Спосіб виготовлення призмоподібних світлоповертальних елементів
Номер патенту: 74034
Опубліковано: 17.10.2005
Автори: Гранат Олег Іванович, Крючин Андрій Андрійович, Шанойло Семен Михайлович, Войтенко Олександр Костянтинович, Ковтун Валерій Дмитрович, Заболотний Віктор Олександрович, Майстренко Павло Володимирович, Бутенко Лариса Василівна, Петров В'ячеслав Васильович, Зенін Володимир Миколайович, Ковальчук Анатолій Васильович
Формула / Реферат
1. Спосіб виготовлення призмоподібних світлоповертальних елементів, що включає нанесення на поверхню матеріалу рельєфної мікроструктури у вигляді пірамідальних виступів зі строго визначеними кутами та взаємною орієнтацією і перенесення рельєфної мікроструктури на полімерний матеріал, який відрізняється тим, що мікрорельєф наносять на поверхню матеріалу з поступовим збільшенням глибини різання за 2-7 проходів у кожному напрямку.
2. Спосіб за п. 1, який відрізняється тим, що глибину проходів поступово зменшують.
3. Спосіб за п. 1, який відрізняється тим, що на поверхню матеріалу наносять заглиблення різної глибини, які утворюють напис або графічні елементи.
Текст
Винахід належить до технології створення оптичних захисних та декоративних елементів, які використовуються на транспортних засобах, авто шляха х, різних рухомих об'єктах. Світлоповертальні елементи широко застосовуються для виготовлення дорожніх знаків та покажчиків маркування автомобільних шля хів, за хисних елементів на спецодязі. Світлоповертальні елементи забезпечують відбиття світлового потоку в напрямку джерела випромінювання. Відомий спосіб виготовлення світлоповертальних елементів, який полягає у нанесенні на підкладку послідовності об'ємних призмовидних світлоповертальних елементів пірамідальним твердосплавним або алмазним інструментом та виготовлення копій світлоповертальних структур нм полімери и их матеріалах [1]. На першому етапі виготовляється металевий штамп із пірамідальними заглибленнями. Глибина заглиблень складає 0,06-0,075мм, а довжина ребер пірамід, що створюють об'ємні призмовидні світлоповертальні елементи - 0,09-1,3мм. Виготовлення металевого штампа також може бути багатоступеневим: на першому етапі заглиблення створюються алмазним інструментом па м'якому матеріалі (наприклад - алюміній), а потім методом гальванопластики виготовляють нікелевий штамп, яким здійснюється вже тиражування полімерних копій [1,2]. Недоліком цього способу-аналога є мала продуктивність, оскільки кожний призмовидний світлоповертальний елемент виготовляється незалежно від сусідніх і при нанесенні його на матрицю вона зупиняється. Враховуючи ι є. що на відбиваючій поверхні повинно бути розміщено сотні тисяч призмовидних елементів, такі зупинки призводять до значного збільшення часу (десятки годин) виготовлення навіть невеликих штампів. Відомий також, обраний як прототип, спосіб виготовлення світлоповертальних елементів, який полягає у нанесенні на підкладку послідовності об'ємних призмовидних світлоповертальних