Спосіб отримання крупних заготовок на машинах неперервного лиття заготовок
Номер патенту: 82866
Опубліковано: 27.08.2013
Автори: Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович

Формула / Реферат
Спосіб отримання крупної заготовки на машині безперервного лиття заготовок (МБЛЗ), що включає безперервну подачу і охолоджування рідкої сталі в кристалізаторі, який відрізняється тим, що одночасно з рідкою сталлю в кристалізатор вводять металевий стержень з довільною формою поперечного перерізу (круг, квадрат).
Текст
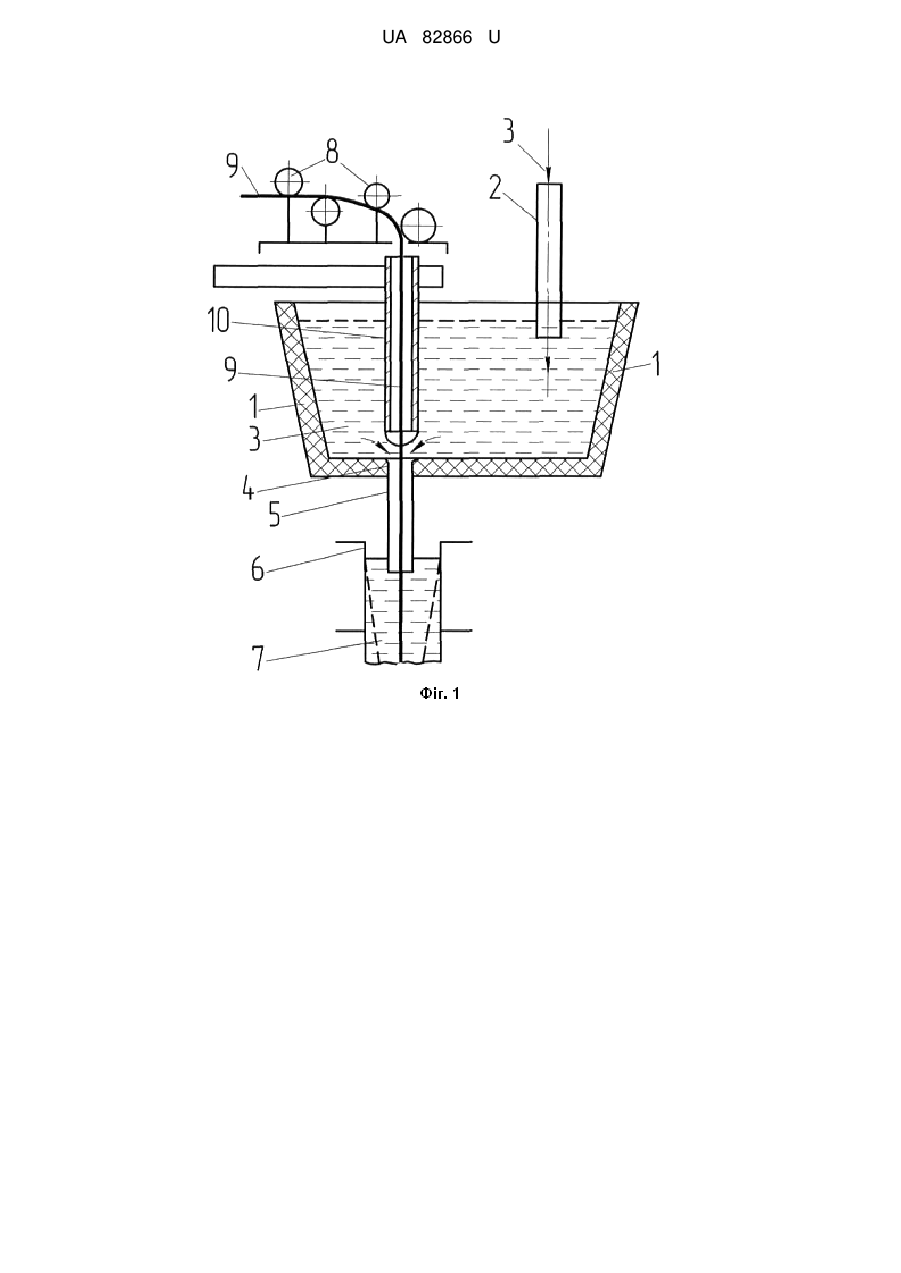
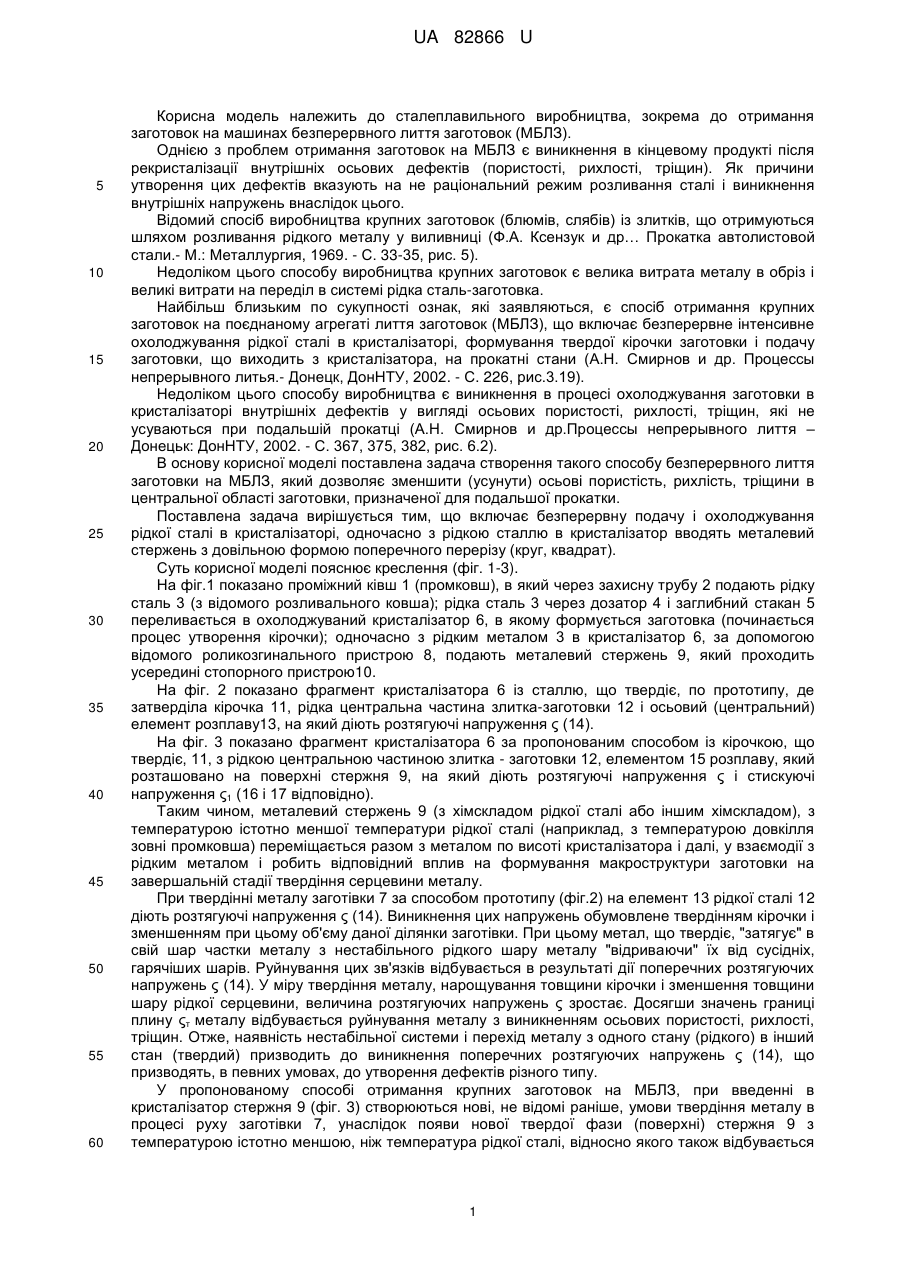
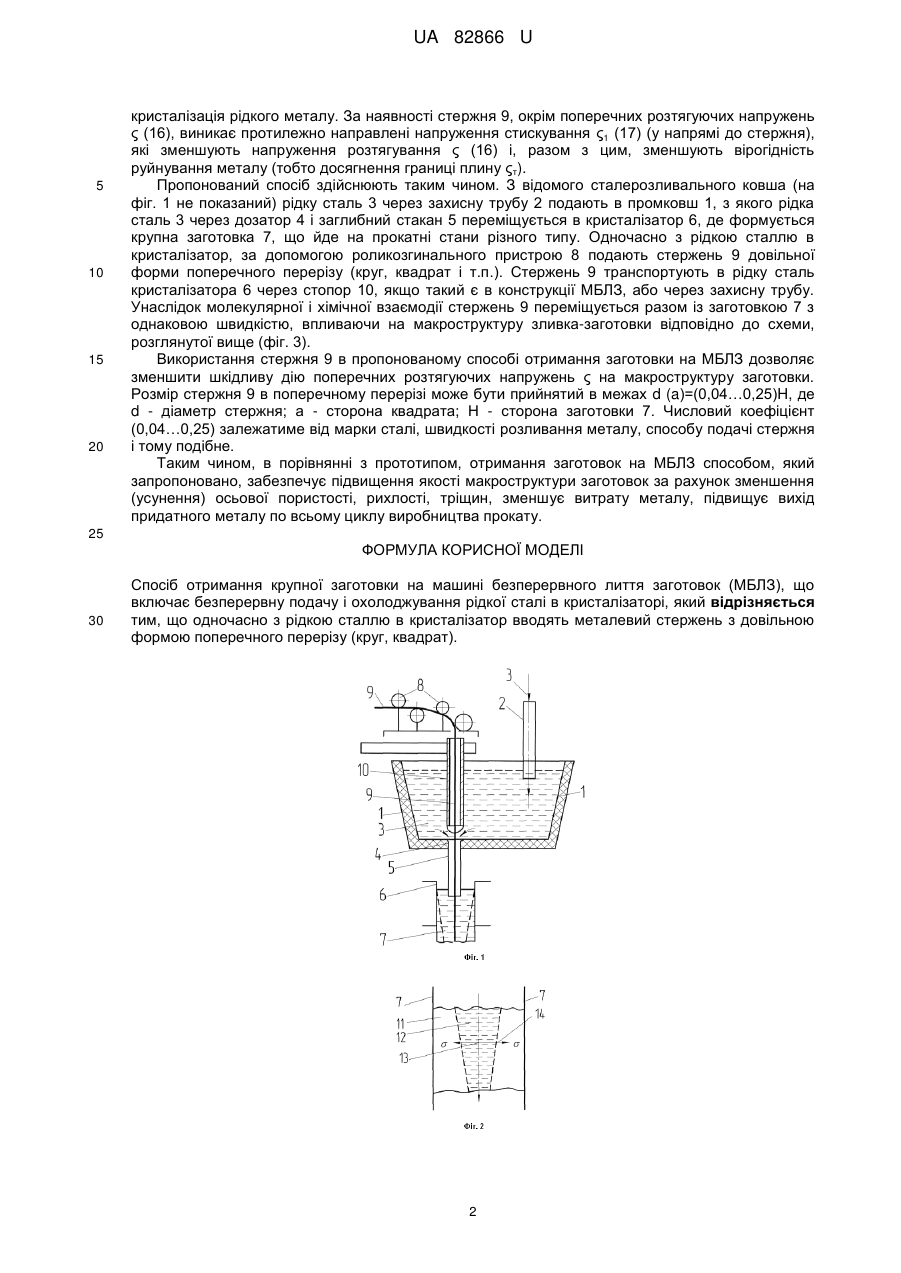
Реферат: Спосіб отримання крупної заготовки на машині безперервного лиття заготовок включає безперервну подачу і охолоджування рідкої сталі в кристалізаторі. Одночасно з рідкою сталлю в кристалізатор вводять металевий стержень з довільною формою поперечного перерізу (круг, квадрат). UA 82866 U (12) UA 82866 U UA 82866 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до сталеплавильного виробництва, зокрема до отримання заготовок на машинах безперервного лиття заготовок (МБЛЗ). Однією з проблем отримання заготовок на МБЛЗ є виникнення в кінцевому продукті після рекристалізації внутрішніх осьових дефектів (пористості, рихлості, тріщин). Як причини утворення цих дефектів вказують на не раціональний режим розливання сталі і виникнення внутрішніх напружень внаслідок цього. Відомий спосіб виробництва крупних заготовок (блюмів, слябів) із злитків, що отримуються шляхом розливання рідкого металу у виливниці (Ф.А. Ксензук и др… Прокатка автолистовой стали.