Спосіб змащування підшипникових вузлів та пристрій для централізованого змащування
Формула / Реферат
1. Спосіб змащування підшипникових вузлів механізмів масляною плівкою, що включає подачу мастильного матеріалу під тиском, його дозування, розподіл і змішування зі стисненим повітрям, наступну подачу в трубопроводи та подачу через дюзи до підшипників і відведення відпрацьованого повітря і мастильного матеріалу в навколишнє середовище, який відрізняється тим, що після розподілу в живильниках мастильний матеріал подають у генератори, в яких виготовляють маслоповітряну суміш, а потім генерують з маслоповітряної суміші мастильну плівку, подають цю плівку до маслянок і повітрям через маслянки з дюзами, які контактують торцем своєї рухливої частини з кільцем підшипника, що не обертається, безперервно подають мастильну плівку на внутрішню сторону кільця підшипника, компенсуючи при цьому випадкові переміщення підшипникового кільця, що не обертається, за рахунок пружного переміщення дюзи в корпусі маслянки.
2. Пристрій централізованого змащування підшипникових вузлів механізмів мастильною плівкою, що включає мастильну станцію з рідким мастильним матеріалом, блок підготовки повітря, живильники, трубопроводи підведення мастильного матеріалу та повітря, дюзи, який відрізняється тим, що в системі після живильників встановлені генератори мастильної плівки, а на елементах підшипникового вузла встановлені маслянки, в корпусах маслянок, з можливістю осьового переміщення, закріплені дюзи з упором у кільце підшипника, що не обертається, дюзи підпружинені пружиною, закріпленою в корпусі маслянки, з можливістю відстеження переміщень кільця підшипника, отвір дюзи знаходиться на рівні внутрішньої поверхні кільця підшипника, між тілом дюзи й отвором під дюзу в корпусі маслянки встановлено не менше одного ущільнювального кільця.
3. Пристрій за п. 2, який відрізняється тим, що рухлива частина дюзи має на робочому торці розширення, а маслянки розташовані на знімних кришках підшипникових вузлів.
Текст
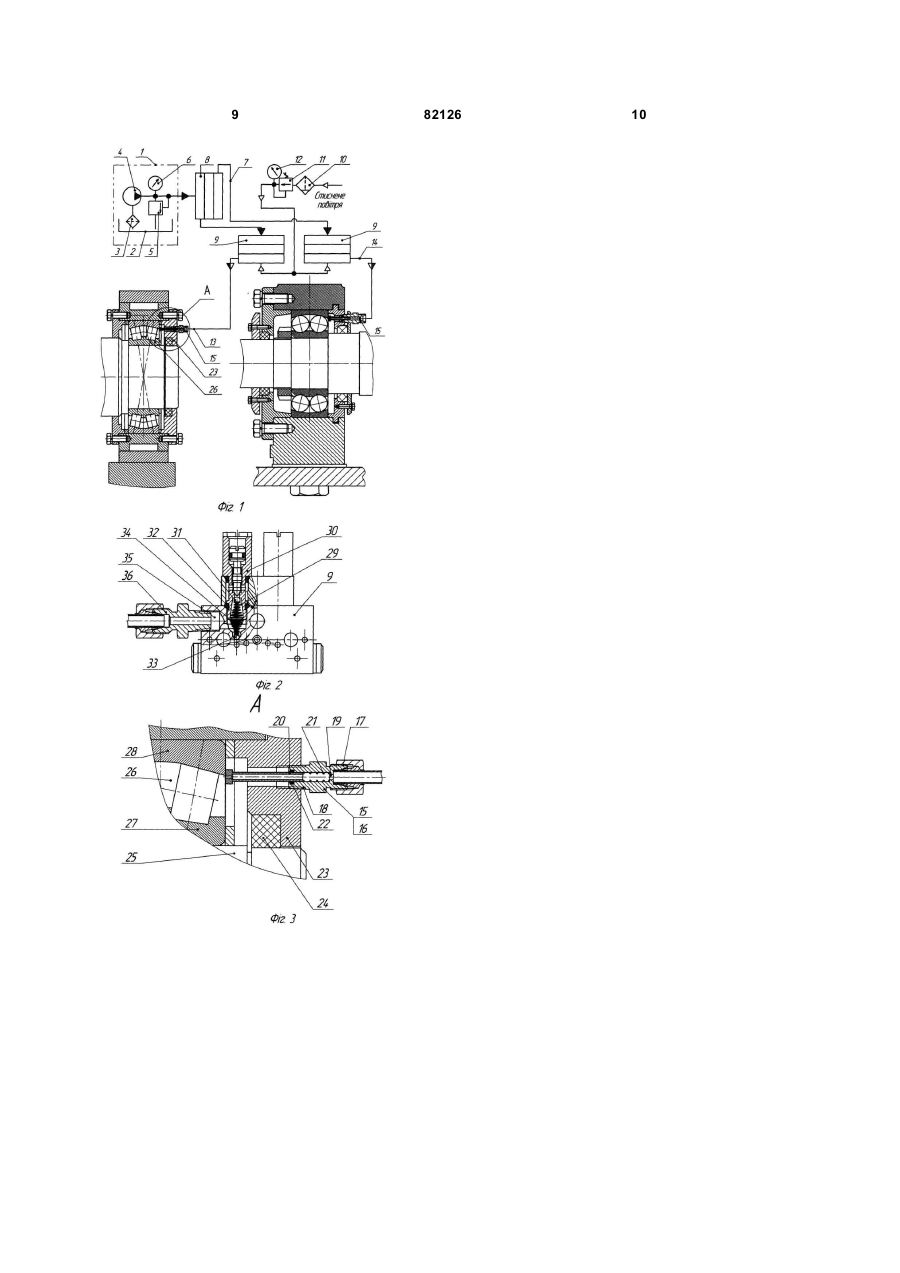
1. Спосіб змащування підшипникових вузлів механізмів масляною плівкою, що включає подачу мастильного матеріалу під тиском, його дозування, розподіл і змішування зі стисненим повітрям, наступну подачу в трубопроводи та подачу через дюзи до підшипників і відведення відпрацьованого повітря і мастильного матеріалу в навколишнє середовище, який відрізняється тим, що після розподілу в живильниках мастильний матеріал подають у генератори, в яких виготовляють маслоповітряну суміш, а потім генерують з маслоповітряної суміші мастильну плівку, подають цю плівку до маслянок і повітрям через маслянки з дюзами, які контактують торцем своєї рухливої частини з кільцем підшипника, що не обертається, безперервно подають мастильну плівку на C2 2 82126 1 3 Якщо в опорі шпинделя установлена визначена кількість підшипників (більш ніж один), то вони повинні бути відділені друг від друга кільцями проставками, мастилоповітряна суміш подається в підшипники через спеціальні канали в цих кільцях (мал.15, додатку 1), у зовнішніх кільцях (дворядних роликових і упорно-радіальних кулькових підшипниках) змащення подається безпосередньо в отвори. При такому способі змащування, змащення у вигляді мастилоповітряної суміші по трубопроводу постійно попадає в порожнини опор кочення. Для радіальних і радіально-упорних кулькових підшипників рекомендується підведення олії з торцевої