Спосіб виготовлення призмових світлоповертальних елементів з використанням люмінесцентних світлогенеруючих шарів
Номер патенту: 84070
Опубліковано: 10.09.2008
Автори: Зенін Володимир Миколайович, Крючин Андрій Андрійович, Числов Денис Сергійович, Шанойло Семен Михайлович, Петров В'ячеслав Васильович, Кравець Василь Григорович, Гранат Олег Іванович
Формула / Реферат
1. Спосіб виготовлення люмінесцентних світлоповертальних елементів, що включає процес нанесення на поверхню полімерного матеріалу мікропризмової структури зі строго визначеними кутами при вершинах і взаємною орієнтацією граней, а також покриття такої структури люмінесцентною плівкою, який відрізняється тим, що як матеріал люмінесцентної плівки використовують світлогенеруючий неорганічний матеріал, розчинений в органічному лаці, який має властивість випромінювати світло в синій або зеленій, або жовтій, або червоній областях спектра під дією зовнішніх світлових джерел, а також має властивість накопичувати світлову енергію, а потім випромінювати протягом 1-3 годин після закінчення дії на нього зовнішнього світла.
2. Спосіб за п. 1, який відрізняється тим, що мікропризмову структуру і люмінесцентну плівку виготовляють незалежно одна від одної, а потім з'єднують в люмінесцентний світлоповертальний модуль шляхом їх герметичного термічного зварювання.
3. Спосіб за п. 1, який відрізняється тим, що як полімерний матеріал світлоповертальних елементів використовують матеріал, вибраний із групи, що включає полікарбонат, полівінілхлорид та поліметилметакрилат.
4. Спосіб за п. 1, який відрізняється тим, що як світлогенеруючий неорганічний матеріал використовують матеріал, вибраний із групи, що включає діалюміній тетраоксид кальцію з добавками триоксиду діалюмінію; алюмінат стронцію, активований європієм та диспрозієм; алюмінат стронцію з добавками кальцію, активований європієм та диспрозієм; сульфіди цинку та міді, активовані диспрозієм, тулієм та європієм.
5. Спосіб за п. 1 або 4, який відрізняється тим, що до світлогенеруючого неорганічного матеріалу вводять органічний барвник для одержання синього або зеленого, або жовтого, або червоного кольору світіння.
Текст
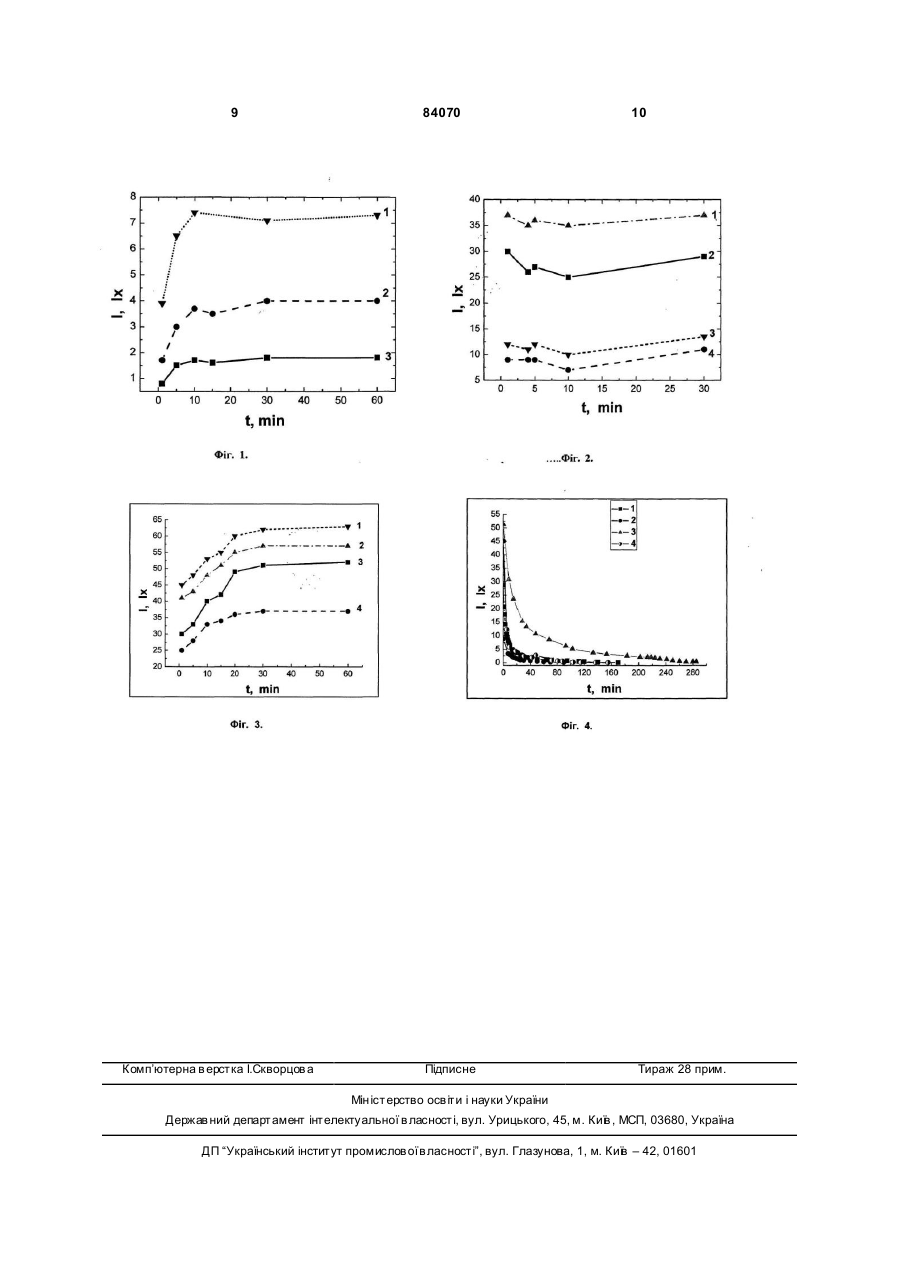
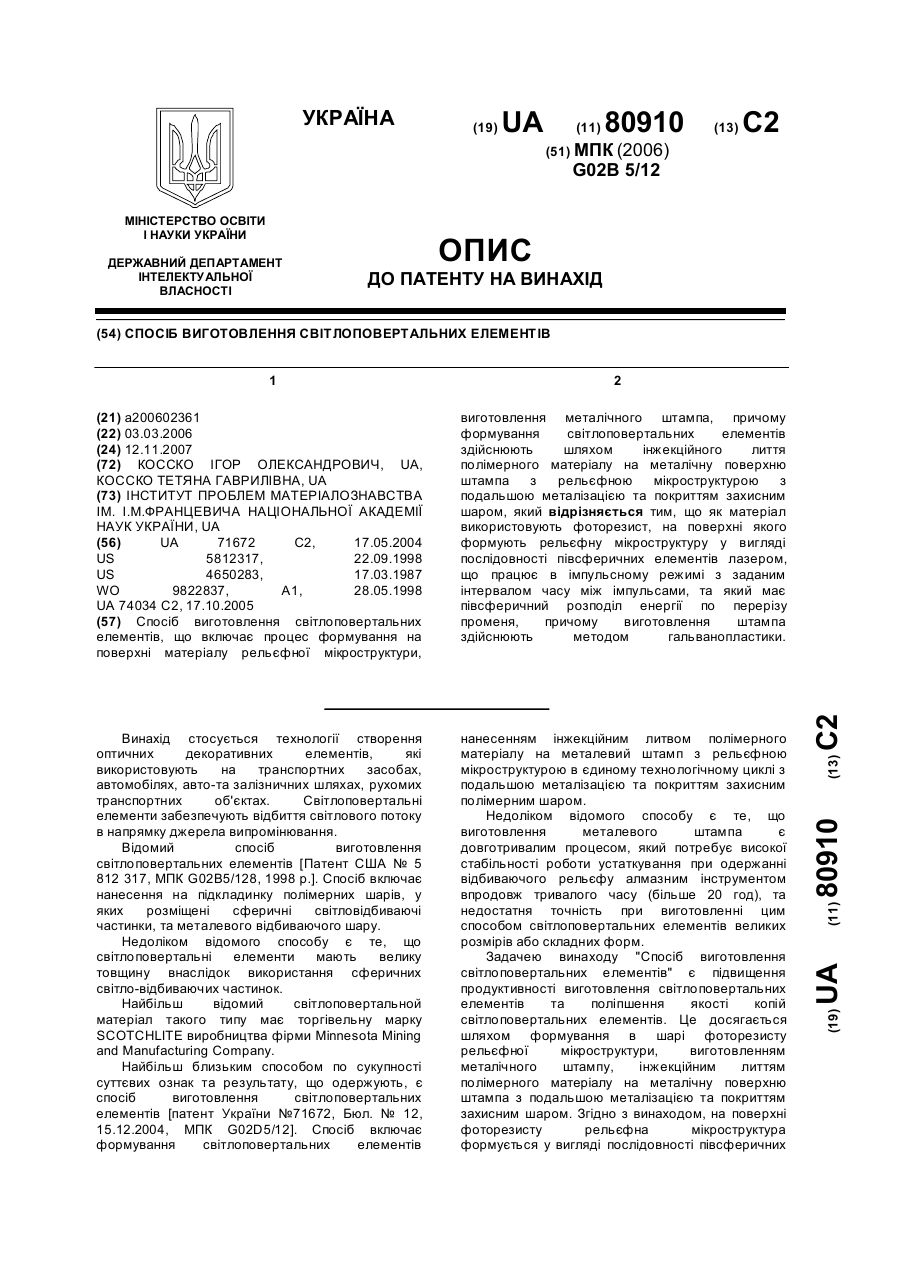
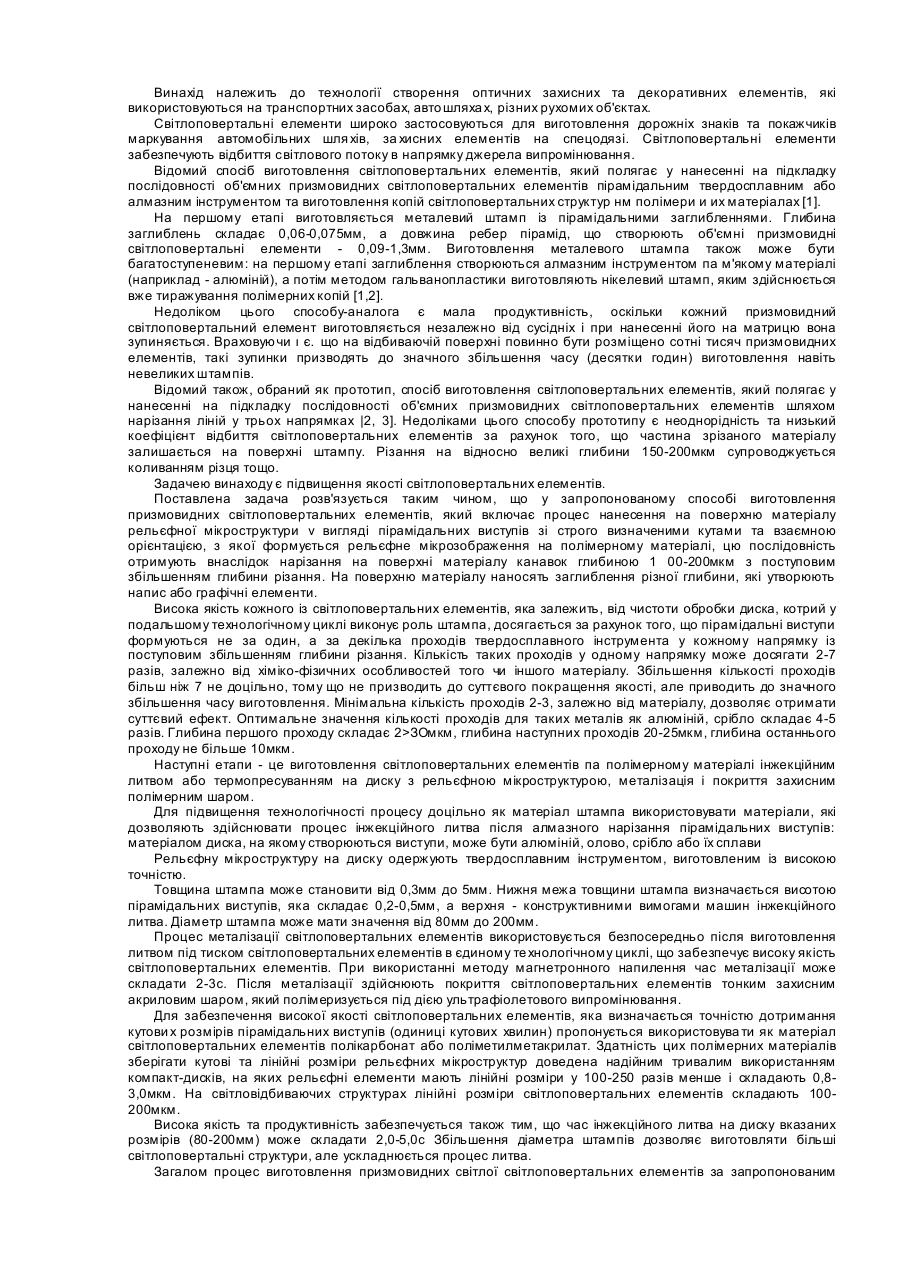
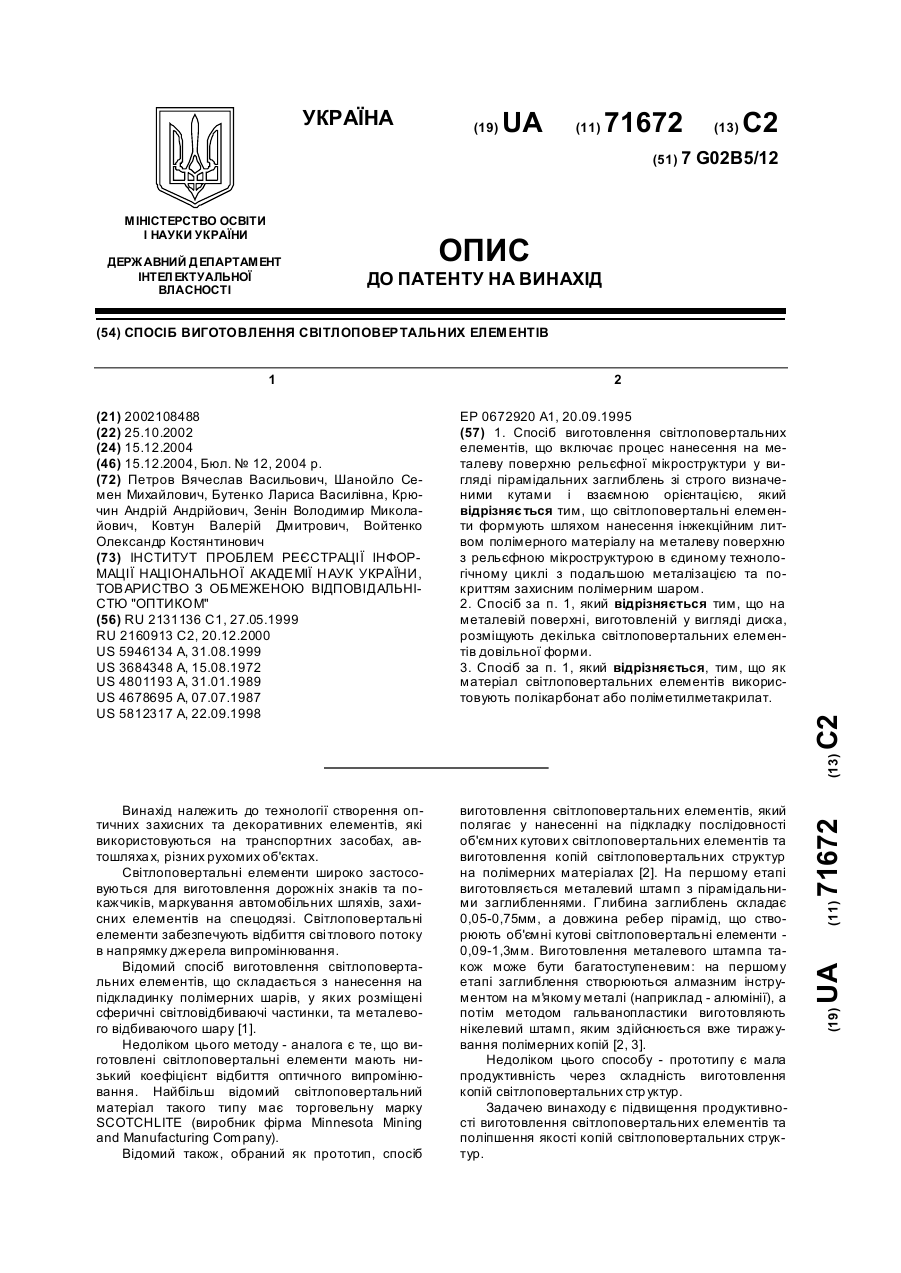
1. Спосіб виготовлення люмінесцентних світлоповертальних елементів, що включає процес нанесення на поверхню полімерного матеріалу мікропризмової структури зі строго визначеними кутами при вершинах і взаємною орієнтацією граней, а також покриття такої структури люмінесцентною плівкою, який відрізняється тим, що як матеріал люмінесцентної плівки використовують світлогенеруючий неорганічний матеріал, розчинений в органічному лаці, який має властивість випромінювати світло в синій або зеленій, або жо C2 2 (19) 1 3 84070 червоній областях спектру за рахунок вторинної люмінесценції. Перевага подібних призмових структур проявляється особливо в темну пору доби та в умовах погіршення видимості (тумани, опади і т.