Пристрій для різання монокристалів
Номер патенту: 85247
Опубліковано: 11.11.2013
Автори: Єрошин Сергій Сергійович, Мірошник Сергій Олександрович
Формула / Реферат
Пристрій для різання монокристалів, який містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який вміщує один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, у статорах торцевого асинхронного електродвигуна виконано несиметричні вирізи для виходу монокристала, що розрізається, і споряджено трьома розподіленими трифазними обмотками, які живляться від незалежних джерел змінного струму, дві обмотки кожного із статорів торцевого асинхронного двигуна розташовано вісесиметрично одна відносно іншої, а третю - симетрично вирізу статора, який відрізняється тим, що у пристрої встановлено датчики положення відрізного круга, пристрої для обробки аналогових сигналів з датчиків положення, три перетворювачі частоти, блок синхронізації перетворювачів частоти та електронно-обчислювальний пристрій для керування на основі мікроконтролера.
Текст
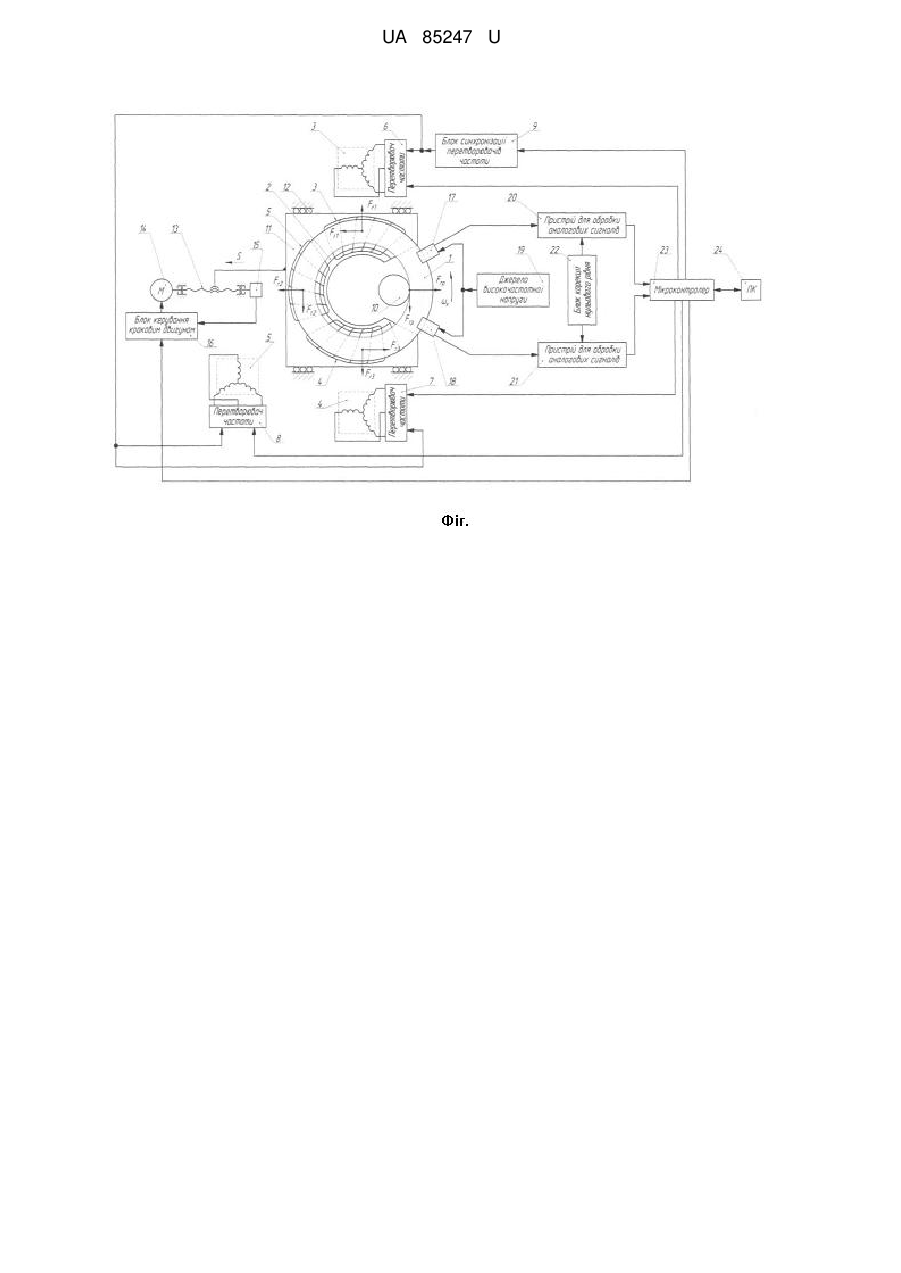
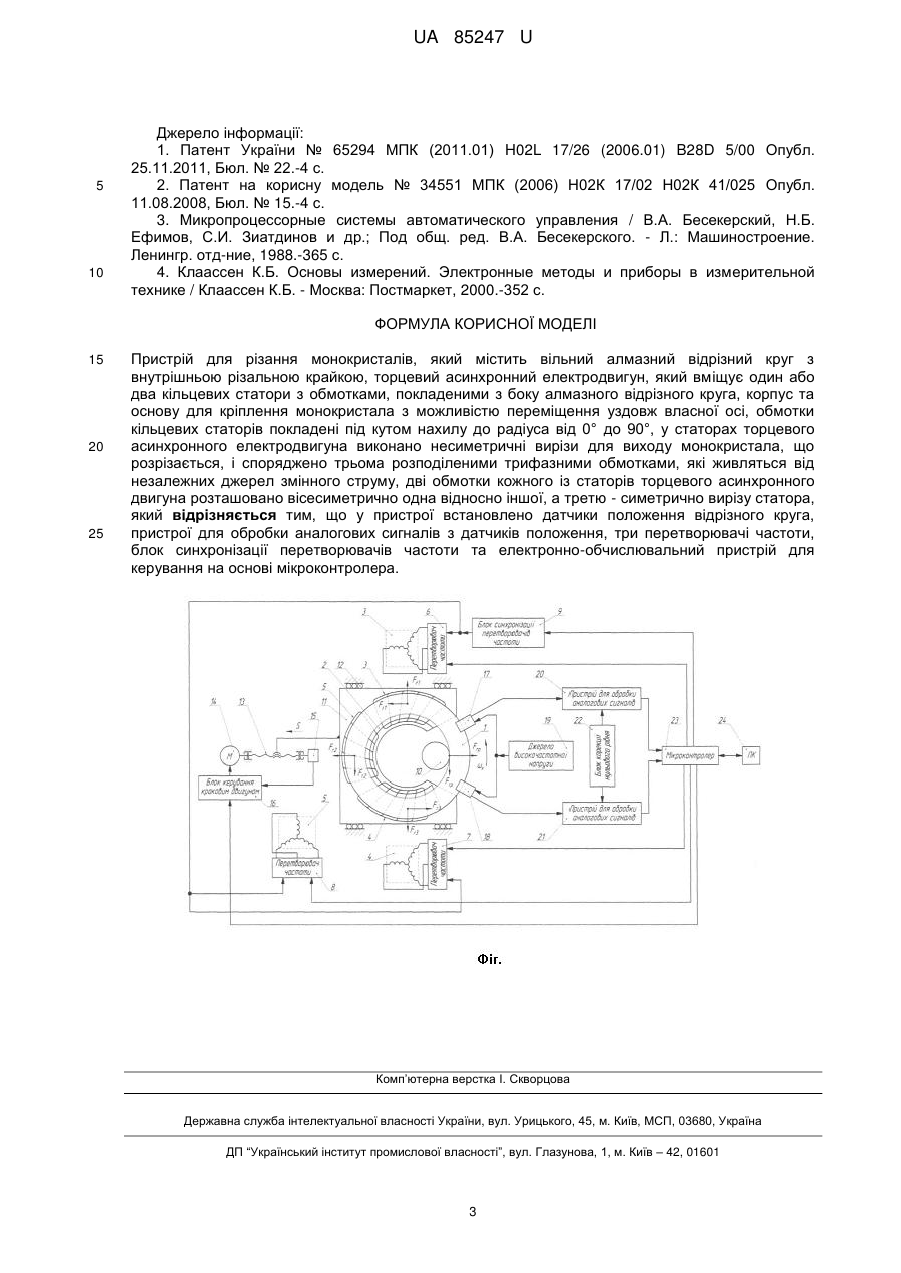
Реферат: Пристрій для різання монокристалів містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який вміщує один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, у статорах торцевого асинхронного електродвигуна виконано несиметричні вирізи для виходу монокристала, що розрізається, і споряджено трьома розподіленими трифазними обмотками, які живляться від незалежних джерел змінного струму, дві обмотки кожного із статорів торцевого асинхронного двигуна розташовано вісесиметрично одна відносно іншої, а третю - симетрично вирізу статора. У пристрої встановлено датчики положення відрізного круга, пристрої для обробки аналогових сигналів з датчиків положення, три перетворювачі частоти, блок синхронізації перетворювачів частоти та електронно-обчислювальний пристрій для керування на основі мікроконтролера. UA 85247 U (54) ПРИСТРІЙ ДЛЯ РІЗАННЯ МОНОКРИСТАЛІВ UA 85247 U UA 85247 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області механічної обробки твердих та крихких матеріалів і може бути використана для різання напівпровідникових або діелектричних монокристалів на пластини та мірні заготовки. За прототип вибрано пристрій для різання монокристалів, який містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який вміщує один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, при цьому кути нахилу обмоток верхнього і нижнього статорів можуть не збігатися, зовнішній діаметр алмазного відрізного круга дорівнює зовнішньому діаметру нижнього статора, а внутрішній діаметр алмазного відрізного круга більше внутрішнього діаметра нижнього статора на величину максимального зсуву при різанні алмазного відрізного круга від свого вихідного положення, зовнішній діаметр верхнього