Пристрій для подачі технологічної рідини в зону шліфування
Номер патенту: 82805
Опубліковано: 12.08.2013
Автори: Кліменко Віталій Григорович, Пижов Іван Миколайович, Грабченко Анатолій Іванович
Формула / Реферат
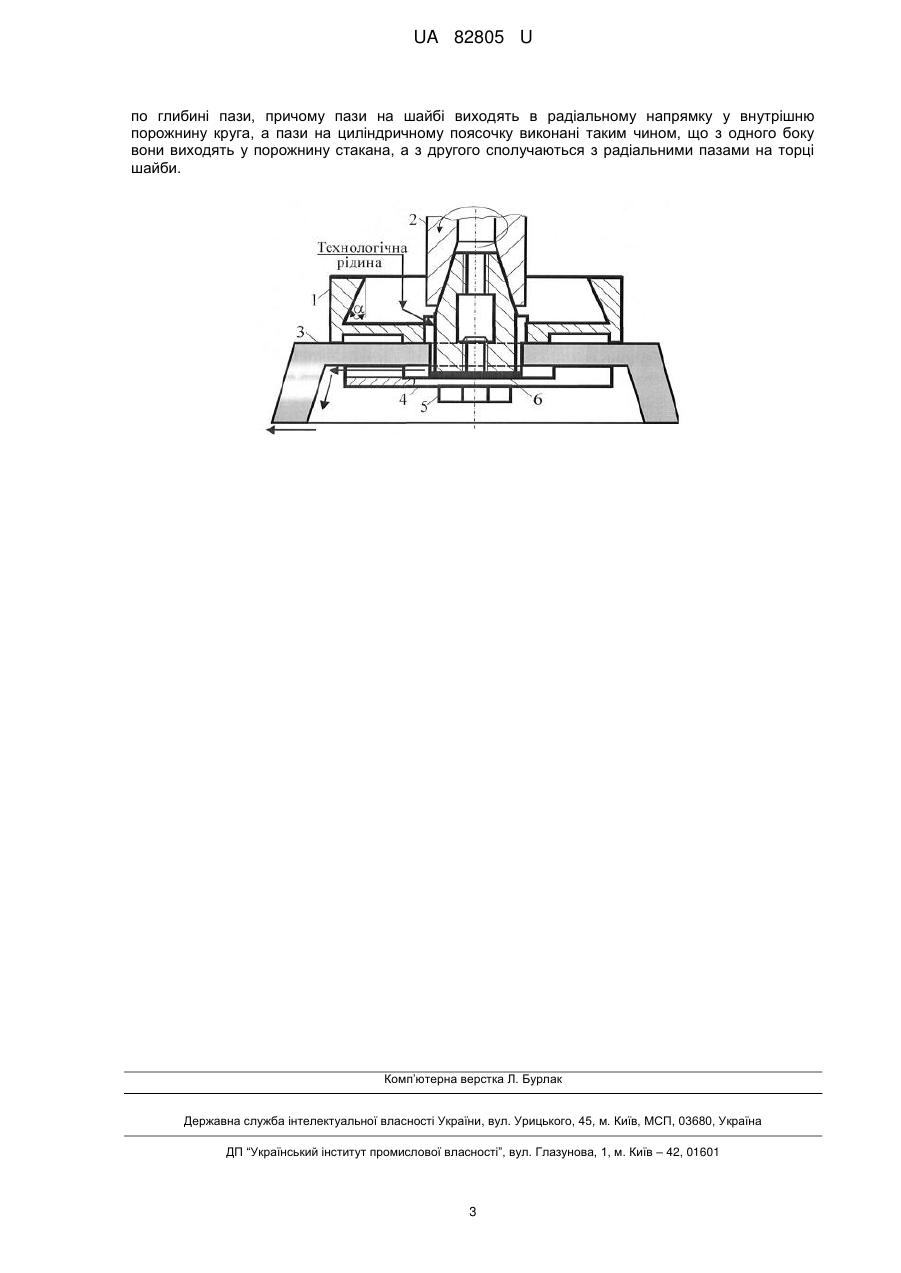
Пристрій для подачі технологічної рідини в зону шліфування, що містить торцевий шліфувальний круг, встановлений на змінній оправці і закріплений за допомогою різьбового з'єднання з використанням шайби, стакан, зовнішня торцева поверхня якого знаходиться в механічному контакті з базовим торцем круга, а бічна внутрішня поверхня нахилена до осі обертання круга під гострим кутом, причому порожнина стакана сполучається з внутрішньою порожниною круга за допомогою наскрізних пазів, який відрізняється тим, що стакан виконаний як одне ціле зі змінною оправкою, його зовнішній торець є базовою поверхнею для установки шліфувального круга, на торці шайби, який сполучається з внутрішнім торцем круга, а також на утворюючих напрямного циліндричного поясочка змінної оправки утворені не наскрізні по глибині пази, причому пази на шайбі виходять в радіальному напрямку у внутрішню порожнину круга, а пази на циліндричному поясочку виконані таким чином, що з одного боку вони виходять у порожнину стакана, а з другого сполучаються з радіальними пазами на торці шайби.
