Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56795
Опубліковано: 25.01.2011
Формула / Реферат
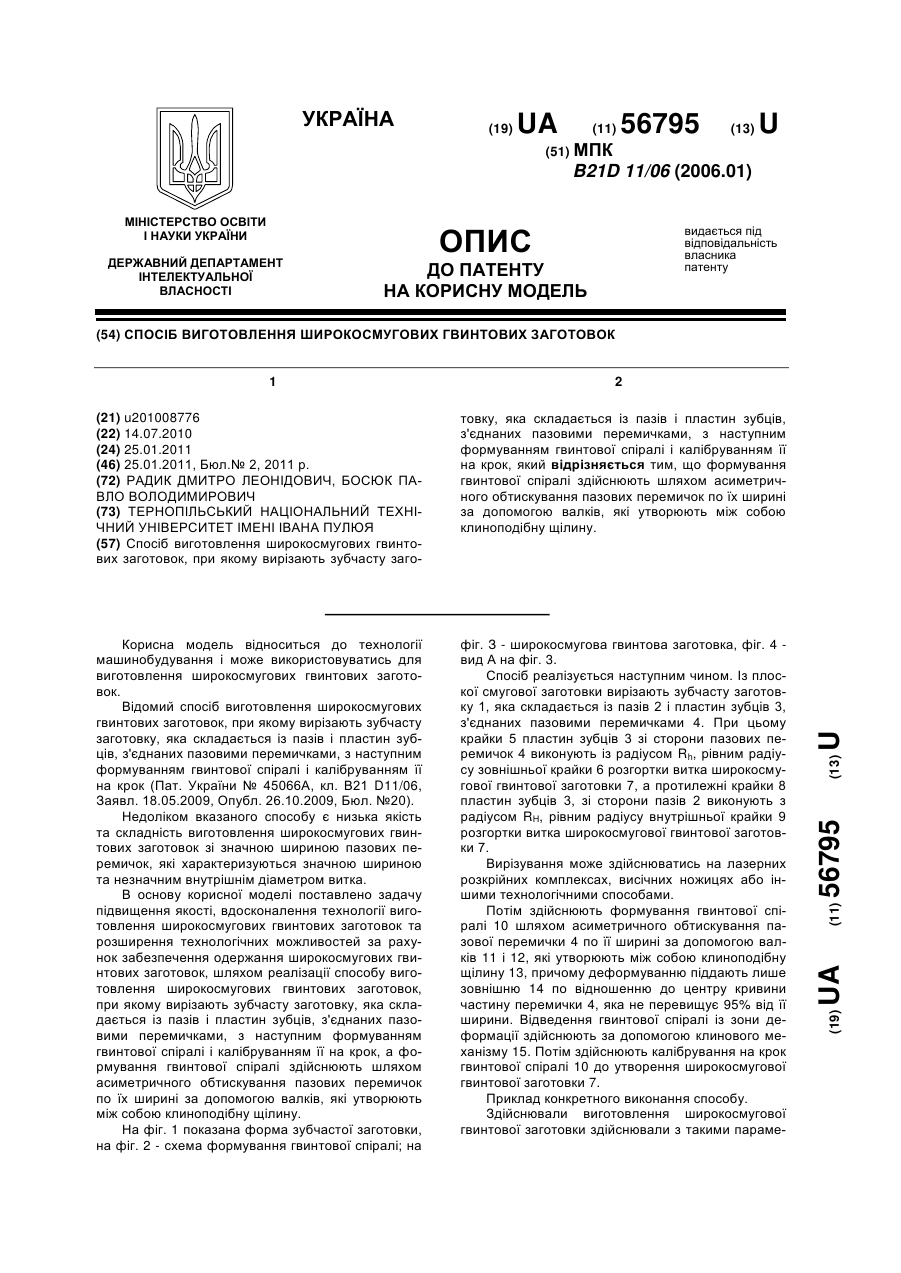
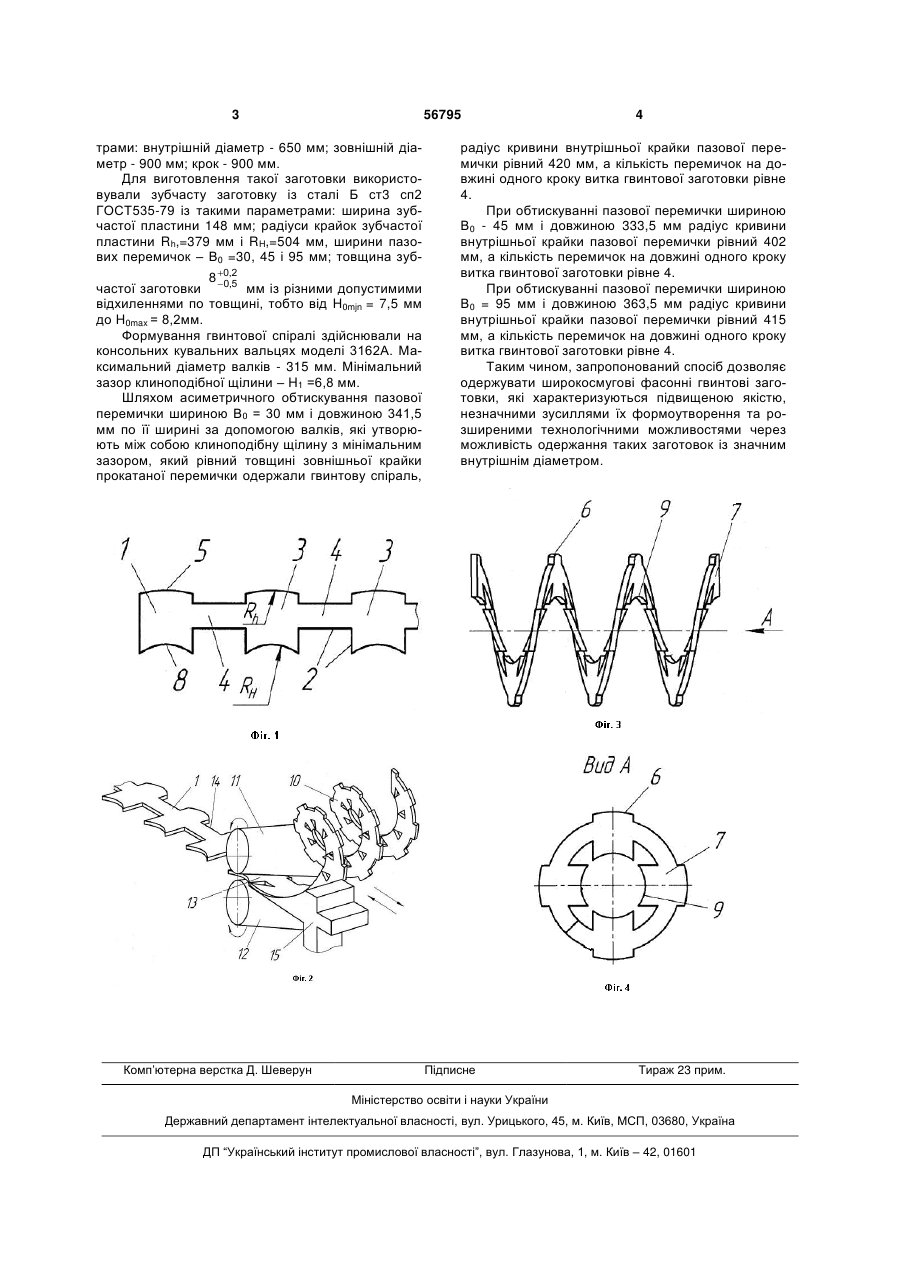
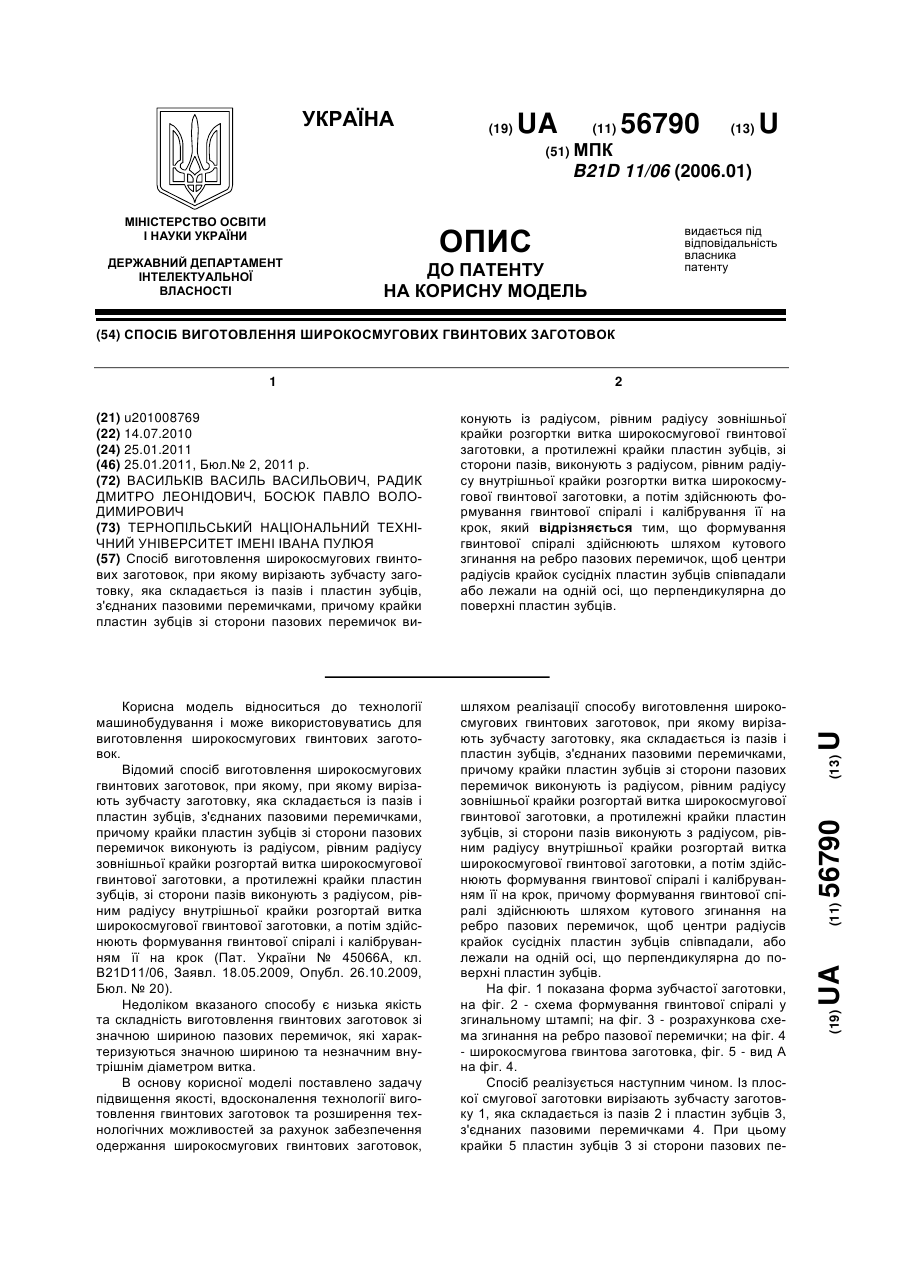
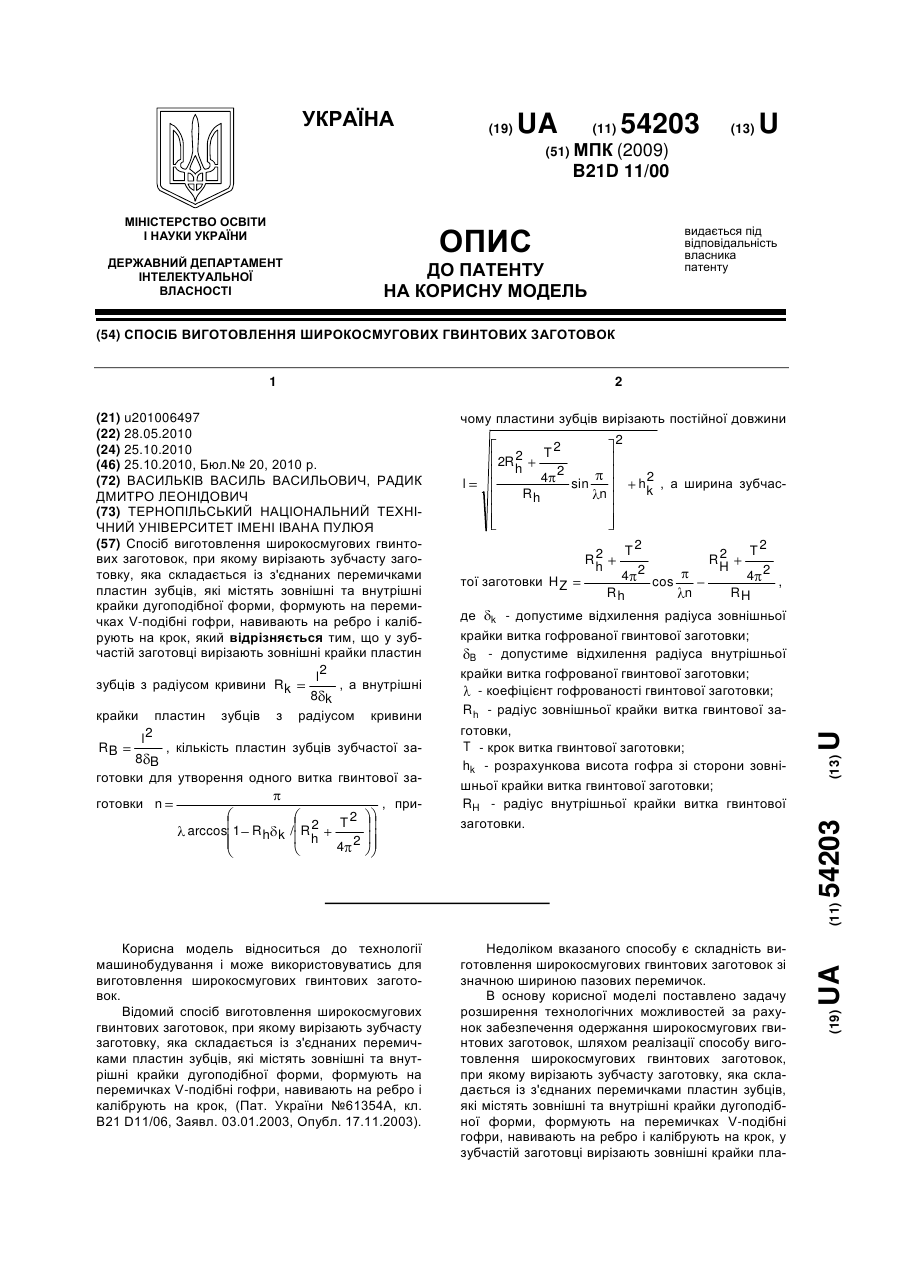
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Текст
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заго 3 56795 трами: внутрішній діаметр - 650 мм; зовнішній діаметр - 900 мм; крок - 900 мм. Для виготовлення такої заготовки використовували зубчасту заготовку із сталі Б ст3 сп2 ГОСТ535-79 із такими параметрами: ширина зубчастої пластини 148 мм; радіуси крайок зубчастої пластини Rh,=379 мм і RH,=504 мм, ширини пазових перемичок – В0 =30, 45 і 95 мм; товщина зуб8 0,2 частої заготовки 0,5 мм із різними допустимими відхиленнями по товщині, тобто від H0mjn = 7,5 мм до H0max = 8,2мм. Формування гвинтової спіралі здійснювали