Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками
Номер патенту: 85525
Опубліковано: 25.11.2013
Автори: Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Киричок Петро Олексійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна

Формула / Реферат
Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками, в якому оброблювана деталь фіксується на столі оброблювального верстата з вертикальним розташуванням осі підшипника ковзання, а інструменти у вигляді прямокутних абразивних брусків розміщуються у прецизійних пазах оправки для оброблення по її периферії так, що вісь оправки співпадає з розташуванням осі підшипника, а бруски своєю поздовжньою площиною паралельні осі оправки і міцно притискують з заданою силою до поверхні оброблення, одночасно обертаючись з нормованою швидкістю навколо осі підшипника ковзання та виконуючи поздовжні плавні переміщення зі сталою швидкістю вздовж осі деталі оброблення, який відрізняється тим, що разом з поздовжніми переміщеннями оправки з абразивними брусками вздовж осі підшипника ковзання оправці додатково надають поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с.
Текст
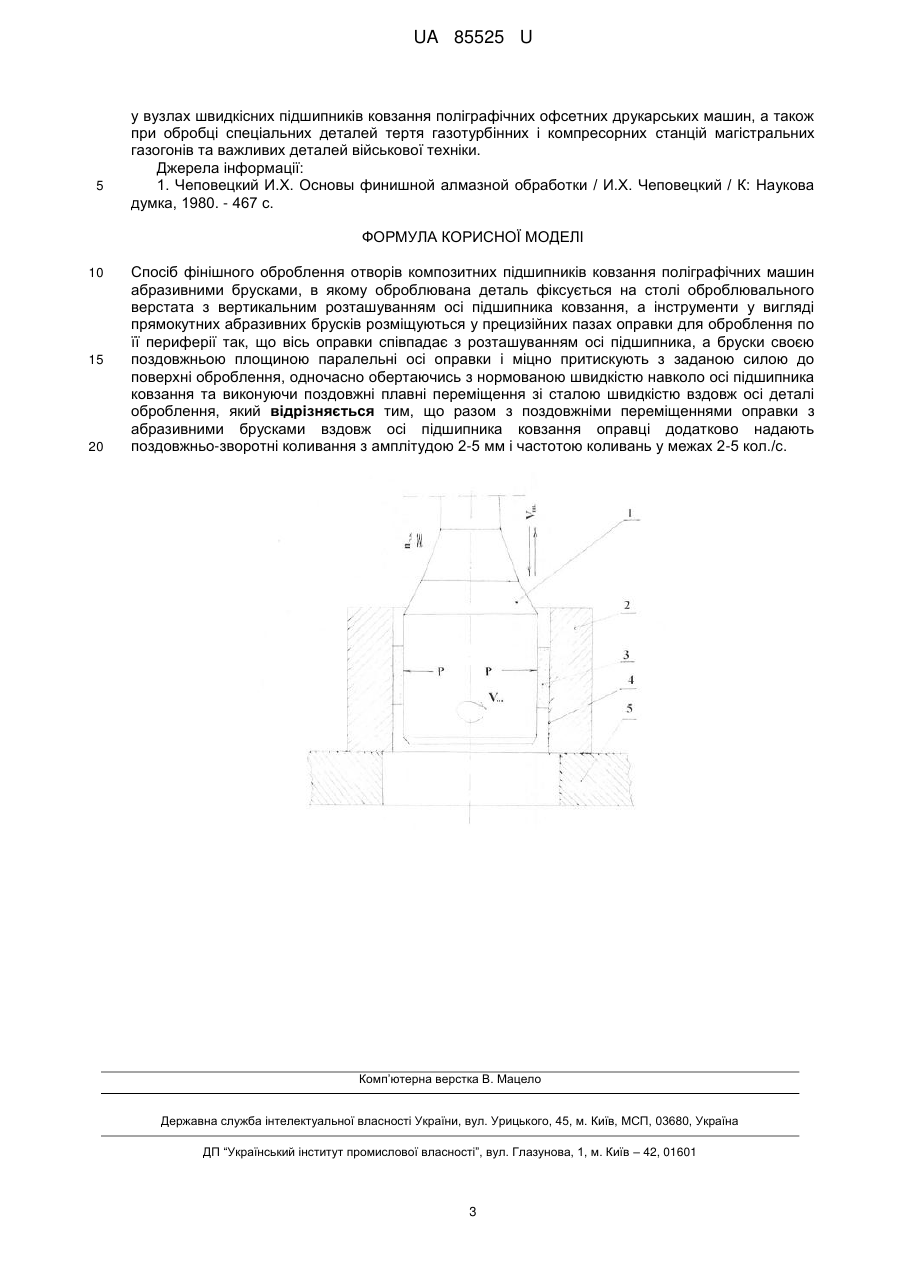
Реферат: Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками, в якому оброблювана деталь фіксується на столі обробляючого верстата з вертикальним розташуванням осі підшипника ковзання, а інструменти у вигляді прямокутних абразивних брусків розміщуються у прецизійних пазах оправки для оброблення по її периферії. Разом з поздовжніми переміщеннями оправки з абразивними брусками вздовж осі підшипника ковзання оправці додатково надають поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с. UA 85525 U (54) СПОСІБ ФІНІШНОГО ОБРОБЛЕННЯ ОТВОРІВ КОМПОЗИТНИХ ПІДШИПНИКІВ КОВЗАННЯ ПОЛІГРАФІЧНИХ МАШИН АБРАЗИВНИМИ БРУСКАМИ UA 85525 U UA 85525 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі технології машинобудування, зокрема до способів високоточних оздоблювальних методів обробки поверхонь отворів деталей з високолегованих композитних матеріалів на основі сплавів заліза, що належать до класу важкооброблювальних сплавів зі спеціальними властивостями, наприклад деталей тертя (підшипники ковзання, вкладні, сегменти) високошвидкісних поліграфічних машин офсетного друку, що працюють в умовах тертя при жорстких режимах експлуатації (температура до 700 °C та тиск 5,0-8,0 МПа або швидкості обертання до 1000 об./хв. та тиск 2,0-4,0 МПа). Високоточне фінішно-оздоблювальне оброблення вказаних важкооброблюваних високолегованих сплавів відомими технологічними методами не забезпечує виконання необхідних технічних вимог до якості поверхонь таких деталей, які піддаються при роботі інтенсивним експлуатаційним навантаженням, що впливає на техніко-економічні показники спеціальної техніки, зокрема, на параметри надійності (зносостійкість, довговічність, ремонтоздатність). Ці показники залежать від параметрів якості поверхонь оброблення деталей вказаної техніки (шорсткість, величина та глибина наклепу, величина та знак залишкових напружень поверхневої зони). Найбільш близьким до корисної моделі по технічній суті та ефекту, що досягається, є остаточне оброблення