Текст
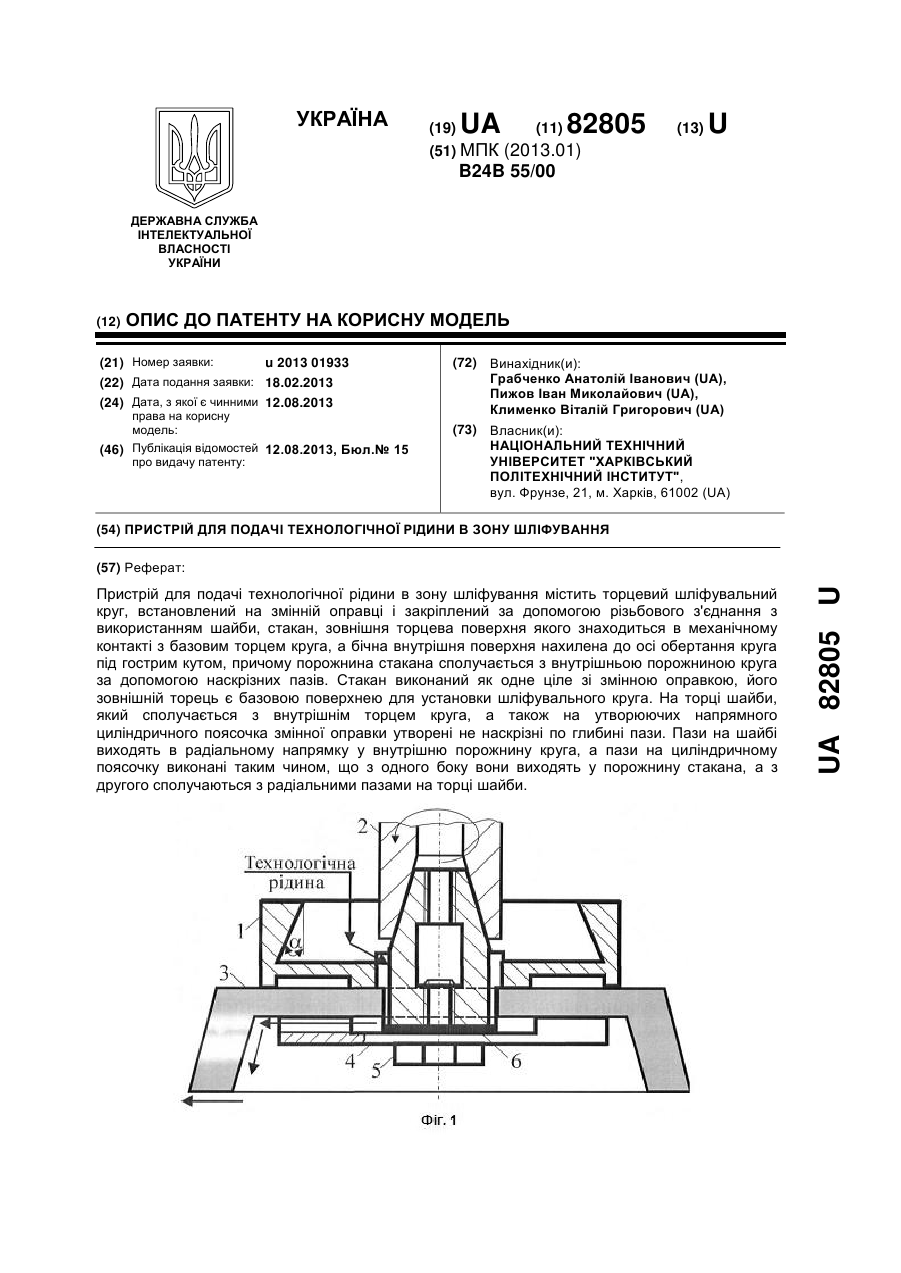
Реферат: UA 82805 U UA 82805 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, стосується технології обробки різанням, і може бути використана при шліфуванні і заточуванні виробів з різних матеріалів переважно на плоскошліфувальних верстатах з вертикальним шпинделем. Відомий пристрій для реалізації способу подачі технологічної рідини в зону шліфування чашковим кругом, встановленим під гострим кутом до оброблюваної поверхні, що містить гофрований гнучкий шланг, встановлений з можливістю здійснення руху, що осилює, в площині, паралельній площині обробки з амплітудою, що забезпечує подачу технологічної рідини по всій дузі контакту круга із заготівкою [1]. Недоліком відомого пристрою є те, що він має обмежену сферу застосування, наприклад при малих значеннях кута повороту круга або при остаточній обробці, коли робоча поверхня круга, як правило, паралельна оброблюваній поверхні. Відомий пристрій для реалізації способу подачі технологічної рідини в зону шліфування стосовно плоскошліфувальних верстатів з вертикальним шпинделем, що містить змінну оправку, встановлену на шпинделі верстата, торцевий шліфувальний круг, закріплений на змінній оправці за допомогою різьбового з'єднання з використанням шайби, стакан, зовнішня торцева поверхня якого перебуває в механічному контакті з базовим торцем круга, а бічна внутрішня поверхня нахилена до осі обертання круга під гострим кутом, причому порожнина стакана сполучається з внутрішньою порожниною круга за допомогою наскрізних пазів на торцях круга і стакана [2]. Цей пристрій є найбільш близьким до пристрою, що заявляється, за технічною суттю й призначенням, тому і вибраний за прототип. Недоліком пристрою є те, що для його реалізації потрібні спеціальні круги з пазами на базовому торці, а також необхідність складання пристрою кожний раз при заміні круга. Окрім цього за наявності пазів є небезпека ослаблення міцності круга (особливо для кругів з неметалічним корпусом), що є додатковим обмежуючим фактором при призначенні високопродуктивних режимів обробки. Все це в цілому знижує технологічні можливості процесу шліфування. У основі корисної моделі поставлена задача розширення технологічних можливостей процесу плоского торцевого шліфування на верстатах з вертикальним шпинделем. Поставлена задача вирішується тим, що стакан виконаний як одне ціле зі змінною оправкою, його зовнішній торець є базовою поверхнею для установки шліфувального круга, на торці шайби, який сполучається з внутрішнім торцем круга, а також на утворюючих напрямного циліндричного поясочка змінної оправки утворені не наскрізні по глибині пази, причому пази на шайбі виходять в радіальному напрямку у внутрішню порожнину круга, а пази на циліндричному поясочку виконані таким чином, що з одного боку вони виходять у порожнину стакана, а з другого сполучаються з радіальними пазами на торці шайби. Технічний результат полягає