елементів шляхом нарізання ліній у трьох напрямках |2, 3]. Недоліками цього способу прототипу є неоднорідність та низький коефіцієнт відбиття світлоповертальних елементів за рахунок того, що частина зрізаного матеріалу залишається на поверхні штампу. Різання на відносно великі глибини 150-200мкм супроводжується коливанням різця тощо. Задачею винаходу є підвищення якості світлоповертальних елементів. Поставлена задача розв'язується таким чином, що у запропонованому способі виготовлення призмовидних світлоповертальних елементів, який включає процес нанесення на поверхню матеріалу рельєфної мікроструктури ν вигляді пірамідальних виступів зі строго визначеними кутами та взаємною орієнтацією, з якої формується рельєфне мікрозображення на полімерному матеріалі, цю послідовність отримують внаслідок нарізання на поверхні матеріалу канавок глибиною 1 00-200мкм з поступовим збільшенням глибини різання. На поверхню матеріалу наносять заглиблення різної глибини, які утворюють напис або графічні елементи. Висока якість кожного із світлоповертальних елементів, яка залежить, від чистоти обробки диска, котрий у подальшому технологічному циклі виконує роль штампа, досягається за рахунок того, що пірамідальні виступи формуються не за один, а за декілька проходів твердосплавного інструмента у кожному напрямку із поступовим збільшенням глибини різання. Кількість таких проходів у одному напрямку може досягати 2-7 разів, залежно від хіміко-фізичних особливостей того чи іншого матеріалу. Збільшення кількості проходів більш ніж 7 не доцільно, тому що не призводить до суттєвого покращення якості, але приводить до значного збільшення часу виготовлення. Мінімальна кількість проходів 2-3, залежно від матеріалу, дозволяє отримати суттєвий ефект. Оптимальне значення кількості проходів для таких металів як алюміній, срібло складає 4-5 разів. Глибина першого проходу складає 2>ЗОмкм, глибина наступних проходів 20-25мкм, глибина останнього проходу не більше 10мкм. Наступні етапи - це виготовлення світлоповертальних елементів па полімерному матеріалі інжекційним литвом або термопресуванням на диску з рельєфною мікроструктурою, металізація і покриття захисним полімерним шаром. Для підвищення технологічності процесу доцільно як матеріал штампа використовувати матеріали, які дозволяють здійснювати процес інжекційного литва після алмазного нарізання пірамідальних виступів: матеріалом диска, на якому створюються виступи, може бути алюміній, олово, срібло або їх сплави Рельєфну мікроструктуру на диску одержують твердосплавним інструментом, виготовленим із високою точністю. Товщина штампа може становити від 0,3мм до 5мм. Нижня межа товщини штампа визначається висотою пірамідальних виступів, яка складає 0,2-0,5мм, а верхня - конструктивними вимогами машин інжекційного литва. Діаметр штампа може мати значення від 80мм до 200мм. Процес металізації світлоповертальних елементів використовується безпосередньо після виготовлення литвом