Пристрій для нанесення мастила на зовнішні поверхні валків прокатних клітей
Формула / Реферат
1. Пристрій для нанесення мастил на зовнішню поверхню валків у прокатних клітях для прокатки штаб, зокрема, багатовалкових клітях з опорними і робочими валками (SW; AW), в якому мастила наносяться відповідно на зовнішню поверхню робочих валків (AW), що контактують зі штабою (WB), і це нанесення мастила здійснюється наносними валками (ATW), що притискаються до зовнішньої поверхні робочого валка (AW), або обертовими нескінченними стрічками (ЕВ), на зовнішню поверхню яких наноситься мастило за допомогою занурених валків, занурених у ванну (TW) занурення, яка містить мастило, і/або розпилювальних пристроїв, відцентрових пристроїв і/або проміжних валків, який відрізняється тим, що занурені валки і/або розпилювальні пристрої, відцентрові пристрої, проміжні валки або нескінченні стрічки виконані з можливістю регульованого переміщення паралельно осі робочих валків при нанесенні мастила на вибрані ділянки зовнішньої поверхні робочих валків (AW).
2. Пристрій за п. 1, який відрізняється тим, що згаданий відцентровий пристрій складається з щіткового валка (BW), який взаємодіє із зовнішньою поверхнею зануреного валка і вісь якого паралельна до осі зануреного валка, причому щітковий елемент (BE) щіткового валка зчищає мастило з зовнішньої поверхні зануреного валка у напрямку проміжного валка і робочого валка.
3. Пристрій за п. 1, який відрізняється тим, що при застосуванні обертової нескінченної стрічки з подаванням на її поверхню мастила шляхом розпилення передбачена пара затискних роликів (QR), які впливають на зовнішню поверхню і внутрішню поверхню стрічки з можливістю регулювання тиску.
4. Пристрій за п. 1, який відрізняється тим, що між згаданими розпилювальним або відцентровим пристроєм і проміжним валком паралельно його осі обертання розташована пересувна заслінка.
5. Пристрій за п. 1, який відрізняється тим, що наносні валки (ATW) покриті еластичним матеріалом, який всмоктує суспензії або пастоподібні матеріали.
6. Пристрій за п. 1 або за п. 2, який відрізняється тим, що згадані наносний валок (ATW), проміжний валок (ZÜW), передавальний валок (ÜW), розпилювальна форсунка (SPD)
сумісно розташовані на відповідному тримачі, причому тримачі розташовані з можливістю переміщення як згруповані пари з положення в ділянці кожного робочого валка (AW), зверху відповідних поздовжніх кромок (WBR) штаби (WB) в напрямку паралельно до осі обертання робочого валка (AW) і з можливістю переміщення один до одного і один від одного.
7. Пристрій за п. 6, який відрізняється тим, що тримач або тримачі виконані як окремі і знімні касети, які приєднуються до прокатної кліті.
8. Пристрій за п. 6, який відрізняється тим, що тримач або тримачі і/або один або більше валків оснащені приводом зворотно-поступального руху паралельно до згаданої осі обертання.
9. Пристрій за п. 6, який відрізняється тим, що згадані наносний валок (ATW) і проміжний валок (ZÜW) мають різні осьові довжини.
