Ділянка формування заготівок машини безперервного лиття
Номер патенту: 82270
Опубліковано: 25.03.2008
Автори: Плугатар Віктор Семенович, Чижик Володимир Васильович, Кочин Леонід Павлович, Цибулько Анатолій Євгенійович, Козлов Павло Миколайович, Фоменко Юрій Вікторович
Формула / Реферат
Ділянка формування заготівок машини безперервного лиття, яка включає кристалізатор з базовою стінкою, встановлений на привідній рамі, з’єднаний з приводом хитання, стаціонарну основу та напрямний пристрій, яка відрізняється тим, що напрямний пристрій виконаний у вигляді гнучких попередньо розтягнутих елементів, пружної опори і двох гідростатичних опор, розміщених по різні сторони від приводної рами, рознесених по вертикалі, кожна з яких виконана у вигляді пари підп'ятник-упор, встановлених з можливістю взаємодії по робочих поверхнях, виготовлених по кривих, паралельних поверхні базової стінки кристалізатора, при цьому в приводній рамі виконані відкриті порожнини з бічними стінками, у кожній з яких закріплений підп'ятник, до стаціонарної основи прикріплені упори, а на бічних поверхнях упорів виконані глухі отвори, у яких розміщені засоби притискання із сухарями, торці яких розташовані з можливістю контакту з бічними стінками порожнин приводної рами, крім того, на робочій поверхні кожного упора виконана кишеня, зв'язана з передбаченою напірною магістраллю за допомогою каналу, виготовленого в тілі упора, а порожнини приводної рами з’єднані каналом зі зливною магістраллю, яку передбачено на ділянці формування заготівок машин безперервного лиття, а по периметру кожного упора розташовані еластичні елементи, одні кінці яких прикріплені до упора, а інші - до приводної рами, при цьому згадана пружна опора з’єднана з нижньою частиною приводної рами, кожний із гнучких попередньо розтягнутих елементів одним кінцем прикріплений до стаціонарної основи, а іншим - зв'язаний із приводною рамою.
Текст
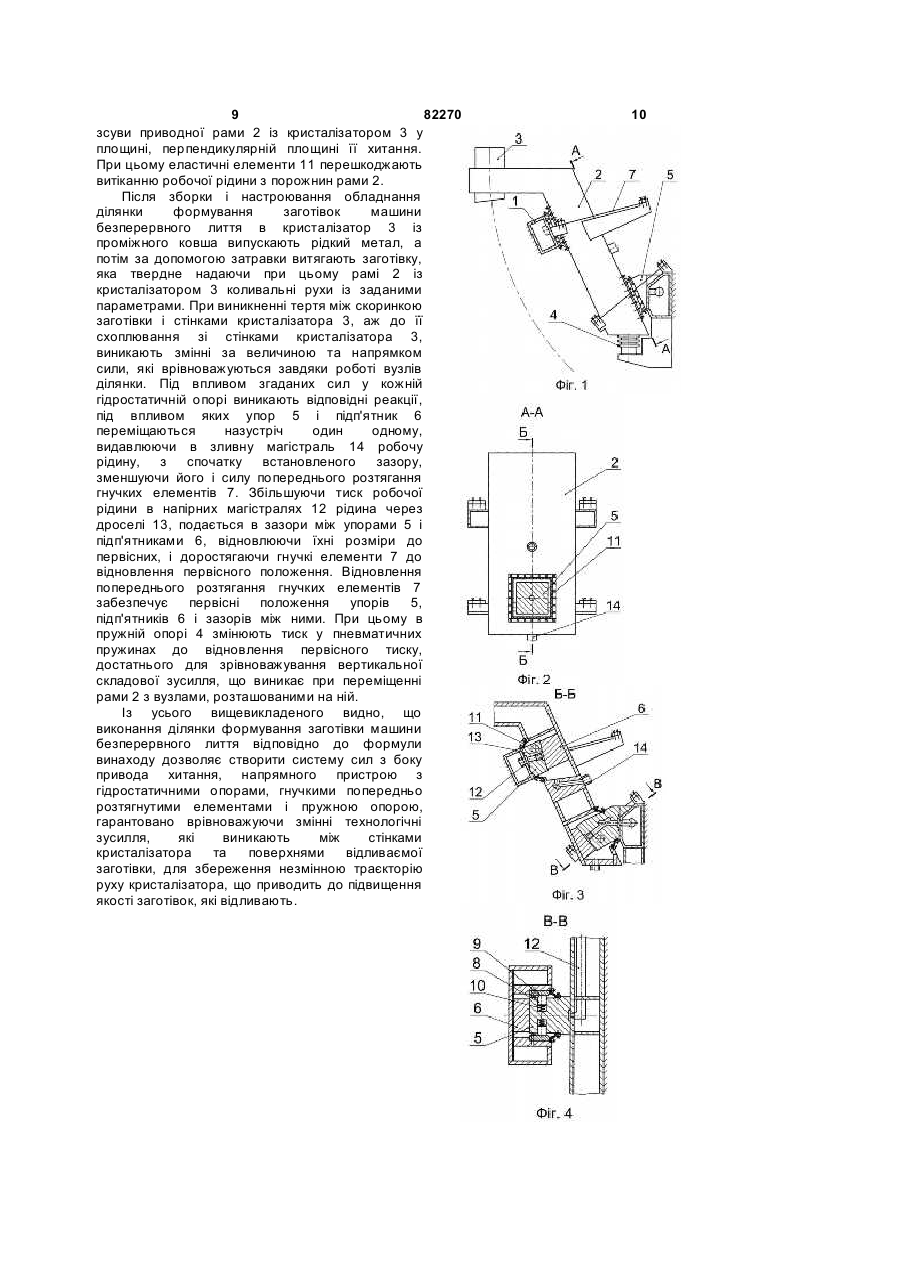
Ділянка формування заготівок машини безперервного лиття, яка включає кристалізатор з базовою стінкою, встановлений на привідній рамі, з’єднаний з приводом хитання, стаціонарну основу C2 2 (19) 1 3 82270 4 хитальних рухів. При здійсненні хитальних рухів, До складу ділянки входить кристалізатор, рама із кристалізатором утримується пружними встановлений на рамі механізму хитання. Рама елементами напрямного пристрою на заданій з’єднана із приводом хитання за допомогою криволінійній траєкторії. По мірі подальшого важільної системи і розташована у жорстких переміщення заготівка потрапляє у зону напрямних ковзання, які визначають положення вторинного охолодження і далі - по технологічному рами в просторі у будь-який момент часу. потоку. Після випуску рідкого металу із проміжного У порівнянні з аналогом при роботі на даному ковша в кристалізатор і утворення стовпа металу обладнанні вдається декілька підвищити якість заданої висоти, починають витягання заготівки, що безперервно литих заготівок завдяки заміні відливають, із кристалізатора і переміщення її по жорстких тертьових напрямних, підданих заданій траєкторії. Одночасно із цим включають зношуванню з утворенням зазорів, на гнучкі привод хитання і надають кристалізатору разом з елементи. рамою переміщення з амплітудою та частотою, Однак слід зазначити, що під час витягання обумовленими технологією одержання даних гарячої заготівки як і раніше має місце заготівок на машині безперервного лиття. Під час прилипання, «схоплювання» скоринок заготівки зі переміщення рама здійснює зворотно-поступальні стінками кристалізатора, тобто