сторони; вихідний отвір повинен знаходитися на висоті зовнішнього діаметра внутрішнього кільця (якщо центрування сепаратора в підшипнику по бортах зовнішнього кільця), чи на висоті внутрішнього діаметра зовнішнього кільця (якщо центрування сепаратора по внутрішньому кільцю); при цьому варто звертати увагу на те, щоб струмінь мастилоповітряної суміші не був спрямований на сепаратор, а тільки в зазор між сепараторами і кільцем підшипника. На мал.15а, додатку 1 представлено приклад виконання шпиндельного вузла з вентиляційними каналами і конструктивними елементами підведення мастилоповітряної суміші через проставочні (розпірні) кільця. На мал.15б, додатку 1 показані способи підведення мастилоповітряної суміші до різних типів підшипників і напрямок відводу транспортуючого стиснутого повітря. Діаметри каналів, що підводять, беруться в межах 0,5...1мм. При змазуванні підшипників, що мають отвори в зовнішніх кільцях олія подається безпосередньо в ці отвори. Для попередження застою в нижній зоні підшипникового вузла необхідно передбачати зливальні отвори і вентиляційні канали діаметром не менш 5мм. У випадку, коли необхідна кількість матеріалу, що змазується, до одного підшипника забезпечується використанням двох робочих блоків живильника, рекомендуються елементи підведення виконувати роздільними. На мал.16а, додатку 1 представлений приклад виконання шпиндельного вузла з конструктивними елементами підведення мастилоповітряної суміші через отвори в зовнішніх кільцях підшипників. Трубопроводи для мастилоповітряної системи виконуються з труб 4х(0,85...1,0)мм мідних чи прозорих пластмасових, у такий спосіб полегшується візуальне спостереження за рухом мастильного матеріалу. Трубопроводи можуть розміщатися як з ухилом униз, так і нагору. Мінімально припустима довжина трубопроводу 1м, максимальна - 10м. Якщо відстань від мастильного агрегату до місця змазування менш 1м, то необхідно передбачити змійовик (мал.16б, додатку 1), щоб загальна довжина трубопроводу була не менш 1м. Вісь змійовика повинна бути спрямована або горизонтально, або під кутом 300 з таким розрахунком, щоб після відключення повітря в нижній частині змійовика збиралося небагато 82126 4 олії для забезпечення підшипника олією відразу після включення системи. Установка змійовика (мал.16в, додатку 1) у безпосередній близькості від уведення трубопроводу у вузол змащення завжди доцільна, тому що дозволяє (за рахунок - аккумуляції в нижній частині витків мастильного матеріалу) вивести в найкоротший час систему на робочий режим. Спільними суттєвими ознаками є те, що забезпечується змащення підшипників мастильною плівкою, що створена з мастило повітряної суміші з рідкого мастильного матеріалу. Недоліками відомого пристрою є те, що він не забезпечує подачу якісної мастильної плівки, навіть у випадку використання форсунок з торців підшипника, так як дюзи форсунок знаходяться на відстані від кілець підшипника і процес більше нагадує змащення масляним туманом, а для створення якісної плівки потрібно використовувати підшипники з отворами у кільці підшипника або розпірних кільцях, та виконувати радіальні отвори у корпусі підшипникового вузла, що зменшує допустиме навантаження на вузол, та не завжди конструктивно можливе, особливо при модернізації системи змащення. Найбільш близьким з відомих є спосіб змащення підшипникових вузлів описаний у [патенті України №47950, що був поданий 30.11.2001р. та оприлюднений 15.07.2002р. у