Текст
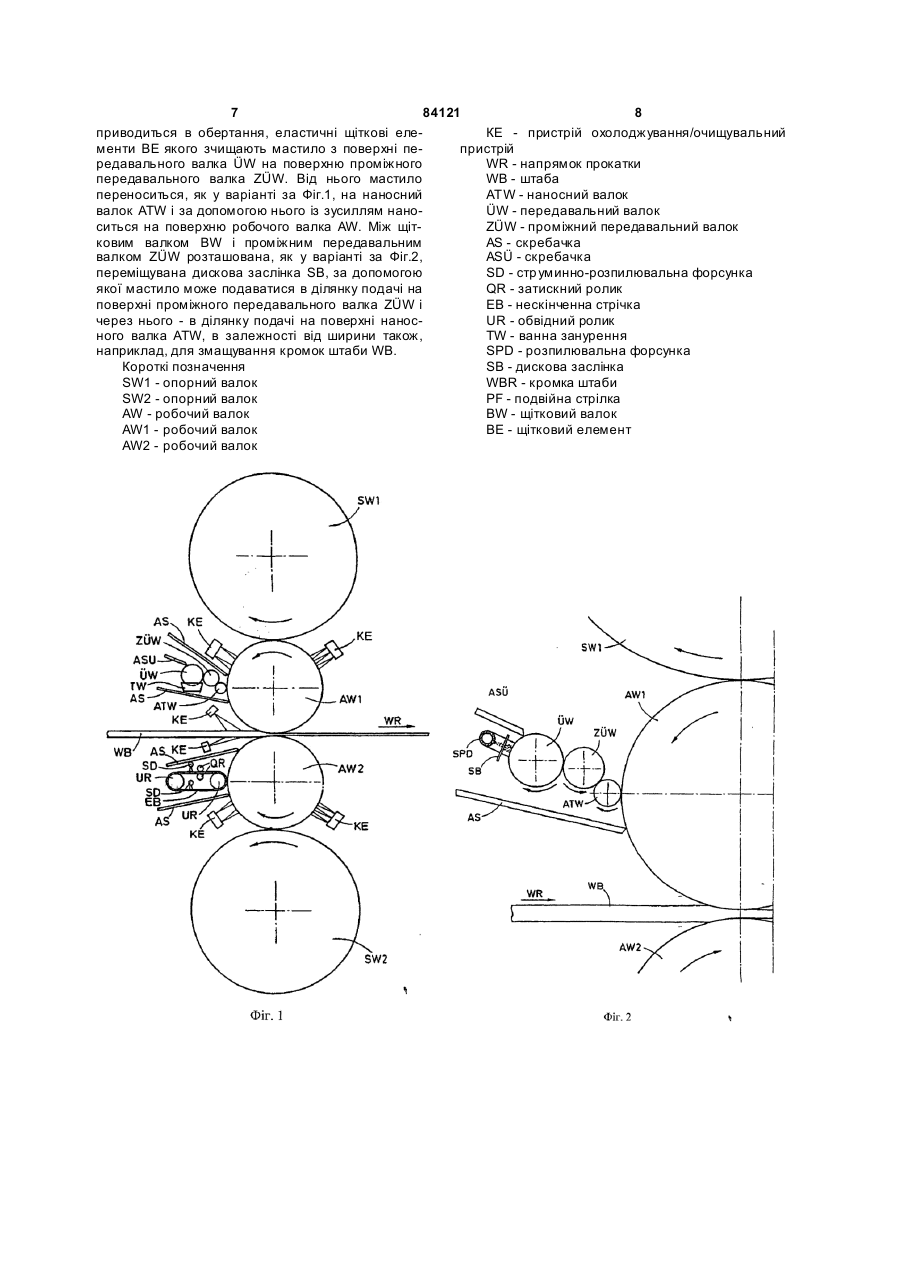
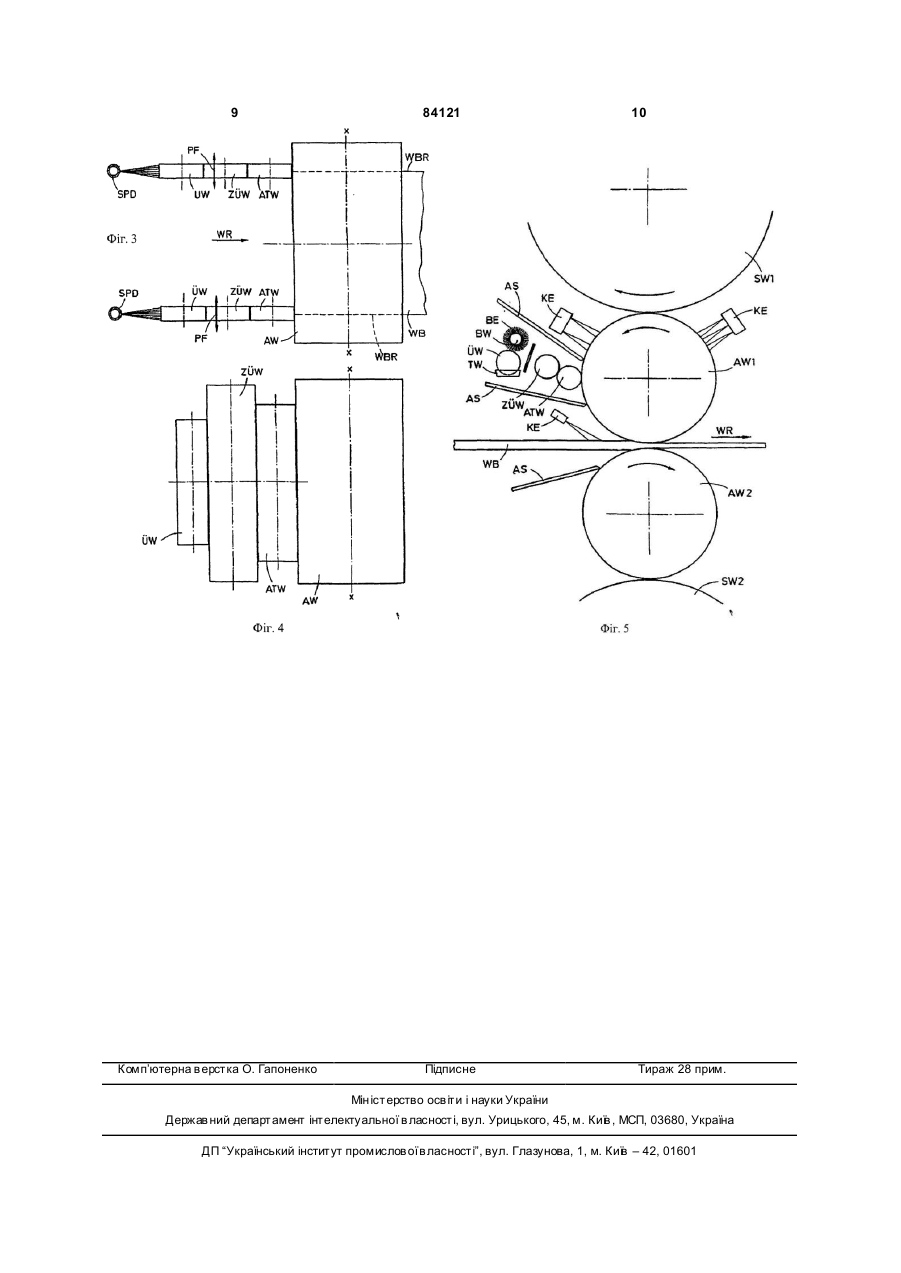
1. Пристрій для нанесення мастил на зовнішню поверхню валків у прокатних клітях для прокатки штаб, зокрема, багатовалкових клітях з опорними і робочими валками (SW; AW), в якому мастила наносяться відповідно на зовнішню поверхню робочих валків (AW), що контактують зі штабою (WB), і це нанесення мастила здійснюється наносними валками (ATW), що притискаються до зовнішньої поверхні робочого валка (AW), або обертовими нескінченними стрічками (ЕВ), на зовнішню поверхню яких наноситься мастило за допомогою занурених валків, занурених у ванну (TW) занурення, яка містить мастило, і/або розпилювальних пристроїв, відцентрових пристроїв і/або проміжних валків, який відрізняється тим, що занурені валки і/або розпилювальні пристрої, відцентрові пристрої, проміжні валки або нескінченні стрічки виконані з можливістю регульованого переміщення паралельно осі робочих валків при нанесенні мастила на вибрані ділянки зовнішньої поверхні робочих валків (AW). 2. Пристрій за п. 1, який відрізняється тим, що згаданий відцентровий пристрій складається з щіткового валка (BW), який взаємодіє із зовнішньою поверхнею зануреного валка і вісь якого па C2 2 (19) 1 3 84121 4 помогою якого мастила наносяться відповідно на внішню поверхню робочих валків, що контактують зовнішню поверхню робочого валка, що контактує зі штабою, і це нанесення мастила здійснюється зі штабою, яка прокатується, і нанесення мастила наносними валками, що притискаються до зовнішздійснюється наносними валками, виконаними з ньої поверхні робочого валка, або обертовими можливістю притискання до зовнішньої поверхні нескінченними стрічками, на зовнішню поверхню робочого валка, або обертовими нескінченними яких наноситься мастило за допомогою занурених стрічками, на зовнішню поверхню яких наноситься валків, занурених у ванну занурення, яка містить мастило за допомогою занурених валків, розпилюмастило і/або розпилювальних пристроїв, відцентвального пристрою, відцентрового пристрою або рових пристроїв або проміжних валків, занурені пристрою проміжного валка. валки і/або розпилювальні пристрої, відцентрові Пристрої такого типу були відомі у численних пристрої, проміжні валки або нескінченні стрічки формах виконання. Так [патент США 1,634,258] виконані з можливістю регульованого переміщенпоказує дуо-горизонтальну прокатну кліть, в якій ня паралельно осі робочих валків при нанесенні перед кожним валком розміщений наносний валок, мастила на вибрані ділянки зовнішньої поверхні виконаний з еластичного матеріалу, що притискаробочих валків. Згаданий відцентровий пристрій ється до їх зовнішньої поверхні, на поверхню якого складається з щіткового валка, який взаємодіє із подається з декількох розпилювальних форсунок зовнішньою поверхнею зануреного валка, і вісь мастило, яке потім буде перенесене з поверхні якого паралельна до осі зануреного валка, причоцього наносного валка на поверхню горизонтальму щітковий елемент щіткового валка зчищає масних валків. У [заявці Японії 60227096] описаний тило з