дрібнозернистими абразивними брусками хонінгуванням прецизійних отворів деталей [1]. Недоліками відомого способу [1] є технічна неможливість забезпечення мінімізації параметрів наклепу та шорсткості поверхні в оброблювальній зоні та відсутність засобів керування процесом надтонкої абразивної обробки для підвищення параметрів якості поверхонь тертя. В основу корисної моделі поставлена задача підвищення якості поверхонь обробки отворів деталей з високолегованих важкооброблюваних композитних матеріалів шляхом зрізання тонких стружок абразивними зернами інструменту за рахунок суттєвого зниження складових сил різання у зоні обробки та завдяки ускладненню траєкторії переміщення ріжучого абразивного зерна відносно оброблюваної поверхні отвору деталі. Це створює необхідні можливості для суттєвого зменшення перерізу стружки az, що зрізається з поверхні оброблення композитного підшипника ковзання і, відповідно, зменшуючи складові сил різання, сприяє формуванню більш якісної поверхні (параметр шорсткості Ra, глибина та ступінь наклепу, знак, величина -4 залишкових напружень та спотворення II-го роду а/а·10 ). Поставлена задача вирішена тим, що у запропонованому способі фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками, в якому оброблювана деталь фіксується на столі оброблюючого верстату з вертикальним розташуванням осі підшипника ковзання, а інструменти у вигляді прямокутних абразивних брусків розміщують у прецизійних пазах оправки для оброблення по її периферії так, що вісь оправки співпадає з розташуванням осі підшипника, а бруски своєю поздовжньою площиною паралельні осі оправки і міцно притискують з заданою силою до поверхні оброблення, одночасно обертаючись з нормованою швидкістю навколо осі підшипника ковзання та виконуючи поздовжні плавні переміщення зі сталою швидкістю вздовж осі деталі оброблення, який відрізняється тим, що разом з поздовжніми переміщеннями оправки з абразивними брусками вздовж осі підшипника ковзання оправці додатково надають поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с. Спосіб здійснюється наступним чином. Деталь композитного підшипника ковзання циліндричної форми з оброблюваним отвором затискається у пристрої верстата для обробки з вертикальним розташуванням осі підшипнику ковзання. Абразивні інструменти для обробки отворів підшипників у вигляді дрібнозернистих брусків з відповідного абразивного матеріалу (карбід кремнію зелений, монокорунд, електрокорунд, синтетичний алмаз) розміщуються у прецизійних пазах оправки для оброблення так, що вісь оправки співпадає з розташуванням осі підшипника, а бруски своєю поздовжньою площиною паралельні осі оправки і міцно притискуються з заданою силою до поверхні оброблення. Одночасно оброблююча оправка з абразивними брусками обертається з нормованою швидкістю навколо осі композитного підшипника ковзання та виконує плавні переміщення зі сталою швидкістю вздовж осі деталі оброблення, при цьому разом з поздовжніми переміщеннями оправки з абразивними брусками вздовж осі підшипника ковзання оправці додатково надають поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с. Спосіб реалізується за схемою на кресленні. 