бюл. №7, клас МПК F16N7/32, F16N29/04]. Спосіб змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою, включає дозування мастильного матеріалу, змішування зі стисненим повітрям у мастилоповітряних живильниках і подачу суміші в мастилоповітряні трубопроводи, наступну подачу мастилоповітряної суміші через дюзи до бігових доріжок зовнішніх кілець підшипника і відвід відпрацьованого мастильного матеріалу в навколишнє середовище. Подачу мастилоповітряної суміші через отвори дюз здійснюють із швидкістю витікання, прямо пропорційною тиску повітря, яке подається в мастилоповітряний трубопровід, з утворенням безупинної еластогідродинамічної потокової плівки з товщиною 5-50мкм, що забезпечує, у тому числі при пікових навантаженнях, оптимальні режими змащення і роз’єднання контактних поверхонь, а вихід стисненого повітря і залишків відпрацьованого мастильного матеріалу з порожнини підшипника у навколишнє середовище здійснюють через канали в розпірній шайбі і через щілину, утворену між окрайкою зовнішньої ущільнюючої манжети і контактною поверхнею валка. Вихід стисненого повітря і залишків відпрацьованого мастильного матеріалу використовують для змащення й охолодження манжет і шийок валків, а також для створення повітряного бар’єра між порожниною подушки і навколишнім середовищем, створюючи перепону забрудненням і мастильно-охолодним рідинам. Загальними суттєвими ознаками способу є те, що спосіб включає подачу мастильного матеріалу 5 під тиском, дозування мастильного матеріалу, розподіл і змішування зі стисненим повітрям, наступну подачу в трубопроводи, та подачу через дюзи до підшипників і відвід відпрацьованого повітря і мастильного матеріалу в навколишнє середовище. Недоліками відомого способу є те, що він недостатньо технологічний при масовому виготовленні, недостатньо придатний для трансформацій під різні схеми змащення. Так як дюзи форсунок знаходяться на відстані від кілець підшипника і процес більше нагадує змащення масляним туманом, а для створення якісної плівки потрібно використовувати підшипники з отворами у кільці підшипника або розпірних кільцях, та виконувати радіальні отвори у корпусі підшипникового вузла, що зменшує допустиме навантаження на вузол, та не завжди конструктивно можливе, особливо при модернізації системи змащення. Найбільш близькою по конструкції є описана у [патенті України №47950, що був поданий 30.11.2001р. та оприлюднений 15.07.2002р. у бюл. №7, клас МІЖ F16N7/32, F16N29/04], централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою, конструкція якої містить мастильну станцію із рідким мастильним матеріалом, блок підготовки повітря, мастило-повітряні живильники, пульт керування, пристрої контролю і сигналізуючи пристрої, трубопроводи мастильного матеріалу, стисненого повітря і мастилоповітряні, подушки, верхню і нижню, з каналами підводу мастильного матеріалу, з кришками, спарені манжети, розділені розпірною шайбою, підшипник, у дистанційних кільцях якого встановлені дюзи і який установлений на шийках вала. Зовнішня поверхня підшипника герметизована з внутрішньою поверхнею подушок, а в розпірній шайбі, установленій між манжетами, у її верхній і нижній частинах виконані канали, що з’єднують глухі канали, виконані в кришках подушок, і порожнину подушок із зовнішнім середовищем, а дюзи виконані з отворами, спрямованими в діаметрально протилежні сторони уздовж осі підшипника або під кутом від 0 до 90 градусів, до бігових доріжок