Роликова секція машини безперервного лиття слябових заготівок
Номер патенту: 82023
Опубліковано: 25.02.2008
Автори: Білобров Юрій Миколайович, Гордієнко Олександр Володимирович, Петрусенко Віктор Андрійович, Птуха Сергій Вікторович, Плугатар Віктор Семенович
Формула / Реферат
Роликова секція машини безперервного лиття слябових заготівок, що включає встановлені з регульованим зазором напрямні ролики, розміщені в стаціонарній рамі і приводній рамі, зчленованій з гідравлічними засобами її переміщення, виконаними у вигляді корпусів з розміщеними в них штоками, та чотири колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані в прорізах горизонтальних полиць приводної рами, яка відрізняється тим, що вона оснащена чотирма пружними елементами, виконаними, наприклад, у вигляді тарілчастих пружин, і засобами їхньої фіксації, упорами з циліндричними поверхнями і чотирма стаканами з буртиками, кожний з яких розміщений на колоні і зчленований буртом з відповідним штоком, при цьому зовнішню поверхню стакана охоплює пружний елемент, розташований під горизонтальною полицею приводної рами й зафіксований від осьового переміщення вказаними засобами фіксації, виконаними, наприклад, у вигляді гайки, зчленованої з зовнішньою поверхнею стакана за допомогою нарізного сполучення, крім того, між буртом стакана та горизонтальною полицею приводної рами встановлено по парі упорів, що прикріплені до рами, циліндрична поверхня кожного з яких, обернена до бурту відповідного стакана, а осі циліндричних поверхонь упорів паралельні осям напрямних роликів.
Текст
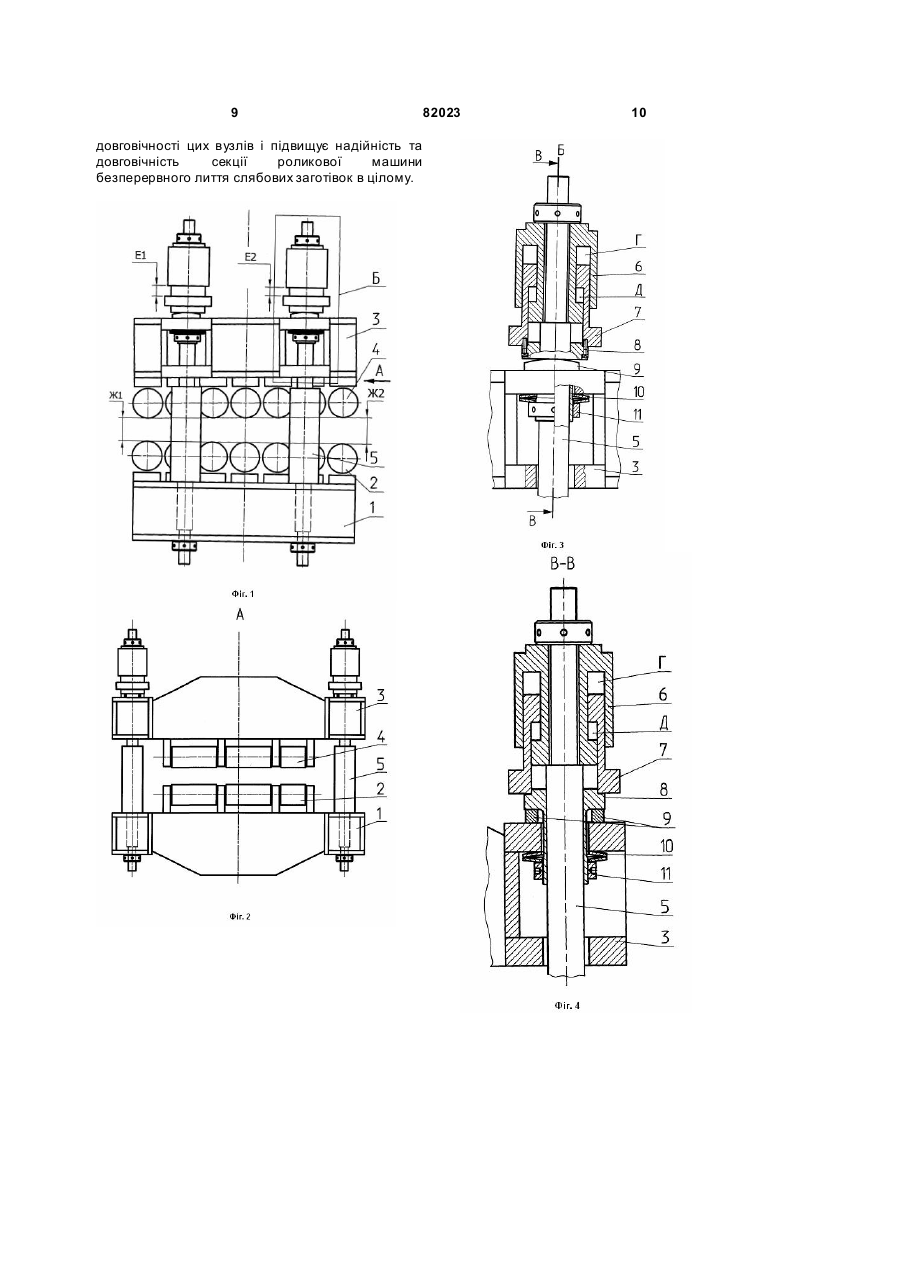
Роликова секція машини безперервного лиття слябових заготівок, що включає встановлені з C2 2 (19) 1 3 82023 термічної інформації про безперервно литу заготівку. Традиційно чотири гідравлічних циліндри, розміщені на кутах роликової секції, прикладають силу, необхідну для створення опору феростатичному навантаженню, яке виникає з боку ще не затверділої серцевини злитка, і запобігання випинання оболонки заготівки, а напрямні ролики встановлюють із необхідним розчином один відносно одного. Відомий напрямний сегмент для заготівок у обладнанні для виливка слябів по російському патенту № 2219014, В22D11/128, 11/20. До складу напрямного сегмента входять чотири регульовані незалежно один від одного натискні циліндри, зчленовані з верхньою рамою, напрямні ролики, встановлені в нижній стаціонарній рамі і у верхній рамі. Корпуса циліндрів за допомогою циліндричних шарнірів приєднані до стаціонарної рами, а штоки циліндрів за допомогою сферичного шарніра пов'язані з верхньою рамою. Зчленування штоків циліндрів з верхньою рамою за допомогою сферичних шарнірів дозволяє змінювати положення верхньої приводної рами у просторі для встановлення клинового зазору необхідної величини поміж напрямними роликами. Робота напрямного сегмента відбувається наступним чином. До початку розливання металу виставляють напрямні ролики із зазором, величина якого розрахована у залежності від товщини заготівки. Для цього чотирма циліндрами надають руху верхній рамі. При встановленні клинового зазору між роликами напрямної секції штоки двох циліндрів, розміщених в одній площині, перпендикулярній поздовжній осі сляба, здійснюють хід, відмінний по величині від