- М.: Металлургия, 1969. - С. 33-35, рис. 5). Недоліком цього способу виробництва крупних заготовок є велика витрата металу в обріз і великі витрати на переділ в системі рідка сталь-заготовка. Найбільш близьким по сукупності ознак, які заявляються, є спосіб отримання крупних заготовок на поєднаному агрегаті лиття заготовок (МБЛЗ), що включає безперервне інтенсивне охолоджування рідкої сталі в кристалізаторі, формування твердої кірочки заготовки і подачу заготовки, що виходить з кристалізатора, на прокатні стани (А.Н. Смирнов и др. Процессы непрерывного литья.- Донецк, ДонНТУ, 2002. - С. 226, рис.3.19). Недоліком цього способу виробництва є виникнення в процесі охолоджування заготовки в кристалізаторі внутрішніх дефектів у вигляді осьових пористості, рихлості, тріщин, які не усуваються при подальшій прокатці (А.Н. Смирнов и др.Процессы непрерывного лиття – Донецьк: ДонНТУ, 2002. - С. 367, 375, 382, рис. 6.2). В основу корисної моделі поставлена задача створення такого способу безперервного лиття заготовки на МБЛЗ, який дозволяє зменшити (усунути) осьові пористість, рихлість, тріщини в центральної області заготовки, призначеної для подальшої прокатки. Поставлена задача вирішується тим, що включає безперервну подачу і охолоджування рідкої сталі в кристалізаторі, одночасно з рідкою сталлю в кристалізатор вводять металевий стержень з довільною формою поперечного перерізу (круг, квадрат). Суть корисної моделі пояснює креслення (фіг. 1-3). На фіг.1 показано проміжний ківш 1 (промковш), в який через захисну трубу 2 подають рідку сталь 3 (з відомого розливального ковша); рідка сталь 3 через дозатор 4 і заглибний стакан 5 переливається в охолоджуваний кристалізатор 6, в якому формується заготовка (починається процес утворення кірочки); одночасно з рідким металом 3 в кристалізатор 6, за допомогою відомого роликозгинального пристрою 8, подають металевий стержень 9, який проходить усередині стопорного пристрою10. На фіг. 2 показано фрагмент кристалізатора 6 із сталлю, що твердіє, по прототипу, де затверділа кірочка 11, рідка центральна частина злитка-заготовки 12 і осьовий (центральний) елемент