Спосіб ремонту стальних трубопроводів
Номер патенту: 84769
Опубліковано: 25.11.2008
Автори: Федорович Ярослав Теодорович, Рудко Володимир Васильович, Федорович Ігор Ярославович, Полутренко Мирослава Степанівна, Крижанівський Євстахій Іванович
Формула / Реферат
Спосіб ремонту стальних трубопроводів, що включає відновлення дефектних ділянок, очищення поверхні трубопроводу від пошкодженого покриття, нанесення багатошарового захисного покриття, який відрізняється тим, що після очищення поверхні трубопроводу від пошкодженого покриття її піддають пластичному деформуванню, яке здійснюють піскоструменевою обробкою, для чого на поверхню металу труби через сопло діаметром до 10 мм подають кварцовий пісок на відстані 70-150 мм від сопла з кутом нахилу струменя піску до поверхні в межах 70-90º протягом 60 с, після чого поверхню металу покривають ґрунтовкою, в склад якої входять бітумно-полімерна мастика, інгібітор корозії – біоцид ″В″ і неетилований бензин при такому співвідношенні компонентів, мас. %:
бітумно-полімерна мастика
33,11
інгібітор корозії – біоцид ″В″
0,66
неетилований бензин
66,23,
а після висихання ґрунтовки наносять модифіковану мастику, в склад якої входять бітумно-полімерна мастика та інгібітор корозії – біоцид ″Г″ при такому співвідношенні компонентів, мас. %:
бітумно-полімерна мастика
99,95
інгібітор корозії – біоцид ″Г″
0,05,
після чого накладають ізоляційну стрічку.
Текст
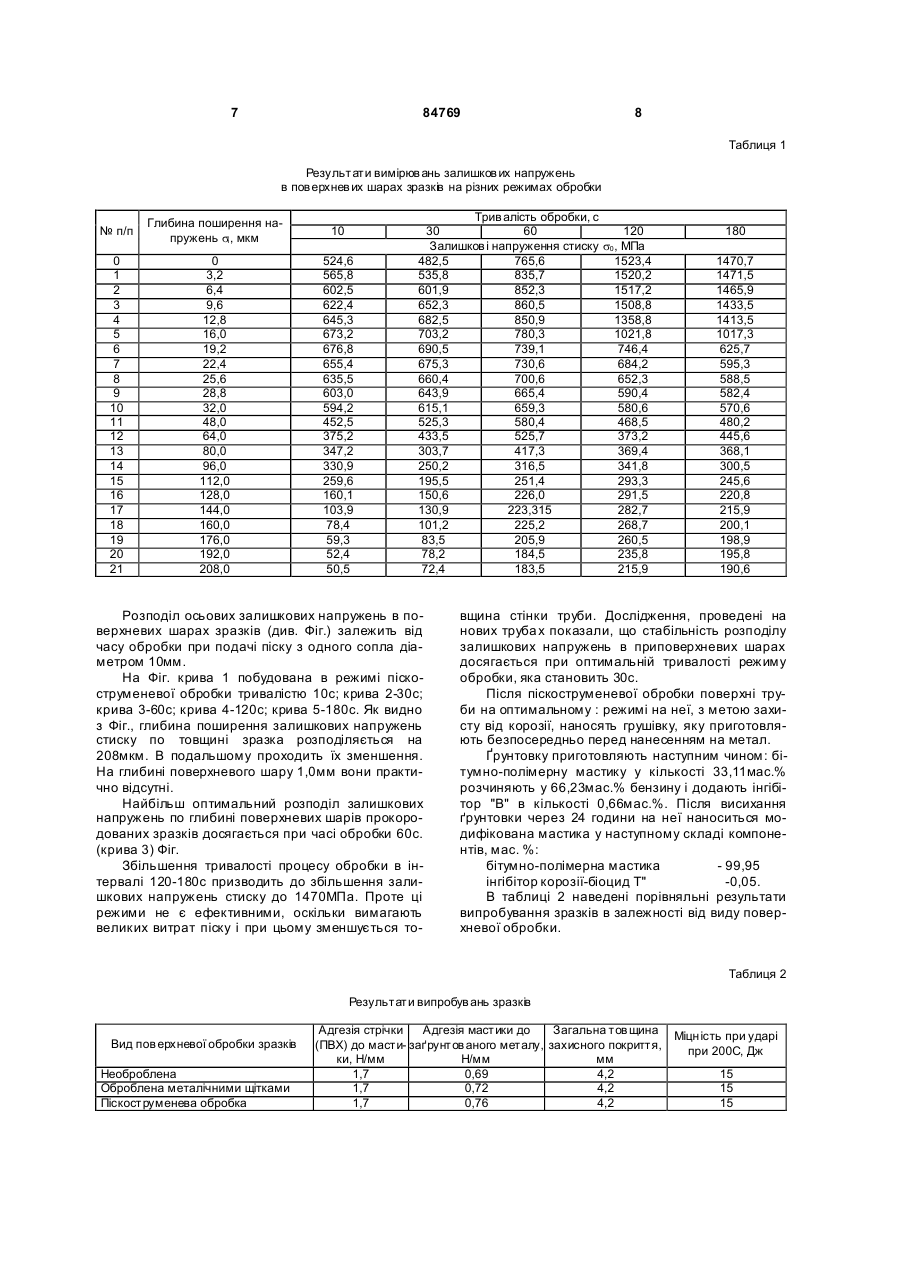
Спосіб ремонту стальних тр убопроводів, що включає відновлення дефектних ділянок, очищення поверхні трубопроводу від пошкодженого по C2 2 (19) 1 3 84769 поверхні металу, залишки забруднень викликають електрохімічну корозію. В цьому випадку при контакті металу з електролітом (яким може бути волога), на його поверхні виникає багато мікрогальванічних пар, де анодами є частинки металу, а катодами - забруднення, при цьому аноди розчиняються, на катодах зв'язуються електрони. Корозію стальної поверхні можна зобразити наступним чином: Fe0-2е®Fe+2. 2Н++2е®Н2. Отже, залізо в результаті водневої деполяризації починає кородувати. Іншим прикладом утворення гальванічної пари на поверхні металу є зварний шов - основний метал. В даному випадку анодом стає метал поблизу зварного шва, на якому відбуваються корозійні явища. Що стосується підземних нафтогазопроводів з бітумним покриттям, то в трасових умовах з часом можливе розтріскування захисного покриття. При знаходженні трубопроводів в засолених сильномінералізованих ґрунтах, які містять розчинні СО2 та H2S, в утворених у покритті тріщинах відбуваються корозійні явища, що є наслідком прискореного переходу заліза в розчин у присутності сірководню, а також утворення H2 з іонів водню. Іони заліза, які переходять в розчин, утворюють з H2S малорозчинну сполуку FeS (суль фід заліза), яка у вигляді плівки відкладається на поверхні металу. При цьому у місці відкладення плівки утворюється місцева гальванічна мікропара, в якій FeS-катод, а залізо під шаром сульфіду заліза - анод. Сульфід заліза, як катод гальванічної мікропари, полегшує утворення водню з іонів водню, що знаходяться в розчині. Проникнення водню до стальної поверхні призводить до різкого зниження міцності металевої конструкції, що зумовлює корозійні