1 UA 85525 U 5 10 15 20 Деталь 2 за допомогою технологічних пристроїв 5 закріплюють на столі верстата для оброблення. В отвір деталі для прецизійної фінішної обробки робочої поверхні тертя підшипника 4 заводять оправку 1, якій за допомогою механізмів верстата надається обертальний рух зі швидкістю Voп. навколо своєї осі, яка співпадає з вертикальною віссю деталі. Одночасно абразивні бруски 3, розташовані по периферії оправки 1, завдяки її конструктивним особливостям силою Р міцно притискуються до поверхні оброблення 4. Разом з обертанням оправка 1 плавно поздовжньо переміщується вздовж вертикальної осі деталі зі швидкістю V пв. При цьому одночасно з поздовжніми переміщеннями оправки з абразивними брусками їй додатково надаються поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань nч.к. у межах 2-5 кол./с. Особливою рисою даного способу оброблення підшипників ковзання поліграфічних машин є додаткове застосування частотних коливань абразивного інструмента. Це обумовлює суттєве ускладнення траєкторії переміщення ріжучого абразивного зерна по поверхні оброблення і, як наслідок, значне зменшення перерізу az стружки, яка зрізається з робочої поверхні отвору композитного підшипнику ковзання. Як наслідок, створюються позитивні умови для покращення якості поверхні оброблення, в першу чергу, параметра шорсткості поверхні R a, а також фізичних властивостей обробленого абразивними брусками поверхневого шару. Це безпосередньо впливає на параметри довговічності та зносостійкості готових виробів. При використанні традиційних технологій оброблення отворів підшипників ковзання поліграфічних машин параметри якості поверхонь знижуються (таблиця 1, 2). Таблиця 1 Вплив амплітуди поздовжньо-зворотних коливань абразивних брусків на параметри якості композитних підшипників на основі відходів інструментальної сталі 86Х6НФТ + 5 % CaF2 Обробка згідно з найближчим аналогом [1] Параметр Глибина Спотворення ІІ- Параметр Глибина Спотворення ІІшорсткості наклепу h, го роду а/а·10- шорсткості наклепу h, го роду а/а·104 4 Ra, мкм мкм Ra, мкм мкм 0,025 5-6 8,1 0,060 7-8 9,8 0,015 3-4 7,3 0,050 6-7 9,2 0,010 2-3 6,5 0,040 5-6 8,3 Обробка згідно з запропонованим способом Амплітуда коливань брусків, мм 2 3 5 Примітки: 1 - швидкість обертання оправки Voп.=80 м/хв.; 2 - швидкість поздовжнього переміщення Vпв.=5 м/хв.; 3 - частота коливань абразивних брусків nч.к.=5 м/с; 4 - матеріал брусків - карбід кремнію зелений зернистістю 14 мкм Таблиця 2 Вплив частоти поздовжньо-зворотних коливань абразивних брусків на параметри якості композитних підшипників на основі відходів інструментальної сталі 4ХМНФС + 5 % CaF2 Обробка згідно з запропонованим способом Частота Параметр Глибина Спотворення коливань ІІ-го роду шорсткості наклепу h, брусків, -4 Ra, мкм мкм а/а·10 кол./с 2 0,022 4-5 7,9 3 0,013 2-3 7,1 5 0,010 1,5-2 6,3 Обробка згідно з найближчим аналогом[1] Параметр шорсткості Ra, мкм 0,055 0,045 0,035 Глибина Спотворення ІІнаклепу h, го роду а/а·104 мкм 6-7 5-6 4-5 9,5 9,0 8,1 Примітки: 1 - швидкість обертання оправки Vоп.=80 м/хв.; 2 - швидкість поздовжнього переміщення Vпв.