Спосіб позапічної обробки чавуну магнієм
Номер патенту: 86362
Опубліковано: 25.12.2013
Автори: Завгородній Максим Сергійович, Антонов Юрій Григорович, Мосьпан Вячеслав Вікторович, Овчінніков Микола Олексійович, Крупій Володимир Григорович, Калінін Юрій Іванович, Логвиненко Володимир Васильович, Моцний Валерій Васильович

Формула / Реферат
1. Спосіб позапічної обробки чавуну магнієм, що включає введення в чавун порошкового дроту з наповнювачем, що містить магній, який відрізняється тим, що попередньо чавун обробляють активною десульфуруючою сумішшю на основі вапна-соди-периклазу-вуглецевмісного матеріалу при регульованій інтенсивності подачі 0,85-1,5 кг/сек., а порошковий дріт, що містить наповнювач для видалення сірки та/або фосфору, подають зі швидкістю 1,5-3,0 м/сек. при інтенсивності подачі магнію 37-75 г/сек.
2. Спосіб за п. 1, який відрізняється тим, що активна десульфуруюча суміш містить вапно-соду-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (3-6):(3-6):0,5:0,5 відповідно з фракцією 5-60 мм.
3. Спосіб за п. 1, який відрізняється тим, що наповнювач порошкового дроту для десульфурації чавуну містить магній-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (0,75-1,25):(4,5-8,0):(1,8-3,0) відповідно, а для дефосфорації чавуну - магній-периклаз-плавиковий шпат в співвідношенні (0,8-1,2):(1,6-2,4):(4,5-7,0) відповідно.
Текст
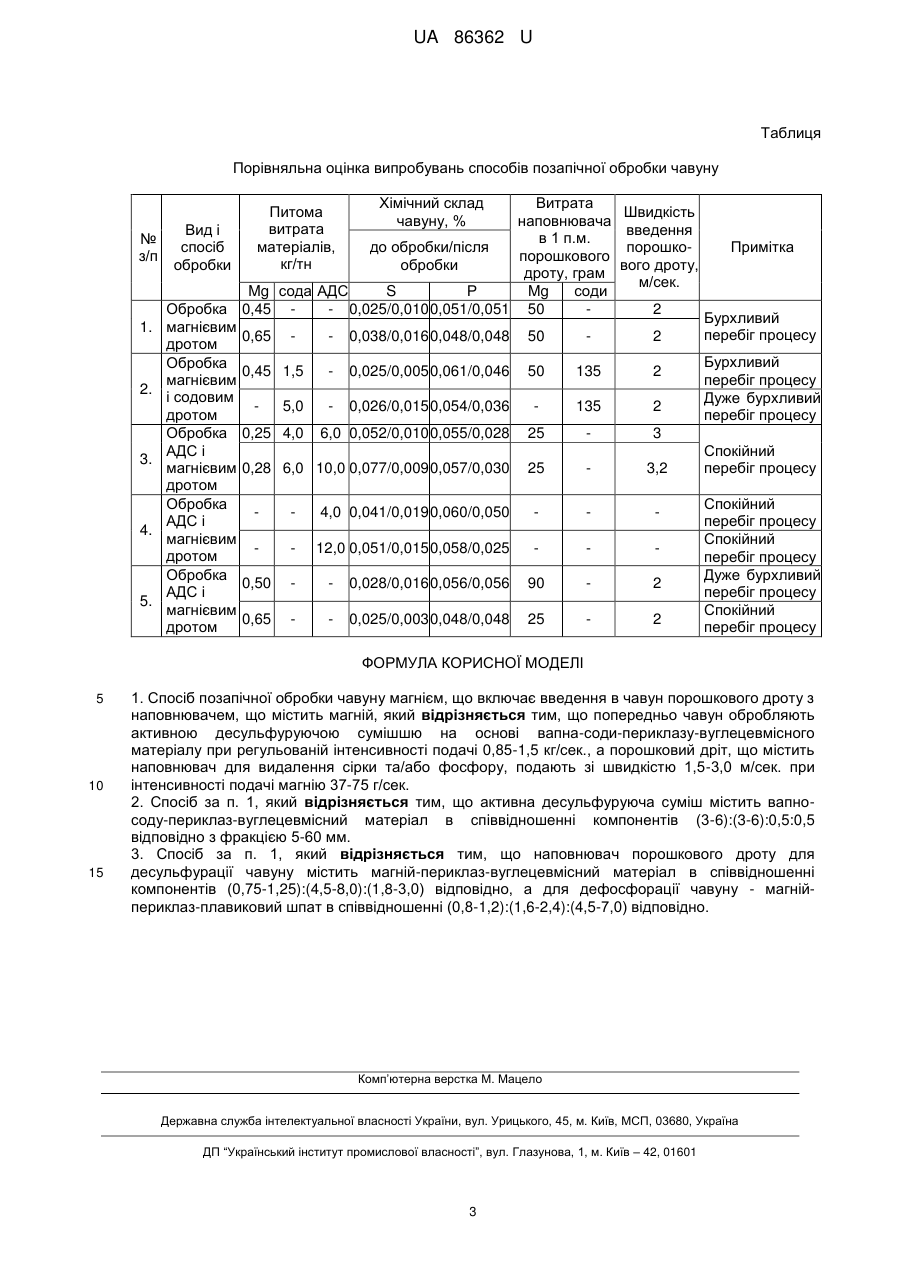
Реферат: Спосіб позапічної обробки чавуну магнієм включає введення в чавун порошкового дроту з наповнювачем, що містить магній. Попередньо чавун обробляють активною десульфуруючою сумішшю на основі вапна-соди-периклазу-вуглецевмісного матеріалу при регульованій інтенсивності подачі 0,85-1,5 кг/сек., а порошковий дріт, що містить наповнювач для видалення сірки та/або фосфору, подають зі швидкістю 1,5-3,0 м/сек. при інтенсивності подачі магнію 37-75 г/сек. UA 86362 U (12) UA 86362 U UA 86362 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі чорної металургії, зокрема до позапічної обробки чавуну порошковим дротом, і може бути використана в ливарних цехах металургійних і машинобудівних підприємств. Відомий спосіб позапічної обробки чавуну магнієм, який включає регульоване введення магнію у вигляді порошкового дроту в розплав чавуну зі швидкістю 1,8-2,2 м/с та інтенсивністю подачі магнію 90-140 г/сек [Патент України на винахід № 6710, кл. С21С1/00, 29.12.1994 р.]. Застосування зазначеного способу дозволило знизити витрачання магнію на десульфурацію чавуну порівняно зі способом продувки розплаву у ковші гранульованим магнієм на 50 %, а кількість газопиловиділень - в 2 рази. В той же час, переведення виплавки доменного чавуну на низькоосновний доменний процес, із зниженням основності шлаку з 1,32 до 1,05 одиниць, виявив недоліки даного способу десульфурації чавуну, а саме: зменшилась сіркопоглинаюча здатність доменного шлаку, збільшився вміст сірки і фосфору в чавуні, при тривалій витримці металу в ковші без скачування шлаку спостерігались процеси ресульфурації; із збільшенням цін на магній і оболонку дроту знизилась рентабельність обробки. Найбільш близьким до пропонованого способу за технічною суттю та досягуваним ефектом є спосіб позапічної обробки чавуну магнієм, який включає регульоване введення в ківш порошкового дроту з наповнювачем, що містить магній, у суміші з алюмінієм і титаном, при попередній обробці чавуну дротом з кальцинованою содою [Патент України на винахід № 25536, кл. С21С 1/00, 30.10.1998 р.]