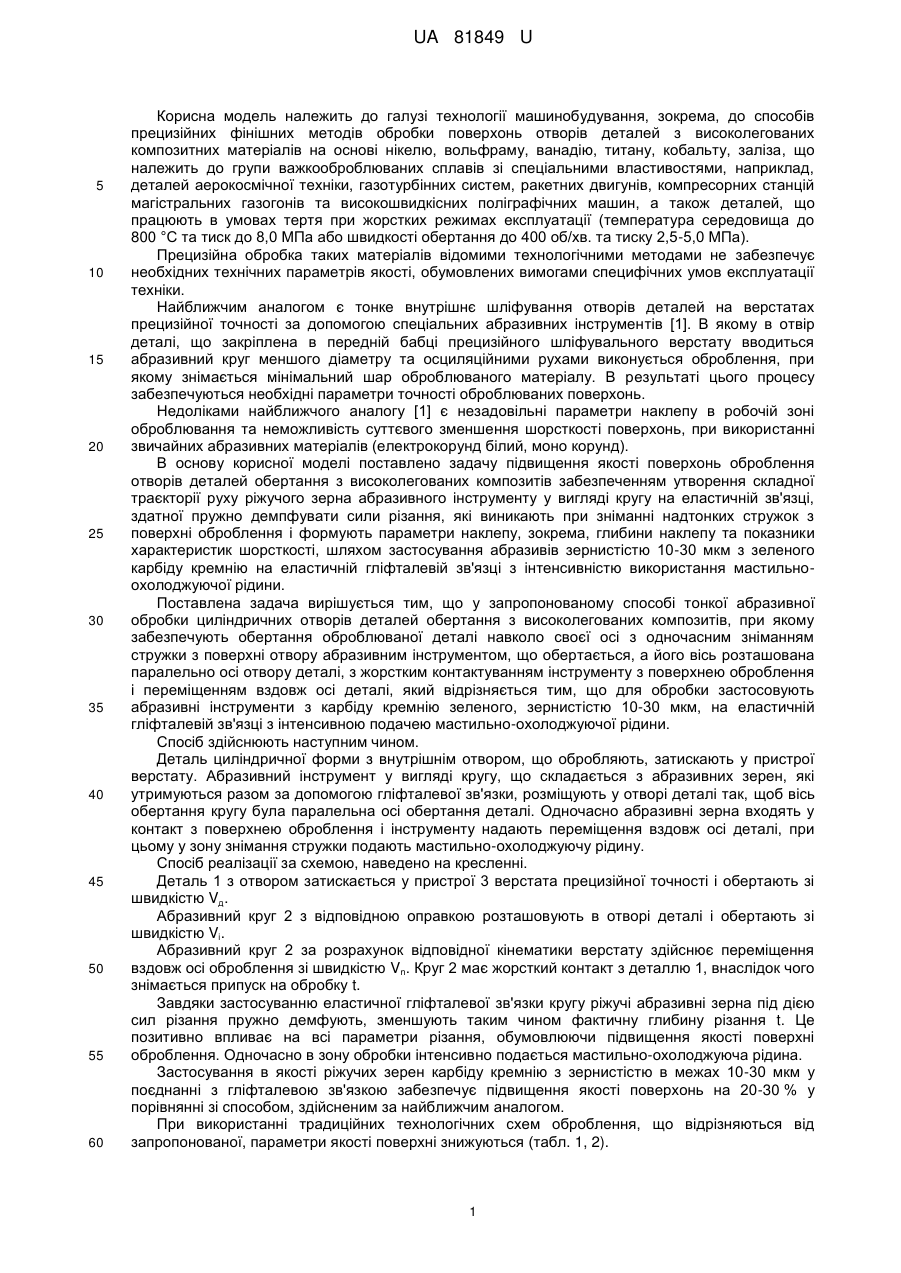
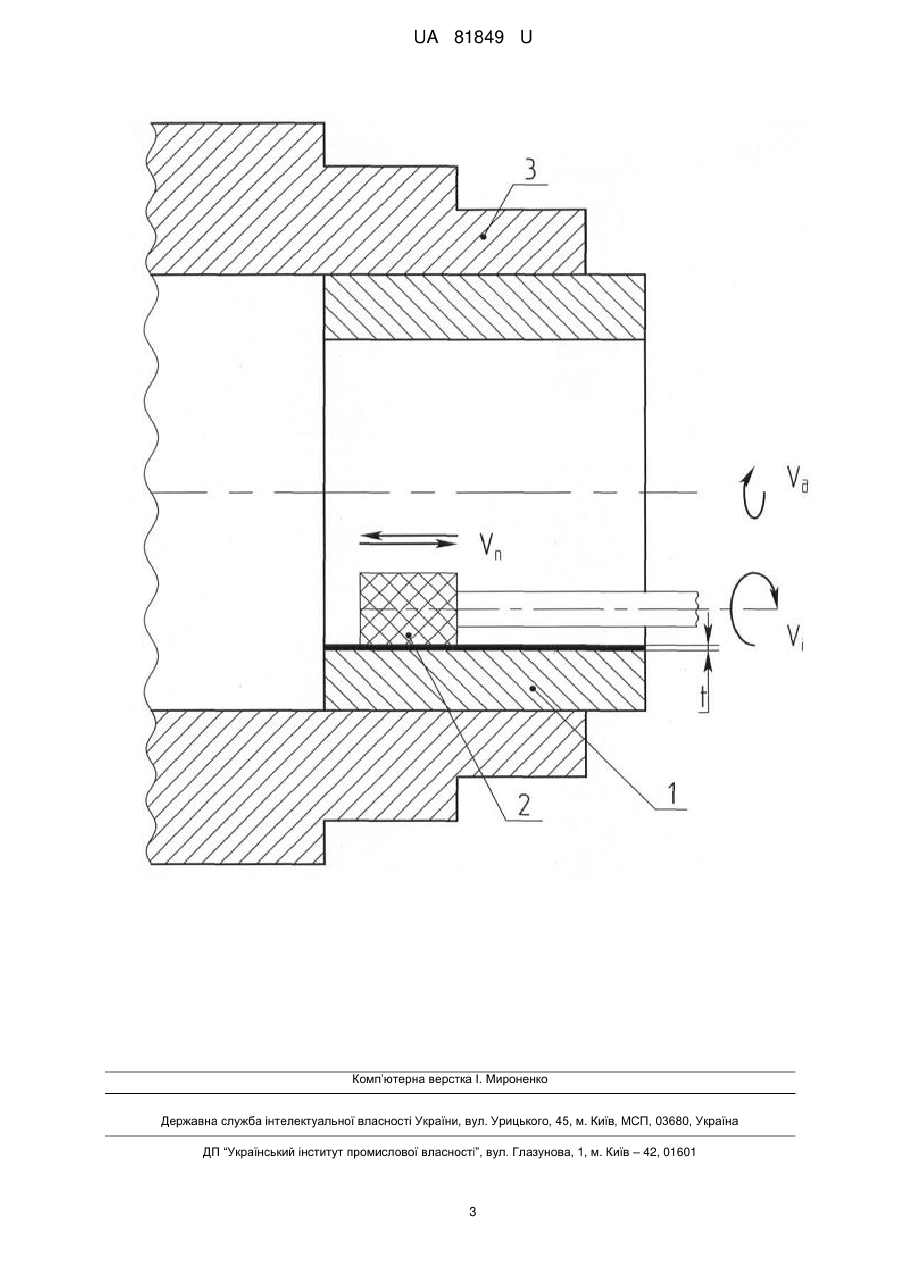
Реферат: Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів включає обертання оброблюваної деталі навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом, що обертається. Вісь абразивного інструменту розташована паралельно осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням вздовж осі деталі. Для обробки застосовують абразивні інструменти з карбіду кремнію зеленого на еластичній гліфталевій зв'язці з інтенсивною подачею мастильно-охолоджуючої рідини. UA 81849 U (12) UA 81849 U UA 81849 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі технології машинобудування, зокрема, до способів прецизійних фінішних методів обробки поверхонь отворів деталей з високолегованих композитних матеріалів на основі нікелю, вольфраму, ванадію, титану, кобальту, заліза, що належить до групи важкооброблюваних сплавів зі спеціальними властивостями, наприклад, деталей аерокосмічної техніки, газотурбінних систем, ракетних двигунів, компресорних станцій магістральних газогонів та високошвидкісних поліграфічних машин, а також деталей, що працюють в умовах тертя при жорстких режимах експлуатації (температура середовища до 800 °C та тиск до 8,0 МПа або швидкості обертання до 400 об/хв. та тиску 2,5-5,0 МПа). Прецизійна обробка таких матеріалів відомими технологічними методами не забезпечує необхідних технічних параметрів якості, обумовлених вимогами специфічних умов експлуатації техніки. Найближчим аналогом є тонке внутрішнє шліфування отворів деталей на верстатах прецизійної точності за допомогою спеціальних абразивних інструментів [1]. В якому в отвір деталі, що закріплена в передній бабці прецизійного шліфувального верстату вводиться абразивний круг меншого діаметру та осциляційними рухами виконується оброблення, при якому знімається мінімальний шар оброблюваного матеріалу. В результаті цього процесу забезпечуються необхідні параметри точності оброблюваних поверхонь. Недоліками найближчого аналогу [1] є незадовільні параметри наклепу в робочій зоні оброблювання та неможливість суттєвого зменшення шорсткості поверхонь, при використанні звичайних абразивних матеріалів (електрокорунд білий, моно корунд). В основу корисної моделі поставлено задачу підвищення якості поверхонь оброблення отворів деталей обертання з високолегованих композитів забезпеченням утворення складної траєкторії руху ріжучого зерна абразивного інструменту у вигляді кругу на еластичній зв'язці, здатної пружно демпфувати сили різання, які виникають при зніманні надтонких стружок з поверхні оброблення і формують параметри