д.). Налаштованість людського ока в нічний час до темного та білого кольору буде стимулюватися до більшої чутливості шля хом реакції його на широкий спектр фотолюмінісцентного світіння подібними світлоповертальними структурами. Завдяки цим властивостям люмінесцентні мікропризмові світлоповертальні елементи є більш ефективними за традиційні як з технічної, так і з економічної точок зору. При створенні люмінесцентних світлоповертальних елементів використовуються різні методи їх виготовлення, такі як внесення люмінесцентної суміші в матеріали, з яких виготовляються призмові структури (полівінілхлорид, поліметилметакрилат, полікарбонат та ін.), так зване об'ємне фарбування матеріалів, нанесення люмінесцентної плівки на окрему підкладку і механічне з'єднання цих двох незалежних структур. З метою виготовлення найбільшої ефективності люмінесцентних світлоповертальних структур використовують комбінацію різних конструктивних рішень і технологічних процесів. Відомий спосіб виготовлення люмінесцентних світлоповертальних елементів, який заключається у нанесенні на підкладку послідовності призмових світлоповертальних елементів пірамідальним твердотільним або алмазним інструментом та виготовлення копій призмових світлоповертальних структур на полімерних матеріалах, які є основою люмінесцентних світлоповертальних елементів. Люмінесцентні плівки також наносяться на полімерну плівку значно меншої товщини в порівнянні з товщиною основи світлоповертальної структури. Наступним кроком в .технології створення сучасних люмінесцентних світлоповертальних елементів є об'єднання підкладок з сформованими призмовими елементами і плівок, на які нанесені люмінесцентні плівки визначеного спектру люмінесценції [1]. Таке поєднання здійснюється шляхом використання додаткових адгезійних плівок. Недоліком цього способу-аналога є виготовлення люмінесцентних світлоповертальних структур із недостатньою інтенсивністю світіння, швидким миттєвим спаданням інтенсивності світла із часом. Слід відзначити також і те, що використання органічних матеріалів здебільшого барвників, як люмінесцентної суміші призводить до зменшення її стабільності в процесі експлуатації. Крім того, в аналозі передбачається використовування захисних плівок, які не піддаються впливу зовнішнього середовища Недоліком цього способу є також складний процес створення люмінесцентних структур із світінням в визначеній спектральній області: синій, зеленій, жовтій чи червоній. Для цього потрібно підбирати тип барвників, на спектр світіння яких впливає як хімічний їх склад, так і технологічні процеси при з'єднанні люмінесцентної плівки із призмовими структурами, а також тип матеріалу основи. Відомий також, обраний як прототип, спосіб виготовлення люмінесцентних світлоповертальних 4 елементів, який полягає в одержанні високоефективних мікропризмових світлоповертальних структур і нанесенні люмінесцентних плівок з високим енергетичним виходом люмінесценції. Завдяки вдосконаленню цих дво х незалежних технологічних процесів створений широкий клас високоефективних