зовнішніх кілець підшипника. Окрайка зовнішньої ущільнюючої манжети спрямована у бік зовнішнього середовища й установлена таким чином, що в режимі підвищеного тиску стисненого повітря в подушці вона утворює з контактною поверхнею валка щілину для виходу відпрацьованого повітря і залишків мастильного матеріалу. Загальними суттєвими ознаками пристрою є те що, пристрій централізованого змащення підшипникових вузлів механізмів масляною плівкою, включає мастильну станцію з рідким мастильним матеріалом, блок підготовки повітря, живильники, трубопроводи підведення мастильного матеріалу та повітря, дюзи. Метою винаходу є створення способу змащення та конструкції пристрою централізованого змащення якісною мастильною 82126 6 плівкою підшипників, більш технологічної в виготовленні, та більш зручної в експлуатації, ніж існуючи, яка дозволяє виконати без зайвих утрат переділку підшипникових вузлів зі змащення консистентним мастилом на змащення плівкою рідкого мастила. Суттєвими ознаками способу є те, що спосіб змащення підшипникових вузлів механізмів масляною плівкою, включає подачу мастильного матеріалу під тиском, дозування мастильного матеріалу, розподіл і змішування зі стисненим повітрям, наступну подачу в трубопроводи, та подачу через дюзи до підшипників і відвід відпрацьованого повітря і мастильного матеріалу в навколишнє середовище. Після розподілу в живильниках мастильний матеріал подають у генератори в яких виготовляють мастилоповітряну суміш, а потім генерують з мастилоповітряної суміші мастильну плівку, подають цю плівку до маслянок і повітрям через маслянки з дюзами, постійно дотичними торцем своєї рухливої частини з кільцем підшипника, що не обертається, безупинно передають мастильну плівку на внутрішню сторону кільця підшипника, з компенсацією випадкових переміщень кільця підшипника, що не обертається, пружним переміщення дюзи в корпусі маслянки. На відміну від прототипу, достатнім у всіх випадках є те, що після розподілу в живильниках мастильний матеріал подають у генератори, в яких виготовляють мастилоповітряну суміш, а потім генерують з мастилоповітряної суміші мастильну плівку, подають цю плівку до маслянок і повітрям через маслянки з дюзами, постійно дотичними торцем своєї рухливої частини з кільцем підшипника, що не обертається, безупинно передають мастильну плівку на внутрішню сторону кільця підшипника, з компенсацією випадкових переміщень кільця підшипника, що не обертається, пружним переміщення дюзи в корпусі маслянки. Суттєвими ознаками конструкції пристрою централізованого змащення підшипникових вузлів механізмів мастильною плівкою, є те що пристрій включає мастильну станцію з рідким мастильним матеріалом, блок підготовки повітря, живильники, трубопроводи підведення мастильного матеріалу та повітря, дюзи. В системі після живильників всгановлені генератори мастильної плівки, а на елементах підшипникового вузла встановлені маслянки, в корпусах маслянок, з можливістю осьового переміщення, закріплені дюзи з упором у кільце підшипника, що не обертається, дюзи підпружинені пружиною, закріпленою в корпусі маслянки, з можливістю відстеження переміщень кільця підшипника, отвір дюзи знаходиться на рівні внутрішньої поверхні кільця підшипника, між тілом дюзи й отвором під дюзу в корпусі маслянки встановлено не менш одного ущільнювального кільця. Рухлива частина дюзи має на робочому торці розширення і маслянки розташовуються на знімних кришках підшипникових