зовнішньої поверхні зануреного валка у тримач змащувальних валків, що переміщається напрямку проміжного валка і робочого валка. При радіально по відношенню до поверхні робочого застосуванні обертової нескінченної стрічки з повалка, а у [патенті США 4,272,976] описані розтадаванням на її поверхню мастила шляхом розпишовані спереду і ззаду робочих валків чотириваллення передбачена пара затискних роликів, які кової прокатної кліті розпилювальні форсунки з впливають на зовнішню поверхню і вн утрішню попритискними валками, які розподіляють нанесене верхню стрічки з можливістю регулювання тиску. А розпилювальними форсунками на поверхню робоміж згаданими розпилювальним або відцентровим чих валків мастило, і з вентиляторами холодного пристроєм i, проміжним передавальним валком повітря, які подають на валки холодне повітря. паралельно його осі обертання розташована пеВідповідно до [заявки Японії 57137010] було заресувна заслінка. Наносні валки покриті еластичпропоновано наносити мастило на зовнішню повеним матеріалом, який всмоктує суспензії або пасрхню робочих валків чотиривалкової прокатної топодібні матеріали. Наносний валок, проміжний кліті за рахунок того, що між робочим валком і завалок, передавальний валок, розпилювальні форнуреним валком, поміщеним у відкриту ємність з сунки сумісно розташовані на відповідному тримамастилом, розташований передавальний валок, чі, причому тримачі розташовані з можливістю який приймає мастило від поверхні зануреного переміщення як згруповані пари з положення в валка і наносить на поверхню робочого валка. І, ділянці кінців кожного робочого валка, зверху віднарешті, з [авторського свідоцтва CPCP 532417] повідних поздовжніх кромок штаби до осі обертанвідоме рішення, відповідно до якого нескінченна ня робочого валка і назад, і з можливістю перемістрічка проводиться за допомогою напрямних і щення один до одного і один від одного. При натяжних роликів через ємність з мастилом і потім цьому тримач або тримачі виконані як окремі і знізмоченою мастилом стороною - по робочому валку мні касети, які приєднуються до прокатної кліті, і прокатної кліті. тримач або тримачі і/або один або більше валків За допомогою даних пристроїв відповідно оснащені приводом зворотно-поступального руху завжди вся ширина зовнішньої поверхні робочих паралельно до осі обертання. А згадані наносний валків покривається мастилом, і потрібні особливі валок і проміжний валок мають різні осьові довжипідготовчі операції, щоб запобігти безладному пони. паданню води з пристрою для охолоджування За допомогою описаних форм виконання припрокатної кліті на ділянку нанесення мастила на строю, що відповідає винаходу, можна одержати зовнішню поверхню робочих валків над і під штадуже рівномірний, за необхідності локально визнабою прокатки. До того ж потрібна особлива, кероченим чином обмежений розподіл мастила на зоввана скребачка, розташування і принцип дії якої, нішній поверхні робочого валка і, отже, однорідний особливо під штабою, що проходить, часто зумоврозподіл величини тертя. Мастило може також лює проблеми і завжди