Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56790
Опубліковано: 25.01.2011
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович

Формула / Реферат
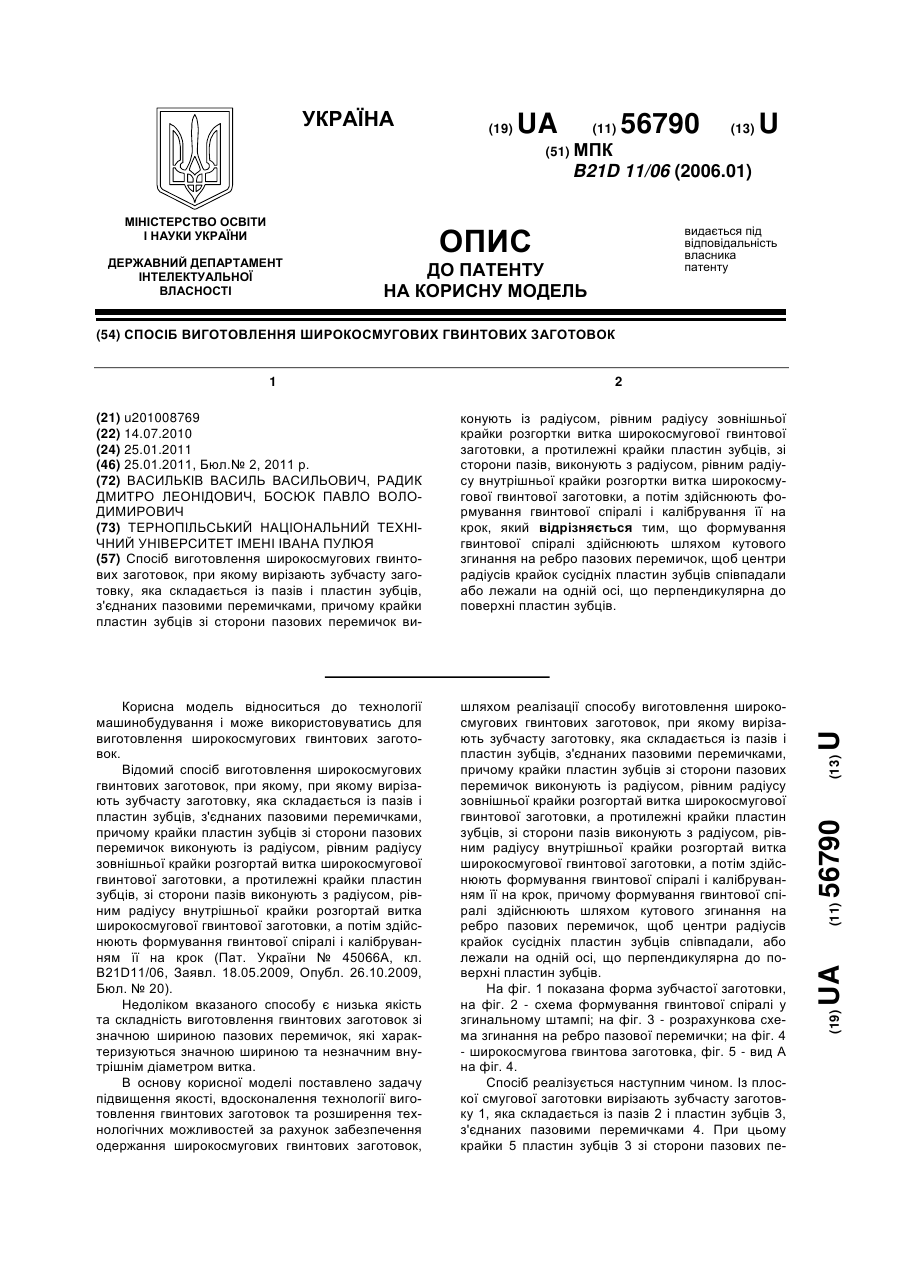
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним радіусу внутрішньої крайки розгортки витка широкосмугової гвинтової заготовки, а потім здійснюють формування гвинтової спіралі і калібрування її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом кутового згинання на ребро пазових перемичок, щоб центри радіусів крайок сусідніх пластин зубців співпадали або лежали на одній осі, що перпендикулярна до поверхні пластин зубців.