між стінками рухи відносно жорстких напрямних, які визначають кристалізатора і гранями гарячої заготівки траєкторію переміщення кристалізатора відносно виникають додаткові сили зчеплення, різні по заготівки, яку відливають. У процесі роботи величині та напрямку в різних крапках контакту. виникає зношування в згаданих напрямних з Таким чином, пружні елементи напрямного утворенням зазорів поміж ними та елементами пристрою крім постійних робочих зусиль рами. По мірі збільшення зазорів точність і сприймають додаткові змінні технологічні стабільність руху кристалізатора по заданій навантаження. У результаті впливу змінних траєкторії зменшується, що приводить до навантажень деформація розтягання гнучких погіршення якості одержуваної заготівки через елементів стає змінною по величині і напрямку, що утворення уступів, нерівностей на її гранях. перешкоджає утриманню рами із кристалізатором Відома також інша ділянка для одержання на заданій криволінійній траєкторії. Відхилення безперервно литих заготівок, до складу якої кристалізатора із заготівкою під час здійснення входить механізм хитання кристалізатора, по хитальних рухів від заданої траєкторії приводить [патенту США №5219029 В22D11/04], більше до утворення на гранях заготівки нерівностей, близький до рішення, що заявляється, і прийнятий уступів, що знижує якість одержуваної заготівки. у якості прототипу. Крім того, при одержанні заготівок на обладнанні До складу ділянки входить кристалізатор, описаної ділянки не представляється можливим встановлений на рамі механізму хитання. попередити зсув кристалізатора в площині, Кристалізатор складається із чотирьох стінок, дві з перпендикулярній площині його хитання, що яких плоскі, встановлені паралельно одна одній, а приводить до утворення поверхневих дефектів на дві - криволінійні, також встановлені паралельно заготівці, і негативно позначається на якості одна одній. Криволінійні стінки кристалізатора одержуваної продукції. надають початкову кривизну литій заготівці. При Таким чином, недоліком прототипу є цьому криволінійна стінка кристалізатора, більш незадовільна якість одержуваних заготівок. віддалена від центрів кривизни стінок До основи винаходу поставлене завдання кристалізатора є базовою. підвищення якості безперервно литих заготівок, До складу механізму хитання входить одержуваних на даній ділянці. напрямний пристрій, виконаний у вигляді двох Це завдання вирішується за рахунок плоских пружних напрямних, рама, з’єднана із технічного результату, який полягає у створенні приводом хитання, стаціонарна основа. Пружні системи сил, що гарантує зрівноважування напрямні розташовані на відповідних радіусах, змінних технологічних навантажень, виникаючих у продовжених із центра кривизни базової стінки кристалізаторі. кристалізатора. Для досягнення вищевказаного технічного Нижня пружна напрямна прикріплена до результату в ділянці формування заготівки стаціонарної основи, а верхня - одним кінцем машини безперервного лиття, що включає з’єднана зі стаціонарною основою, а іншим кристалізатор з базовою стінкою, встановлений на повязана із приводною рамою. Крім того, нижня приводній рамі, з’єднаній із приводом хитання, пружна напрямна пов'язана із гвинтовим стаціонарну основу і напрямний пристрій, механізмом натягу, натяг у верхній пружній відповідно до винаходу напрямний пристрій напрямній утворюється від маси рами механізму виконаний у вигляді гнучких попередньо хитання. розтягнутих елементів, пружної опори і двох До початку роботи за допомогою гвинтового гідростатичних