потребує кваліфікованого точно дозуватися, що приводить до значного знитехнічного обслуговування. ження його витрати. Проміжні передавальні валки В основі винаходу лежить задача створити між передавальним валком і наносним валком пристрій для нанесення мастила на зовнішні повеможуть ще більше посилити даний ефект. Покритрхні робочих валків прокатної кліті, який дозволяє тя валків, зокрема наносного валка, еластичним усун ути дані недоліки і виключити згадані проблематеріалом, який всмоктує суспензії або пастопоми. дібний матеріал, приводить при притисканні до Дана задача вирішується за рахунок того, що зовнішньої поверхні робочого валка, наприклад, згідно з запропонованим винаходом у пристрої для до того, що водяна плівка, що є на цій зовнішній нанесення мастил на зовнішню поверхню валків у поверхні, продавлюється, і тим самим мастило прокатних клітях для прокатки штаб, зокрема, баможе надійно наноситися на зовнішню поверхню гатовалкових клітях з опорними і робочими валкаробочого валка. Нерівномірності, які можуть виними, в якому мастила наносяться відповідно на зокати у процесі прокатного виробництва на поверх 5 84121 6 ні робочого валка, можуть бути при цьому зглапоказаний на кресленні розпилювальний пристрій джені і тим самим усунені. За допомогою частководля мастила. Над і під наносним валком ATW раго нанесення можна відповідно до потреб дозовазом з проміжним передавальним валком ZÜW, но встановлювати значення ширини шарів передавальним валком ÜW, а також ванною TW мастила, що наноситься на зовнішню поверхню занурення, розташовані скребачки AS, які впливаробочого валка, а також значення їх товщини. ють на зовнішню поверхню робочого валка AW1. Розташування наносного валка і передавальЩе одна скребачка ASÜ, яка переміщається параних валків на тримачі, що переміщується поперелельно до осі обертання робочого валка AW1, чно до осі обертання робочого валка, не тільки прилягає до поверхні передавального валка ÜW. поліпшує розподіл мастила на зовнішній поверхні На зовнішню поверхню іншого робочого валка робочого валка, але й може використовуватися AW2, під штабою прокатки WB впливає нескінчендля змащування кромок штаби, щоб зменшити на стрічка EB, яка складається з еластичного мазнос кромок і поліпшити профіль штаби. теріалу, що всмоктує мастило, і охоплює пару обНакопичення мастила на певних ділянках зоввідних роликів UR. На повернені вгору і вниз нішньої поверхні робочого валка, якого звичайно поверхні цієї нескінченної стрічки EB через струнеможливо уникнути, усувається відповідно до минно-розпилювальні форсунки SD подається винаходу зворотно-поступальним рухом тримача мастило, і верхня гілка стрічки проходить у зазорі наносних і/або передавальних валків. Наступна між парою затискних роликів QR. Над і під цією перевага виконання пристрою, який відповідає конструкцією також розташовані скребачки AS, що винаходу, полягає у тому, що не виникає жоднихвпливають на зовнішню поверхню робочого валка втрат мастила внаслідок ефектів розбризкування. AW2. При прокатці штаби у реверсивному режимі потріРозташування наносного