. Розділення в даному способі процесу десульфурації чавуну на два етапи покращили його технологічні показники, але призвели до подорожчання процесу, ресульфурації розплаву, збільшенню кількості газопиловиділень та часу обробки. В основу корисної моделі поставлена задача вдосконалення способу позапічної обробки чавуну магнієм шляхом підвищення сіркопоглинаючої здатності покривного шлаку в чавуновозних ковшах за рахунок присадки, під час наливу або переливу чавуну в інший ківш, активної десульфуруючої суміші (АДС), що має низьку температуру плавлення, високу основність та задовільні параметри газопиловиділень в одиницю часу, а також вибору комплексного наповнювача порошкового дроту на основі магнію, що підвищує його розчинність в чавуні, ефективність десульфурації і дефосфорації за рахунок локального зниження температури чавуну в зоні розчинення дроту, диспергування та вбирання магнію інертними пористими матеріалами, присадки підложок для виділення на них сульфідів і фосфідів. Поставлена задача вирішується тим, що в способі позапічної обробки чавуну магнієм, що включає введення в чавун порошкового дроту з наповнювачем, який містить магній, згідно з корисною моделлю, попередньо чавун обробляють активною десульфуруючою сумішшю (АДС) на основі вапна-соди-периклазу-вуглецевмісного матеріалу при регульованій інтенсивності подачі 0,85-1,5 кг/сек., а порошковий дріт, що містить наповнювач для видалення сірки та/або фосфору, подають зі швидкістю 1,5-3,0 м/сек при інтенсивності подачі магнію 37-75 г/сек. АДС містить вапно-соду-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (3-6):(36):0,5:0,5 відповідно з фракцією 5-60 мм. Наповнювач порошкового дроту для десульфурації чавуну містить магній-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (0,751,25):(4,5-8,0):(1,8-3,0) відповідно, а для дефосфорації чавуну - магній-периклаз-плавиковий шпат в співвідношенні (0,8-1,2):(1,6-2,4):(4,5-7,0) відповідно. Спільні з найближчим аналогом ознаки корисної моделі наступні: - обробку чавуну здійснюють в два етапи матеріалами, що містять магній і соду. Відмітні ознаки корисної моделі такі: - перед обробкою чавуну дротом з магнієвим наповнювачем розплав обробляється сумішшю АДС складу: вапно-сода-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (3-6):(3-6):0,5:0,5 відповідно з фракцією 5-60 мм; - регульована інтенсивність подачі АДС в розплав - 0,85-1,5 кг/сек; - порошковий дріт для десульфурації чавуну містить магній-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (0,75-1,25): (4,5-8,0):(1,8-3,0) відповідно; - для дефосфорації чавуну - магній-периклаз-плавиковий шпат в відповідному співвідношенні (0,8-1,2):(1,6-2,4):(4,5-7,0); - швидкість подачі дроту в розплав - 1,5-3,0 м/сек, інтенсивність подачі магнію - 37-75 