процеси. До того ж плівка сульфіду заліза, що відкладається на поверхні трубопроводу, покращує її змочування водою, що також призводить до інтенсивної корозії. До руйнування підземних трубопроводів призводить також мікробіологічна корозія, викликана біокорозійною активністю ґрунтів. Біокорозійна активність ґрунтів викликає зміни фізико-хімічних властивостей захисних покрить, що призводить до зменшення їх міцності та адгезії до поверхні металу. Відомий спосіб відновлення деталей з тріщинами методом поверхнево-пластичного деформування. Суть цього способу полягає в тому, що процеси поверхневого зміцнення ударними елементами і металізацією металом анода в середовищі інертного газу багаторазово повторюють. Металізація у сукупності з наклепом дозволяє ущільнити метал анода в тріщинах, забезпечити більшу площу контакту металізованого шару із основою, завдяки чому підвищуються адгезійні властивості поверхні. Після багаторазового повторюваного процесу металізації та пластичної деформації, на поверхню деталі наносять полімерне покриття методом електростатичного осадження полімерного порошку на нагріту до 200°С поверхню протягом 45 с Металізацію здійснюють алюмі 4 нієм або цинком в середовищі азоту. Спосіб використовують для ремонту та відновлення глибинонасосних штанг, що дозволяє підвищити термін їх експлуатації за рахунок попередження утворення втомних трі щин. Проте, цей метод недостатньо ефективний для зміцнення поверхні із зварними з'єднаннями, в яких утворюються концентратори напружень, що викликають корозійні явища внаслідок водневої деполяризації. Спосіб не передбачає також зміцнення поверхні трубопроводів, прокладених в сильномінералізованих ґрунтах [А.С. СССР №1178780, С21D8/00 Бюл. №48, 1987]. Найбільш близьким до запропонованого винаходу за функціональним призначенням є спосіб ремонту стальних газопроводів [Патент Росії №2273681. МПК7 С23F13/02, F16L58/04, заявл. 05.03.05, опубл. 10.04.2006], який належить до захисту металів від корозії, а саме - до захисту від корозії стальних підземних газопроводів. Спосіб включає відновлення дефектних ділянок газопроводу з нанесенням ізоляційних покрить і з'єднань із системою катодного захисту. При цьому попередньо відключають дефектну ділянку від природного газу, стискають звільнений природний газ і заповнюють ним посудини під тиском, очищають поверхню газопроводу від дефектного покриття методом відшарування, для чого створюють градієнт температур і напруг між дефектним покриттям і газопроводом, здійснюють кінцеве очищення поверхні газопроводу відсмоктуванням пилу, нагрівають газопровід до температури 70-175°C, послідовно наносять шари адгезійної композиції, діелектричного ізоляційного покриття з перекриттям зварних стиків між стальними трубами газопроводу і шару спіралеподібного покриття із металу з потенціалом більш від'ємним, ніж потенціал газопроводу. Металічне покриття наносять у вигляді стрічки або фольги, після чого на металеве покриття наносять ізоляційне пластмасове покриття. Після монтажу газопроводу в місцях стиків стальних труб, кінці стрічки або фольги по всій довжині газопроводу електрично з'єднують через блоки комутації і проводять вимірювання параметрів захисту із системою катодного захисту. Спосіб