опор, розміщених по різні сторони механізму створюють необхідні розтяжні зусилля в від приводної рами, рознесених по вертикалі, нижній пружній напрямній. кожна з яких виконана у вигляді пари підп'ятник Потім випускають рідкий метал із проміжного упор, встановлених з можливістю взаємодії по ковша у кристалізатор, у якому знаходиться робочих поверхнях, виготовлених по кривих, затравка. Після утворення стовпа металу заданої паралельних базовій стінці кристалізатора, при висоти починають витягання відливаємої цьому в приводній рамі виготовлені відкриті заготівки, шляхом витягання затравки. Включають порожнини з бічними стінками, у кожній з яких привод, що надає рамі із кристалізатором 5 82270 6 закріплений підп'ятник, а до стаціонарної основи нові вузли, нові зв'язки, нові взаємні розташування прикріплені упори, а на бічних поверхнях упорів вузлів і деталей, нові конструктивні елементи. виконані глухі отвори, у яких розміщені засоби Завдяки тому, що в ділянці формування притиску із сухарями, торці яких розташовані з заготівок машини безперервного лиття напрямний можливістю контакту з бічними стінками пристрій виконаний у вигляді гнучких попередньо порожнини приводної рами, крім того, на робочій розтягнутих елементів, пружної опори і двох поверхні кожного упору виконана кишеня, гідростатичних опор, розміщених по різні сторони пов'язана з напірною магістраллю за допомогою від приводної рами, рознесених по вертикалі, каналу, виготовленого в тілі упору, а порожнини кожна з яких виконана у вигляді пари підп'ятник приводної рами зв'язані каналом зі зливною упор, встановлених з можливістю взаємодії по магістраллю, по периметру кожного упору робочих поверхнях, виготовлених по кривих, розташовані еластичні елементи, одні кінці яких паралельним поверхні базової стінки прикріплені до упору, а другі - до приводної рами, кристалізатора, а також завдяки тому, що в при цьому згадана пружна опора зчленована з приводній рамі виготовлені відкриті порожнини з нижньою частиною приводної рами, кожний із бічними стінками, у кожній з яких закріплений гнучких попередньо розтягнутих елементів одним підп'ятник, до стаціонарної основи прикріплені кінцем прикріплений до стаціонарної підстави, а упори, а на бічних поверхнях упорів виконані глухі іншим - пов'язаний із приводною рамою. отвори, у яких розміщені засоби притиску із У результаті порівняльного аналізу рішення, сухарями, торці яких розташовані з можливістю що заявляється, з прототипом встановлено, що контакту з бічними стінками порожнини приводної вони мають наступні загальні ознаки: рами, а на робочій поверхні кожного упору - кристалізатор з базовою стінкою; виконана кишеня, пов'язана з напірною - розміщення кристалізатора на приводній магістраллю за допомогою каналу, виготовленого рамі; в тілі упору, а також завдяки зв'язку порожнини - з’єднання рами із приводом хитання; приводної рами каналом зі зливною магістраллю, і - стаціонарна основа; розміщенню по периметру кожного упору - напрямний пристрій; і відмітні ознаки: еластичних елементів, одні кінці яких прикріплені - виконання напрямного пристрою у вигляді до упору, а другі - до приводної рами, і завдяки гнучких попередньо розтягнутих елементів, зчленуванню пружної опори з нижньою частиною пружної опори і двох гідростатичних опор; приводної рами, і прикріпленню кожного із гнучких - розміщення гідростатичних опор по різні попередньо розтягнутих елементів одним кінцем сторони від приводної рами, рознесених по до стаціонарної основи, а іншим - до приводної вертикалі; рами стало можливим