валка ATW, проміжбне тільки розташування пристрою на одній стоного передавального валка ZÜW і передавального роні прокатної кліті, у той час як у відомому зазнавалка ÜW на Фіг.2 відповідає зображеному на Фіг.1 ченому ви ще методі розпилення відповідні кресленню з тим доповненням, що на передаварозпилювальні форсунки повинні передбачатися з льний валок ÜW впливає розпилювальна форсунобох сторін прокатної кліті. На відміну від нього, ка SPD, у розпилювальному струмені якої розтаможуть встановлюватися і застосовуватися додатшована дискова заслінка SB, яка переміщається кові пристрої охолоджування для робочого валка, паралельно до осі обертання передавального ваякі працюють з форсункою, що розпилює воду, а лка ÜW, за допомогою якої може визначатися і, за також очищувальні пристрої. необхідності, змінюватися ділянка для подачі масВинахід пояснюється далі, на кресленнях, що тила на поверненій до розпилювальної форсунки зображають варіанти здійснення винаходу. SPD частині зовнішньої поверхні передавального Показано: валка ÜW. Це також може бути досягнуто за допона Фіг.1 - радіальний розріз валків багатовалмогою скребачки ASÜ, що прикладається до зовкової кліті з двома різними формами виконання нішньої поверхні передавального валка ÜW, і при пристрою у схематичному зображенні; цьому регулюється товщина мастила, що нанона Фіг.2 - вигляд частини Фіг.1 з іншою форситься. мою виконання пристрою у збільшеному масштабі; У варіанті відповідно до Фіг.3 наносний валок на Фіг.3 - горизонтальна проекція ще однієї ATW, проміжний передавальний валок ZÜW, пеформи виконання пристрою у схематичному зоредавальний валок ÜW і розпилювальна форсунка браженні; SPD розташовані разом на відповідному не покана Фіг.4 - горизонтальна проекція ще однієї заному детально тримачі, який може зміщуватися форми виконання пристрою, що відповідає зобрау напрямку подвійної стрілки PF паралельно до осі женню на Фіг.3; обертання х-x робочого валка AW. Тримачі з вална Фіг.5 - наступна форма виконання пристрою ками і відповідною розпилювальною форсункою у схематичному зображенні. можуть зсуватися із зображеного положення над Як видно з Фіг.1, спрощено представлена бавідповідними кромками WBR штаби WB паралельгатовалкова кліть має два опорних валки SW1 і но до осі обертання х-х робочого валка AW у наSW2, кожний з яких з'єднаний з робочим валком прямку один до одного і один від одного і дозвоAW1l або AW2. Обидва робочі валки AW1 і AW2 за ляють при цьому подавати мастило, зокрема в рахунок фрикційного приводу від опорних валків ділянку кромок, але також і в інші ділянки штаби. SW1 і SW2 у напрямку стрілки переміщаються і Якщо з виробничих причин в ділянках валків впливають на штабу WB, що рухається у напрямку накопичується мастило, що наноситься, то це, прокатки WR; їх зовнішні поверхні зазнають впливнаслідок викликаного цим нерівномірного розпову від пристрою охолоджування або очищувальноділу мастила, може привести до проблем руху го пристрою КE. штаби. Щоб досягти рівномірної товщини покриття Переміщувана у напрямку прокатки WR зовніабо плівки на