дозволяє відремонтувати дефектні ділянки трубопроводу, проте не створює надійного захисту трубопроводу, прокладеного в сильномінералізованих ґрунтах. До того ж попередня обробка поверхні металу перед нанесенням покриття недостатня для отримання максимальної величини залишкових напружень в приповерхневих шарах металу і рівномірного їх розподілення по всій поверхні, що призводить до утворення локальних ділянок концентраторів напружень, а це викликає корозійні явища. Спосіб не забезпечує вирівнювання показників міцності, пластичності та в'язкості на ділянках з'єднань головного металу тр уби із зварним швом, внаслідок чого в навколошовній зоні також виникають концентратори напружень, що призводить до корозійних процесів. Задача, що ставилась при створенні винаходу - вдосконалення способу ремонту стальних тр убопроводів шляхом напрямленого регулювання параметрів механічної обробки з отриманням опти 5 84769 мальної величини залишкових напружень в приповерхневих шарах металу та рівномірне їх розподілення по всій поверхні, що дозволить отримати рівномірну поверхню без пор, тріщин, домішок із можливістю міцного адгезійного зв'язку із багатошаровим покриттям, а введення в склад мастильних покриттів інгібіторів корозії - біоцидів дозволить збільшити їх стійкість до мікробного впливу, забезпечити захисні протикорозійні, бактерицидні властивості. Поставлена задача вирішується завдяки тому, що у способі ремонту стальних тр убопроводів, що включає відновлення дефектних ділянок, очищення поверхні трубопроводів від пошкодженого покриття, нанесення багатошарового захисного покриття, згідно з винаходом після очищення поверхні трубопроводу від пошкодженого покриття її піддають пластичному деформуванню, яке здійснюють піскоструменевою обробкою, для чого на поверхню металу труби через сопло діаметром до 10мм подають кварцовий пісок на відстані 70150мм від сопла з кутом нахилу стр уменя піску до поверхні в межах 70-90° протягом 60с, після чого поверхню металу покривають ґрунтовкою, а після її висихання наносять модифіковану мастику і накладають ізоляційну стрічку. Як ґрунтовка використовують композицію в складі бітумно-полімерної мастики, інгібітора корозії-біоциду "В" (з класу солей нафтенових кислот), неетилованого бензину в наступному співвідношенні компонентів, мас. %: бітумно-полімерна мастика 33,11 інгібітор корозії-біоцид "В" 0,66 неетилований бензин 66,23. Як модифіковану мастику використовують композицію в складі бітумно-полімерної мастики та інгібітора корозії-біоциду 1T" (з класу амінів) в наступному співвідношенні компонентів, мас. %: бітумно-полімерна мастика 99,95 інгібітор корозії-біоцид "Г" 0,05. Суть винаходу полягає в наступному. На відміну від аналогів, запропонований спосіб, перш за все, для зміцнення поверхні металу передбачає підготовку поверхні для подальшого нанесення захисного покриття. Для досягнення високої міцності адгезійного зв'язку матеріалу покриття до матеріалу основи застосовують піскоструменеву обробку. Метою піскоструменевої обробки є зміцнення поверхні металу і підготовка її до наступного нанесення покриття, захисні властивості якого залежать значною мірою від якісної підготовки поверхні. Зміцнення поверхні металу піскоструменевою обробкою