статора менше або дорівнює зовнішньому діаметру нижнього статора, а внутрішній діаметр верхнього статора більше або дорівнює внутрішньому діаметру нижнього статора, основа для кріплення монокристала розміщена з можливістю додаткового переміщення у напрямку, перпендикулярному до власної осі, алмазний відрізний круг розміщено у касеті з немагнітного непровідного матеріалу між верхнім статором і нижнім статором, у статорах торцевого асинхронного електродвигуна виконано несиметричні вирізи для виходу монокристала, що розрізається, і споряджено трьома розподіленими трифазними обмотками, які живляться від незалежних джерел змінного струму, дві обмотки кожного із статорів торцевого асинхронного двигуна розташовано вісесиметрично одна відносно іншої, а третю - симетрично вирізу статора [1]. При роботі пристрою кожна незалежна обмотка, яка підключена до джерела змінного струму, створює електромагнітну силу, що діє на відрізний круг, величина якої залежить від значення струму в обмотці. Ці сили за рахунок похилих пазів мають тангенціальні та радіальні складові [2]. Тангенціальні сили створюють обертальний момент, а радіальні - забезпечують стійке обертання відрізного круга. При контакті монокристала з відрізним кругом виникає сила різання, яка має тангенціальну Fτp та радіальну Frp складові. Ці сили прагнуть вивести відрізний круг з положення рівноваги. Компенсація Frp досягається за рахунок зміни величини струму у симетричній вирізу статора обмотці. Усунення впливу Fτp здійснюється регулюванням струму в вісесиметричних обмотках. У процесі різання сили Fτp та Frp змінюються в широких межах як по величині, так і по напрямку, що призводить до зміщення відрізного круга від положення рівноваги та втрати стійкості його обертання. Це є основним недоліком відомого пристрою. В основу корисної моделі поставлено задачу удосконалення пристрою для різання монокристалів шляхом створення системи автоматичного керування процесом різання, що забезпечить стабілізацію положення відрізного круга, та, тим самим, підвищить стійкість його обертання при зміні сили різання. Поставлена задача вирішується тим, що у пристрої для різання монокристалів, який містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який вміщує один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, у статорах торцевого асинхронного електродвигуна виконано несиметричні вирізи для виходу монокристала, що розрізається, і споряджено трьома розподіленими трифазними обмотками, які живляться від незалежних джерел змінного струму, дві обмотки кожного із статорів торцевого асинхронного двигуна розташовано вісесиметрично одна відносно іншої, а третю - симетрично вирізу статора, згідно з корисною моделлю, у пристрої встановлено датчики положення відрізного круга, пристрої для обробки аналогових сигналів з