валках, валки можуть рухатися звошня поверхня робочого валка AW1 контактує з ротно-поступально у напрямку своєї осі обертаннаносним валком ATW, який розміщений після ня. Це може здійснюватися для одного або декільпроміжного передавального валка ZÜW і передакох валків. Узгоджені між собою довжини валків вального валка ÜW. Дані валки знаходяться у ÜW, ZÜW і ATW сприяють рівномірному розподілу фрикційному зачепленні один з одним, а передамастила, що надходить. вальний валок ÜW частково занурений у ванну TW У варіанті з передавальним валком ÜW відпозанурення, яка містить мастило. На місці ванни відно до Фіг.5, над цим валком і його ванною TW TW занурення може бути також розташований не занурення розташований щітковий валок BW, що 7 84121 8 приводиться в обертання, еластичні щіткові елеКE - пристрій охолоджування/очищувальний менти BE якого зчищають мастило з поверхні пепристрій редавального валка ÜW на поверхню проміжного WR - напрямок прокатки передавального валка ZÜW. Від нього мастило WB - штаба переноситься, як у варіанті за Фіг.1, на наносний ATW - наносний валок валок ATW і за допомогою нього із зусиллям наноÜW - передавальний валок ситься на поверхню робочого валка AW. Між щітZÜW - проміжний передавальний валок ковим валком BW і проміжним передавальним AS - скребачка валком ZÜW розташована, як уваріанті за Фіг.2, ASÜ - скребачка переміщувана дискова заслінка SB, за допомогою SD - стр уминно-розпилювальна форсунка якої мастило може подаватися в ділянку подачі на QR - затискний ролик поверхні проміжного передавального валка ZÜW і EB - нескінченна стрічка через нього - в ділянку подачі на поверхні наносUR - обвідний ролик ного валка ATW, в залежності від ширини також, TW - ванна занурення наприклад, для змащування кромок штаби WB. SPD - розпилювальна форсунка Короткі позначення SB - дискова заслінка SW1 - опорний валок WBR - кромка штаби SW2 - опорний валок PF - подвійна стрілка AW - робочий валок BW - щітковий валок AW1 - робочий валок BE - щітковий елемент AW2 - робочий валок 9 Комп’ютерна в ерстка О. Гапоненко 84121 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for applying lubricants on peripheral surfaces of rollers in roll stands
Автори англійськоюLehr Andreas, Kipping, Matthias
Назва патенту російськоюУстройство для нанесения масла на внешние поверхности валков прокатных клетей
Автори російськоюЛер Андреас, Киппинг Маттиас
МПК / Мітки
МПК: B21B 27/06
Мітки: прокатних, нанесення, пристрій, мастила, поверхні, зовнішні, клітей, валків
Код посилання
<a href="https://ua.patents.su/5-84121-pristrijj-dlya-nanesennya-mastila-na-zovnishni-poverkhni-valkiv-prokatnikh-klitejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення мастила на зовнішні поверхні валків прокатних клітей</a>
Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Плугатар Віктор Семенович, Тіунов Володимир Миколайович, Ільїн Володимир Петрович
МПК: B21B 31/00
Мітки: клітей, валків, спосіб, прокатних, пристрій, заміни, опорних, робочих, кварто, здійснення
Формула / Реферат:
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до...
