Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Широкорад Сергій Іванович, Плугатар Віктор Семенович, Тіунов Володимир Миколайович, Баначенков Володимир Геннадійович
Формула / Реферат
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, при цьому довжина згаданої ділянки затравки перевищує максимальну величину кроку роликів зони вторинного охолодження, що утворюють дугу машини безперервного лиття.
Текст
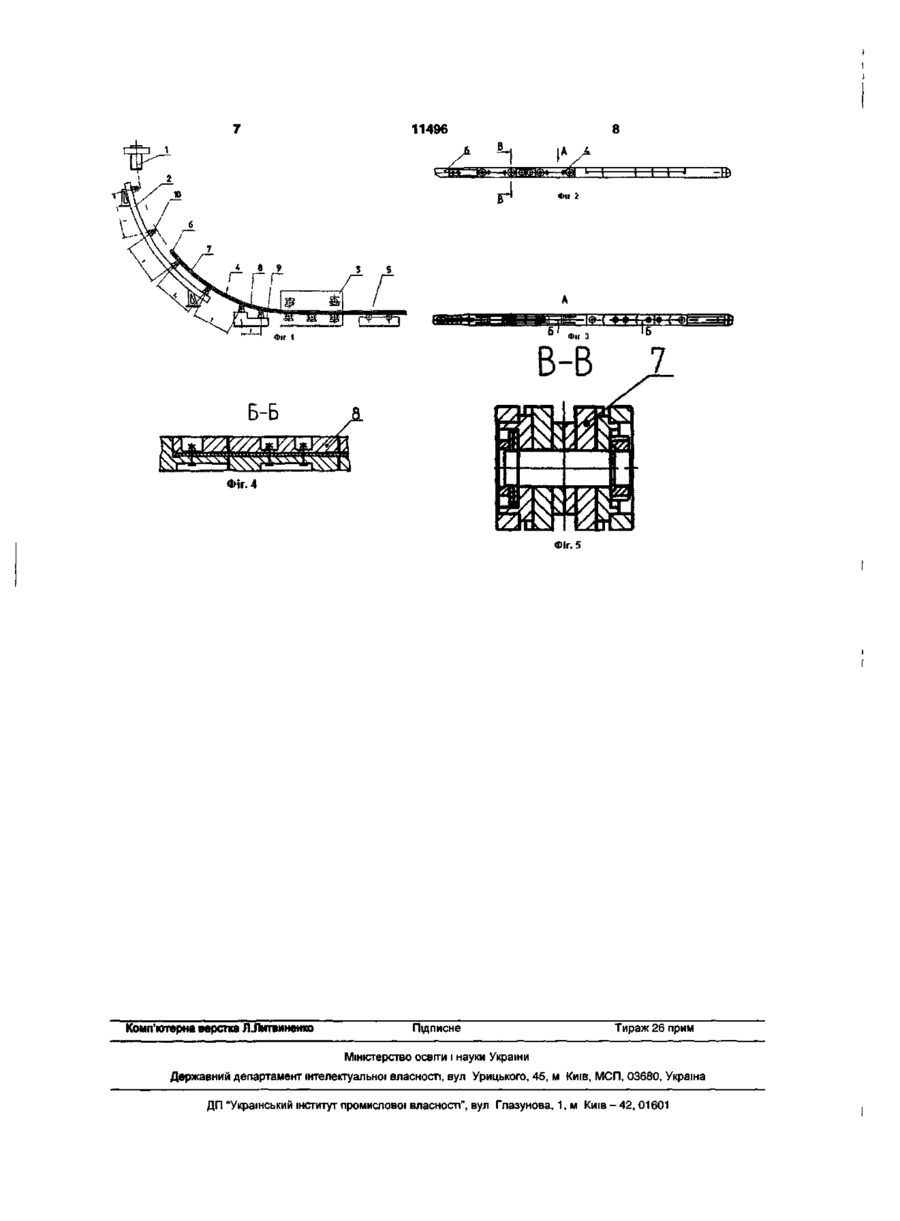
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жор Корисна модель відноситься до машин безперервного розливання металу і може бути використана в пристроях, призначених для напрямку і витягування за допомогою затравки заготівок, які одержують способом безперервного розливання При одержанні заготівок у машинах безперервного лиття на початку процесу розливання необхідно перекрити (закупорити) основу кристалізатора за допомогою затравки, яку, наприклад, у сортовій машині безперервного лиття заготівок (МНЛЗ) за допомогою роликів тягнуче-правильної КЛІТІ знизу вводять у кристалізатор Відома ділянка формування заготівок, що входить до складу МНЛЗ, по кресленню ЗАТ НКМЗ №9-10356 МЧ, лист 1 До складу обладнання входять декілька кристалізаторів, встановлених паралельно один одному, над якими розміщається проміжний ківш із випускними отворами у днищі Нижче кристалізаторів встановлені ролики зони вторинного охолодження, виставлені по радіусі, що утворить дугу МНЛЗ, за нею розташована тягнуче-правильна кліть, рольганг і затравка Затравка складається із тіла і головки Тіло затравки утворене ланками, з'єднаними одна з одною за допомогою шарнірів із пружними елементами, виконаними в даному випадку у вигляді тарілчастих пружин Робота на ДІЛЯНЦІ ЗДІЙСНЮЄТЬСЯ наступним чи ном Рольгангом задають затравку, горизонтально стко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, при цьому довжина згаданої ділянки затравки перевищує максимальну величину кроку роликів зони вторинного охолодження, що утворюють дугу машини безперервного лиття розміщену на його роликах, до валків тягнучеправильної КЛІТІ, які далі переміщають її до роликів зони вторинного охолодження Потрапляючи на ролики зони вторинного охолодження, ланки затравки провертаються одна відносно одної в шарнірах і залишаються в такому положенні весь період подальшого переміщення затравки до кристалізатора При переміщенні затравки м ланки залишаються розташованими одна відносно одної під кутом завдяки розміщенню кожної з ланок на двох роликах зони вторинного охолодження, встановлених із кроком, меншим довжини ланки затравки Після розміщення головки в нижній частині кристалізатора затравку зупиняють і здійснюють випуск металу зі сталь ковша через проміжний ківш у кристалізатор Після заповнення рідким металом кристалізатора тягнуче-правильною кліттю витягають з заданою швидкістю затравку із кристалізатора Завдяки зчепленню металу з головкою затравки разом з нею витягається із кристалізатора і заготівка, що відпивається Проходячи зону вторинного охолодження заготівка охолоджується Далі відлита заготівка потрапляє в тягнучеправильну кліть Після виходу переднього кінця заготівки з тягнуче-правильної КЛІТІ спеціальним пристроєм відокремлюють головку затравки від заготівки, затравку забирають, а заготівку транспортують рольгангом на наступну технологічну позицію Слід зазначити, що