в тому, що за рахунок розташування пазів на стаціонарній змінній оправці, виконаній спільно із стаканом для подачі технологічної рідини, запропонований пристрій дозволяє, по-перше, використовувати стандартні шліфувальні круги, а, отже, реалізовувати високопродуктивні режими шліфування, по-друге, зменшити допоміжний час на обробку за рахунок виключення операції складання пристрою при зміні круга. В цілому це дозволяє істотно розширити технологічні можливості процесу плоского шліфування на верстатах з вертикальним шпинделем. Суть корисної моделі пояснюється кресленням. Змінна оправка 1 (креслення), встановлена за допомогою конуса в шпинделі 2 плоскошліфувального верстата, виконана як одне ціле зі стаканом, у внутрішню порожнину якого подається технологічна рідина. Внутрішня поверхня стакана нахилена по відношенню до осі обертання круга під гострим кутом а, що сприяє кращому попаданню технологічної рідини в зону шліфування. При необхідності змінна оправка 1 може додатково кріпитися в шпинделі, наприклад за допомогою струни (на рисунку не показана) для чого вона має верхній різьбовий отвір. Нижня зовнішня торцева поверхня стакана є головною настановною базою для шліфувального круга 3, який кріпиться до змінної оправки 1 за допомогою шайби 4 і болта 5. Для цього в нижній частині змінної оправки передбачений різьбовий отвір. На утворюючих циліндрової поверхні, яка є для круга напрямною базою, виконані не наскрізні по глибині пази. При цьому візуально дана циліндрова поверхня нагадує шліцьовий вал. В осьовому напрямі пази виконані наскрізними, при цьому з одного боку вони виходять в порожнину стакана, а з іншою у внутрішню порожнину шліфувального круга 3. На торці шайби 4, прилеглому до внутрішнього торця круга 3 не наскрізні по глибині пази виконані в радіальному напрямі, що дозволяє спрямовувати технологічну рідину, що надходить з порожнини стакана через пази на змінній оправці 1, на внутрішню поверхню круга 3 (після чого рідина під дією відцентрових сил інтенсивно прокачуватиметься через зону шліфування, як 1 UA 82805 U 5 10 15 показано на кресленні стрілками). При цьому еластична прокладка 6 дозволяє забезпечити попадання всього потоку рідини в пази шайби 4, а, отже, на внутрішню поверхню круга 3. Приклад використання пристрою. Експериментальні дослідження проводилися на базі модернізованого універсально заточувального верстата мод. ЗД642Е з прямокутним столом. Модернізація полягала оснащенні верстата, по-перше, спеціальною вертикальною шпиндельною головкою і ванною для реалізації процесу плоского торцевого шліфування у суцільному шарі технологічної рідини, а по-друге запропонованим пристроєм для подачі технологічної рідини в зону шліфування. В цьому пристрої стакан був виконаний як одне ціле зі змінною оправкою, його зовнішній торець є базовою поверхнею для установки шліфувального круга, на торці шайби, який сполучається з внутрішнім торцем круга, а також на