створювати систему сил з - виконання кожної з гідростатичних опор у боку привода хитання, пружної опори, напрямного вигляді пари підп'ятник -упор, встановлених з пристрою із гнучкими попередньо розтягнутими можливістю взаємодії по робочих поверхнях; елементами, що постійно притискає робочі - виготовлення робочих поверхонь підп'ятника поверхні підп'ятника і упору з масляним шаром і упору по кривих, паралельних поверхні базової заданої товщини, розміщеним між ними, один до стінки кристалізатора; одного, гарантовано врівноважуючи змінні - виконання в приводній рамі відкритих технологічні зусилля, які виникають між стінками порожнин з бічними стінками; кристалізатора і поверхнями відливаємої - прикріплення в кожній порожнині рами заготівки, що привело до збереження незмінною підп'ятника; заданої траєкторії руху кристалізатора, і - прикріплення до стаціонарної основи упорів; підвищенню якості заготівок, які відливають. - виконання на бічних поверхнях упорів глухих Таким чином, безперервно литі заготівки, отворів, у яких розміщені засоби притиску із одержувані на обладнанні даної ділянки, мають сухарями; більш високу якість. - розміщення сухарів з можливістю взаємодії Виключення з сукупності відмітних ознак хоча їхніх торців з бічними стінками порожнини б одної не забезпечує рішення поставленого приводної рами; завдання - підвищення якості безперервно литих - виконання на робочій поверхні кожного упору заготівок, одержуваних на даній ділянці. кишені, пов'язаної з напірною магістраллю за Технічне рішення, що заявляється, не відомо з допомогою каналу, виготовленого в тілі упору; рівня техніки, тому воно є новим. - зв'язок кожної порожнини приводної рами за Технічне рішення, що заявляється, має допомогою каналу зі зливною магістраллю; винахідницький рівень тому, що пропоноване - розміщення по периметру кожного упору виконання ділянки формування заготівок машини еластичних елементів, одні кінці яких прикріплені безперервного лиття для фахівця наявним чином до упору, а другі - до приводної рами; не випливає з рівня техніки. - з’єднування пружної опори з нижньою Технічне рішення, що заявляється, частиною приводної рами; промислово застосовано тому, що його - прикріплення кожного із гнучких попередньо технологічне і технічне виконання можливо і не розтягнутих елементів одним кінцем до представляє складностей, наприклад, в умовах стаціонарної основи, а іншим - до приводної рами. ЗAT HKM3. Таким чином, ділянка формування заготівок, З використанням цього рішення виконаний що заявляється, машини безперервного лиття має ескізний проект для машини безперервного лиття заготівок Чусовського металургійного заводу. 7 82270 8 робочій поверхні кожного упору 5 виконане Таким чином, рішенню, що заявляється, може поглиблення у вигляді кишені. Навколо кожної бути представлена правова охорона тому, що гідростатичної опори розміщені еластичні воно є новим, має винахідницький рівень і елементи 11 у вигляді штаби, наприклад, з гуми, промислово застосовно, тобто відповідає всім одні кінці яких прикріплені до приводної рами, а критеріям винаходу. другі - до упору 5. У тілі упору 5 виконаний канал, Винахід пояснюється кресленнями, на яких що з'єднує кишеню на робочій поверхні з напірною зображене наступне: магістраллю 12, призначеною для підведення Фіг.1 - головний вид ділянки формування робочої рідини в зазор між робочими поверхнями заготівок машини безперервного лиття; упору 5 і підп'ятника 6 до гідростатичної опори під Фіг.2 - розріз А-А на Фіг.1; необхідним тиском. У каналі упору 5 розміщений Фіг.3 - розріз Б-Б на Фіг.2; дросель 13, наприклад, у вигляді капіляра. У Фіг.4 - розріз В-В на Фіг.3. кожній порожнині приводної рами 2 виконано Ділянка формування заготівок машини канали для безнапірного відводу робочої рідини в безперервного лиття включає стаціонарну основу зливальну магістраль 14. 