обумовлене створенням стискуючих напружень в поверхневому шарі і виключенні росту трі щин внаслідок блокування тріщин частинками кварцу, що утруднює проникнення корозійного середовища всередину зароджених тріщин. Утворені залишкові напруження стиску в приповерхневому шарі суттєво впливають на формування залишкових напружень в захисних покриттях. В залежності від їх величини в основі покриття виникають залишкові напруження стиску, які обумовлюють високу надійність покрить. Для збільшення адгезії ізоляційного покриття 6 до металу, очищену поверхню покривають ґрунтовкою. Це розчин бітумно-полімерної мастики в бензині при співвідношенні 1:2мас.%. Для покращення антикорозійних, ізоляційних та бактерицидних характеристик в ґрунтовку додають інгібітор корозії "В", що відноситься до йоноактивних поверхнево-активних речовин, які зменшують водонасичення, а також запобігають біокорозії. Добавки цих речовин знижують поверхневий натяг ґрунтовки, збільшують його здатність змочувати метал і розтікатися рівномірно по його поверхні, до того ж володіють бактерицидними властивостями. Ґрунтовка заповнює всі нерівності поверхні, що сприяє міцному зчепленню покриття з металом. Після висихання ґрунтовки на поверхню металу наносять модифіковану мастику. Це композиція в складі бітумно-полімерної мастики та інгібітора "Г" у співвідношенні 1:0,05мас.%. Для зміцнення поверхні трубопроводів зверху модифікованої мастики додатково наклеюють ізоляційну стрічку. Завдяки запропонованому способу досягається структурно-однорідне покриття з високими показниками механічних властивостей, а введення інгібіторів додає покриттю додатково протикорозійних та бактерицидних властивостей. Отримане однорідне покриття не потребує додаткової обробки, що спрощує процес і робить його більш ефективним. Застосування способу попереджає утворення втомних тріщин та крихке руйнування поверхні, завдяки чому збільшується термін експлуатації трубопроводів. Бактерицидні властивості покриття дозволяють прокладати трубопроводи в ґрунтах з різним ступенем мінералізації. Приклад здійснення способу Спосіб зміцнення поверхні трубопроводу експериментально перевірено на зразках, вирізаних із труб магістральних газопроводів сталі 10Г2ФБ. Очищені і обезжирені зразки піддавали піскоструменевій обробці на спеціальному комплексі термоабразивної очистки КTO-1. Обробку поверхні здійснювали в режимах в залежності від часу: 10; 30; 60; 120; 180с. Подача кварцового піску здійснювалась через спеціальне сопло діаметром 10мм. Найбільш ефективним режимом є обдувка поверхні, що розташована на віддалі 70-150мм від сопла з кутом нахилу стр уменя піску до поверхні в межах 70°-90°. Тиск повітря, що забезпечив вихід піску через сопло, знаходиться в межах 0,5-0,55МПа. Залишкові напруження на поверхні зразків після проведеної обробки в різних режимах визначали за методикою Фізико-механічного інституту HAH України. Режими зміцнення оптимізували по розподілу залишкових напружень в поверхневих шарах зразків. Розподіл залишкових напружень встановлювали в залежності від параметрів і режимів піскоструменевої обробки. При виборі параметрів керувались необхідністю формування максимальних залишкових напружень стиску в поверхневих шарах тр уби. Результати залишкових напружень в поверхневих шарах, сформованих на різних режимах обробки наведені в таблиці 1. 