розплаву13, на який діють розтягуючі напруження ς (14). На фіг. 3 показано фрагмент кристалізатора 6 за пропонованим способом із кірочкою, що твердіє, 11, з рідкою центральною частиною злитка - заготовки 12, елементом 15 розплаву, який розташовано на поверхні стержня 9, на який діють розтягуючі напруження ς і стискуючі напруження ς1 (16 і 17 відповідно). Таким чином, металевий стержень 9 (з хімскладом рідкої сталі або іншим хімскладом), з температурою істотно меншої температури рідкої сталі (наприклад, з температурою довкілля зовні промковша) переміщається разом з металом по висоті кристалізатора і далі, у взаємодії з рідким металом і робить відповідний вплив на формування макроструктури заготовки на завершальній стадії твердіння серцевини металу. При твердінні металу заготівки 7 за способом прототипу (фіг.2) на елемент 13 рідкої сталі 12 діють розтягуючі напруження ς (14). Виникнення цих напружень обумовлене твердінням кірочки і зменшенням при цьому об'єму даної ділянки заготівки. При цьому метал, що твердіє, "затягує" в свій шар частки металу з нестабільного рідкого шару металу "відриваючи" їх від сусідніх, гарячіших шарів. Руйнування цих зв'язків відбувається в результаті дії поперечних розтягуючих напружень ς (14). У міру твердіння металу, нарощування товщини кірочки і зменшення товщини шару рідкої серцевини, величина розтягуючих напружень ς зростає. Досягши значень границі плину ςт металу відбувається руйнування металу з виникненням осьових пористості, рихлості, тріщин. Отже, наявність нестабільної системи і перехід металу з одного стану (рідкого) в інший стан (твердий) призводить до виникнення поперечних розтягуючих напружень ς (14), що призводять, в певних умовах, до утворення дефектів різного типу. У пропонованому способі отримання крупних заготовок на МБЛЗ, при введенні в кристалізатор стержня 9 (фіг. 3) створюються нові, не відомі