Пристрій для рифлення прокатних валків
Номер патенту: 62302
Опубліковано: 15.12.2003
Автори: Сатонін Олександр Володимирович, Бігунов Олександр Олександрович, Роганов Лев Леонідович, Карнаух Сергій Григорович
МПК: B21H 7/00
Мітки: рифлення, прокатних, валків, пристрій
Формула / Реферат:
Пристрій для рифлення прокатних валків складається з корпуса, у якому на осях встановлені накатні ролики, механізму подовжнього переміщення пристрою уздовж осі валка і притиску накатних роликів до робочих валків, який відрізняється тим, що механізм переміщення виконаний у вигляді гвинтової пари, що складається з привідного ролика і нерухомого гвинта, який закріплений у станині прокатної кліті, а функцію механізму притиску виконує натискний...
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Вербицький Валерій Абрамович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович
МПК: B21B 1/00
Мітки: спосіб, поверхні, прокатних, зміцнення, валків
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб охолодження прокатних валків

Номер патенту: 20860
Опубліковано: 15.02.2007
Автори: Огей Віктор Іванович, Негрій Сергій Дмитрович, Шебаніц Едуард Миколайович, Дьяченко Сергій Миколайович, Дригін Олександр Іванович, Хворов Костянтин Миколайович, Куракін Юрій Миколайович, Омельяненко Миколай Іванович
МПК: B21B 27/06
Мітки: охолодження, валків, спосіб, прокатних
Формула / Реферат:
Спосіб охолодження прокатних валків, що включає охолодження верхнього прокатного валка шляхом подачі охолоджувача з боку входу і з боку виходу металу з валків, який відрізняється тим, що при реверсивній прокатці металу охолоджувач на верхній прокатний валок подають окремо тільки з боку виходу металу з валків і одночасно утворюють над верхнім прокатним валком ізолюючу повітряну завісу, а під час пауз у прокатці охолоджувач на верхній прокатний...
Пристрій для охолодження прокатних валків
Номер патенту: 58178
Опубліковано: 15.07.2003
Автори: Білий Микола Павлович, Кокшаров Олександр Миколайович, Бруханський Володимир Миколайович, Касяненко Василь Григорович, Теряєв Олександр Митрофанович, Спіняков Віктор Костянтинович, Лясов Володимир Григорович, Корінь Андрій Олександрович
МПК: B21B 27/06
Мітки: охолодження, валків, прокатних, пристрій
Формула / Реферат:
1. Пристрій для охолодження прокатних валків, що містить приєднаний до патрубка для підведення охолоджувача колектор з установленими на ньому соплами, який відрізняється тим, що сопла встановлені зі змінною, що збільшується по ходу обертання валка, відстанню між ними і змінним, що збільшується по ходу обертання валка, кутом нахилу осей сопел до нормалі охолоджуваного валка, причому перші по ходу обертання валка сопла встановлені із...
Попередній патент: Спосіб стискання кодованого зображення на основі аналізу перепадів яскравості
Наступний патент: Спосіб закладки камери
Випадковий патент: Пристрій для проведення аварійно-рятувальних робіт