ходу, здійсненого іншими двома циліндрами. При цьому верхня приводна рама встановлюється під деяким кутом відносно стаціонарної рами, а між напрямними роликами секції встановлюється клиновий зазор. Зміну клинового зазору виконують аналогічним образом також і під час розливання металу для забезпечення вимог технологічного процесу одержання безперервно литого сляба. Як видно з описаного вище, для забезпечення працездатності напрямного сегмента і створення можливості зміни положення штоків циліндрів з верхньою рамою в просторі в місцях їхнього зчленування повинні бути розміщені сферичні підшипники - досить трудомісткі у виготовленні вузли. Крім того, корпус кожного із чотирьох гідроциліндрів зчленований з верхньою приводною рамою за допомогою пари шарнірних з'єднань, що також ускладнює конструкцію пристрою. Наявність значної кількості шарнірних з'єднань припускає оснащення пристрою системою підведення змащення до всіх тертьових поверхонь і елементів, що також ускладнює конструкцію напрямного сегмента. Таким чином, до недоліків аналога слід віднести складність конструкції напрямного сегмента для заготівок у обладнанні для виливка слябів. 4 Відомий також інший напрямний сегмент [Технічна документація фірми VAI, Німеччина, на Машин у безперервного лиття заготовок, № 7DCСВ 264 М 1000 ZSZ001. Ліц. VAI, 2005, аркуш 2, 3], більше близький до рішення, що заявляється, і прийнятий у якості прототипу. До його складу входять стаціонарна нижня рама і приводна верхня рами з розміщеними в них напрямними роликами. Із чотирьох боків до стаціонарної рами прикріплено по порожнистій колоні. Кожна колона встановлена вертикально і усередині її розміщена шпилька, прикріплена нижньою частиною до стаціонарної рами. До складу сегмента входять також чотири гідравлічних циліндри, корпуса яких прикріплені із чотирьох сторін до верхньої рами, а штоки прикріплені до верхніх частин шпильок, при цьому в корпусі циліндра є верхня і нижня штокові порожнини. Робота напрямного сегмента здійснюється аналогічно описаному вище пристрою. Для встановлення клинового зазору між рядами верхніх і нижніх роликів пари циліндрів, розташованих в одній площині перпендикулярно поздовжньої осі пристрою, подає тиск у нижні штокові порожнини для здійснення ходу заданої величини. При цьому штоки другої пари циліндрів виконують технологічно необхідний хід, величина якого відмінна від величини ходу першої пари циліндрів. Для переміщення верхньоїприводної рами нагору подають тиск у верхні штокові порожнини циліндрів. На відміну від аналога даний напрямний сегмент не містить великої кількості шарнірних вузлів, за рахунок цього його конструкція простіша. Однак слід зазначити, що при встановленні клинового зазору між напрямними роликами через перекіс верхньої приводної рами має місце перекіс корпуса гідравлічного циліндра відносно штока, у результаті чого на контактових ділянках цих деталей виникають додаткові робочі навантаження, які викликають підвищене зношування цих елементів, що знижує їхню довговічність і надійність, а також знижує довговічність і надійність секції роликової в цілому. Таким чином, недоліком прототипу є незадовільна надійність і довговічність. До основи винаходу поставлена задача створення секції роликової машини безперервного