Текст
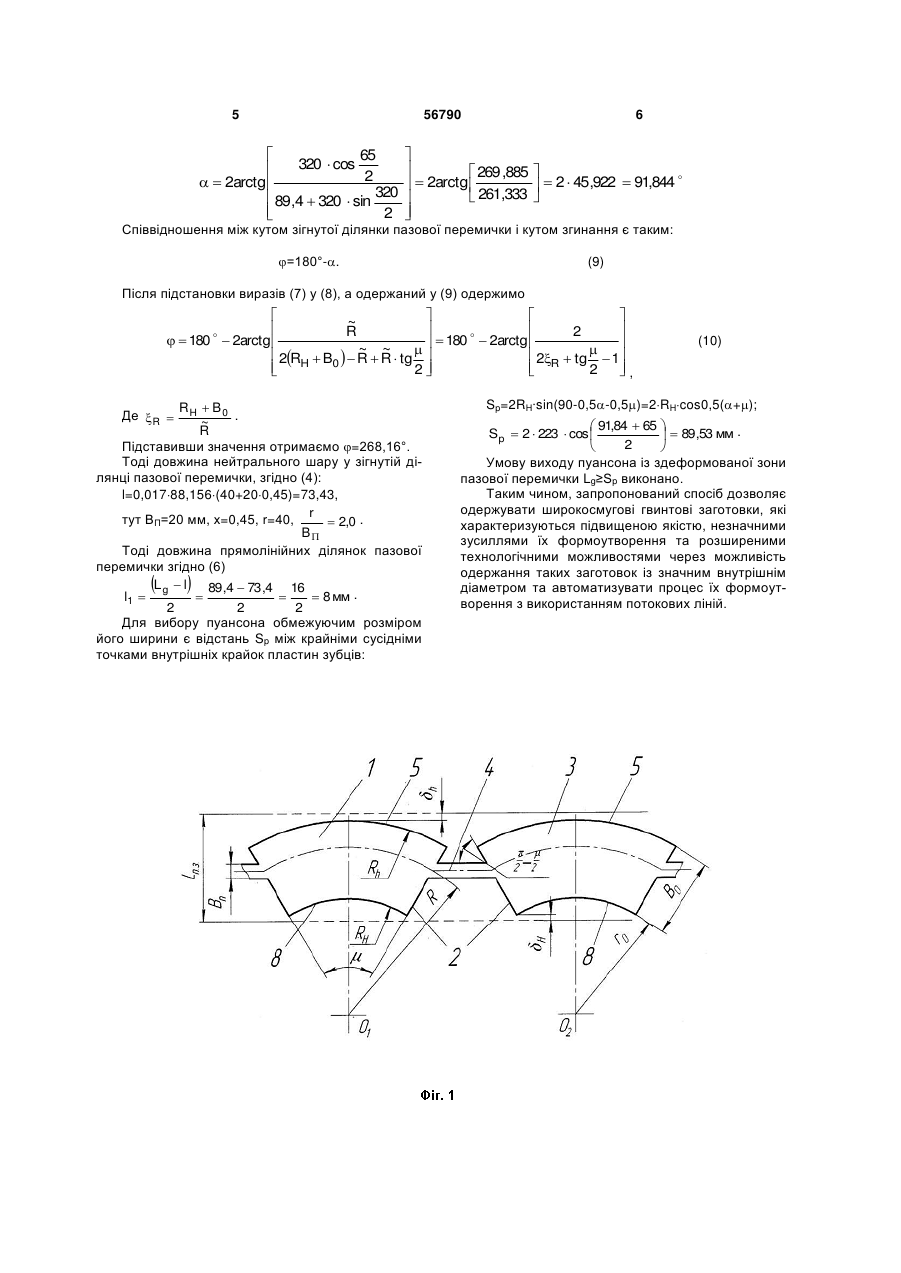
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому крайки пластин зубців зі сторони пазових перемичок ви 3 56790 ремичок 4 виконують із радіусом Rh, рівним радіусу зовнішньої крайки 6 розгортки витка широкосмугової гвинтової заготовки 7, а протилежні крайки 8 пластин зубців 3, зі сторони пазів 2 виконують з радіусом RH, рівним радіусу внутрішньої крайки 9 розгортки витка широкосмугової гвинтової заготовки 7. Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Потім здійснюють формування гвинтової спіралі 10 шляхом кутового згинання пазових перемичок 4 у згинальному штампі за допомогою пуансона 11 і матриці 12. В залежності від геометричних параметрів широкосмугових гвинтових заготовок можливі два типи кутового згинання на ребро пазових перемичок: однокутове або двохкутове. Конструктивні варіанти такого типу згинання смуг наведені у класичній літературі. Згинання здійснюють так, щоб центри О1 і О2 сусідніх пластин зубців 3 співпали у точці О3 (фіг.2), або лежали на одній осі OZ (не показано), яка перпендикулярна до поверхні таких пластин зубців. Точка О3 є центром плоского витка широкосмугової гвинтової заготовки, а вісь OZ є поздовжньою віссю такої заготовки. Відведення гвинтової спіралі 10 із зони деформації здійснюють за допомогою клинового механізму 14. Після цього одержану заготовку розтягують на постійний крок до утворення широкосмугової гвинтової заготовки 7 із необхідними геометричними параметрами. Приклад конкретного виконання способу. Необхідно виготовити широкосмугову гвинтову заготовку для одержання шнекового транспортера, змішувача. Геометричні параметри витків такої заготовки наступні: внутрішній діаметр d=305 мм, зовнішній D=605 мм, крок Т=600 мм, товщина витка Но=3,4 мм. Матеріал спіралі - сталь 08 кп. Розрахунок здійснюють в такій послідовності: 1. Ширина витка B0 D d 150 мм . 2 2. Радіус внутрішньої крайки розгортай витка широкосмугової гвинтової заготовки визначають так B 0L H , (1) RH L h LH де Lh і LH - розгорнута довжина відповідно зовнішньої і внутрішньої крайок витка широкосмугової гвинтової заготовки в межах одного кроку: LH d2 T 2 ; Lh d2 T2 . (2) 4 Підставивши значення отримаємо RH=223 мм. Тоді радіус зовнішньої крайки розгортай витка широкосмугової гвинтової заготовки Rh=RH+Во=373мм. 3. Центральний кут пластин зубців пов'язаний із шириною плоскої смугової заготовки LП.З. B0 r0 1 2 cos cos 2 h H 2 2 , (3) де LП.