вузлів. На відміну від прототипу, достатнім у всіх випадках є те, що в системі після живильників встановлені генератори мастильної плівки, а на 7 елементах підшипникового вузла встановлені маслянки, в корпусах маслянок, з можливістю осьового переміщення, закріплені дюзи з упором у кільце підшипника, що не обертається, дюзи підпружинені пружиною, закріпленою в корпусі маслянки, з можливістю відстеження переміщень кільця підшипника, отвір дюзи знаходиться на рівні внутрішньої поверхні кільця підшипника, між тілом дюзи й отвором під дюзу в корпусі маслянки встановлено не менш одного ущільнювального кільця. Достатнім в окремих випадках є те, що рухлива частина дюзи має на робочому торці розширення і маслянки розташовуються на знімних кришках підшипникових вузлів. Спосіб та пристрій централізованого змащення з представленими технічними рішеннями забезпечує: - безупинну подачу у підшипники якісної мастильної плівки в мінімально необхідному об’ємі, так як метал підшипника змочується мастилом і напряму, через місце контакту, потоком повітря мастило з дюзи переганяється на внутрішню робочу поверхню кільця підшипника, що не обертається, на відміну від прототипу в якому мастило у вигляді крапель попадає не тільки на внутрішню робочу поверхню кільця підшипника, а і втрачається попадаючи на зовнішні поверхні підшипника та корпус і інші елементи підшипникового вузла; - вузли технологічні у виготовленні, та при модернізації підшипникових опор для заміни системи змащування на більш прогресивну, так як відсутня необхідність свердлити радіальні отвори у масивних корпусах підшипникових вузлів, вставляти розпірні кільця, а де це неможливо, то ставити підшипники з отворами в кільці підшипника, що не обертається, і робити проточку в корпусі для стиковки каналів для змащення між собою. Завдяки цьому, представлена конструкція дозволяє легко трансформуватись під необхідні схеми змащення підшипникових вузлів механізмів. Спосіб змащення та пристрій централізованого змащування забезпечує якісне змащування необхідних вузлів машин та механізмів, сприяє підвищенню їх ресурсу та зменшує витрати на ремонт. На Фіг.1 зображена схема пристрою централізованого змащення та підшипникові вузли; На Фіг.2 зображений генератор масляної плівки; На Фіг.З зображений виносний елемент А. Пристрій централізованого змащення, включає мастильну станцію 1 з рідким мастильним матеріалом у ємності 2, фільтр 3, напірний насос 4, запобіжний клапан 5, та манометр 6. До напірної магістралі мастильної станції 1 підключений мастильний живильник 8 від якого напірні мастильні магістралі 7 підведені до генераторів мастильної плівки 9. З іншого боку до генераторів мастильної плівки 9 підведене повітря через фільтр 10, та запобіжний клапан 11. На трубопроводі повітря встановлений манометр 12. 82126 8 Трубопроводи мастильного матеріалу 13 та 14 підведені до маслянок 15, в які входять корпуси 16, які мають різьбу 17 для під’єднання трубопроводів 13 та 14, та конусну різьбу 18, якою маслянки 15 закріплені на підшипникових вузлах. У кожній маслянки у наскрізному ступінчатому отворі 19 закріплена дюза 20, та пружина 21. Між дюзою 20 та отвором 19 встановлене еластичне кільце 22. Маслянка 15 (див. Фіг.3) закріплена конусною різьбою 18 у кришці 23 підшипникового вузла. В кришках підшипникових вузлів закріплені ущільнювальні еластичні кільця 24, які ущільнюють корпус підшипникових вузлів з валом 25 і створюють герметичну порожнину