лиття слябових заготівок, яка має більш високу надійність і довговічність. Поставлена задача вирішується за рахунок технічного результату, який полягає в скороченні додаткових робочих навантажень на штоки і корпуси гідравлічного вузла переміщення при клиновому зазорі між напрямними роликами і перекосі приводної рами. Для досягнення вищевказаного технічного результату секція роликова машини безперервного лиття слябових заготівок, що включає, встановлені з регульованим зазором, напрямні ролики, розміщені в стаціонарній рамі і приводній рамі, що зчленованій з гідравлічними засобами їх переміщення, виконаними у вигляді корпусів з розміщеними в них штоками, і чотири 5 82023 колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані в прорізах горизонтальних полиць приводної рами, відповідно до винаходу оснащена чотирма пружними елементами, виконаними, наприклад, у вигляді тарілчастих пружин, і засобами їхньої фіксації, упорами із циліндричними поверхнями і чотирма стаканами з буртиками, кожний з яких розміщений на колоні, і зчленований буртом з відповідним штоком, при цьому зовнішню поверхню вказаних стаканів охоплює пружний елемент, розташований під горизонтальною полицею приводної рами та зафіксований від осьового переміщення вказаними засобами фіксації, виконаними, наприклад, у вигляді гайки, зчленованої з зовнішньою поверхнею стаканів за допомогою нарізного сполучення, крім того, між буртом стакана і горизонтальною полицею приводної рами встановлено по парі упорів, прикріплених до рами, циліндрична поверхня кожного з яких, звернена до бурту відповідної стакана, а осі циліндричних поверхонь упорів паралельні вісям напрямних роликів. У результаті порівняльного аналізу секції роликової машини безперервного лиття слябових заготівок, що заявляється, і прототипу встановлено, що вони мають наступні загальні ознаки: - стаціонарна рама і приводна рама; - напрямні ролики, встановлені з регульованим зазором у стаціонарній і приводній рамах; - зчленування приводної рами з гідравлічними засобами її переміщення; - виконання гідравлічних засобів переміщення у вигляді корпусів з розміщеними в них штоками; - чотири колони, встановлені перпендикулярно до стаціонарної рами і прикріплені нижніми частинами до неї, а верхніми частинами розташовані у прорізах горизонтальних полиць приводної рами, і відмітні ознаки: - оснащена чотирма пружними елементами, виконаними, наприклад, у вигляді тарілчастих пружин, і засобами їхньої фіксації, упорами із циліндричними поверхнями та чотирма стаканами з буртиками; - розміщення кожного зі стаканів на колоні і зчленування його бурту з відповідним штоком; розміщення пружного елемента під горизонтальною полицею рами з обхватом ним зовнішньої поверхні стакана; - фіксація пружного елемента від осьового переміщення за допомогою засобів фіксації, виконаних, наприклад, у вигляді гайки, зчленованої із зовнішньою поверхнею стакана за допомогою нарізного сполучення; розміщення між буртом стакана і горизонтальною полицею приводної рами по парі упорів, прикріплених до рами; - направлення циліндричної поверхні кожного з упорів до бурту відповідної стакана; - розміщення осей циліндричних поверхонь упорів паралельно вісям напрямних роликів. 