утворюючих напрямного циліндричного поясочка змінної оправки утворені не наскрізні по глибині пази, причому пази на шайбі виходять в радіальному напрямку у внутрішню порожнину круга, а пази на циліндричному поясочку виконані таким чином, що з одного боку вони виходять у порожнину стакана, а з другого сполучаються з радіальними пазами на торці шайби. Проводили шліфування пластин зі швидкорізальної сталі Р6М5 кругом ЧК 150 × 15 × 32 24А 16 СМ1 К на режимах: Vк.=20м/с; Sпод.=0,5 м/хв. Запропонований пристрій порівнювали з прототипом (див. таблицю). Таблиця Показники процесу обробки за варіантами Варіант обробки Запропонований: попередня обробка остаточна обробка Згідно з прототипом: попередня обробка остаточна обробка Режим обробки SB., мм/подв. х. (t, мм) Шорсткість Ra, мкм Показники обробки Допоміжний час Т, хв. 0,04 0,01 0,50 0,20 0,02 0,01 0,40 0,20 10 10 Припік Відсутній Відсутній Відсутній Відсутній 20 25 30 Наведені дані свідчать про те, що використання запропонованого пристрою дозволяє при остаточній обробці виключити допоміжний час на складання пристрою, а при попередній обробці додатково збільшити глибину шліфування. В цілому це підвищує технологічні можливості процесу плоского торцевого шліфування на верстатах з вертикальним розташуванням шпинделю. Джерела інформації: 7 1. Пат. 2162788 Российская Федерация, МПК В24В 55/02. Способ подачи смазочноохлаждающей технологической смеси в зону шлифования / Степанов Ю.С., Афонасьев Б.И., Куценко С.А., Харламов Г.А., Подзолков М.Г.; патентообладатель и заявитель Орловский государственный технический университет.-99107768/02; заявл. 07.04.1999; опубл: 10.02.2001. Бюл. № 4. 5 2. А.С. 1627394 СРСР. МПК B24D 17/00 В24В 55/02. Торцовый шлифовальный круг / А.И. Грабченко, И.Н. Пыжов, С.А. Култышев, Еременко Ю.В. (СССР)-№ 4639488/08; заявл. 14.12.1988; опубл. 15.02.1991. Бюл. № 6. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Пристрій для подачі технологічної рідини в зону шліфування, що містить торцевий шліфувальний круг, встановлений на змінній оправці і закріплений за допомогою різьбового з'єднання з використанням шайби, стакан, зовнішня торцева поверхня якого знаходиться в механічному контакті з базовим торцем круга, а бічна внутрішня поверхня нахилена до осі обертання круга під гострим кутом, причому порожнина стакана сполучається з внутрішньою порожниною круга за допомогою наскрізних пазів, який відрізняється тим, що стакан виконаний як одне ціле зі змінною оправкою, його зовнішній торець є базовою поверхнею для установки шліфувального круга, на торці шайби, який сполучається з внутрішнім торцем круга, а також на утворюючих напрямного циліндричного поясочка змінної оправки утворені не наскрізні 2 UA 82805 U по глибині пази, причому пази на шайбі виходять в радіальному напрямку у внутрішню порожнину круга, а пази на циліндричному поясочку виконані таким чином, що з одного боку вони виходять у порожнину стакана, а з другого сполучаються з радіальними пазами на торці шайби. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for supplying process fluid in grinding area