підшипникового вузла. На валу 25 встановлений підшипник 26 з внутрішнім кільцем 27 та зовнішнім 28. Підшипник 26 та кришка 23 закріплені в корпусі підшипникового вузла. Дюза 20 має на зовнішньому торці циліндричне розширення, яким вона упирається у кільце 28 підшипника 26 з можливістю осьового переміщення для забезпечення постійного контакту між дюзою та кільцем підшипника. Дюза 20 притиснута пружиною 21. Вихідний отвір у дюзі 20 знаходиться на рівні внутрішньої поверхні кільця 28 підшипника 26. Кожний генератор мастильної плівки 9 має в корпусі порожнини 29 в яких встановлені регульовані повітряні дроселі 30, в кожному з яких змонтовані зворотні клапани з кульки 31, яка перекриває канал виходу повітря, та пружини 32. На вході в порожнину 29 каналу мастильного матеріалу встановлена кулька 33, яка підтримується на вході пружиною 34, протилежний кінець якої спирається на кромку повітряного дроселя 30. Мастильний генератор 9 має вихідні різьбові отвори 35 до яких штуцерами 36 під'єднані трубки 13, або 14 відводу мастильної плівки. При роботі пристрою мастильний матеріал з ємності 2 через фільтр 3 насосом 4 під тиском подається через запобіжний клапан 5 на мастильний живильник 8, і через мастильні канали 7 поступає до генераторів масляної плівки 9, в які з іншого боку через фільтр 10 та запобіжний клапан 11 , поступає стиснуте повітря, яке подається через регульовані дроселі 30. В порожнинах 29 генераторів мастильної плівки 9 мастильний матеріал змішується с повітрям, а потім перетворюється у мастильну плівку, яка повітрям через трубки 13 та 14 подається на маслянки 15.3 маслянок 15 якісна масляна плівка поступає на внутрішню поверхню кільця підшипника 26. Завдяки силам змочування мастильна плівка з місця контакту форсунки 20 з кільцем підшипника розтікається по доріжкам підшипника, а відпрацьовані надлишки влучають у місце ущільнення еластичними кільцями 24 і надлишковим тиском повітря видаляється з підшипникового вузла. 9 82126 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for lubrication of bearing units and appliance for centralized lubrication
Автори англійськоюKrasnozhonov Mykola Anatoliiovych
Назва патенту російськоюСпособ смазки подшипниковых узлов и устройство для централизованной смазки
Автори російськоюКрасножонов Николай Анатольевич
МПК / Мітки
Мітки: централізованого, підшипникових, вузлів, спосіб, пристрій, змащування
Код посилання
<a href="https://ua.patents.su/5-82126-sposib-zmashhuvannya-pidshipnikovikh-vuzliv-ta-pristrijj-dlya-centralizovanogo-zmashhuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб змащування підшипникових вузлів та пристрій для централізованого змащування</a>
Централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою і спосіб здійснення змащення
Номер патенту: 47950
Опубліковано: 15.07.2002
Автор: Юрченко Микола Олексійович
МПК: F16N 29/00, F16N 7/00
Мітки: підшипникових, опор, змащення, здійснення, валкових, мастилоповітряною, вузлів, кліті, система, спосіб, плівкою, прокатної, централізована, автоматизована
Формула / Реферат:
1. Централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою, що містить мастильну станцію із рідким мастильним матеріалом, блок підготовки повітря, мастилоповітряні живильники, пульт керування, пристрої контролю і сигналізуючі пристрої, трубопроводи мастильного матеріалу, стисненого повітря і мастилоповітряні подушки: верхню і нижню з каналами підводу мастильного матеріалу, з...