раніше, умови твердіння металу в процесі руху заготівки 7, унаслідок появи нової твердої фази (поверхні) стержня 9 з температурою істотно меншою, ніж температура рідкої сталі, відносно якого також відбувається 1 UA 82866 U 5 10 15 20 кристалізація рідкого металу. За наявності стержня 9, окрім поперечних розтягуючих напружень ς (16), виникає протилежно направлені напруження стискування ς1 (17) (у напрямі до стержня), які зменшують напруження розтягування ς (16) і, разом з цим, зменшують вірогідність руйнування металу (тобто досягнення границі плину ςт). Пропонований спосіб здійснюють таким чином. З відомого сталерозливального ковша (на фіг. 1 не показаний) рідку сталь 3 через захисну трубу 2 подають в промковш 1, з якого рідка сталь 3 через дозатор 4 і заглибний стакан 5 переміщується в кристалізатор 6, де формується крупна заготовка 7, що йде на прокатні стани різного типу. Одночасно з рідкою сталлю в кристалізатор, за допомогою роликозгинального пристрою 8 подають стержень 9 довільної форми поперечного перерізу (круг, квадрат і т.п.). Стержень 9 транспортують в рідку сталь кристалізатора 6 через стопор 10, якщо такий є в конструкції МБЛЗ, або через захисну трубу. Унаслідок молекулярної і хімічної взаємодії стержень 9 переміщується разом із заготовкою 7 з однаковою швидкістю, впливаючи на макроструктуру зливка-заготовки відповідно до схеми, розглянутої вище (фіг. 3). Використання стержня 9 в пропонованому способі отримання заготовки на МБЛЗ дозволяє зменшити шкідливу дію поперечних розтягуючих напружень ς на макроструктуру заготовки. Розмір стержня 9 в поперечному перерізі може бути прийнятий в межах d (a)=(0,04…0,25)H, де d - діаметр стержня; а - сторона квадрата; Н - сторона заготовки 7. Числовий коефіцієнт (0,04…0,25) залежатиме від марки сталі, швидкості розливання металу, способу подачі стержня і тому подібне. Таким чином, в порівнянні