люмінесцентно-світлоповертальних модулів [2]. Недоліком цього способу виготовлення світлоповертальних елементів, покритих люмінесцентними плівками, які люмінесцують в видимій області спектру під час опромінення їх видимим та ультрафіолетовим світлом є те, що створенні світлоповертальні елементи не мають видимого післясвітіння в разі розташування їх у темному місці. Недоліком цього способу є й те, що люмінесцентний матеріал з домішками органічного барвника характеризується обмеженою спектральною областю поглинання світла, яка може бути локалізована в межах УФ чи видимої частин спектрального інтервалу. Це свідчить про те, що ефективність перетворення падаючого світла в люмінесцентне обмежується здебільшого однією вузькою смугою поглинання в цьому діапазоні, що відповідає смузі поглинання матеріалу та його домішок. Це обмежує функціональні можливості цього способу через те, що збудження люмінесценції відбувається тільки завдяки поглинанню світла в цьому спектральному діапазоні. Це приводить до низького коефіцієнта перетворення падаючої світлової енергії від джерел транспортних засобів чи сонячного спектра в корисне люмінесцентне світіння люмінесцентного світлоповертального елементу. До недоліків цього способу виготовлення люмінесцентних світлоповертальних елементів слід віднести також і використання спеціального адгезійного матеріалу для з'єднання люмінесцентної плівки і відбиваючого призмового елемента. Покриття граней призмових елементів додатковим шаром призводить до невиконання умов повного внутрішнього відбивання для деякого сектору кутів падіння світла, що також обмежує ефективність світловідбивання. Іншим недоліком є те, що інтенсивність світлового потоку від розміщеного в темноті світлоповертального елемента спадає здебільшого по експоненціальному закону на протязі долі секунди, тобто світіння існує дуже короткий час. Подібні люмінесцентні світлоповертальні елементи здатні повертати світло тільки в обмеженому, до ± 30 градусів, к утовому інтервалі при опроміненні їх світлом, направленим перпендикулярно до поверхні стр уктури. На люмінесцентну ефективність барвникових матеріалів впливають також зовнішні чинники, і в першу чергу, інтенсивна складова УФ спектральної області сонячної радіації, особливо в літній період часу. Цей факт суттєво знижує надійність цього способу одержання люмінесцентних світлоповертальних елементів. Недоліком є й те, що даний метод потребує додаткових технологічних операцій, що збільшує його вартість. Задачею винаходу є підвищення ефективності світіння світлоповертальних елементів в широкому спектральному діапазоні, а також збільшення часу 5 84070 світіння до 4-3 годин після закінчення опромінення таких структур. Подібний ефект можливий завдяки застосуванню в якості люмінесцентного матеріалу неорганічних світлогенеруючих матеріалів. Цей спосіб базується на використанні запатентованої нами [3,4] технології виробництва мікропризмових світлоповертальних елементів, який включає процес нанесення на поверхню матеріалу рельєфної мікроструктури у