=5 м/хв.; 3 - амплітуда коливань абразивних брусків - 5 мм; 4 - матеріал брусків - карбід кремнію зелений зернистістю 14 мкм. 25 Спосіб фінішного абразивного оброблення отворів композитних підшипників ковзання поліграфічних машин з нових високолегованих композитних матеріалів може використовуватись 2 UA 85525 U 5 у вузлах швидкісних підшипників ковзання поліграфічних офсетних друкарських машин, а також при обробці спеціальних деталей тертя газотурбінних і компресорних станцій магістральних газогонів та важливих деталей військової техніки. Джерела інформації: 1. Чеповецкий И.Х. Основы финишной алмазной обработки / И.Х. Чеповецкий / К: Наукова думка, 1980. - 467 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками, в якому оброблювана деталь фіксується на столі оброблювального верстата з вертикальним розташуванням осі підшипника ковзання, а інструменти у вигляді прямокутних абразивних брусків розміщуються у прецизійних пазах оправки для оброблення по її периферії так, що вісь оправки співпадає з розташуванням осі підшипника, а бруски своєю поздовжньою площиною паралельні осі оправки і міцно притискують з заданою силою до поверхні оброблення, одночасно обертаючись з нормованою швидкістю навколо осі підшипника ковзання та виконуючи поздовжні плавні переміщення зі сталою швидкістю вздовж осі деталі оброблення, який відрізняється тим, що разом з поздовжніми переміщеннями оправки з абразивними брусками вздовж осі підшипника ковзання оправці додатково надають поздовжньо-зворотні коливання з амплітудою 2-5 мм і частотою коливань у межах 2-5 кол./с. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюHavrysh Anatolii Pavlovych, Roik Tetiana Anatolivna, Krylychov Petro Oleksijovych, Vitsiuk Yulia Yuriivna, Havrysh Oleh Anatoliiovych
Автори російськоюГавриш Анатолий Павлович, Роик Татьяна Анатольевна, Киричок Петр Алексеевич, Вицюк Юлия Юрьевна, Гавриш Олег Анатольевич
МПК / Мітки
МПК: B24B 5/00
Мітки: отворів, композитних, спосіб, підшипників, ковзання, фінішного, машин, абразивними, брусками, оброблення, поліграфічних
Код посилання
<a href="https://ua.patents.su/5-85525-sposib-finishnogo-obroblennya-otvoriv-kompozitnikh-pidshipnikiv-kovzannya-poligrafichnikh-mashin-abrazivnimi-bruskami.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішного оброблення отворів композитних підшипників ковзання поліграфічних машин абразивними брусками</a>
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками
Номер патенту: 85154
Опубліковано: 11.11.2013
Автори: Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович, Киричок Петро Олексійович, Дорфман Ігор Євгенович, Гавріш Анатолій Павлович
МПК: G11B 5/127
Мітки: поверхонь, деталей, абразивними, оброблення, зовнішніх, поліграфічних, брусками, зносостійких, спосіб, машин, композитів, обертання
Формула / Реферат:
Спосіб оброблення зовнішніх поверхонь деталей обертання поліграфічних машин зі зносостійких композитів абразивними брусками, в якому оброблювану деталь фіксують у оброблюючому верстаті з горизонтальним розташуванням її осі, а інструмент у вигляді прямокутного абразивного бруска розміщують у прецизійному пазу інструментальної головки так, що вона своєю віссю перпендикулярно перетинається з віссю поверхні деталі і міцно притискується з заданою...