7 84769 8 Таблиця 1 Результати вимірюв ань залишков их напружень в пов ерхнев их шарах зразків на різних режимах обробки № п/п Глибина поширення напружень sі , мкм 10 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 0 3,2 6,4 9,6 12,8 16,0 19,2 22,4 25,6 28,8 32,0 48,0 64,0 80,0 96,0 112,0 128,0 144,0 160,0 176,0 192,0 208,0 524,6 565,8 602,5 622,4 645,3 673,2 676,8 655,4 635,5 603,0 594,2 452,5 375,2 347,2 330,9 259,6 160,1 103,9 78,4 59,3 52,4 50,5 Тривалість обробки, с 30 60 120 Залишков і напруження стиску s0, МПа 482,5 765,6 1523,4 535,8 835,7 1520,2 601,9 852,3 1517,2 652,3 860,5 1508,8 682,5 850,9 1358,8 703,2 780,3 1021,8 690,5 739,1 746,4 675,3 730,6 684,2 660,4 700,6 652,3 643,9 665,4 590,4 615,1 659,3 580,6 525,3 580,4 468,5 433,5 525,7 373,2 303,7 417,3 369,4 250,2 316,5 341,8 195,5 251,4 293,3 150,6 226,0 291,5 130,9 223,315 282,7 101,2 225,2 268,7 83,5 205,9 260,5 78,2 184,5 235,8 72,4 183,5 215,9 Розподіл осьових залишкових напружень в поверхневих шарах зразків (див. Фіг.) залежить від часу обробки при подачі піску з одного сопла діаметром 10мм. На Фіг. крива 1 побудована в режимі піскоструменевої обробки тривалістю 10с; крива 2-30с; крива 3-60с; крива 4-120с; крива 5-180с. Як видно з Фіг., глибина поширення залишкових напружень стиску по товщині зразка розподіляється на 208мкм. В подальшому проходить їх зменшення. На глибині поверхневого шару 1,0мм вони практично відсутні. Найбільш оптимальний розподіл залишкових напружень по глибині поверхневих шарів прокородованих зразків досягається при часі обробки 60с. (крива 3) Фіг. Збільшення тривалості процесу обробки в інтервалі 120-180с призводить до збільшення залишкових напружень стиску до 1470МПа. Проте ці режими не є ефективними, оскільки вимагають великих витрат піску і при цьому зменшується то 180 1470,7 1471,5 1465,9 1433,5 1413,5 1017,3 625,7 595,3 588,5 582,4 570,6 480,2 445,6 368,1 300,5 245,6 220,8 215,9 200,1 198,9 195,8 190,6 вщина стінки труби. Дослідження, проведені на нових труба х показали, що стабільність розподілу залишкових напружень в приповерхневих шарах досягається при оптимальній тривалості режиму обробки, яка становить 30с. Після піскоструменевої обробки поверхні труби на оптимальному : режимі на неї, з метою захисту від корозії, наносять грушівку, яку приготовляють безпосередньо перед нанесенням на метал. Ґрунтовку приготовляють наступним чином: бітумно-полімерну мастику у кількості 33,11мас.% розчиняють у 66,23мас.% бензину і додають інгібітор "В" в кількості 0,66мас.%. Після висихання ґрунтовки через 24 години на неї наноситься модифікована мастика у наступному складі компонентів, мас. %: бітумно-полімерна мастика - 99,95 інгібітор корозії-біоцид T" -0,05. В таблиці 2 наведені порівняльні результати випробування зразків в залежності від виду поверхневої обробки. Таблиця 2 Результати випробув ань зразків Вид пов ерхневої обробки зразків Необроблена Оброблена металічними щітками Піскоструменева обробка Адгезія стрічки Адгезія мастики до Загальна тов щина Міцність при ударі (ПВХ) до масти- заґрунтов аного металу, захисного покриття, при 200C, Дж ки, Н/мм Н/мм мм 1,7 0,69 4,2 15 1,7 0,72 4,2 15 1,7 0,76 4,2 15 9 Комп’ютерна в ерстка Т. Чепелев а 84769 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for repair of steel pipelines