вигляді пірамідальних виступів зі строго визначеними кутами та взаємною орієнтацією, з якої формується рельєфне мікро зображення на полімерному чи металевому матеріалі. Цю послідовність отримують методом нарізання на поверхні матеріалу канавок глибиною 100-200 мкм з поступовим збільшенням глибини різання. Це так званий перший етап виготовлення металевого штампу. Другий етап включає виготовлення нікелевого штампа методом гальванопластики, який слугує для тиражування полімерних копій в великих масштабах. Завершальним етапом є виготовлення світлоповертальних елементів є полімерного матеріалу, наприклад, з полікарбонату, полівінілхлориду або полі метилметакрилату, методами інжекційного лиття, чи термопресування на плоскій поверхні з використанням нікелевих штампів. Таким чином в результаті виконання цієї технологічної послідовності операцій можуть бути виготовленні високоефективні світлоповертальні структури з широким асортиментом їх використання. Для одержання люмінесцентних елементів з довготривалим післясвітінням приведена послідовність технологічного процесу в способі виготовлення призмових світлоповертальних елементів повинна бути розширена наступними кроками: 1) розчиненням світлогенеруючої неорганічної порошкоподібної суміші в органічних термостійких прозорих лаках; 2) одержанням люмінесцуючої плівки; 3) з'єднанням світлогенеруючої плівки з призмовими повертальними структурами. Шляхом експериментального підбору був вибраний кремній органічний лак для розчинення світлогенеруючих матеріалів, як найбільш оптимальний по своїм фізико-хімічним параметрам. Метод поливу на поверхню тонкої полімерної підкладки плівки термічно-стійкого лаку з добавками люмінесцентних світлогенеруючих матеріалів може бути застосований для одержання люмінесцентної плівки. Товщина такого люмінесцентного шару становить 20-70 мкм. В якості світлогенеруючих неорганічних матеріалів використовують: діалюміній тетраоксид кальцію з добавками триоксиду діалюмінію; алюмінат стронцію активований європієм та диспрозієм; алюмінат стронцію з добавками кальцію активований європієм та диспрозієм; сульфіди цинку та міді активовані диспрозієм, тулієм та європієм, та. ін. Одержані плівкові структури з світлогенеруючими домішками здатні люмінеспувати в синій, жовтій, оранжевій та червоній областях оптичного спектра в залежності від типу добавки. Крім цього світлогенеруючі матеріали здатні випромінювати світло і через 1-3 години після закінчення дії на них джерел світлової енергії автомобіля чи сонячного проміння; Таким чином, час роботи, запропонованих люмінесцентних призмових стр уктур, в темну пору дня може досягати до 3 6 годин. Він може бути збільшений шляхом ' застосування більш стабільних органічних матеріалів. Вибір світлогенеруючих матеріалів і органічних розчинників дає можливість задати необхідний колір світіння та його високий енергетичний вихід. Подібні люмінесцентні структури мають високу адгезійну стійкість до полімерних підкладок за рахунок кремній-органічних зв'язуючих розчинників. Кінцевим етапом є