датчиків положення, три перетворювачі частоти, блок синхронізації перетворювачів частоти та електронно-обчислювальний пристрій для керування на основі мікроконтролера. Технічним результатом заявленої корисної моделі є підвищення стійкості обертання алмазного відрізного круга, що забезпечить розширення технологічних можливостей пристрою для різання монокристалів. На кресленні показана схема пристрою для різання монокристалів з системою автоматичного керування. Пристрій для різання монокристалів містить вільний алмазний відрізний круг з внутрішньою різальною крайкою 1, виготовлений з немагнітного струмопровідного матеріалу, статор 2 з несиметричним вирізом. Алмазний відрізний круг 1 знаходиться в зазорі між робочою поверхнею статора 2 і магнітопроводом, який виконано симетрично статору 2 (на фіг. магнітопровід не показаний). У похилих пазах статора 2 розміщені незалежні трифазні обмотки 3, 4 та 5. Обмотки 3 та 4 розташовані вісесиметрично одна 1 UA 85247 U 5 10 15 20 25 30 35 40 45 50 55 60 відносно одної, а обмотка 5 симетрична вирізу статора 2. Обмотки 3, 4 та 5 утворюють одну або кілька пар полюсів. Вони підключені до перетворювачів частоти 6, 7 та 8. Перетворювачі частоти 6, 7 та 8 приєднані до блока синхронізації перетворювачів частоти 9. Всередині електродвигуна розміщується монокристал 10, що розрізається, який може переміщатися в осьовому напрямку. Електродвигун закріплено на платформі 11, яка переміщується в напрямних 12 у радіальному напрямку відносно монокристала 10. Переміщення платформи 11 здійснюється по засобах гвинтової пари 13, яка приводиться до руху кроковим двигуном 14. Для контролю за переміщенням платформи 11 встановлено датчик кута повороту 15. Кроковий двигун 14 та датчик кута повороту 15 підключено до блока керування кроковім двигуном 16. Датчики положення відрізного круга 17 та 18 закріплено нерухомо відносно статора 2. Вони з'єднані з джерелом високочастотної напруги 19 та пристроями для обробки аналогових сигналів 20 та 21. Пристрої для обробки аналогових сигналів 20 та 21 підключено до блока корекції нульового рівня 22 та мікроконтролера 23. Мікроконтролер 23 взаємодіє з персональним комп'ютером (ПК) 24. Пристрій для різання монокристалів працює наступним чином. Для створення обертового магнітного поля трифазні обмотки 3, 4 та 5 статора 2 живляться від відповідних перетворювачів частоти 6, 7 та 8. Безпосереднє керування процесом різання здійснює мікроконтролер 23 [3], а візуалізація процесу та задача початкових даних виконується оператором за допомогою ПК 24. Мікроконтролер 23 задає частоту обертання алмазного відрізного круга 1. Блок синхронізації перетворювачів частоті 9 погоджує роботу перетворювачів 6, 7 та 8 по частоті та фазі вихідного струму. Перед початком процесу різання перетворювачі частоти 6 та 7 вмикають