у шарнірних вузлах О) о> 11496 при одержанні литих заготівок виникають виробітки, утворюються зазори При значній КІЛЬКОСТІ шарнірних вузлів, не менш ЗО штук, накопичений сумарний зазор у шарнірах затравки приводить до ривків при витягуванні заготівки із кристалізатора, а це порушує технологічний процес, викликає утворення нерівностей на гранях заготівки, що погіршує якість одержуваних заготівок Таким чином, недоліком описаної ділянки формування заготівок машини безперервного лиття є незадовільна якість одержуваної продукції Відомий також інший набір обладнання машини безперервного лиття заготівок, у якому використають гнучку затравку [по патенту РФ №2193473 С1, B22D11/08], більш близьку до рішення, що заявляється і прийняту у якості прототипу Між встановленими із кроком роликами зони вторинного охолодження, виставленими по радіусу, що утворюють дугу МНЛЗ, розміщено затравку Ролики зони вторинного охолодження розташовані на ДІЛЯНЦІ між дном кристалізатора і тягнучеправильною кліттю Затравка складається з головки, шарнірно зчленованої з тілом, при цьому тіло затравки утворене жорстко зчленованими верхніми і нижніми ланками, між якими розміщена пружна сталева стрічка При подачі тягнучеправильною кліттю затравки до кристалізатору, тіло затравки приймає форму дуги, яку утворюють ролики зони вторинного охолодження При цьому для запобігання розціпленння затравки під дією сил пружності сталевої стрічки ролики зони вторинного охолодження розташовані з таким кроком, щоб кожна ланка затравки зпиралася на два ролики Робота на даній ДІЛЯНЦІ машини безперервного лиття заготівок аналогічна описаному вище Завдяки витяганню із кристалізатора заготовки, що відпивається, за допомогою затравки яка має незначну КІЛЬКІСТЬ шарнірів, вдається одержувати заготівки більше високої якості, ніж в аналогу, тому що виключаються порушення режимів технологічного процесу, ривки, викликані подовженням затравки через виробітки в шарнірах Однак, на даній ДІЛЯНЦІ машини безперервного лиття для формування заготівок при використанні затравку, тіло якої сформовано із ЗОВНІШНІХ І внутрішніх ланок зі сталевою пружною стрічкою, розміщеною між ними, потрібно в зоні вторинного охолодження встановлювати значну КІЛЬКІСТЬ роликів з таким кроком, щоб кожна ланка затравки була двох опорною Наявність у зоні вторинного охолодження великої КІЛЬКОСТІ пов'язаних із системою охолодження дорогих роликів, з підшипниковими опорами, бочки яких виготовлені з термостійкого й зносостійкого матеріалу приводить до збільшення капітальних витрат, пов'язаних з виробництвом виливків на даній ДІЛЯНЦІ формування заготівок машини безперервного лиття Таким чином, недоліком прототипу є значні капітальні витрати, пов'язані з одержанням виливків на ДІЛЯНЦІ формування заготівок машини безперервного лиття До основи корисної моделі поставлене завдання зниження капітальних витрат, пов'язаних з виробництвом виливків на ДІЛЯНЦІ формування заготівок машини безперервного лиття. Це завдання вирішується за рахунок технічного результату, який полягає в скороченні КІЛЬКОСТІ вузлів, що входять до складу ділянки формування заготівок машини безперервного лиття Для досягнення вищевказаного результату в ДІЛЯНЦІ формування заготівок машини безперервного лиття, що включає затравку, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, і розміщені із