технологічний процес ефективного поєднання мікропризмових світлоповертальних елементів з люмінесцентними світлогенеруючими плівками, який базується на технології низькотемпературнопо зварювання тонких плівок люмінесцуючих матеріалів із підкладкою, на якій сформована мікропризмова структура. Таке герметичне зварювання забезпечує одержання люмінесцентної світлоповертальної структури, в якій грані мікропризм знаходяться в повітрі, що зберігає виконання умов для повного внутрішнього відбивання світла. Висока ефективність світіння в подібних структурах забезпечується як повним внутрішнім відбиванням світла на гранях мікропризмових елементів, так і ефективним накачуванням світлогенеруючих елементів світлом широкого спектрального діапазону від УФ до середнього 14 спектру, яким багате є, сонячне проміння і лампи розжарювання на транспортних засобах. Необхідно підкреслити, що спектр ближнього і середнього 14 діапазонів також спричинює накопичення світлової енергії і її випромінювання в видимій області за рахунок двохфо тонного чи антистоксового механізмів [5]. Такі світлоповертальні структури та елементи знайдуть широке застосування для оснащення автошляхів і автомагістралей, трас кабельних мереж, місць проведення аварійних і небезпечних робіт, в першу чергу підземних, а також в якості різноманітних попереджувальних та застережливих знаків, для контурного (габаритного) маркування великовантажних автомобілів, для оснащення спецодягу дорожніх працівників, працівників ДАІ, працівників аварійно-рятувальних служб, тощо. В разі масового виробництва подібні світлоповертальні елементи матимуть низьку собівартість, до того ж нанесення люмінесцентного матеріалу може відбуватися в межах існуючого технологічного процесу по виготовленні світлоповертальних структур, тобто не потребується розробка спеціального технологічного обладнання. Винахід базується на нових експериментальних результатах, в яких було встановлено, що при додаванні в кремнійорганічний лак неорганічних світлогенеруючих матеріалів і нанесенні цієї суміші на полімерні плівки, а також з'єднання цих плівок із світлоповертальними призмовими структурами шляхом термічного спаювання при опроміненні їх світлом ртутної лампи з довжиною хвилі 365 нм, джерелом широкого спектру лампи розжарювання, а також природнім сонячним спектром в області кутів відбивання світла гранями мікропризм спостерігається люмінесцентне світіння з максимальною інтенсивністю. На фіг. 1-3 зображено залежність інтенсивності люмінесценції світлоповертальної структури від часу її опромі 7 84070 нення для світлогенеруючих матеріалів, випромінюючих світло в зеленій, жовто-зеленій та червоній областях спектру. При опроміненні люмінесцентно-повертальної структури лампою розжарювання на протязі 10 хв інтенсивність люмінесценції зростає на 40-50 %, в порівнянні з 1 хв опроміненням. Після 10 хвилинного опромінення інтенсивність світіння досягає максиму і фактично не змінюється (Фіг. 1 ) . На Фіг. 1 показана залежність інтенсивності світіння люмінесцентного світлоповертального