на консольних кувальних вальцях моделі 3162А. Максимальний діаметр валків - 315 мм. Мінімальний зазор клиноподібної щілини – H1 =6,8 мм. Шляхом асиметричного обтискування пазової перемички шириною В0 = 30 мм і довжиною 341,5 мм по її ширині за допомогою валків, які утворюють між собою клиноподібну щілину з мінімальним зазором, який рівний товщині зовнішньої крайки прокатаної перемички одержали гвинтову спіраль, Комп’ютерна верстка Д. Шеверун 4 радіус кривини внутрішньої крайки пазової перемички рівний 420 мм, а кількість перемичок на довжині одного кроку витка гвинтової заготовки рівне 4. При обтискуванні пазової перемички шириною В0 - 45 мм і довжиною 333,5 мм радіус кривини внутрішньої крайки пазової перемички рівний 402 мм, а кількість перемичок на довжині одного кроку витка гвинтової заготовки рівне 4. При обтискуванні пазової перемички шириною В0 = 95 мм і довжиною 363,5 мм радіус кривини внутрішньої крайки пазової перемички рівний 415 мм, а кількість перемичок на довжині одного кроку витка гвинтової заготовки рівне 4. Таким чином, запропонований спосіб дозволяє одержувати широкосмугові фасонні гвинтові заготовки, які характеризуються підвищеною якістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок із значним внутрішнім діаметром. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing broad-strip screw blanks
Автори англійськоюRadyk Dmytro Leonidovych, Bosiuk Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления широкополосных винтовых заготовок
Автори російськоюРадик Дмитрий Леонидович, Босюк Павел Владимирович
МПК / Мітки
МПК: B21D 11/06
Мітки: широкосмугових, виготовлення, заготовок, гвинтових, спосіб
Код посилання
<a href="https://ua.patents.su/2-56795-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56790