Автори англійськоюHrabchenko Anatolii Ivanovych, Pyzhov Ivan Mykolaiovych, Klymenko Vitalii Hryhorovych
Назва патенту російськоюУстройство для подачи технологической жидкости в зону шлифования
Автори російськоюГрабченко Анатолий Иванович, Пыжов Иван Николаевич, Клименко Виталий Григорьевич
МПК / Мітки
МПК: B24B 55/00
Мітки: рідини, пристрій, шліфування, зону, подачі, технологічної
Код посилання
<a href="https://ua.patents.su/5-82805-pristrijj-dlya-podachi-tekhnologichno-ridini-v-zonu-shlifuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для подачі технологічної рідини в зону шліфування</a>
Спосіб подачі мастильно-охолодної рідини в зону шліфування
Номер патенту: 63710
Опубліковано: 25.10.2011
Автори: Фесенко Анатолій Володимирович, Любимий Юрій Миколайович
МПК: B24B 55/00
Мітки: подачі, мастильно-охолодної, зону, рідини, шліфування, спосіб
Формула / Реферат:
Спосіб подачі мастильно-охолодної рідини, при якому мастильно-охолодну рідину (МОР) подають в зону шліфування крізь радіальні канали, який відрізняється тим, що рідину активують за рахунок кавітаційної обробки безпосередньо перед її потраплянням в зону різання.
Пристрій для подачі змащувально-охолоджувальної рідини під час шліфування довгомірних заготовок
Номер патенту: 46497
Опубліковано: 15.05.2002
Автори: Онищенко Анатолій Миколайович, Степанов Михайло Сергійович, Шевченко Євген Олексійович
МПК: B24B 55/00
Мітки: заготовок, подачі, пристрій, рідини, шліфування, змащувально-охолоджувальної, довгомірних
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини (ЗОР) під час шліфування довгомірних заготовок, що містить підтримуючий елемент у вигляді втулки з криволінійною поверхнею з радіусом, який приблизно дорівнює радіусу заготовки, що шліфується, і трубопровід підведення ЗОР, який відрізняється тим, що на внутрішній поверхні підтримуючого елемента, який має отвір для шліфувального круга, виконані гвинтові канавки з числом нарізних заходів,...
Пристрій для подачі змащувально-охолоджувальної рідини в зону різання
Номер патенту: 82701
Опубліковано: 12.08.2013
Автори: Меркулов Михайло Володимирович, Мазур Іван Юрійович, Ал-Судані Тарафа Ясін Таха, Сидорова Олена Володимирівна, Михайлов Олександр Миколайович
МПК: B23Q 11/10
Мітки: зону, подачі, пристрій, різання, рідини, змащувально-охолоджувальної
Формула / Реферат:
Пристрій для подачі змащувально-охолоджувальної рідини в зону різання, який включає сопла і корпус, що об'єднує циліндричні патрубки, один кінець яких приєднаний до джерела рідини, а інший спрямований в зону різання, який відрізняється тим, що пристрій додатково оснащений шістьма втулками, три з яких мають радіальний ексцентриситет і виконані у вигляді сопел, а інші три втулки мають кутовий ексцентриситет, при цьому втулки з радіальним і...