6 Таким чином секція роликова машини безперервного лиття слябових заготівок має нові елементи, нові зв'язки між елементами, нові взаємні розміщення елементів, нові форми виконання елементів пристрою. Між відмітними ознаками і технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки оснащенню секції роликової машини безперервного лиття слябових заготівок чотирма пружними елементами, виконаними, наприклад, у вигляді тарілчастих пружин, і засобами їхньої фіксації, а також оснащено упорами із циліндричними поверхнями і чотирма стаканами з буртиками, кожний з яких розміщений на колоні, і зчленований буртом з відповідним штоком, а також завдяки охопленню зовнішньої поверхні стакана пружним елементом, розташованим під горизонтальною полицею приводної рами та зафіксованим від осьового переміщення засобами фіксації, виконаними, наприклад, у вигляді гайки, зчленованої із зовнішньою поверхнею стакана за допомогою нарізного сполучення, а також завдяки встановленню між буртом стакана і горизонтальною полицею приводної рами по парі упорів, прикріплених до рами, циліндрична поверхня кожного з яких, звернена до бурту відповідного стакана, і розміщенню осей циліндричних поверхонь упорів паралельно вісям напрямних роликів, стало можливим за рахунок перекочування циліндричних поверхонь упорів по плоских торцевих поверхнях стаканів, жорстко зчленованих зі штоками, при перекосах рами на технологічно обгрунтований кут (при здійсненні нерівних ходів пар циліндрів для настроювання клинового зазору між напрямними роликами) зміщатися плямам контактів опорних поверхонь стаканів і упорів одне відносно одного на кут, який відповідає куту перекосу приводної рами, зберігаючи при цьому незмінним положення штоків циліндрів відносно корпусів, у яких вони розташовані, що запобігає перекосам штоків і корпусів, виключає виникнення додаткових робочих зусиль, що діють на згадані поверхні, і приводить до підвищення надійності та довговічності цих гідравлічних вузлів і секції роликової машини безперервного лиття слябових заготівок у цілому. При цьому пружні елементи, виконані у формулі у вигляді тарілчастих пружин можуть бути виконані у тому числі, наприклад, у вигляді циліндричної пружини стиску і т. і., а засоби фіксації пружних елементів від осьового вертикального переміщення можуть бути виконані, крім варіанта зазначеного у формулі, у тому числі і у вигляді штифта і т. і. Виключення із зазначеної сукупності відмітних ознак хоча б одної не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, має винахідницький рівень, тому що пропонована конструкція секції роликової машини безперервного лиття слябових заготівок для фа хівця явно не випливає з рівня техніки. 7 82023 Заявлєне технічне рішення промислове застосоване, тому що його технічне і те хнологічне виконання, наприклад, в умовах ЗАТ «НКМЗ» не представляє складностей. З використанням заявлєного рішення виконаний робочий проект секції роликової машини безперервного лиття слябових заготівок для вертикальної машини безперервного лиття Новоліпецького металургійного комбінату. Таким чином заявлєному рішенню може бути надана правова охорона, тому що воно є новим, має винахідницький рівень і промисловo застосовано. Рішення, що заявляється, пояснюється кресленнями, на яких зображене наступне: фіг.1 - загальний вид секції роликової