Спосіб розмірної обробки абразивними брусками
Номер патенту: 73132
Опубліковано: 15.06.2005
Автори: Якушко Сергій Іванович, Попов Володимир Іванович, Чижов Ігор Григорович, Собко Леонід Андрійович, Гришкевич Олександр Васильович, Коган Борис Герцевич
МПК: B24B 35/00, B24B 1/00
Мітки: обробки, брусками, розмірної, абразивними, спосіб
Формула / Реферат:
1. Спосіб розмірної обробки абразивними брусками, в якому абразивні бруски здійснюють коливальні рухи відносно оброблюваної поверхні при одночасному введенні додаткової енергії в зону різання, який відрізняється тим, що питоме знімання металу здійснюють за законом Релея, а частоту комутації введеної додатково енергії, вибраної кратною частоті коливань абразивного інструмента, змінюють за законом арифметичної прогресії.2. Спосіб за п....
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів
Номер патенту: 60525
Опубліковано: 25.06.2011
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Острик Деніс Вікторович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Макаров Артем Сергійович, Киричок Петро Олексійович
МПК: G11B 5/127
Мітки: циліндричних, поверхонь, високолегованих, підшипників, обробки, фінішної, ковзання, спосіб, композитів, отворів
Формула / Реферат:
Спосіб фінішної обробки поверхонь циліндричних отворів підшипників ковзання з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі з одночасним додатковим переміщенням робочого...
Спосіб змащення підшипників ковзання рідинного тертя
Номер патенту: 4944
Опубліковано: 15.02.2005
Автори: Булюк Микола Григорович, Білоус Юрій Павлович
МПК: F16C 17/00
Мітки: тертя, рідинного, спосіб, змащення, ковзання, підшипників