обмотки 3 та 4. Ці обмотки створюють обертове магнітне поле, при взаємодії якого з відрізним кругом 1 виникають рушійні електромагнітні сили. Електромагнітна сила, що створена обмоткою 3, розкладається на тангенціальну Fτ1 та радіальну Fr1 складові. Рівнодійна створюваних обмоткою 4 сил має складові Fτ3 та Fr3 (див. фіг. 1). Сили Fτ1 та Fτ3 приводять відрізний круг 1 до обертального руху, а сили Fr1 та Fr3 взаємно компенсуються. Плавно збільшуючи частоту струму живлення, перетворювачі частоти 6 та 7 розганяють відрізний круг 1 до номінальної частоти обертання. Датчики положення відрізного круга 17 та 18, які підключено до джерела високочастотної напруги 19, видають високочастотні сигнали, амплітуда яких залежить від положення зовнішньої крайки відрізного круга 1 відносно них [4]. Амплітудно-модульовані сигнали з датчиків 17 та 18 подаються до пристроїв для обробки аналогових сигналів 20 та 21, у яких усуваються дії перешкод, здійснюється підсилення сигналів та виділяються модулюючі сигнали, які саме несуть інформацію про положення круга 1. Початкове положення відрізного круга 1 задається за допомогою блока корекції нульового рівня 22. Перетворені сигнали з пристроїв обробки аналогових сигналів 20 та 21 подаються до аналогово-цифрового перетворювача мікроконтролера 23. При обертанні відрізного круга 1 в режимі холостого ходу мікроконтролер 23 за допомогою датчиків 17 і 18 контролює зсув відрізного кругу 1 відносно положення рівноваги та при необхідності корегує величини Fτ1, Fτ3 та Fr1, Fr3, за допомогою зміни струм у обмотках 3 та 4. Таким чином, підвищується стійкість обертання відрізного круга 1 на холостому ходу. Згідно з заданим режимом різання блок керування кроковим двигуном 16 забезпечує задану швидкість подачі S інструмента. Обертальний рух вала крокового двигуна 14 по засобах гвинтової пари 13 перетворюється у поступальний рух платформи 11. Контроль швидкості S здійснюється за допомогою датчика кута повороту 15. При взаємодії ріжучої крайки відрізного круга 1 з монокристалом 10 сили Frp та Fτp спричиняють зсув відрізного круга 1 відносно статора 2, а, отже, і відносно датчиків положення 17 та 18. Мікроконтролер 23 в результаті аналізу сигналів з цих датчиків вмикає обмотку 5 за допомогою перетворювача частоти 8 та, регулюючи в ній струм (тобто величину сил Fr2 та Fτ2), компенсує дію сили Frp. Усунення впливу сили Fτp здійснюється регулюванням струму в обмотках 3 та 4. При цьому, якщо струм в одній з обмоток збільшується, то в інший пропорційно зменшується. Тоді відрізний круг 1 під дією стабілізуючої сили, рівній різниці Fr1 та Fr3, та спрямованої до центру статора 2, буде прагнути зайняти вихідне положення. Якщо максимальна величина стабілізуючої сили буде недостатня для підтримки необхідного зсуву відрізного круга 1, то система керування за допомогою зниження швидкості подачі S зменшить величину сили різання. Зміна сили різання буде компенсуватися за рахунок корекції швидкості подачі S та величини електромагнітної стабілізуючою сили без зміни заданого зсуву відрізного круга 1 відносно статору 2, що забезпечить підвищення стійкості обертання відрізного круга 1 в процесі різання монокристала 10. 