Автори англійськоюKryzhanivskyi Yevstakhii Ivanovych, Fedorovych Yaroslav Teodorovych, Polutrenko Myroslava Stepanivna, Rudko Volodymyr Vasyliovych, Fedorovych Ihor Yaroslavovych
Назва патенту російськоюСпособ ремонта стальных трубопроводов
Автори російськоюКрижанивский Евстахий Иванович, Федорович Ярослав Теодорович, Полутренко Мирослава Степановна, Рудко Владимир Васильевич, Федорович Игорь Ярославович
МПК / Мітки
МПК: B08B 9/032, F16L 58/02
Мітки: стальних, трубопроводів, ремонту, спосіб
Код посилання
<a href="https://ua.patents.su/5-84769-sposib-remontu-stalnikh-truboprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту стальних трубопроводів</a>
Процес ремонту дефектних ділянок трубопроводів
Номер патенту: 80511
Опубліковано: 25.09.2007
Автори: Олійник Олег Ігорович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Ковалів Євстахій Йосипович, Оверко Олександр Федорович, Кадай Сергій Іванович, Педько Борис Іванович, Беккер Михайло Вікторович, Максимов Сергій Юрійович, Сидор Михайло Дмитрович, Шлапак Любомир Степанович
МПК: F16L 55/18
Мітки: процес, дефектних, ремонту, ділянок, трубопроводів
Формула / Реферат:
1. Процес ремонту дефектних ділянок трубопроводів, який полягає в тому, що дефектну ділянку труби очищують від продуктів корозії, вирівнюють поверхню за допомогою шпаклівки, змащують клеєм, остаточно вирівнюють поверхню труби скломатом та підсилюють бандажуванням скловолокнистим матеріалом, просоченим поліефірною смолою, який відрізняється тим, що попередньо з обох сторін дефектної ділянки встановлюють по два технологічних кільця, які...
Пристрій для точкової санації стальних трубопроводів
Номер патенту: 7568
Опубліковано: 15.06.2005
Автори: Гнедов Олег Борисович, Ченчевий Валерій Генадійович, Ніколенко Олександр Сергійович, Тазберг Олександр Вікторович
МПК: E03F 9/00
Мітки: трубопроводів, точкової, санації, пристрій, стальних
Формула / Реферат:
1. Пристрій для точкової санації стальних трубопроводів, що містить пакетник, систему відеосанації, технологічні троси, який відрізняється тим, що пакетник виконано принаймні з двох частин, в одній з яких знаходиться принаймні дві напрямні, одна з яких містить технологічний отвір і зовнішню частину, покриту ущільнювальним покриттям, а в іншій частині містяться дві пластини з технологічними напрямними отворами та технологічним пазом, пристрій...
Спосіб безтраншейного ремонту трубопроводів та пристрій для його здійснення
Номер патенту: 45648
Опубліковано: 15.04.2002
Автори: Зайцев Леонід Павлович, Шипко Іван Іванович
МПК: F16L 55/02
Мітки: безтраншейного, ремонту, спосіб, пристрій, трубопроводів, здійснення
Формула / Реферат:
1. Спосіб безтраншейного ремонту трубопроводів, який включає зведення в трубопровід облицювальної пластикової труби з передчасно встановленими центруючими елементами, закріплення на трубопроводі двоступінчастих наконечників з патрубками, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що центруючі елементи на твірній пластикової труби кріплять один від одного на відстані, при якій допустима величина...