під тиском світлоповертальних елементів в єдиному те хнологічному циклі, що забезпечує високу якість світлоповертальних елементів. При використанні методу магнетронного напилення час металізації може складати 2-3с. Після металізації здійснюють покриття світлоповертальних елементів тонким захисним акриловим шаром, який полімеризується під дією ультрафіолетового випромінювання. Для забезпечення високої якості світлоповертальних елементів, яка визначається точністю дотримання кутови х розмірів пірамідальних виступів (одиниці кутових хвилин) пропонується використовува ти як матеріал світлоповертальних елементів полікарбонат або поліметилметакрилат. Здатність цих полімерних матеріалів зберігати кутові та лінійні розміри рельєфних мікроструктур доведена надійним тривалим використанням компакт-дисків, на яких рельєфні елементи мають лінійні розміри у 100-250 разів менше і складають 0,83,0мкм. На світловідбиваючих структурах лінійні розміри світлоповертальних елементів складають 100200мкм. Висока якість та продуктивність забезпечується також тим, що час інжекційного литва на диску вказаних розмірів (80-200мм) може складати 2,0-5,0с Збільшення діаметра штампів дозволяє виготовляти більші світлоповертальні структури, але ускладнюється процес литва. Загалом процес виготовлення призмовидних світлої світлоповертальних елементів за запропонованим методом близький до процесу виготовлення компакт-дисків з рельєфним представленням інформації (таким як СD-А, CD-ROM тощо), що дозволяє використовувати стандартні машини інжекційного литва, зокрема ті, які використовуються для литва компакт-дисків. Запропонований метод забезпечує високу продуктивність виготовлення світлоповертальних елементів. Час виготовлення металізованих, покритих захисним шаром світлоповертальних елементів загальною площею 100-120см 2 складає 2,5-3,5с При цьому забезпечується висока якість світлоповертальних елементів за рахунок збереження кутови х і лінійних розмірів під час тиражування світлоповертальних елементів. Джерела інформації 1. Патент СІЇ ІА № 5946134. МПК GO2BOO5/122. 1999. 2. Патент США № 3684348. МІ IK G02D005/1 2, 1972. 3. Патент США № 5585164. МПК В32В003/00, 1996.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a prismatic light-rotating element
Автори англійськоюPetrov Viacheslav Vasyliovych, Shanoilo Semen Mykhailovych, Hranat Oleh Ivanovych, Butenko Larysa Vasylivna, Kriuchyn Andrii Andriiovych, Zenin Volodymyr Mykolaiovych, Maistrenko Pavlo Volodymyrovych
Назва патенту російськоюСпособ изготовления призматического световращающего элемента
Автори російськоюПетров Вячеслав Васильевич, Шанойло Семен Михайлович, Гранат Олег Иванович, Бутенко Лариса Васильевна, Крючин Андрей Андреевич, Зенин Владимир Николаевич, Майстренко Павел Владимирович
МПК / Мітки
Мітки: виготовлення, призмоподібних, спосіб, світлоповертальних, елементів
Код посилання