наклепу, зокрема, глибини наклепу та показники характеристик шорсткості, шляхом застосування абразивів зернистістю 10-30 мкм з зеленого карбіду кремнію на еластичній гліфталевій зв'язці з інтенсивністю використання мастильноохолоджуючої рідини. Поставлена задача вирішується тим, що у запропонованому способі тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів, при якому забезпечують обертання оброблюваної деталі навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом, що обертається, а його вісь розташована паралельно осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням вздовж осі деталі, який відрізняється тим, що для обробки застосовують абразивні інструменти з карбіду кремнію зеленого, зернистістю 10-30 мкм, на еластичній гліфталевій зв'язці з інтенсивною подачею мастильно-охолоджуючої рідини. Спосіб здійснюють наступним чином. Деталь циліндричної форми з внутрішнім отвором, що обробляють, затискають у пристрої верстату. Абразивний інструмент у вигляді кругу, що складається з абразивних зерен, які утримуються разом за допомогою гліфталевої зв'язки, розміщують у отворі деталі так, щоб вісь обертання кругу була паралельна осі обертання деталі. Одночасно абразивні зерна входять у контакт з поверхнею оброблення і інструменту надають переміщення вздовж осі деталі, при цьому у зону знімання стружки подають мастильно-охолоджуючу рідину. Спосіб реалізації за схемою, наведено на кресленні. Деталь 1 з отвором затискається у пристрої 3 верстата прецизійної точності і обертають зі швидкістю Vд. Абразивний круг 2 з відповідною оправкою розташовують в отворі деталі і обертають зі швидкістю Vi. Абразивний круг 2 за розрахунок відповідної кінематики верстату здійснює переміщення вздовж осі оброблення зі швидкістю Vn. Круг 2 має жорсткий контакт з деталлю 1, внаслідок чого знімається припуск на обробку t. Завдяки застосуванню еластичної гліфталевої зв'язки кругу ріжучі абразивні зерна під дією сил різання пружно демфують, зменшують таким чином фактичну глибину різання t. Це позитивно впливає на всі параметри різання, обумовлюючи підвищення якості поверхні оброблення. Одночасно в зону обробки інтенсивно подається мастильно-охолоджуюча рідина. Застосування в якості ріжучих зерен карбіду кремнію з зернистістю в межах 10-30 мкм у поєднанні з гліфталевою зв'язкою забезпечує підвищення якості поверхонь на 20-30 % у порівнянні зі способом, здійсненим за найближчим аналогом. При використанні традиційних технологічних схем оброблення, що відрізняються від запропонованої, параметри якості поверхні знижуються (табл. 1, 2). 