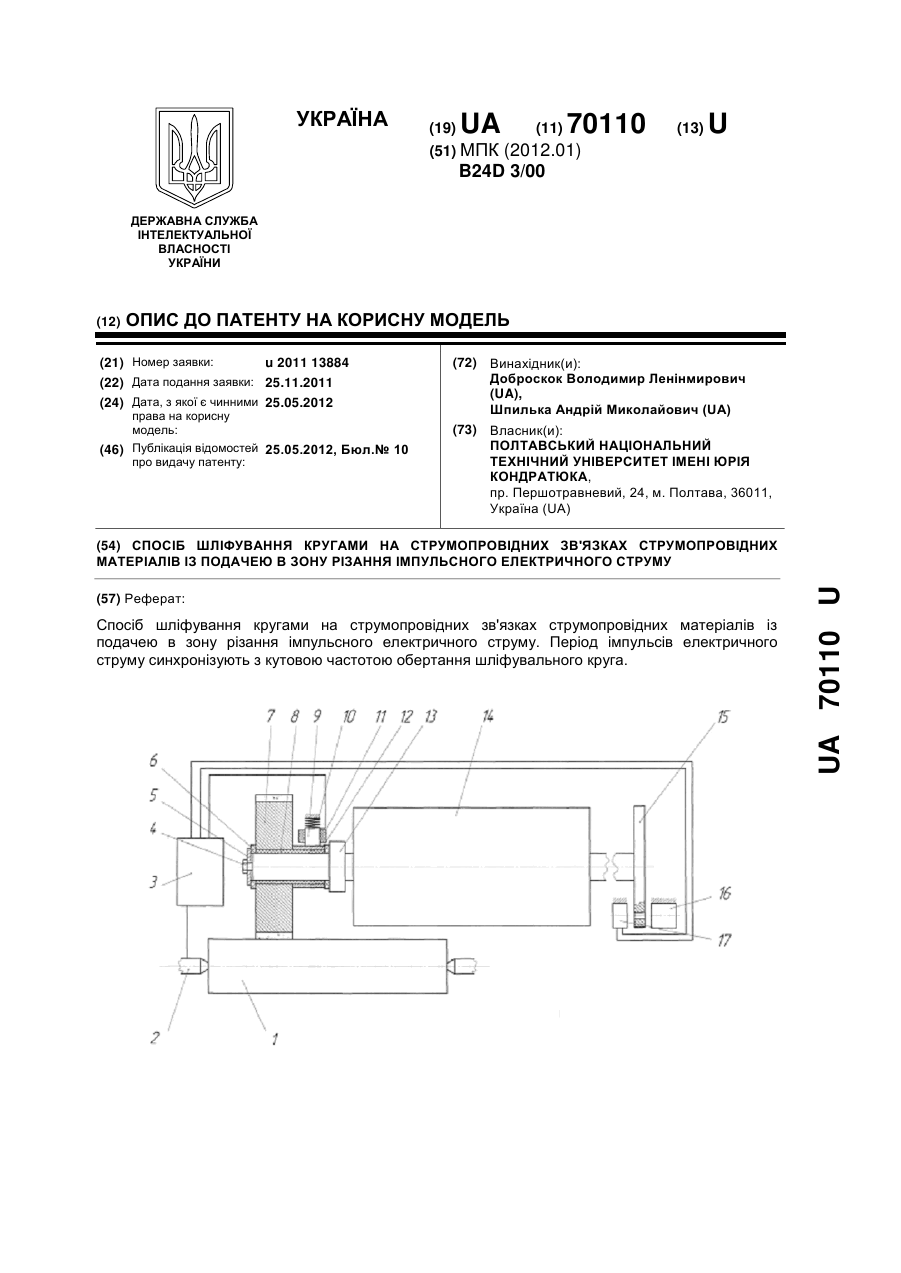
Спосіб шліфування кругами на струмопровідних зв’язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму
Номер патенту: 70110
Опубліковано: 25.05.2012
Автори: Шпилька Андрій Миколайович, Доброскок Володимир Ленінмирович
МПК: B24D 3/00
Мітки: матеріалів, імпульсного, подачею, спосіб, шліфування, кругами, різання, струму, зону, електричного, зв'язках, струмопровідних
Формула / Реферат:
Спосіб шліфування кругами на струмопровідних зв'язках струмопровідних матеріалів із подачею в зону різання імпульсного електричного струму, який відрізняється тим, що, з метою здійснення переривчастого шліфування, період імпульсів електричного струму синхронізований з кутовою частотою обертання шліфувального круга.
Спосіб подачі мастильно-охолоджуючої рідини
Номер патенту: 13932
Опубліковано: 17.04.2006
Автори: Лебедєв Володимир Георгійович, Уряднікова Інга Вікторівна, Зайцев Олег Миколайович, Чумаченко Тетяна Валеріївна
МПК: F01M 9/00
Мітки: рідини, спосіб, мастильно-охолоджуючої, подачі
Формула / Реферат:
Спосіб подачі мастильно-охолоджуючої рідини (МОР), що включає створення струменя з рідини, який складається із МОР і води, спрямованого в зону контакту інструмента з деталлю, який відрізняється тим, що створений струмінь примусово закручують навколо його подовжньої осі у вигляді закрученого струменя з лінійною швидкістю 0,6-0,7 від швидкості різання і з кутовою швидкістю закручення, що складає 0,55-0,65 від лінійної швидкості.
Попередній патент: Пристрій для формування адрес процесора швидкого перетворення фур’е
Наступний патент: Електрод для імпульсних електрогідравлічних установок
Випадковий патент: Сандалії-шльопанці "хіли"