<a href="https://ua.patents.su/2-74034-sposib-vigotovlennya-prizmopodibnikh-svitlopovertalnikh-elementiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення призмоподібних світлоповертальних елементів</a>
Спосіб виготовлення світлоповертальних елементів
Номер патенту: 71672
Опубліковано: 15.12.2004
Автори: Крючин Андрій Андрійович, Бутенко Лариса Василівна, Шанойло Семен Михайлович, Войтенко Олександр Костянтинович, Зенін Володимир Миколайович, Петров В'ячеслав Васильович, Ковтун Валерій Дмитрович
МПК: G02B 5/12
Мітки: виготовлення, елементів, спосіб, світлоповертальних
Формула / Реферат:
1. Спосіб виготовлення світлоповертальних елементів, що включає процес нанесення на металеву поверхню рельєфної мікроструктури у вигляді пірамідальних заглиблень зі строго визначеними кутами і взаємною орієнтацією, який відрізняється тим, що світлоповертальні елементи формують шляхом нанесення інжекційним литвом полімерного матеріалу на металеву поверхню з рельєфною мікроструктурою в єдиному технологічному циклі з подальшою металізацією та...
Спосіб виготовлення теплообмінних елементів
Номер патенту: 4649
Опубліковано: 17.01.2005
Автор: Мітюхін Федір Петрович
МПК: B21D 53/02
Мітки: виготовлення, елементів, спосіб, теплообмінних
Формула / Реферат:
Спосіб виготовлення теплообмінних елементів, який включає підрізання шару матеріалу на поверхні теплообмінника та відгинання ребер, що утворюються, який відрізняється тим, що відгинання ребер здійснюють з постійними кутом відгинання та швидкістю підрізання різальним інструментом, виконаним з роликом, що обертається на ньому.
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів
Номер патенту: 34902
Опубліковано: 15.03.2001
Автори: Погребний Микола Іванович, Савчук Костянтин Миколайович
МПК: F22D 1/00
Мітки: трубчастих, економайзерів, спосіб, виготовлення, елементів, теплообмінних
Формула / Реферат:
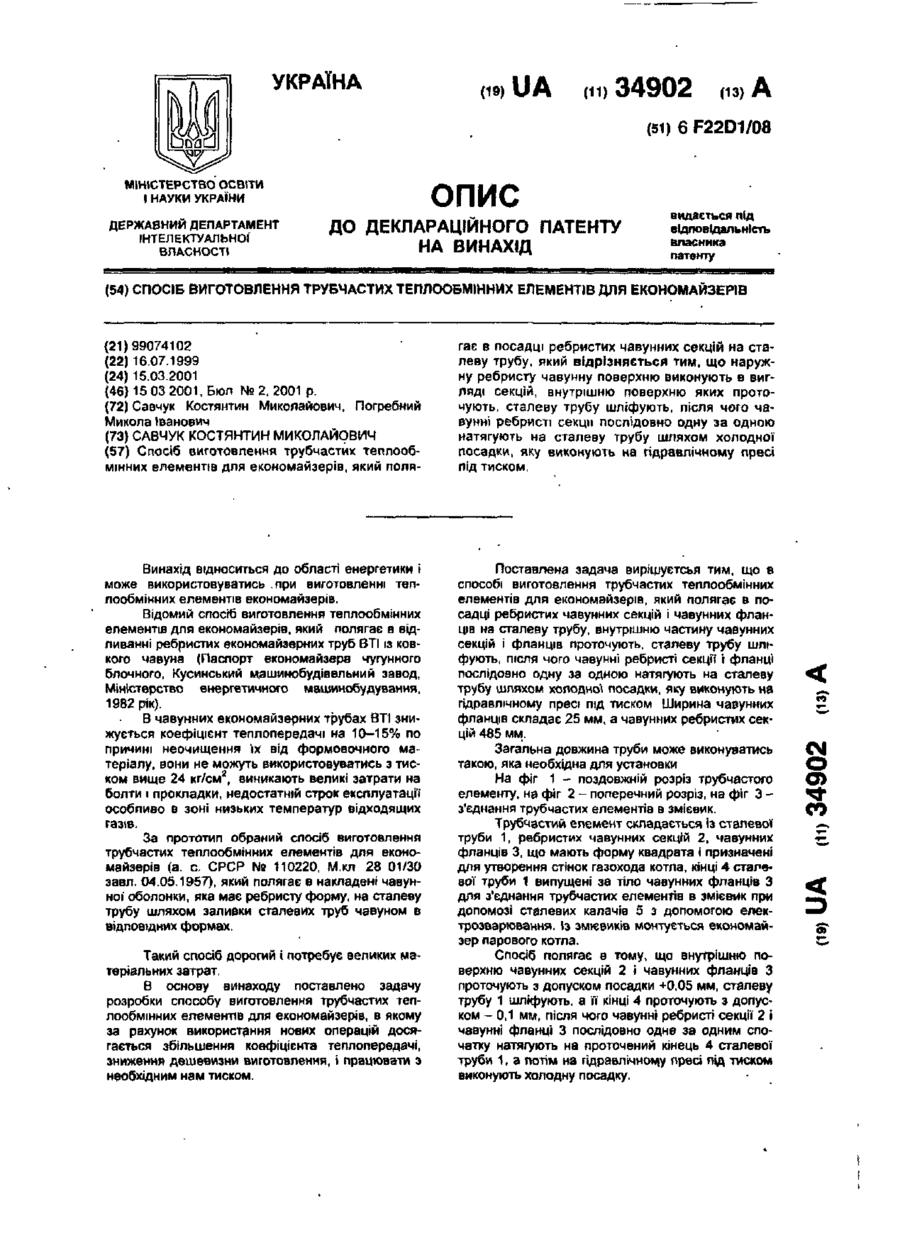
Спосіб виготовлення трубчастих теплообмінних елементів для економайзерів, який полягає в посадці ребристих чавунних секцій на сталеву трубу, який відрізняється тим, що наружну ребристу чавунну поверхню виконують в вигляді секцій, внутрішню поверхню яких проточують, сталеву трубу шліфують, після чого чавунні ребристі секції послідовно одну за одною натягують на сталеву трубу шляхом холодної посадки, яку виконують на гідравлічному пресі під...
Спосіб виготовлення бетонних армованих елементів (варіанти)
Номер патенту: 66073
Опубліковано: 15.04.2004
Автор: Білозір Віталій Володимирович
МПК: E04C 2/06
Мітки: спосіб, бетонних, варіанти, елементів, армованих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення бетонних армованих елементів, який включає вивантаження фібробетонної суміші у форму або опалубку та ущільнення фібробетонної суміші, який відрізняється тим, що пристрій для подачі фібробетонної суміші, який має вихідний отвір з обмеженими розмірами, під час вивантаження фібробетонної суміші у форму або опалубку переміщують у напрямку, паралельному до напрямку внутрішніх розтягуючих зусиль, які виникають при...