З. - ширина плоскої смугової заготовки - центральний кут пластини зубця, h і H - напуски від країв пластин зубців (величина вибирається в залежності від способу вирізування зубчастої заготовки). Для вирізування зубчастої заготовки вибираємо використання лазерного розкрійного технологічного комплексу мод. ТЛ-1,5 (або ТЛ-2,5), що дозволяє різати профільний матеріал товщиною до 15 мм (сталь) і до 60 мм (неметалічні вироби) по складному контуру. Приймаємо =65°, тоді LП.З. 150 223 1 2 cos 65 65 cos 2 1 1.5 188 мм 2 2 4. Вибір типу згинання перемички. Вибираємо однокутовий тип. 5. Довжина нейтрального шару у зігнутій ділянці пазової перемички визначається так: (4) l=0,017(r+хВП), де l - довжина нейтрального шару зігнутої ділянки, х - коефіцієнт, що визначає розміщення нейтрального шару, ВП - ширина пазової перемички, r - внутрішній радіус згинання, - кут зігнутої ділянки. Тоді загальна довжина пазової перемички визначається так L=l+l1+l2, (5) де l1 i l2 - довжина прямолінійних ділянок. Для спрощення приймаємо l1=l2, тоді L=l+2l1. (6) З іншої сторони, загальна довжина пазової перемички визначається з геометричного співвідношення ~ (7) L g 2 RH B0 R cos , 2 ~ де R - радіус розміщення пазової перемички відносно центру радіуса кривини крайок пластин зубців 65 L g 2223 150 320 cos 89,4 мм . 2 Внутрішній кут згинання пазової перемички пов'язаний з її довжиною співвідношенням ~ R cos 2 2arctg ; ~ L R sin g 2 (8) 5 56790 65 320 cos 2 2arctg 89,4 320 sin 320 2 6 269 ,885 2 45,922 91,844 2arctg 261,333 Співвідношення між кутом зігнутої ділянки пазової перемички і кутом згинання є таким: =180°-. (9) Після підстановки виразів (7) у (8), а одержаний у (9) одержимо ~ R 2 180 2arctg 180 2arctg ~ ~ 2RH B0 R R tg 2R tg 1 , 2 2 RH B 0 . ~ R Підставивши значення отримаємо =268,16°. Тоді довжина нейтрального шару у зігнутій ділянці пазової перемички, згідно (4): l=0,01788,156(40+200,45)=73,43, r тут ВП=20 мм, х=0,45, r=40, 2,0 . B Тоді довжина прямолінійних ділянок пазової перемички згідно (6) Lg l 89,4 73,4 16 l1 8 мм . 2 2 2 Для вибору пуансона обмежуючим розміром його ширини є відстань Sp між крайніми сусідніми точками внутрішніх крайок пластин зубців: Де R (10) Sp=2RH·sin(90-0,5-0,5)=2RHcos0,5(+); 91,84 65 Sp 2 223 cos 89,53 мм . 2 Умову виходу пуансона із здеформованої зони пазової перемички Lg≥Sp виконано. Таким чином, запропонований спосіб дозволяє одержувати широкосмугові гвинтові заготовки, які характеризуються підвищеною якістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок із значним внутрішнім діаметром та автоматизувати процес їх формоутворення з використанням потокових ліній. 7 Комп’ютерна верстка В. Мацело 56790 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing broad-strip screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления широкополосных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, широкосмугових, заготовок, спосіб, гвинтових