з прототипом, отримання заготовок на МБЛЗ способом, який запропоновано, забезпечує підвищення якості макроструктури заготовок за рахунок зменшення (усунення) осьової пористості, рихлості, тріщин, зменшує витрату металу, підвищує вихід придатного металу по всьому циклу виробництва прокату. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб отримання крупної заготовки на машині безперервного лиття заготовок (МБЛЗ), що включає безперервну подачу і охолоджування рідкої сталі в кристалізаторі, який відрізняється тим, що одночасно з рідкою сталлю в кристалізатор вводять металевий стержень з довільною формою поперечного перерізу (круг, квадрат). 2 UA 82866 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining large billet on continuous casting machine
Автори англійськоюNikolaiev Viktor Oleksandrovych, Mazur Valerii Leonidovych
Назва патенту російськоюСпособ получения крупной заготовки на машине непрерывного литья заготовок
Автори російськоюНиколаев Виктор Александрович, Мазур Валерий Леонидович
МПК / Мітки
МПК: B22D 11/14
Мітки: крупних, машинах, заготовок, отримання, неперервного, спосіб, лиття
Код посилання
<a href="https://ua.patents.su/5-82866-sposib-otrimannya-krupnikh-zagotovok-na-mashinakh-neperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання крупних заготовок на машинах неперервного лиття заготовок</a>
Спосіб неперервного горизонтального лиття заготовок
Номер патенту: 46889
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/22, B22D 11/045, B22D 11/16
Мітки: горизонтального, спосіб, заготовок, лиття, неперервного
Формула / Реферат:
Спосіб неперервного горизонтального лиття заготовок, що включає попередній нагрів металоприймача з одночасною подачею води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної кількості води в кристалізатор, який відрізняється тим, що витрату води в процесі попереднього нагрівання...