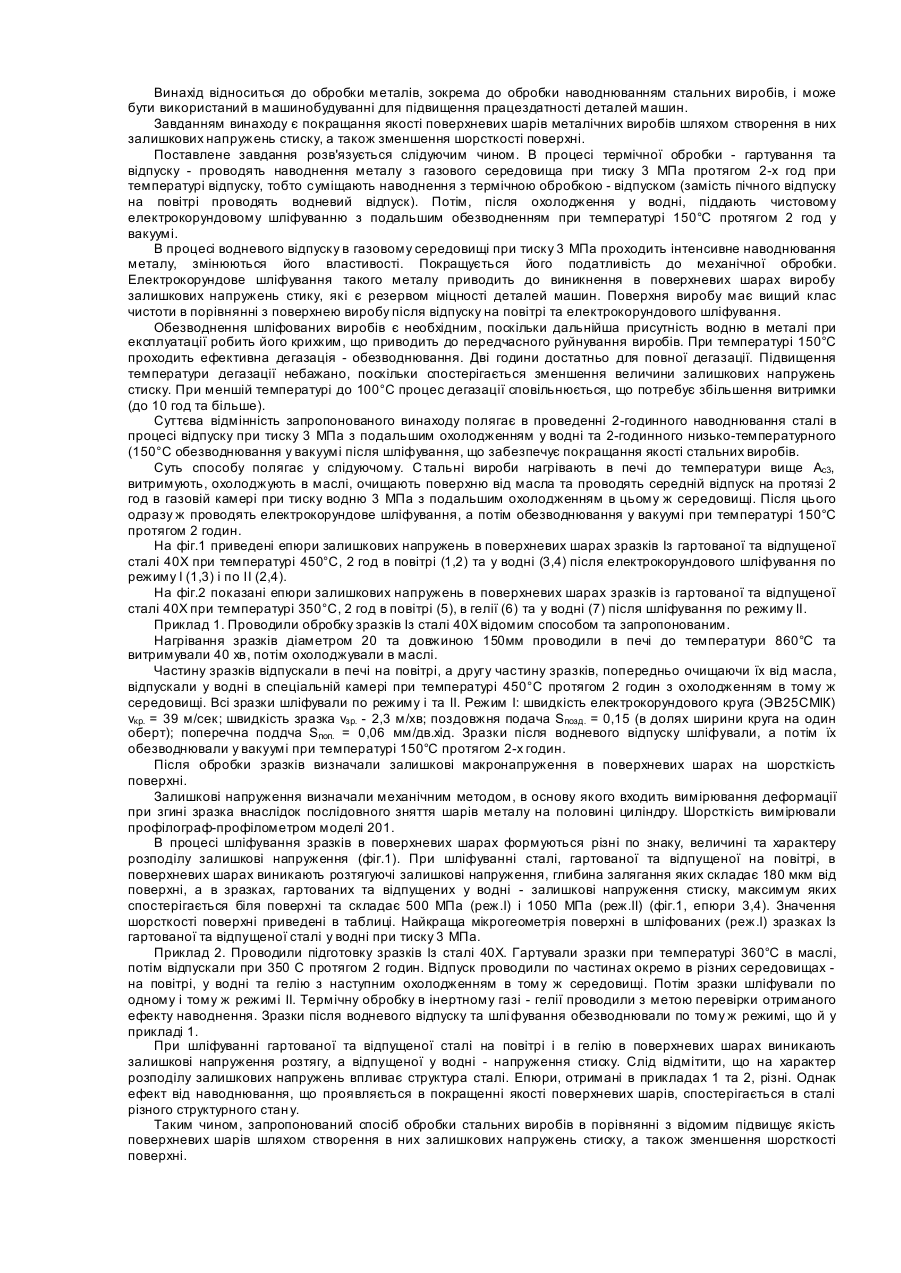
Спосіб обробки стальних виробів
Номер патенту: 19356
Опубліковано: 25.12.1997
Автори: Ткачов Володимир Іванович, Бережницька Марія Пилипівна, Ковальчук Вячеслав Йосипович, Витвицький Віктор Іванович, Гребенюк Станіслав Олексійович
Мітки: спосіб, обробки, виробів, стальних
Формула / Реферат:
Спосіб обробки стальних виробів, що включає гартування, відпуск та шліфування, який відрізняється тим, що в процесі відпуску стальний виріб наводнюють протягом 2-х годин при тиску 3 МПа з подальшим охолодженням в атмосфер! водню, а після шліфування обезводнюють у вакуумі при температурі 150°С протягом 2-х годин.
Спосіб безтраншейного ремонту трубопроводів
Номер патенту: 37052
Опубліковано: 15.01.2004
Автори: Гарник Володимир Кирилович, Шипко Іван Іванович
МПК: F16L 1/028, F16L 58/02
Мітки: безтраншейного, спосіб, ремонту, трубопроводів
Формула / Реферат:
Спосіб безтраншейного ремонту трубопроводів, що включає введення в трубопровід облицювальної пластикової труби з попередньо встановленими центруючими елементами, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що на пластикову трубу встановлюють в шахматному порядку центруючі елементи, трубу з центруючими елементами вводять в трубопровід, останній оснащують рознімними двоступінчастими наконечниками з...
Попередній патент: Пристрій та спосіб автоматизованого контролю пакувальних машин для ковбасного виробництва
Наступний патент: Спосіб нанесення зносостійких покриттів
Випадковий патент: Спосіб імпульсної обробки привибійної зони нафтоносних пластів