машини безперервного лиття слябових заготівок; фіг.2 - вид А на фіг.1; фіг.3 - вид Б на фіг.1; фіг.4 - розріз В-В по фіг.3. До складу секції роликової машини безперервного лиття слябових заготівок входять стаціонарна рама 1 з закріпленими в ній роликами 2, приводна рама 3 з розміщеними в ній роликами 4, чотири колони 5. При цьому осі колони 5 встановлені перпендикулярно площині, дотичній до зовнішніх поверхонь роликів 2 стаціонарної рами 1. Приводна рама 3 виконана з можливістю переміщення від гідравлічних засобів, виконаних у вигляді чотирьох одноступінчастих телескопічних гідроциліндрів, в корпусах 6 яких розміщені штоки 7 (фіг.3). Гідроциліндри виконані з порожнинами «Г» і «Д». Рами 1 і 3, гідроприводи переміщення, колони 5 за допомогою стяжних гайок, що фіксують корпуси 6 (фіг.3), об'єднані в секцію роликову. Кожна колона 5 прикріплена нижньою частиною до стаціонарної рами 1, а верхньою частиною розташована у прорізах горизонтальних полиць приводної рами 3. На кожній колоні 5 розміщений стакан 8, встановлений з можливістю осьового переміщення відносно неї, при цьому бурт стакана 8 жорстко зчленований зі штоком 7. Між буртом кожного стакана 8 і горизонтальною полицею приводної рами 3 розміщено по два упора 9, прикріплених до рами 3, і виконаних із циліндричними поверхнями, зверненими до горизонтальної поверхні бурту стакана 8. Упори 9 встановлені таким чином, що осі їхніх циліндричних поверхонь паралельні осям роликів 4. Під горизонтальною полицею рами 3 розташовані пружні елементи у вигляді пари тарілчастих пружин 10. Пара тарілчастих пружин 10 розміщена на зовнішній поверхні стакана 8 і підтиснута до горизонтальної полиці рами 3 за допомогою гайки 11, зчленованої із зовнішньою поверхнею стакана 8 за допомогою нарізного сполучення, що забезпечує постійне підтискання рами 2 через упори 9 до торців стаканів 8. Попереднє затягування кожного із чотирьох комплектів тарілчастих пружин 10 виконують під час збирання секції до зусилля, яке перевищує, тобто достатнього для компенсації приблизно четвертої частини ваги вузла приводної рами 3 з роликами 4. 8 Робота секції роликової машини безперервного лиття слябових заготівок здійснюється наступним чином. До початку розливання секцію настроюють таким чином, щоб розмір і форма зазору між роликами 2 і 4 відповідала вимогам технологічного процесу, які залежать від параметрів, матеріалу сляба, який відливають, і інших факторів. Для встановлення однакового зазору між всіма роликами 2 і 4 по довжині секції всі штоки 7 циліндрів здійснюють однаковий хід Е1. При цьому для збільшення міжроликового зазору надають тиск у порожнини «Д» корпусів 6 циліндрів і штоки 7 піднімаються, захоплюючи за собою стакани 8 з нагвинченими на них гайками 11. Стакани 8, переміщаючись уздовж осей колон 5, піднімають приводну раму 3 з комплектом тарілчастих пружин 10, які забезпечують постійне підтискання упорів 9 до торцевих поверхонь буртів стаканів 8. При цьому зусилля від ваги вузла рами 3 з роликами 4 передається через гайки 11 і стакани 8 штокам 6 гідроциліндрів. Для зменшення зазору між роликами 2 і 4 надають тиск у порожнини «Г» циліндрів, при цьому штоки 7 опускаються, разом з ними переміщаються уздовж колон 5 упори 9, стакани 8 із пружинами 10, гайками 11 і рама 