2 UA 85247 U 5 10 Джерело інформації: 1. Патент України № 65294 МПК (2011.01) H02L 17/26 (2006.01) B28D 5/00 Опубл. 25.11.2011, Бюл. № 22.-4 с. 2. Патент на корисну модель № 34551 МПК (2006) Н02К 17/02 Н02К 41/025 Опубл. 11.08.2008, Бюл. № 15.-4 с. 3. Микропроцессорные системы автоматического управления / В.А. Бесекерский, Н.Б. Ефимов, С.И. Зиатдинов и др.; Под общ. ред. В.А. Бесекерского. - Л.: Машиностроение. Ленингр. отд-ние, 1988.-365 с. 4. Клаассен К.Б. Основы измерений. Электронные методы и приборы в измерительной технике / Клаассен К.Б. - Москва: Постмаркет, 2000.-352 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Пристрій для різання монокристалів, який містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який вміщує один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, у статорах торцевого асинхронного електродвигуна виконано несиметричні вирізи для виходу монокристала, що розрізається, і споряджено трьома розподіленими трифазними обмотками, які живляться від незалежних джерел змінного струму, дві обмотки кожного із статорів торцевого асинхронного двигуна розташовано вісесиметрично одна відносно іншої, а третю - симетрично вирізу статора, який відрізняється тим, що у пристрої встановлено датчики положення відрізного круга, пристрої для обробки аналогових сигналів з датчиків положення, три перетворювачі частоти, блок синхронізації перетворювачів частоти та електронно-обчислювальний пристрій для керування на основі мікроконтролера. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюYeroshyn Serhii Serhiiovych, Myroshnyk Serhii Oleksandrovych
Автори російськоюЕрошин Сергей Сергеевич, Мирошник Сергей Александрович
МПК / Мітки
МПК: B28D 5/00, H02K 17/26
Мітки: пристрій, монокристалів, різання
Код посилання
<a href="https://ua.patents.su/5-85247-pristrijj-dlya-rizannya-monokristaliv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для різання монокристалів</a>
Пристрій для різання монокристалів
Номер патенту: 65294
Опубліковано: 25.11.2011
Автори: Мірошник Сергій Олександрович, Єрошин Сергій Сергійович
МПК: H02K 17/26, B28D 5/00
Мітки: монокристалів, різання, пристрій
Формула / Реферат:
1. Пристрій для різання монокристалів, який містить вільний алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який включає у себе один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, обмотки кільцевих статорів покладені під кутом нахилу до радіуса від 0° до 90°, при цьому...