г/сек. Технологія десульфурації і дефосфорації чавуну порошковим дротом, що містить магній, базується на моделі локального рафінування металургійних розплавів, яка є його теоретичною базою. В основу моделі покладені сучасні уявлення про структурний стан рідких розплавів чавуну і сталі, існування в розплавах упорядкованої та неупорядкованої зон з розчином в них фосфору, сірки, мікрокомплексів, хімічних сполук - сульфідів, фосфідів з певними іонними, 1 UA 86362 U 5 10 15 20 25 30 35 40 ковалентними зв'язками та електростатичним взаємозв'язком вихідних матеріалів і продуктів реакції. У способі позапічної обробки чавуну, що пропонується, використовуються два рафінуючих агенти: сода і магній. Сумарна реакція декарбонізації і десульфурації чавуну содою може бути представлена схемою 2Na2CO3+2[S]+[C] = 2(Na2S)+3CO2↑. Регульоване подавання АДС дозволяє одномоментно, практично в 10 разів, скоротити кількість газопиловиділень на робочому місці, наявність в АДС вапна і соди запобігає ресульфурації чавуну та утворенню гальмуючого шару на шматку вапна. Периклаз, сода та вуглецевмісний матеріал створюють над шлаком відновну атмосферу та регулюють процес взаємодії шлаку, що утворюється, з металом та футерівкою ковша. Крім того, застосування соди дозволяє отримати легкоплавкий шлак з високою реакційною здатністю, високою основністю за рахунок присадки вапна, зберегти відновну атмосферу над шлаком. Витрата соди (3-6) кг/т чавуну зумовлена термодинамікою процесу взаємодії АДС із сіркою в чавуні, 3 допустимим вмістом СО2↑ на робочому місці за секунду часу від 1,5 до 2,25 г/м , основністю шлаку CaO/ SiO2 > 3 за рахунок присадки вапна від 3 до 6 кг/т чавуну, часом випускання чавуну з печі та необхідним ступенем його десульфурації. Так як десульфурація та дефосфорація чавуну магнієвим дротом залежить від кількості розчиненого магнію і інтенсивності перемішування розплаву, то при наявності покривного шлаку з високою основністю виникла задача визначення оптимального вмісту магнію в одному погонному метрі порошкового дроту. Розрахунки та експерименти показують, що для умов виробництва ПАТ «Дніпровський меткомбінат», на установці десульфурації чавуну доменного цеху якого проведена серія обробок чавуну в чавуновозних ковшах по розробленій технології з використанням АДС і порошкового дроту, що містить магній, витрата АДС може змінюватись в межах 6-10 кг/т, з урахуванням коливань хімічного складу доменного шлаку, що потрапляє в ківш і часу випуску чавуну 8-12 хв., без зниження його ступеня десульфурації і дефосфорації. При подачі дроту за допомогою трайб-апарату із швидкістю 1,5-3,0 м/сек., інтенсивності подачі магнію 37-75 г/сек., порошковий дріт повинен містити 25 грам магнію в 1 погонному метрі. При такому його вмісті досягається спокійний процес обробки розплаву без викиду чавуну і дроту з ковша, а наявність у дроті активного, інертного, пористого вуглецевмісного матеріалу, периклазу, плавикового шпату дозволяє підвищити розчинність магнію в чавуні, стабілізувати ступінь його використання як в процесах десульфурації, так і дефосфорації, знизити газопиловиділення. Використання