3 з роликами 4 переміщається у напрямку, перпендикулярному стаціонарній рамі 1. Для встановлення між роликами 2 і 4 клинового зазору пари штоків 7 циліндрів, встановлених в одній площині, перпендикулярній поздовжньої осі секції виконують хід Е1, а друга пара штоків 7 циліндрів виконують хід Е2, величина якого відмінна від ходу першої пари штоків 7, при цьому елементи вузлів секції виконують переміщення аналогічно тому, як було описано вище. При встановленні клинового зазору між роликами 2 і 4 приводна рама 3 розміщається під кутом до стаціонарної рами 1, а ролики 2 і 4 з однієї сторони секції встановлюються із зазором Ж1, а з іншої сторони секції - із зазором Ж2. При цьому має місце перекочування циліндричних поверхонь упорів 9 по плоских поверхнях торців стаканів 8, які перебувають у постійному контакті, за рахунок підтискання з боку тарілчастих пружин 10, і зсув плям контактів опорних поверхонь стаканів 8 і упорів 9 одне відносно одного на кут, що відповідає куту перекосу приводної рами 3, без зміни при цьому положення штоків 7 відносно корпусів 6, у яких вони розташовані. При цьому виключаються відносні перекоси штоків 7 і корпусів 6. Виконувати дії, пов'язані зі зміною форми і розмірів зазорів між роликами 2 стаціонарної рами 1 і роликами 4 приводної рами 3 можливо також і в процесі роботи машини безперервного лиття слябових заготівок. Із всього вищевикладеного видно, що виконання секції роликової машини безперервного лиття слябових заготівок відповідно до формули винаходу дозволяє при роботі секції із клиновим міжроликовим зазором запобігати в гідроциліндрах перекоси штоків відносно корпусів, що виключає виникнення додаткових робочих зусиль, на згадані поверхні, і призводить до підвищення надійності та 9 довговічності цих вузлів і підвищує надійність та довговічність секції роликової машини безперервного лиття слябових заготівок в цілому. 82023 10
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller section of machine of continuous casting of slab billets
Автори англійськоюPtukha Serhii Viktorovych, Petrusenko Viktor Andriiovych, Pluhatar Viktor Semenovych, Bilobrov Yurii Mykolaiovych, Hordiienko Oleksandr Volodymyrovych
Назва патенту російськоюРоликовая секция машины непрерывного литья слябовых заготовок
Автори російськоюПтуха Сергей Викторович, Петрусенко Виктор Андреевич, Плугатар Виктор Семенович, Билобров Юрий Николаевич, Гордиенко Александр Владимирович
МПК / Мітки
МПК: B22D 11/20, B22D 11/12, B22D 11/128
Мітки: машини, роликова, секція, лиття, слябових, заготівок, безперервного
Код посилання
<a href="https://ua.patents.su/5-82023-rolikova-sekciya-mashini-bezperervnogo-littya-slyabovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Роликова секція машини безперервного лиття слябових заготівок</a>
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Попік Вадим Геннадійович, Калашников Андрій Анатолійович, Вольвач Олександр Євгенійович, Титаренко Олександр Іванович, Смирнов Віктор Григорович
МПК: B22D 11/04
Мітки: машини, безперервного, лиття, кристалізатор, заготівок
Формула / Реферат:
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Спосіб підготовки машини безперервного лиття заготівок до роботи

Номер патенту: 46402
Опубліковано: 15.05.2002