Формула / Реферат:
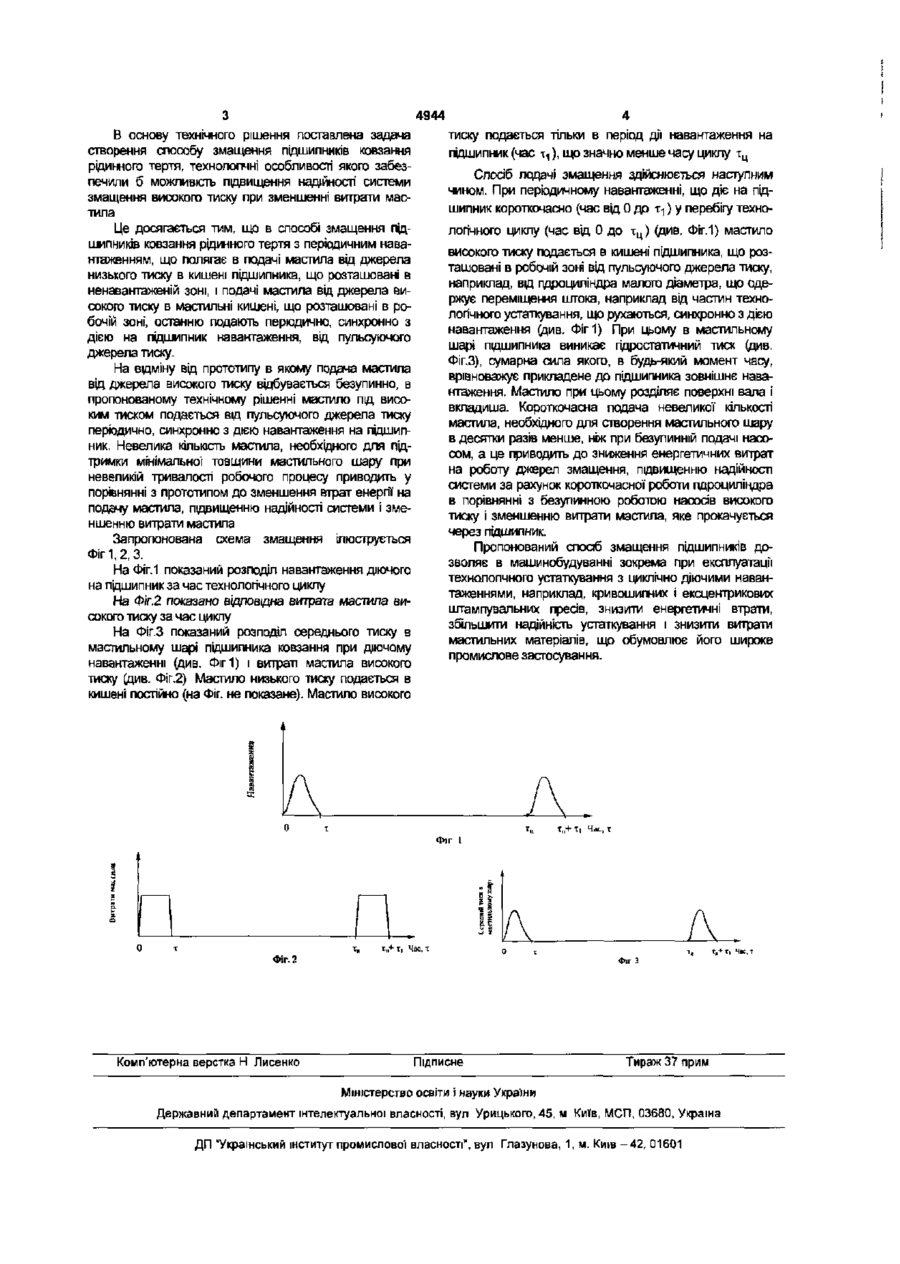
Спосіб змащення підшипників ковзання рідинного тертя, що включає подачу мастила від джерела низького тиску в кишені підшипника, що розташовані в ненавантаженій зоні, і подачу мастила від джерела високого тиску в мастильні кишені, що розташовані в робочій зоні, який відрізняється тим, що подачу мастила від джерела високого тиску виконують від пульсуючого джерела тиску періодично, синхронно з дією навантаження на підшипник.
Спосіб підвищення експлуатаційних властивостей підшипників ковзання
Номер патенту: 62297
Опубліковано: 25.08.2011
Автори: Дмитриченко Микола Федорович, Шапошніков Борис Вікторович, Микосянчик Оксана Олександрівна, Баланін Віталій Христофорович, Мнацаканов Рудольф Георгійович
МПК: F16C 33/04, F16C 15/00
Мітки: підшипників, ковзання, підвищення, властивостей, спосіб, експлуатаційних
Формула / Реферат:
Спосіб підвищення експлуатаційних властивостей підшипників ковзання, за яким в нестаціонарних режимах роботи підшипника (пуск, зупинка, реверс) додатково включають примусову подачу мастильного матеріалу, який відрізняється тим, що мастильний матеріал подають з напірної мастильниці, яку вмикають у роботу за час, достатній для повного розділення тертьових поверхонь вала і підшипника, який встановлюють для конкретної машини (наприклад, через...
Попередній патент: Радіатор двигуна внутрішнього згорання
Наступний патент: Спосіб отримання параметрів переміщення об’єкта в зоні лінійної охоронної системи
Випадковий патент: Пристрій вимірювання швидкості та визначення напрямку вітру на відстані