елемента як функції часу опромінення його лампою накалювання (температура розжарювання Т»3000 K): (1 - елемент зеленого кольору, 2 - елемент жовтого кольору, 3 - елемент червоного кольору). При опроміненні такої структури УФ світлом з l=365 нм спостерігається максимальне накопичення світлової енергії в перший момент опромінення люмінесцентного світлоповертального елементу(Фіг. 2). На Фіг. 2 зображено зміну інтенсивності світіння люмінесцентного світлоповертального елементу як функції часу опромінення УФ (l-365 нм) : 1 - чистий світлогенеруючий матеріал; 2 — елемент зеленого кольору, 3 - елемент жовтого кольору, 4 -елемент червоного кольору Сонячне світло спричиняє досить швидке насичення інтенсивності світіння, тобто інтенсивність люмінесценції є стабільною протягом всього часу опромінення (Фіг. 3). Фіг. 3. показує залежність інтенсивності світіння люмінесцентного світлоповертального елементу з часом після його опромінення сонцем (ISun=3000 Ix) : 1 - порошковий світлогенеруючий матеріал; 2 - елемент зеленого кольору, 3 - елемент жовтого кольору, 4 - елемент червоного кольору Вимірювання інтенсивності люмінесценції проводились з допомогою люксметра з чутливістю 0.1 лк, спектральна крива чутливості якого є аналогом чутливості усередненого людського ока. Як відомо спектральна чутливість ока максимальна для довжини хвилі l=555 нм. Цей факт необхідно враховувати при аналізі інтенсивності люмінесцентного світіння від люмінесцентних плівок різного кольору фіг. 1-3. Люксметр є найбільш чутливим до зеленого кольору і також досягає максимуму при l=555 нм. Одержанні залежності інтенсивності люмінесцентного світіння виготовлених запропонованим методом світлоповертальних елементів свідчать про ефективність і функціональні можливості винаходу. Іншою задачею винаходу є одержання довготривалого люмінесцентного післясвітіння, це відбувається за рахунок застосування світлогенеру 8 ючих стабільних з часом неорганічних матеріалів. На фіг. 4 зображено залежність спадання інтенсивності світіння з часом для люмінесцентних світлоповертальних елементів різного кольору після їх опромінення сонячним світлом на протязі 4 годин. Фіг. 4 відтворює спадання інтенсивності світіння люмінесцентного світлоповертального елемента з часом після його опромінення сонцем на протязі 4 годин (ISun=2300 Ix): 1 - елемент жовтого кольору; 2 - елемент червоного кольору, 3 - порошковий світлогенеруючий матеріал, 4 - елемент зеленого кольору. Як видно із експериментальних результатів, люмінесцентне світіння спостерігається на протязі 3 годин для елементу з зеленим спектром і на протязі 1.5 годин для елементу червоної області світіння. Експериментальні результати для чистого світлогенеруючого матеріалу свідчать, що час зарядки енергією може наближено бути рівним часу її віддачі в ви гляді видимого люмінесцентного післясвітіння. На фіг. 1-4 приведені також з метою порівняння експериментальні залежності для процесів насичення інтенсивності та її тривалості для порошкоподібних світлогенеруючи х матеріалів. Необхідно відмітити, що