Спосіб виготовлення дифракційних елементів та елементів пристроїв інтегральної оптики
Номер патенту: 17250
Опубліковано: 01.04.1997
Автори: Олексенко Павло Феофанович, Камуз Олександр Михайлович, Овсянніков Евген Юрійович, Сизов Федір Федорович
Мітки: дифракційних, інтегральної, оптики, елементів, спосіб, пристроїв, виготовлення
Формула / Реферат:
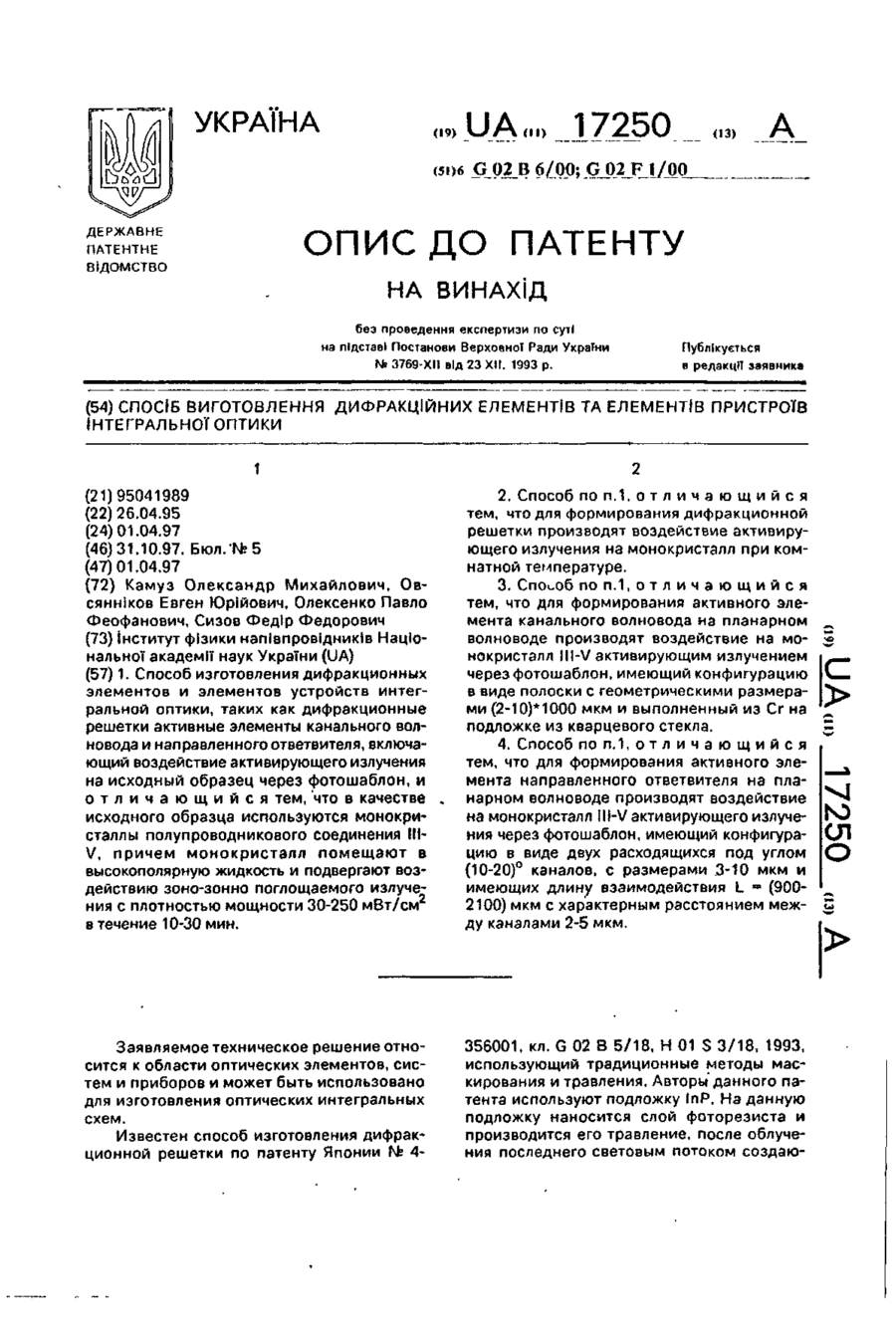
1. Способ изготовления дифракционных элементов и элементов устройств интегральной оптики, таких как дифракционные решетки активные элементы канального волновода и направленного ответвителя, включающий воздействие активирующего излучения на исходный образец через фотошаблон, и отличающийся тем, что в качестве исходного образца используются монокристаллы полупроводникового соединения III - V, причем монокристалл помещают в высокополярную...
Попередній патент: Навіска комбайна
Наступний патент: Пристрій для контролю ресурсу групи комутаційних апаратів
Випадковий патент: Фармацевтичний розчин арипіпразолу для внутрішнього вживання