1, напрямний пристрій для рами 2, призначеної У процесі монтажу устаткування після для розміщення на ній кристалізатора 3, встановлення приводної рами 2 між упорами 5 виготовленого із криволінійною базовою стінкою. виконують жорстке кріплення кожного гнучкого Рама 2 з’єднана із приводом хитання (на попередньо розтягнутого елемента 7 одним кінцем кресленнях не показаний). Конструктивне до стаціонарної основи 1, а другим -до приводної виконання привода хитання для рішення рами 2, після чого герметизують кожну відкриту поставленого завдання істотного значення не має, порожнину рами 2 за допомогою еластичних тому у формулу винаходу не включений. Привод елементів 11. Потім закріплюють пружну опору 4 хитання може бути виконаний, наприклад, у на стаціонарній основі 1 і зчленовують її з вигляді вала з регульованим ексцентриком, нижньою частиною рами 2. До рами 2 приєднують з’єднаним із приводною рамою 2 за допомогою привод хитання. шарніра і шатуна. У цьому випадку віддана У результаті зборки вузлів приводна рама 2 із перевага виконанню привода хитання у вигляді установленим на ній кристалізатором займає гідроциліндра, шарнірно прикріпленого до строго певне в просторі положення. стаціонарної основи, оснащеного системою Ділянка формування заготівок машини керування, як такому, що має загальний безперервного лиття працює наступним чином. енергоносій з іншими вузлами ділянки. Напрямний По напірних магістралях 12 через дроселі 13 і пристрій ділянки формування заготівок містить у канали упорів 5 на кожну гідростатичну опору за собі дві гідростатичні опори, рознесені по висоті, і рахунок незалежної роботи насосів подають пружну опору 4, виконану у вигляді пружин, робочу рідину в кишені на робочих поверхнях наприклад, пневматичних. Кожна гідростатична упорів 5. Під дією сил від гідравлічного напору опора складається з упору 5, жорстко робочої рідини в кишенях упорів 5 порушується прикріпленого до стаціонарної основи 1, і щільний первісний контакт робочих поверхонь підп'ятника 6, жорстко закріпленого в приводній упорів 5, і підп'ятників 6 за рахунок малого рамі 2, і пари гнучких, попередньо розтягнутих додаткового пружного подовження гнучких елементів 7, кожний з яких виконаний у вигляді елементів 7. Через малий зазор, що утворився, плоских гнучких пластин, виготовлених із пружної між робочими поверхнями упорів 5 і підп'ятників 6 сталі. Гнучкі елементи 7 розташовані із робоча рідина, випробовуючи гідравлічний опір, протилежних сторін приводної рами 2. До складу починає безупинно витікати в порожнини кожної гідростатичної опори входять також два приводної рами 2, утворюючи стійкий малий сухарі 8, розміщених у глухих отворах упору 5. розділовий шар між робочими поверхнями упорів Глухі отвори для розміщення сухарів 8 виконані на 5 і підп'ятників 6. Через зливальні магістралі 14 протилежних бічних стінках упорів 5, а на бічних робоча рідина витікає з порожнин рами 2, сторонах відкритих порожнин приводної рами 2 виключаючи гідравлічне навантаження еластичних розміщені планки 9. У кожному глухому отворі елементів 11. також розміщений засіб притиску 10 сухаря 8, До пневматичних пружин пружної опори 4 виконаний у даному випадку у вигляді жорсткої підводять повітря під тиском, що