шляхом підбору органічних розчинників існує можливість збільшити як інтенсивність світіння, так і тривалість післясвітіння і довести ці величини до їх рівня в чистих світлогенеруючих матеріалах. Можливе також додавання до світлогенеруючих неорганічних матеріалів незначної кількості органічного барвника. В основу винаходу поставлено задачу підвищення надійності роботи люмінесцентних світлоповертальних елемпентів шляхом того, що спосіб їх виготовлення передбачає нанесення на тильну сторону плівки - покритої світлогенеруючими матеріалами відбиваючого металевого шару, який здійснює додаткові захисні функції по відношенню до дії зовнішнього середовища. Джерела інформації 1. Buoni et аі. Fluorescent yellow retroreflective sheeting. US Patent 6,531,205, March 11, 2003 (Avery Dennison Corporation, CA). 2. Kuykendall et al. Retroreflective luminescent articles. US Patent 6,656,566, December 2, 2003 (3M Company). 3. Патент України №74034 МПК 7G02B5/124, B32B3/00 , 17.10.2005 4. Патент України №71672 МПК 7G02B5/12, 15.12.2004 5. Ю.П. Чукова. Антистоксова люминесценция и новые возможности ее применения. M.: Сов. радио, 1980. 193 с. 9 Комп’ютерна в ерстка І.Скворцов а 84070 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of prism light0deflection elements with use of luminescent light-generating layers
Автори англійськоюKravets Vasyl Hryhorovych, Petrov Viacheslav Vasylovych, Shanoilo Semen Mykhailovych, Kriuchyn Andrii Andriiovych, Zenin Volodymyr Mykolaiovych, Hranat Oleh Ivanovych, Chyslov Denys Serhiiovych
Назва патенту російськоюСпособ изготовления призмовых светоповоротных элементов с использованием люминесцентных светогенерирующих слоев
Автори російськоюКравец Василий Григорьевич, Петров Вячеслав Васильевич, Шанойло Семен Михайлович, Крючин Андрей Андреевич, Зенин Владимир Николаевич, Гранат Олег Иванович, Числов Денис Сергеевич
МПК / Мітки
Мітки: виготовлення, використанням, спосіб, світлогенеруючих, люмінесцентних, елементів, шарів, призмових, світлоповертальних
Код посилання
<a href="https://ua.patents.su/5-84070-sposib-vigotovlennya-prizmovikh-svitlopovertalnikh-elementiv-z-vikoristannyam-lyuminescentnikh-svitlogeneruyuchikh-shariv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення призмових світлоповертальних елементів з використанням люмінесцентних світлогенеруючих шарів</a>
Спосіб виготовлення світлоповертальних елементів
Номер патенту: 80910
Опубліковано: 12.11.2007
Автори: Косско Ігор Олександрович, Косско Тетяна Гаврилівна
МПК: G02B 5/12
Мітки: елементів, світлоповертальних, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення світлоповертальних елементів, що включає процес формування на поверхні матеріалу рельєфної мікроструктури, виготовлення металічного штампа, причому формування світлоповертальних елементів здійснюють шляхом інжекційного лиття полімерного матеріалу на металічну поверхню штампа з рельєфною мікроструктурою з подальшою металізацією та покриттям захисним шаром, який відрізняється тим, що як матеріал використовують фоторезист, на...