Автори: Петрусенко Віктор Андрійович, Власенко Богдан Васильович, Плугатар Віктор Семенович
МПК: B22D 11/14, B22D 11/08
Мітки: лиття, заготівок, спосіб, роботи, машини, підготовки, безперервного
Формула / Реферат:
Спосіб підготовки машини безперервного лиття заготівок до роботи, при якому вмикають рольганг і тягнучу кліть для переміщення затравки до кристалізатора і встановлення її в заданому положенні відносно кристалізатора, який відрізняється тим, що після входу затравки у тягнучу кліть вмикають механізм відділення затравки і підтискають його робочий орган до нижньої або верхньої поверхні затравки, а після розміщення робочого органа механізму...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 11496
Опубліковано: 15.12.2005
Автори: Баначенков Володимир Геннадійович, Тіунов Володимир Миколайович, Широкорад Сергій Іванович, Плугатар Віктор Семенович
МПК: B22D 11/08
Мітки: машини, лиття, безперервного, заготівок, формування, ділянка
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, до складу якої входить затравка, що складається з головки і тіла, виконаного з жорстко зчленованих верхніх і нижніх ланок, і встановленої між ними пружної сталевої стрічки, та розміщені із кроком ролики зони вторинного охолодження, які утворюють дугу машини безперервного лиття, яка відрізняється тим, що між головкою затравки і тілом розміщена ділянка затравки, яка складається з ланок,...
Тягнуча кліть машини безперервного лиття заготівок
Номер патенту: 28554
Опубліковано: 10.12.2007
Автори: Гаврильченко Ольга Олександрівна, Євгиненко Ігор Олександрович, Кочин Леонід Павлович, Гаврильченко Євген Юрійович, Титаренко Олександр Іванович, Плугатар Віктор Семенович
МПК: B22D 11/128, B22D 11/08
Мітки: безперервного, заготівок, кліть, тягнуча, машини, лиття
Формула / Реферат:
Тягнуча кліть машини безперервного лиття заготівок, що містить горизонтальні валки, розміщені в станинах, верхні частини яких зчленовані стяжкою, із прикріпленою до неї опорою із приводним штирем для затравки, розміщеним по осі тягнучої кліті в горизонтальній площині перпендикулярно осям валків, яка відрізняється тим, що вона обладнана демпфувальними елементами і додатковою опорою, прикріпленою до стяжки напроти опори із приводним штирем,...
Спосіб контролю геометрії рівчака і стану підтримувальних роликів слябової машини безперервного лиття заготівок
Номер патенту: 15607
Опубліковано: 17.07.2006
Автори: Шишкін Володимир Вікторович, Деліверов Віталій Павлович, Лоза Аркадій Васильович
МПК: B22D 11/00
Мітки: слябової, роликів, контролю, геометрії, машини, спосіб, заготівок, лиття, безперервного, стану, рівчака, підтримувальних
Формула / Реферат:
Спосіб контролю геометрії рівчака і стану підтримувальних роликів слябової машини безперервного лиття заготівок (МБЛЗ), що включає первісне настроювання рівчака з використанням шаблонів, який відрізняється тим, що контроль за зміною первісного настроювання здійснюють безпосередньо в МБЛЗ за допомогою додаткових жорстко закріплених шаблонів, установлених із зазором щодо роликів і обладнаних датчиками, що вимірюють цей зазор, і по зміні зазору...
Попередній патент: Сталь для сталевих труб (варіанти)
Наступний патент: Шихта для виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Випадковий патент: Академічний велосипед