забезпечує пружини. Засоби притиску 10 призначені для зрівноважування вертикальної складової зусилля, забезпечення постійного щільного контакту сухарів від ваги рами 2 з вузлами, розташованими на ній. 8 із планками 9 рами 2. Упори 5 і підп'ятники 6 Включаючи привод хитання, надають рамі 2 із встановлені з можливістю взаємодії по робочих кристалізатором З відносно стаціонарної основи 1 поверхнях, виготовлених по кривих, паралельних переміщення із заданою частотою і амплітудою поверхні базової стінки кристалізатора. Упори 5 уздовж плоскої траєкторії, яку чітко задає закріплені таким чином, що їхні робочі поверхні напрямний пристрій, тому що взаємозалежна розміщаються на одній кривій, паралельній робота двох гідростатичних опор, гнучких поверхні базової стінки кристалізатора. попередньо розтягнутих елементів 7 і пружної Підп'ятники 6 також закріплені таким чином, що опори 4 автоматично створюють необхідний їхні робочі поверхні також розмені на одній кривій, баланс сил, який забезпечує постійне підтискання паралельній поверхні базової стінки через шар робочої рідини підп'ятників 6 до упорів кристалізатора, тобто строго еквідістантні 5. Сухарі 8, постійно підтиснуті до планок 9 рами 2 траєкторії ливарного шляху безпереровно литого за допомогою пружин 10, виключають перекоси і злитка на ділянці його первинної кристалізації. На 9 82270 зсуви приводної рами 2 із кристалізатором 3 у площині, перпендикулярній площині її хитання. При цьому еластичні елементи 11 перешкоджають витіканню робочої рідини з порожнин рами 2. Після зборки і настроювання обладнання ділянки формування заготівок машини безперервного лиття в кристалізатор 3 із проміжного ковша випускають рідкий метал, а потім за допомогою затравки витягають заготівку, яка твердне надаючи при цьому рамі 2 із кристалізатором 3 коливальні рухи із заданими параметрами. При виникненні тертя між скоринкою заготівки і стінками кристалізатора 3, аж до її схоплювання зі стінками кристалізатора 3, виникають змінні за величиною та напрямком сили, які врівноважуються завдяки роботі вузлів ділянки. Під впливом згаданих сил у кожній гідростатичній опорі виникають відповідні реакції, під впливом яких упор 5 і підп'ятник 6 переміщаються назустріч один одному, видавлюючи в зливну магістраль 14 робочу рідину, з спочатку встановленого зазору, зменшуючи його і силу попереднього розтягання гнучких елементів 7. Збільшуючи тиск робочої рідини в напірних магістралях 12 рідина через дроселі 13, подається в зазори між упорами 5 і підп'ятниками 6, відновлюючи їхні розміри до первісних, і доростягаючи гнучкі елементи 7 до відновлення первісного положення. Відновлення попереднього розтягання гнучких елементів 7 забезпечує первісні положення упорів 5, підп'ятників 6 і зазорів між ними. При цьому в пружній опорі 4 змінюють тиск у пневматичних пружинах до відновлення первісного тиску, достатнього для зрівноважування вертикальної складової зусилля, що виникає при переміщенні рами 2 з вузлами, розташованими на ній. Із усього вищевикладеного видно, що виконання ділянки формування заготівки машини безперервного лиття відповідно до формули винаходу дозволяє створити систему сил з боку привода хитання, напрямного пристрою з гідростатичними опорами, гнучкими попередньо розтягнутими елементами і пружною опорою, гарантовано врівноважуючи змінні технологічні зусилля, які виникають між стінками кристалізатора та поверхнями відливаємої заготівки, для збереження незмінною траєкторію руху кристалізатора, що приводить до підвищення якості заготівок, які відливають. 10