кроком ролики зони вторинного охолодження, що утворять дугу машини безперервного лиття, ВІДПОВІДНО ДО корисної моделі між головкою затравки і тілом розміщена ділянка затравки, що складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, при цьому довжина згаданої ділянки затравки перевищує максимальну величину кроку роликів зони вторинного охолодження, що утворять дугу машини безперервного лиття У результаті порівняльного аналізу технічного рішення, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки - затравку, що складається з головки й тіла, - виконання тіла затравки з жорстко зчленованими верхніми і нижніми ланками і встановленою між ними пружною сталевою стрічкою, - крокове розміщення роликів зони вторинного охолодження з утворенням дуги машини безперервного лиття заготівок, і ВІДМІТНІ ознаки - розміщення між головкою затравки і тілом ділянки затравки, що складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, - виконання ділянки затравки, розміщеної між Л головкою і тілом довжиною, що перевищує максимальну величину кроку роликів зони вторинного охолодження, що утворять дугу машини безперервного лиття заготівок Таким чином, пропонована ділянка формування заготівок машини безперервного лиття має нові елементи і нові зв'язки між елементами Між ВІДМІТНИМИ ознаками і технічним результатом, що досягається, існує причино-наслідковий зв'язок Завдяки встановленню між головкою затравки і тілом ділянки, що складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елементами, довжина якої перевищує максимальну величину кроку роликів зони вторинного охолодження, що утворюють дугу машини безперервного лиття заготівок, стало можливим скоротити КІЛЬКІСТЬ роликів зони вторинного охолодження за рахунок того, що ділянка затравки, прикріплена до головки, формується в дугу потрібного радіуса на роликах, розміщених у нижній частині зони вторинного охолодження й при подальшому просуванні затравки до кристалізатору для збереження цього радіуса кривизни головної частини затравки досить забезпечувати розміщення всієї вигнутої ділянки на двох роликах, розташованих із кроком, значно перевищуючим крок встановлення роликів у нижній частині зони вторинного охолодження, при цьому додаткові ролики для 11496 напрямку хвостової частини затравки, оснащеної пружною сталевою стрічкою не потрібно, тому що вона переміщається, захоплена головною частиною затравки Таким чином, виконання ділянки формування заготівок машини безперервного лиття дозволяє скоротити КІЛЬКІСТЬ дорогих роликових вузлів, що утворюють дугу МНЛЗ, і знизити капітальні витрати, пов'язані з виробництвом заготівок на даному обладнанні Виключення з ВІДМІТНИХ ознак хоча б одної з них не забезпечує досягнення поставленого завдання Технічне рішення, що заявляє, не відомо з рівня техніки, тому воно є новим Технічне рішення, що заявляється, має винахідницький рівень тому, що розглянута вище ділянка формування заготівок машини безперервного лиття для фахівця наявним чином не витікає з рівня техніки Технічне рішення, що заявляється, промислово застосовано, тому що його технічне виконання в умовах, наприклад, ЗАТ НКМЗ не представляє складностей З використанням технічного рішення, що заявляється, виконаний технічний проект для Державного унітарного підприємства "Ливарно-прокатний завод", місто Ярцево Таким чином, рішенню, що