Пристрій для різання монокристалів на пластини
Номер патенту: 95342
Опубліковано: 25.07.2011
Автори: Карпов Олексій Петрович, Брешев Володимир Євгенович
МПК: B28D 5/04, H01L 21/461
Мітки: пластини, пристрій, монокристалів, різання
Формула / Реферат:
Пристрій для різання монокристалів на пластини, який містить алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який включає у себе один або два кільцевих статори з електричними обмотками, розташованими з боку алмазного відрізного круга і покладеними у пази під кутами до радіусу від 0° до 90°, при цьому кути нахилу обмоток верхнього і нижнього статорів можуть не збігатися, корпус, основу для...
Пристрій для різання монокристалів на пластини
Номер патенту: 76825
Опубліковано: 15.09.2006
Автори: Невзлін Борис Ісакович, Єрошин Сергій Сергійович, Брешев Володимир Євгенович, Голубенко Олександр Леонідович
МПК: H01L 21/461, B28D 5/00
Мітки: різання, пристрій, монокристалів, пластини
Формула / Реферат:
1. Пристрій для різання монокристалів на пластини, який містить алмазний відрізний круг з внутрішньою різальною крайкою, торцевий асинхронний електродвигун, який включає у себе один або два кільцевих статори з обмотками, покладеними з боку алмазного відрізного круга, корпус та основу для кріплення монокристала з можливістю переміщення уздовж власної осі, який відрізняється тим, що обмотки кільцевих статорів покладені під кутом нахилу до...
Пристрій для різання монокристалів на пластини
Номер патенту: 77529
Опубліковано: 15.12.2006
Автори: Голубенко Олександр Леонідович, Невзлін Борис Ісакович, Брешев Володимир Євгенович, Єрошин Сергій Сергійович
МПК: H01L 21/461
Мітки: монокристалів, різання, пристрій, пластини
Формула / Реферат:
Пристрій для різання монокристалів на пластини, який містить корпус, торцевий асинхронний електродвигун, статор якого виконаний з двох кільцевих елементів, на повернутих одна до одної поверхнях яких закріплені обойми повітряних або гідравлічних підшипників, алмазне відрізне коло, розміщене між обоймами повітряних або гідравлічних підшипників, основу для кріплення монокристала, розміщену співвісно з торцевим асинхронним електродвигуном з...
Безконтактний шпиндель верстата для різання монокристалів
Номер патенту: 99374
Опубліковано: 10.08.2012
Автори: Носко Павло Леонідович, Швагер Леонід Кирилович, Карпов Олексій Петрович, Брешев Володимир Євгенович, Брешев Олексій Володимирович
МПК: B28D 5/02, H01L 21/461
Мітки: різання, безконтактний, шпиндель, верстата, монокристалів
Формула / Реферат:
Безконтактний шпиндель верстата для різання монокристалів, який містить горизонтально розташований вал на підшипниковій опорі з фланцем, на якому закріплено барабан з різальним інструментом, який відрізняється тим, що вал виконано у формі широкого кільця - з осьовим отвором і скороченою довжиною, зовнішній діаметр вала дорівнює діаметру фланця, а внутрішній діаметр менший внутрішнього діаметра фланця, на внутрішній поверхні вала розміщено...
Попередній патент: Цифровий автоматичний коерцитиметр
Наступний патент: Барабанне гальмо
Випадковий патент: Спосіб діагностики функціонального стану прямих окорухових м'язів