Пристрій централізованого змащування для трикотажних машин
Номер патенту: 26261
Опубліковано: 19.07.1999
Автори: Ламппрехт Альфред, Хусс Рольф, Браун Дітер
МПК: F16N 7/00, D04B 35/00, F16N 25/00
Мітки: машин, пристрій, змащування, централізованого, трикотажних
Формула / Реферат:
1. Устройство централизованной смазки, преимущественно для трикотажных машин, содержащее систему управления, смазочный насос с приводным двигателем, подключенный всасывающим трубопроводом к резервуару смазочного материала, например масла, и присоединительные элементы для смазочных линий, подключенные к смазочным точкам, снабжаемым в выбранной последовательности смазочным материалом, нагнетаемым насосом через распределитель, подключенный...
Мастило для підшипникових вузлів гірничошахтного устаткування
Номер патенту: 53003
Опубліковано: 15.01.2003
Автори: Ваврик Василь Іванович, Стахурський Олександр Дмитрович, Джембрі Аліса Ігорівна, Полукова Євгенія Олексіївна, Борисова Віра Володимирівна, Македонський Олег Олександрович, Шапошник Олександр Васильович, Шестопалова Валентина Яківна
МПК: C10M 169/00
Мітки: мастило, вузлів, підшипникових, гірничошахтного, устаткування
Формула / Реферат:
Мастило для підшипникових вузлів гірничошахтного устаткування, яке містить мінеральну оливу, барієві комплексні мила, естоліди оксикислот фракції С10-С24, антиокиснювальну присадку, яке відрізняється тим, що до його складу вводиться додатково мідний порошок (розмір часток до 1 мкм), гліцерин, антранілова кислота при наступному співвідношенні, мас. %: Комплексне барієве мило кислот бавовняної олії та оцтової кислоти ...
Мастильний пристрій для декількох місць змащування і спосіб змащування місць змащування машини з використанням цього мастильного пристрою
Номер патенту: 59404
Опубліковано: 15.09.2003
Автор: Гус Рольф
МПК: F16N 13/00
Мітки: спосіб, використанням, мастильний, цього, мастильного, машини, змащування, пристрою, декількох, пристрій, місць
Формула / Реферат:
1. Мастильний пристрій для декількох місць змащування, зокрема для подавання мастила до декількох місць змащування в'язальної машини, який містить насосний пристрій для нагнітання мастила, при цьому насосний пристрій має поршень, який встановлений з можливістю аксіального переміщення у циліндрі, і розподільний пристрій, за допомогою якого подаване поршнем мастило розподіляється до однієї або декількох ліній групи ліній, що відходять від...
Спосіб визначення жорсткості підшипникових опор
Номер патенту: 34525
Опубліковано: 15.03.2001
Автори: Немчин Олександр Федорович, Клявлін Валерій Володимирович
МПК: G01M 13/00
Мітки: жорсткості, спосіб, підшипникових, визначення, опор
Текст:
...запропонованого способу є те, що пари точок на корпусі досліджуваного підшипника розміщені рівномірно відносно його вісі симетрії. При цьому для "незношеного", тобто відносно "нового" підшипника, достатньо вибирати що найменше дві пари таких то чок. Чим більше термін експлуа тації підшипника, тим менше його ресурс і жорсткість опори, і тим більше пар точок вимірів на його корпусі треба обирати. Для підвищення достовірності результатів ви...
Попередній патент: Спосіб визначення величини негерметичності виробів
Наступний патент: Спосіб одержання 7-хлор-1-алкіл-6-фтор-4-оксо-1,4-дигідро-1,8-нафтиридин-3-карбонової кислоти
Випадковий патент: Отверджувач рідкого скла