1 UA 81849 U Таблиця 1 Вплив зв'язки та матеріалу зерна абразивного інструменту зернистістю 28 мкм на параметри якості поверхні при обробці отворів з важкооброблюваних композиційних матеріалів на основі нікелевого сплаву ЭИ929 № п/п 1 2 3 Матеріал абразиву Карбід кремнію зелений Електрокорунд білий Монокорунд Обробка згідно аналогу, інструментом на керамічній зв'язці Параметр Глибина шорсткості наклепу Ra, мкм h, мкм Обробка згідно запропонованого способу, з iнструментом на гліфталевій зв'язці Параметр Глибина шорсткості наклепу Ra, мкм h, мкм 0,657 8-10 0,570 6-7 0,710 11-13 0,690 10-11 0,800 13-15 0,715 12-13 Таблиця 2 Вплив зернистості інструменту на гліфталевій зв'язці з карбіду кремнію зеленого, на параметри якості поверхні при обробці отворів деталей з важкооброблюваних композиційних матеріалів на основі нікелевого сплаву ЭИ929 № п/п 1 2 3 5 10 Зернистість, мкм Параметр шорсткості Ra, мкм Глибина наклепу h, мкм 50 28 7 1,18 0,570 0,256 15-20 6-7 3-5 Спотворення II-го a 10 4 роду a 17,94 15,63 11,40 Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитних може використовуватись при виготовленні деталей апаратних комплексів аерокосмічних систем, деталей тертя газотурбінних і компресорних станцій магістральних газогонів, ракетних двигунів та швидкісних підшипників ковзання поліграфічних машин. Джерела інформації: 1. Гавриш А.П., Мельничук ПП. Фінішна алмазно-абразивна обробка магнітних матеріалів. Житомир: ЖДТУ, 2004.-552 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів, при якому забезпечують обертання оброблюваної деталі навколо своєї осі з одночасним зніманням стружки з поверхні отвору абразивним інструментом, що обертається, а його вісь розташована паралельно осі отвору деталі, з жорстким контактуванням інструменту з поверхнею оброблення і переміщенням вздовж осі деталі, який відрізняється тим, що для обробки застосовують абразивні інструменти з карбіду кремнію зеленого, зернистістю 10-30 мкм, на еластичній гліфталевій зв'язці з інтенсивною подачею мастильно-охолоджуючої рідини. 2 UA 81849 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fine abrading cylinder holes of parts of high-speed rotation made of high-alloy composites
Автори англійськоюRoik Tetiana Anatolivna, Havrysh Anatolii Pavlovych, Kirichok Petro Oleksiyovich, Melnyk Olena Oleksiivna, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Назва патенту російськоюСпособ тонкой абразивной обработки цилиндрических отверстий деталей вращения из высоколегированных композитов
Автори російськоюРоик Татьяна Анатольевна, Гавриш Анатолий Павлович, Киричок Петр Алексеевич, Мельник Елена Алексеевна, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 5/01