ДивитисяДодаткова інформація
Назва патенту англійськоюArea of molding billets of machine of continuous casting
Автори англійськоюKozlov Pavlo Mykolaiovych, Pluhatar Viktor Semenovych, Kochyn Leonid Pavlovych, Chyzhyk Volodymyr Vasyliovych, Tsybulko Anatolii Yevheniiovych, Fomenko Yurii Viktorovych
Назва патенту російськоюУчасток формования заготовок машины непрерывного литья
Автори російськоюКозлов Павел Николаевич, Плугатар Виктор Семенович, Кочин Леонид Павлович, Чижик Владимир Васильевич, Цыбулько Анатолий Евгеньевич, Фоменко Юрий Викторович
МПК / Мітки
МПК: B22D 11/053, B22D 11/04
Мітки: безперервного, формування, лиття, машини, ділянка, заготівок
Код посилання
<a href="https://ua.patents.su/5-82270-dilyanka-formuvannya-zagotivok-mashini-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Ділянка формування заготівок машини безперервного лиття</a>
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Широкорад Сергій Іванович, Тіунов Володимир Миколайович, Плугатар Віктор Семенович, Баначенков Володимир Геннадійович
МПК: B22D 11/08
Мітки: заготівок, ділянка, машини, лиття, формування, безперервного
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Попік Вадим Геннадійович, Смирнов Віктор Григорович, Титаренко Олександр Іванович, Вольвач Олександр Євгенійович, Калашников Андрій Анатолійович
МПК: B22D 11/04
Мітки: машини, заготівок, безперервного, лиття, кристалізатор
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Власенко Богдан Васильович, Петрусенко Віктор Андрійович, Плугатар Віктор Семенович
МПК: B22D 11/08, B22D 11/14
Мітки: спосіб, роботи, лиття, машини, підготовки, безперервного, заготівок
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Роликова секція машини безперервного лиття слябових заготівок
Номер патенту: 82023
Опубліковано: 25.02.2008
Автори: Петрусенко Віктор Андрійович, Білобров Юрій Миколайович, Птуха Сергій Вікторович, Гордієнко Олександр Володимирович, Плугатар Віктор Семенович
МПК: B22D 11/128, B22D 11/12, B22D 11/20
Мітки: слябових, безперервного, лиття, секція, заготівок, машини, роликова
Формула / Реферат:
Роликова секція машини безперервного лиття слябових заготівок, що включає встановлені з регульованим зазором напрямні ролики, розміщені в стаціонарній рамі і приводній рамі, зчленованій з гідравлічними засобами її переміщення, виконаними у вигляді корпусів з розміщеними в них штоками, та чотири колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані в прорізах...
Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів
Номер патенту: 17031
Опубліковано: 15.09.2006
Автори: Шатагін Олег Олександрович, Хорошилов Олег Миколайович, Пономаренко Ольга Иванівна
МПК: B22D 11/04
Мітки: машина, лиття, металів, кольорових, сплавів, заготівок, горизонтального, безперервного
Формула / Реферат:
1. Машина горизонтального безперервного лиття заготівок з кольорових металів та сплавів, яка містить металоприймач, водоохолоджувальний кожух та графітову втулку кристалізатору; вузол, що витягує заготівку з кристалізатора; двигун, гальмо, муфту, яка відрізняється тим, що муфта, яка розташована між двигуном та валом ведучого валка, виконана з двох рухомих частин, одна з яких має штирі, а друга - радіальні пази, при цьому радіальні пази...
Попередній патент: Спосіб передачі пакетів даних у безпровідній системі зв’язку (варіанти) та пристрій для його здійснення (варіанти)
Наступний патент: Пристрій збудження дуги в плазмовій установці
Випадковий патент: Застосування апідобавки з трутневих личинок і прополісу як протитуберкульозного засобу