заявляється, може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано Технічне рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне Фіг 1 - ділянка формування заготівок машини безперервного лиття, Фіг 2 - місто І на Фіг, Фіг 3 - вид А на Фіг 2, Фіг 4 - розріз Б-Б на Фіг З, Фіг 5 - розріз В-В на Фіг 2 Ділянка формування заготівок машини безперервного лиття містить у собі кристалізатор 1, охолоджувані ролики зони вторинного охолодження, встановлені з утворенням дуги 2 машини безперервного лиття на ДІЛЯНЦІ між кристалізатором 1 і тягнуче-правильною кліттю 3, затравку 4 За тягнуче-правильною кліттю 3 встановлений рольганг 5 Затравка 4 складається з головки 6, шарнірно зчленованої з тілом Тіло затравки 4 складається із двох ділянок 7 і 8 Дуга 2 зони вторинного охолодження складається з охолоджуваних роликів 9, встановлених у нижній її частині із кроком t і охолоджуваних роликів 10, розташованих із кроком t i , що перевищує крок t До головки 6 затравки 4 прикріплена ділянка 7, що складається з ланок, зчленованих одна з одною за допомогою шарнірів із пружними елемен тами Вид і форма виконання пружного елемента істотного значення для рішення поставленого завдання не має, тому у формулі корисної моделі виражено в загальному виді Пружні елементи можуть бути виконані у вигляді, наприклад, пружин стиску, тарілчастих пружин і так далі Віддано перевагу в цьому випадку тарілчастим пружинам, як менш габаритним у порівнянні із пружинами стиску Робота в ДІЛЯНЦІ формування заготівок машини безперервного лиття відбувається в такий спосіб До початку розливання рідкого металу затравку 4, наприклад, цеховим краном або іншим засобом розміщають на роликах рольганга 5 перед тягнуче-правильною кліттю 3 Включають тягнучеправильну кліть 3 і роликами рольганга 5 подають затравку 4 до роликів 9 зони вторинного охолодження Після ТОГО, ЯК головка 6 і зчленовані з нею ланки ділянки 7 потрапляють на перші ролики 9 нижньої частини дуги 2 зони вторинного охолодження, відбувається зміна положення згаданих ланок ділянки 7 відносно затравки та відносно одне одного друга за рахунок проворотів у між ланкових шарнірних з'єднаннях Завдяки наявності в шарнірних вузлах ланок пружних елементів ділянка 7 приймає і зберігає кривизну заданого радіуса, обумовлену радіусом дуги МНЛЗ, тобто формування ділянки 7 у криву заданого радіуса здійснюється на роликах 9 нижньої частини дуги 2 МНЛЗ Після вигину всієї ділянки 7 при подальшому переміщенні затравки 4 до кристалізатору 1 досить для збереження вигнутого положення спирати її на два ролики 10 зони вторинного охолодження Тобто ролики 10 зони вторинного охолодження наступного відрізка дуги МНЛЗ достатньо встановити із кроком ti, величина якого декілька менше довжини всієї ділянки 7 і значно перевищує величину кроку t установки роликів 9 у нижній частині дуги 2 МНЛЗ При переміщенні затравки 4 з вигнутою головною ділянкою 7 друга частина тіла 8 затравки 4 переміщається, захоплена ділянкою 7, і додаткового напрямку не вимагає Таким чином, на ДІЛЯНЦІ дуги МНЛЗ, розташованій між її нижньою частиною і кристалізатором ролики зони вторинного охолодження встановлені з більшим кроком, величина якого менше довжини всієї ділянки, прикріпленої до головки затравки Із усього вищевикладеного видно, що виконання ділянки формування заготівок машини безперервного лиття ВІДПОВІДНО з формулою корисної моделі дозволяє скоротити КІЛЬКІСТЬ дорогих вузлів роликів зони вторинного охолодження, що приводить до зниження капітальних витрат, пов'язаних з одержанням литих заготівок на описаному обладнанні 11496 Фіг 2 Фіг. 4 ФІГ. 5 Комп'ютерна верстка Л.Литвиненко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюArea for forming billets of the machine of continuous casting