Мітки: отворів, обертання, абразивної, композитів, обробки, тонкої, високолегованих, спосіб, деталей, циліндричних
Код посилання
<a href="https://ua.patents.su/5-81849-sposib-tonko-abrazivno-obrobki-cilindrichnikh-otvoriv-detalejj-obertannya-z-visokolegovanikh-kompozitiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб тонкої абразивної обробки циліндричних отворів деталей обертання з високолегованих композитів</a>
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Мельник Олена Олексіївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: B24B 5/06, B24B 31/112, B24B 37/02
Мітки: циліндричних, магнітно-абразивної, деталей, обробки, поверхонь, спосіб, отворів, композитів, високолегованих, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: фінішної, обробки, циліндричних, композитів, отворів, високолегованих, деталей, поверхонь, спосіб, магнітно-абразивної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів
Номер патенту: 77356
Опубліковано: 11.02.2013
Автори: Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович
МПК: B21D 37/16, B21D 37/18, B21D 28/36, B21D 28/24
Мітки: високолегованих, фінішної, оздоблювальної, отворів, спосіб, обертання, композитів, обробки, деталей, прецизійної
Формула / Реферат:
Спосіб фінішної прецизійної оздоблювальної обробки отворів деталей обертання з високолегованих композитів, який здійснюють дрібнозернистими абразивними інструментами з карбіду кремнію зеленого на гліфталевій зв'язці при інтенсивній подачі у зону обробки мастильно-охолоджуючих речовин, оброблювана деталь обертається навколо своєї осі з одночасним зрізанням стружки з поверхні отвору абразивним кругом при його обертанні навколо осі, паралельної...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Макаров Артем Сергійович, Мельник Олена Олексіївна, Киричок Петро Олексійович, Роїк Тетяна Анатоліївна, Острик Деніс Вікторович
МПК: G11B 5/127
Мітки: поверхонь, циліндричних, магнітно-абразивної, деталей, сплавів, нікелю, основі, високолегованих, отворів, спосіб, обробки, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Киричок Петро Олексійович, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна, Губар Павло Олексійович
МПК: G11B 5/127
Мітки: сплавів, циліндричних, високолегованих, нікелю, деталей, отворів, поверхонь, основі, спосіб, фінішної, магнітном'яких, магнітно-абразивної, обробки
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Попередній патент: Система захисту очей водія і пасажирів транспортного засобу від надмірного освітлення
Наступний патент: Пружна втулково-пальцева муфта
Випадковий патент: Модифікована декоративна бетонна суміш