запропонованого способу дозволяє знизити екологічне навантаження на робочі місця без значних капітальних витрат, так як спосіб може бути використаний в існуючих цехах підприємств. В таблиці наведені результати дослідно-промислових випробувань АДС і порошкових дротів для чавуновозних та заливальних ковшів ємкістю від 6 до 280 тн на металургійних підприємствах, таких як «НЛМК», «Вольний сокіл», «НТМК», «ММК», «Северсталь», «Азовсталь», «ММК ім. Ілліча», «КМЗ ім. Фрунзе», «ДМЗ ім. Петровського», а також ПАТ «Дніпровський меткомбінат». Результати випробувань дозволяють стверджувати, що формула, яка пропонується, відповідає вимогам, що пред'являються до корисних моделей. 2 UA 86362 U Таблиця Порівняльна оцінка випробувань способів позапічної обробки чавуну № з/п 1. 2. 3. 4. 5. Витрата Швидкість наповнювача Вид і введення в 1 п.м. спосіб до обробки/після порошкопорошкового обробки обробки вого дроту, дроту, грам м/сек. Mg сода АДС S Р Mg соди Обробка 0,45 - 0,025/0,010 0,051/0,051 50 2 магнієвим 0,65 - 0,038/0,016 0,048/0,048 50 2 дротом Обробка 0,45 1,5 - 0,025/0,005 0,061/0,046 50 135 2 магнієвим і содовим 5,0 - 0,026/0,015 0,054/0,036 135 2 дротом Обробка 0,25 4,0 6,0 0,052/0,010 0,055/0,028 25 3 АДС і магнієвим 0,28 6,0 10,0 0,077/0,009 0,057/0,030 25 3,2 дротом Обробка 4,0 0,041/0,019 0,060/0,050 АДС і магнієвим - 12,0 0,051/0,015 0,058/0,025 дротом Обробка 0,50 - 0,028/0,016 0,056/0,056 90 2 АДС і магнієвим 0,65 - 0,025/0,003 0,048/0,048 25 2 дротом Питома витрата матеріалів, кг/тн Хімічний склад чавуну, % Примітка Бурхливий перебіг процесу Бурхливий перебіг процесу Дуже бурхливий перебіг процесу Спокійний перебіг процесу Спокійний перебіг процесу Спокійний перебіг процесу Дуже бурхливий перебіг процесу Спокійний перебіг процесу ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб позапічної обробки чавуну магнієм, що включає введення в чавун порошкового дроту з наповнювачем, що містить магній, який відрізняється тим, що попередньо чавун обробляють активною десульфуруючою сумішшю на основі вапна-соди-периклазу-вуглецевмісного матеріалу при регульованій інтенсивності подачі 0,85-1,5 кг/сек., а порошковий дріт, що містить наповнювач для видалення сірки та/або фосфору, подають зі швидкістю 1,5-3,0 м/сек. при інтенсивності подачі магнію 37-75 г/сек. 2. Спосіб за п. 1, який відрізняється тим, що активна десульфуруюча суміш містить вапносоду-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (3-6):(3-6):0,5:0,5 відповідно з фракцією 5-60 мм. 3. Спосіб за п. 1, який відрізняється тим, що наповнювач порошкового дроту для десульфурації чавуну містить магній-периклаз-вуглецевмісний матеріал в співвідношенні компонентів (0,75-1,25):(4,5-8,0):(1,8-3,0) відповідно, а для дефосфорації чавуну - магнійпериклаз-плавиковий шпат в співвідношенні (0,8-1,2):(1,6-2,4):(4,5-7,0) відповідно. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21C 1/00
Мітки: позапічної, обробки, спосіб, чавуну, магнієм
Код посилання
<a href="https://ua.patents.su/5-86362-sposib-pozapichno-obrobki-chavunu-magniehm.html" target="_blank" rel="follow" title="База патентів України">Спосіб позапічної обробки чавуну магнієм</a>