Спосіб виготовлення призмоподібних світлоповертальних елементів
Номер патенту: 74034
Опубліковано: 17.10.2005
Автори: Войтенко Олександр Костянтинович, Шанойло Семен Михайлович, Бутенко Лариса Василівна, Майстренко Павло Володимирович, Гранат Олег Іванович, Петров В'ячеслав Васильович, Заболотний Віктор Олександрович, Ковальчук Анатолій Васильович, Ковтун Валерій Дмитрович, Крючин Андрій Андрійович, Зенін Володимир Миколайович
Мітки: елементів, спосіб, світлоповертальних, виготовлення, призмоподібних
Формула / Реферат:
1. Спосіб виготовлення призмоподібних світлоповертальних елементів, що включає нанесення на поверхню матеріалу рельєфної мікроструктури у вигляді пірамідальних виступів зі строго визначеними кутами та взаємною орієнтацією і перенесення рельєфної мікроструктури на полімерний матеріал, який відрізняється тим, що мікрорельєф наносять на поверхню матеріалу з поступовим збільшенням глибини різання за 2-7 проходів у кожному напрямку.2....
Спосіб виготовлення світлоповертальних елементів
Номер патенту: 71672
Опубліковано: 15.12.2004
Автори: Ковтун Валерій Дмитрович, Бутенко Лариса Василівна, Петров В'ячеслав Васильович, Шанойло Семен Михайлович, Зенін Володимир Миколайович, Войтенко Олександр Костянтинович, Крючин Андрій Андрійович
МПК: G02B 5/12
Мітки: спосіб, світлоповертальних, виготовлення, елементів
Формула / Реферат:
1. Спосіб виготовлення світлоповертальних елементів, що включає процес нанесення на металеву поверхню рельєфної мікроструктури у вигляді пірамідальних заглиблень зі строго визначеними кутами і взаємною орієнтацією, який відрізняється тим, що світлоповертальні елементи формують шляхом нанесення інжекційним литвом полімерного матеріалу на металеву поверхню з рельєфною мікроструктурою в єдиному технологічному циклі з подальшою металізацією та...
Тест-об’єкт люмінесцентних діагностичних досліджень
Номер патенту: 3692
Опубліковано: 15.12.2004
Автори: Бігуняк Наталя Володимирівна, Дем'яненко Василь Васильович, Мисула Юрій Ігорович, Гетманюк Ірина Богданівна
Мітки: люмінесцентних, тест-об'єкт, досліджень, діагностичних
Формула / Реферат:
Тест-об'єкт люмінесцентних діагностичних досліджень, виготовлений на основі природного бурштину, який відрізняється тим, що тест-об'єкт виконаний у вигляді моношару дрібнодисперсного порошку бурштину, нанесеного на смужку забарвленого у чорний колір носія, причому порошок бурштину закріплений на смужці носія за допомогою нефлюоресцентного клейового композиту.
Спосіб виготовлення бетонних армованих елементів (варіанти)
Номер патенту: 66073
Опубліковано: 15.04.2004
Автор: Білозір Віталій Володимирович
МПК: E04C 2/06
Мітки: виготовлення, бетонних, варіанти, спосіб, елементів, армованих
Формула / Реферат:
1. Спосіб виготовлення бетонних армованих елементів, який включає вивантаження фібробетонної суміші у форму або опалубку та ущільнення фібробетонної суміші, який відрізняється тим, що пристрій для подачі фібробетонної суміші, який має вихідний отвір з обмеженими розмірами, під час вивантаження фібробетонної суміші у форму або опалубку переміщують у напрямку, паралельному до напрямку внутрішніх розтягуючих зусиль, які виникають при...
Попередній патент: Пристрій для вимірювання струму
Наступний патент: Пристрій для виготовлення розгорток картонних паковань
Випадковий патент: Креслярський пристрій для відтворення кривих третього порядку