Автори англійськоюPluhatar Viktor Semenovych, Shyrokorad Serhii Ivanovych, Tiunov Volodymyr Mykolaiovych, Banachenkov Volodymyr Hennadiiovych
Назва патенту російськоюУчасток формования заготовок машины непрерывного литья
Автори російськоюПлугатар Виктор Семенович, Широкорад Сергей Иванович, Тиунов Владимир Николаевич, Баначенков Владимир Геннадьевич
МПК / Мітки
МПК: B22D 11/08
Мітки: заготівок, машини, ділянка, безперервного, лиття, формування
Код посилання
<a href="https://ua.patents.su/4-11496-dilyanka-formuvannya-zagotivok-mashini-bezperervnogo-littya.html" target="_blank" rel="follow" title="База патентів України">Ділянка формування заготівок машини безперервного лиття</a>
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Плугатар Віктор Семенович, Власенко Богдан Васильович
МПК: B22D 11/14, B22D 11/08
Мітки: роботи, підготовки, спосіб, заготівок, лиття, безперервного, машини
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Калашников Андрій Анатолійович, Титаренко Олександр Іванович, Смирнов Віктор Григорович, Попік Вадим Геннадійович, Вольвач Олександр Євгенійович
МПК: B22D 11/04
Мітки: безперервного, кристалізатор, лиття, заготівок, машини
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб безперервного лиття заготівок
Номер патенту: 41024
Опубліковано: 15.08.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/16
Мітки: лиття, заготівок, безперервного, спосіб
Формула / Реферат:
Спосіб безперервного лиття заготівок, що включає подачу рідкого металу в герметичний металоприймач, подачу в металоприймач інертного газу під тиском, подачу металу з металоприймача в кристалізатор, безперервне витягування заготівок із кристалізатора, який відрізняється тим, що додатково вимірюють поточну швидкість витягування заготівок із кристалізатора, а поточний тиск інертного газу в металоприймачі встановлюють по...
Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Поживанов Михайло Олександрович, Сахно Валерій Олександрович, Корнієнко Олександр Іванович, Шалімов Олександр Георгійович, Лєнський Валерій Георгійович, Рибалов Георгій Васильович, Носоченко Олег Васильович, Юшко Ігор Олегович, Ніколаєв Геннадій Андрійович, Троцан Анатолій Іванович
МПК: B22D 11/10
Мітки: заготівок, проміжний, лиття, машини, безперервного, двострумкової, ковш
Формула / Реферат:
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Якобше Ришард Якубович, Носоченко Олег Васильович, Галай Ірина Генадіївна, Галай Володимир Петрович, Найдек Володимир Леонтійович, Ніколаєв Генадій Андрійович, Сахно Валерій Олександрович
МПК: B22D 11/112, B22D 11/04
Мітки: лиття, машини, кристалізатор, безперервного, заготовок
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Попередній патент: Спосіб прокатки смугових профілів на безперервному стані
Наступний патент: Спосіб напіванаеробної ферментації субстрату для вирощування гливи
Випадковий патент: Спосіб автоматичного управління тиском в колоні перегонки нафти