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Оніщук Віталій Прохорович, Бойко Володимир Семенович, Зборщик Олександр Михайлович, Овчиніков Микола Олексійович, Дюдкін Дмитро Олександрович, Тітієвський Володимир Маркович, Кисіленко Володимир Васильович, Хрущов Евген Іванович, Остапчук Микола Петрович, Якін Михайло Миколайович
МПК: C21C 1/02
Мітки: позапічної, обробки, чавуну, спосіб, магнієм
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Остапчук Микола Петрович, Кисіленко Володимир Васильович, Царицин Євген Олександрович, Дюдкін Дмитро Олександрович, Оніщук Віталій Прохорович, Овсяніков Олександр Матвійович
МПК: C21C 1/00
Мітки: обробки, позапічноі, чавуну, магнієм, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 22202
Опубліковано: 25.04.2007
Автор: Уздемір Олександр Миколайович
МПК: C21C 1/00
Мітки: чавуну, магнієм, позапічної, обробки, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, який включає регульоване уведення до чавуну порошкового дроту з наповнювачем, що містить магній, який відрізняється тим, що наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів (мас. %): магнійгалогеніди 20-45 лужноземельні метали 80-55.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 7598
Опубліковано: 15.06.2005
Автори: Аріх Сергій Георгійович, Ватлецов Олександр Васильович, Лещенко Єгор Миколайович, Прахнін Вячеслав Леонідович, Кладіті Георгій Олександрович, Бойко Володимир Семенович, Аніщенко Микола Федорович, Климанчук Владислав Владиславович, Коваль Сергій Олексійович, Косолап Микола Володимирович, Малімон Олександр Афанасович, Шебаніц Едуард Миколайович, Фентісов Ігор Миколайович, Синельніков Володимир Петрович
МПК: C21C 1/00
Мітки: магнієм, позапічної, обробки, спосіб, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішано з екзотермічною сумішшю, що може відновлювати магній та складається з порошків алюмінію і окислів заліза, при цьому співвідношення компонентів в наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок і окисли заліза, знаходиться в межах...
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 77556
Опубліковано: 15.12.2006
Автори: Фентісов Ігор Миколайович, Бойко Володимир Семенович, Лещенко Єгор Миколайович, Синельніков Володимир Петрович, Ватлецов Олександр Васильович, Аріх Сергій Георгійович, Климанчук Владислав Владиславович, Прахнін Вячеслав Леонідович, Малімон Олександр Афанасович, Шебаніц Едуард Миколайович, Кладіті Георгій Олександрович, Аніщенко Микола Федорович, Коваль Сергій Олексійович, Косолап Микола Володимирович
МПК: C21C 1/02
Мітки: спосіб, магнієм, чавуну, обробки, позапічної
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішують з екзотермічною сумішшю, яка відновлює магній та складається з порошків алюмінію і оксидів заліза, при цьому в одержаному наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок та оксиди заліза, співвідношення компонентів знаходиться в...
Попередній патент: Пристрій для подрібнення матеріалу
Наступний патент: Волоконно-оптична система газового контролю
Випадковий патент: Система впорскування палива