Опубліковано: 25.01.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: широкосмугових, гвинтових, заготовок, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним радіусу внутрішньої...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: широкосмугових, заготовок, спосіб, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: спосіб, заготовок, широкосмугових, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 50090
Опубліковано: 25.05.2010
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, заготовок, широкосмугових, виготовлення, гвинтових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому здійснюють вирізування із листового прокату зубчастої заготовки, яка складається із пластин, з'єднаних по торцях перетинками з наступним формуванням витків гвинтової заготовки і розтягуванням на крок, який відрізняється тим, що пластини виконують у вигляді кругових півкілець, потім здійснюють відгинання перетинок до їх розміщення у площині, перпендикулярній до площини...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 48610
Опубліковано: 25.03.2010
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21C 37/00
Мітки: заготовок, широкосмугових, виготовлення, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, який містить операції одержання кільцевих заготовок, їх нагрівання і розрізання по радіусу, розтягування в спіраль з наступним зварюванням одна з одною, та проточування, який відрізняється тим, що перед розрізанням здійснюють поздовжнє вальцювання кільцевої заготовки циліндричними валками за декілька переходів, після першого і кожного наступного непарного переходу кільцеву заготовку...
Попередній патент: Оправка фланцева кулачкова
Наступний патент: Спосіб стандартизації квіток нагідок лікарських (calendula officinalis l.) в багатокомпонентних рослинних сумішах
Випадковий патент: Зернозбиральний маслокомбайн