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Пікус Марк Ісерович, Підберезний Микола Петрович, Єрмоленко Ганна Володимирівна, Бродський Сергій Сергійович, Несвіт Володимир Васильович, Учитель Лев Михайлович
МПК: B22D 11/00
Мітки: перерізу, заготовок, багатоструминних, різного, поперечного, машинах, спосіб, прямокутних, квадратних, одночасного, лиття, безперервного, типу, криволінійного
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Пристрій для вторинного охолодження на машинах безперервного лиття заготовок
Номер патенту: 690
Опубліковано: 15.11.2000
Автори: Жидков Анатолій Петрович, Єрмоленко Ганна Володимирівна, Шаповал Юрій Миколайович, Гресс Олександр Володимирович, Учитель Лев Михайлович, Бродський Сергій Сергійович, Букрєєв Олександр Тимофійович, Пікус Марк Ісерович, Сітало Олександр Олексійович, Кобазев Олександр Олександрович
МПК: B22D 11/124
Мітки: машинах, безперервного, лиття, заготовок, вторинного, пристрій, охолодження
Формула / Реферат:
1. Пристрій для вторинного охолодження на машинах безперервного лиття заготовок, який містить у собі циліндричний порожнистий корпус з дифузорними отворами і системою підведення рідкого охолодника та жорстко закріплений всередині корпуса циліндричний патрубок з отворами, розміщений паралельно осі корпуса та ексцентричного йому, отвори патрубка співвісні дифузорним отворам корпуса, який відрізняється тим, що корпус та патрубок виконані у...
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: стабільної, пристрій, машинах, заготовок, одержання, маси, безперервного, лиття
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Горизонтальна машина безперервного лиття заготовок

Номер патенту: 49205
Опубліковано: 16.09.2002
Автори: Найдек Володимир Леонтійович, Поживанов Михайло Олександрович, Дубодєлов Віктор Іванович, Якобше Ришард Якубович, Осіпов Володимир Прокопович, Поживанов Олександр Михайлович, Кучаєв Олександр Андрійович, Скок Ювеналій Якович
МПК: B22D 11/14
Мітки: машина, горизонтальна, безперервного, лиття, заготовок
Формула / Реферат:
1. Горизонтальна машина безперервного лиття заготовок, що містить горизонтально розташований кристалізатор, металоприймач із каналом для підведення металу в торцеву частину кристалізатора, яка відрізняється тим, що торцеву частину кристалізатора виконують з електропровідного вогнетривкого матеріалу.2. Машина за п.1, яка відрізняється тим, що в її торцевій частині встановлюють лінійні статори рухомого магнітного поля для індукційного...
Попередній патент: Спосіб оцінки ступеня антропогенної дигресії степових екосистем із використанням мохоподібних
Наступний патент: Спосіб проведення конвертерної плавки
Випадковий патент: Перевантажувальний пристрій (пп-2)