Код посилання
<a href="https://ua.patents.su/4-56790-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: виготовлення, гвинтових, широкосмугових, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: широкосмугових, виготовлення, гвинтових, спосіб, заготовок
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 50090
Опубліковано: 25.05.2010
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, широкосмугових, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому здійснюють вирізування із листового прокату зубчастої заготовки, яка складається із пластин, з'єднаних по торцях перетинками з наступним формуванням витків гвинтової заготовки і розтягуванням на крок, який відрізняється тим, що пластини виконують у вигляді кругових півкілець, потім здійснюють відгинання перетинок до їх розміщення у площині, перпендикулярній до площини...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 48610
Опубліковано: 25.03.2010
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21C 37/00
Мітки: широкосмугових, виготовлення, заготовок, спосіб, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який відрізняється тим, що перед розрізанням здійснюють поздовжнє вальцювання кільцевої заготовки циліндричними валками за декілька переходів, після першого і кожного наступного непарного переходу кільцеву заготовку...
Спосіб виготовлення стрічкових гвинтових заготовок
Номер патенту: 48550
Опубліковано: 25.03.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: виготовлення, заготовок, стрічкових, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення стрічкових гвинтових заготовок, при якому вирізують із листового прокату плоскі заготовки, формують витки гвинтової спіралі і калібрують її на крок, який відрізняється тим, що вирізують плоску заготовку у вигляді профільної смуги, що містить послідовно з'єднані по торцях кільцеві сегменти, причому зовнішня крайка кожного наступного кільцевого сегмента розміщена зі сторони внутрішньої крайки попереднього, виконують прорізі...
Попередній патент: Спосіб відновлення апроксимальної поверхні жувальних зубів
Наступний патент: Спосіб виготовлення гвинтових заготовок
Випадковий патент: Спосіб моделювання абдомінального сепсису