Оснастка для відливання злитків з високоякісних сталей
Формула / Реферат
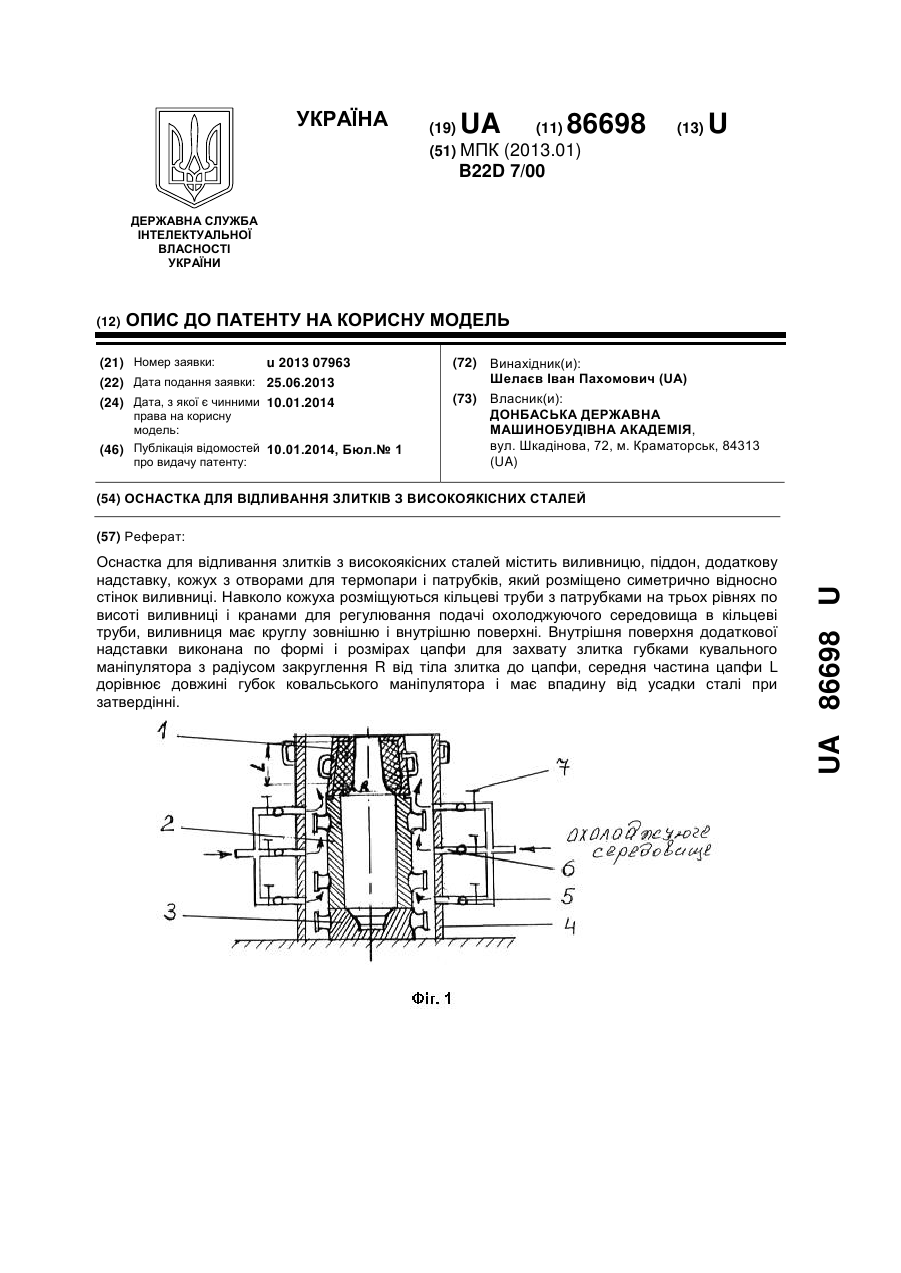
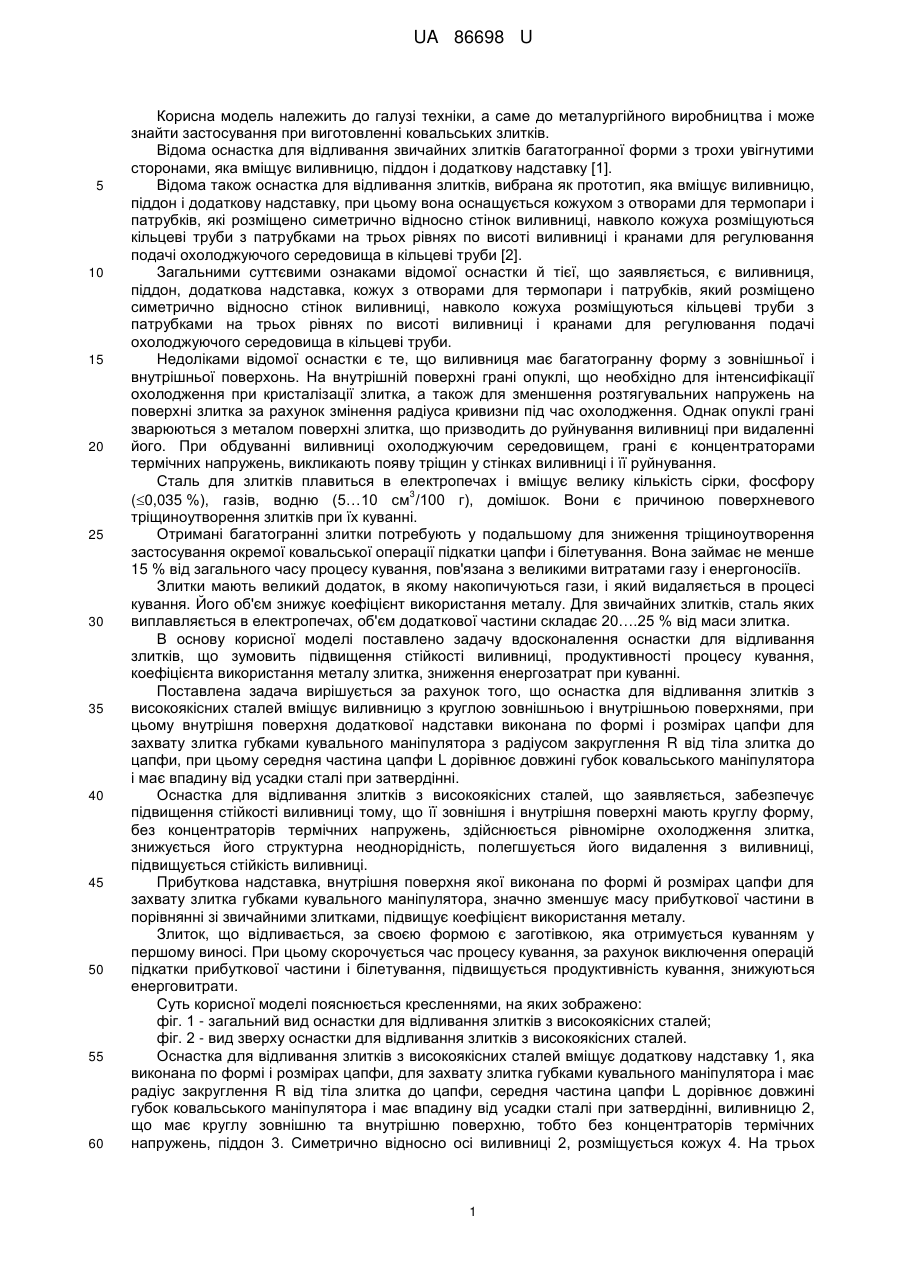
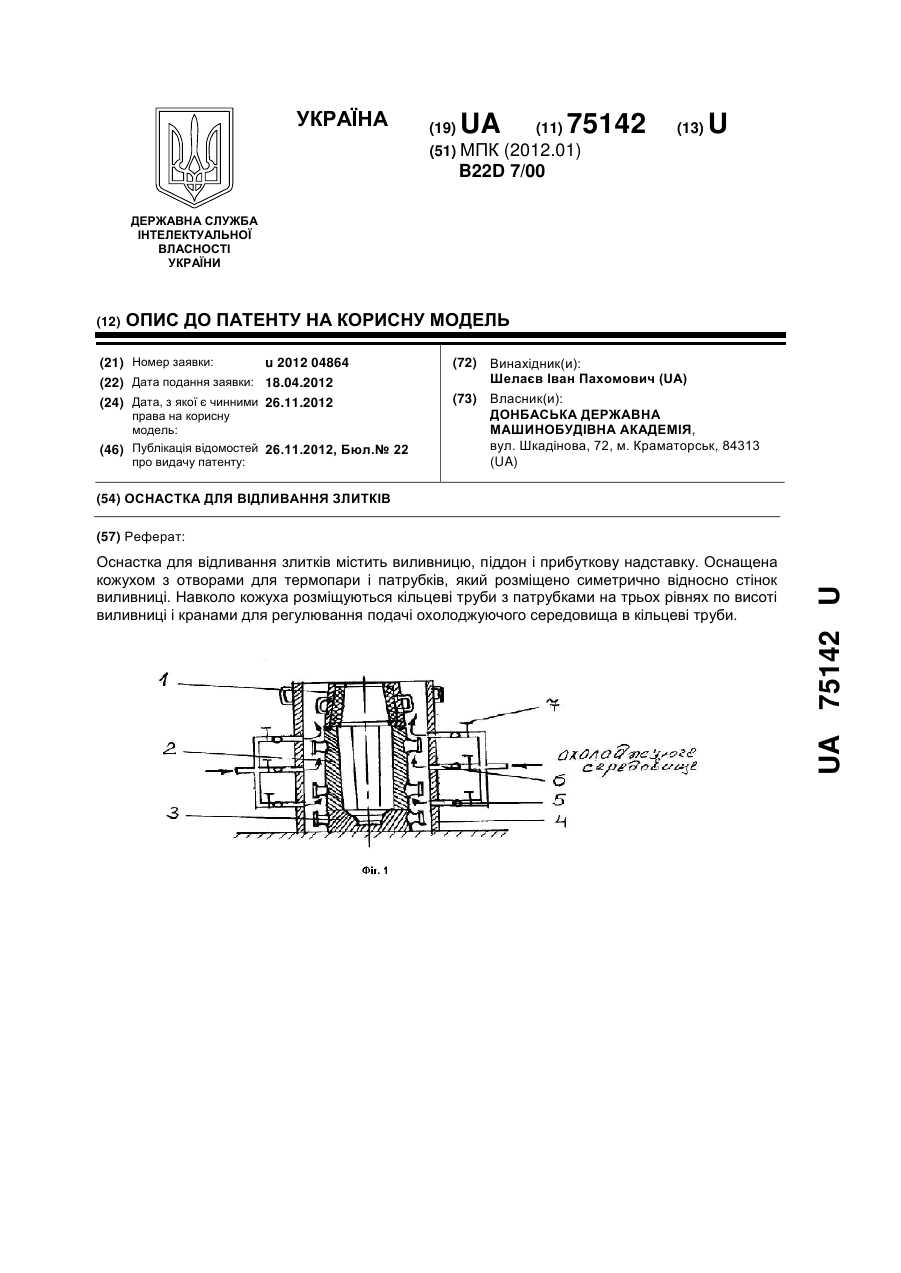
Оснастка для відливання злитків з високоякісних сталей, що містить виливницю, піддон, додаткову надставку, кожух з отворами для термопари і патрубків, який розміщено симетрично відносно стінок виливниці, навколо кожуха розміщуються кільцеві труби з патрубками на трьох рівнях по висоті виливниці і кранами для регулювання подачі охолоджуючого середовища в кільцеві труби, яка відрізняється тим, що виливниця має круглу зовнішню і внутрішню поверхні, при цьому внутрішня поверхня додаткової надставки виконана по формі і розмірах цапфи для захвату злитка губками кувального маніпулятора з радіусом закруглення R від тіла злитка до цапфи, середня частина цапфи L дорівнює довжині губок ковальського маніпулятора і має впадину від усадки сталі при затвердінні.
Текст
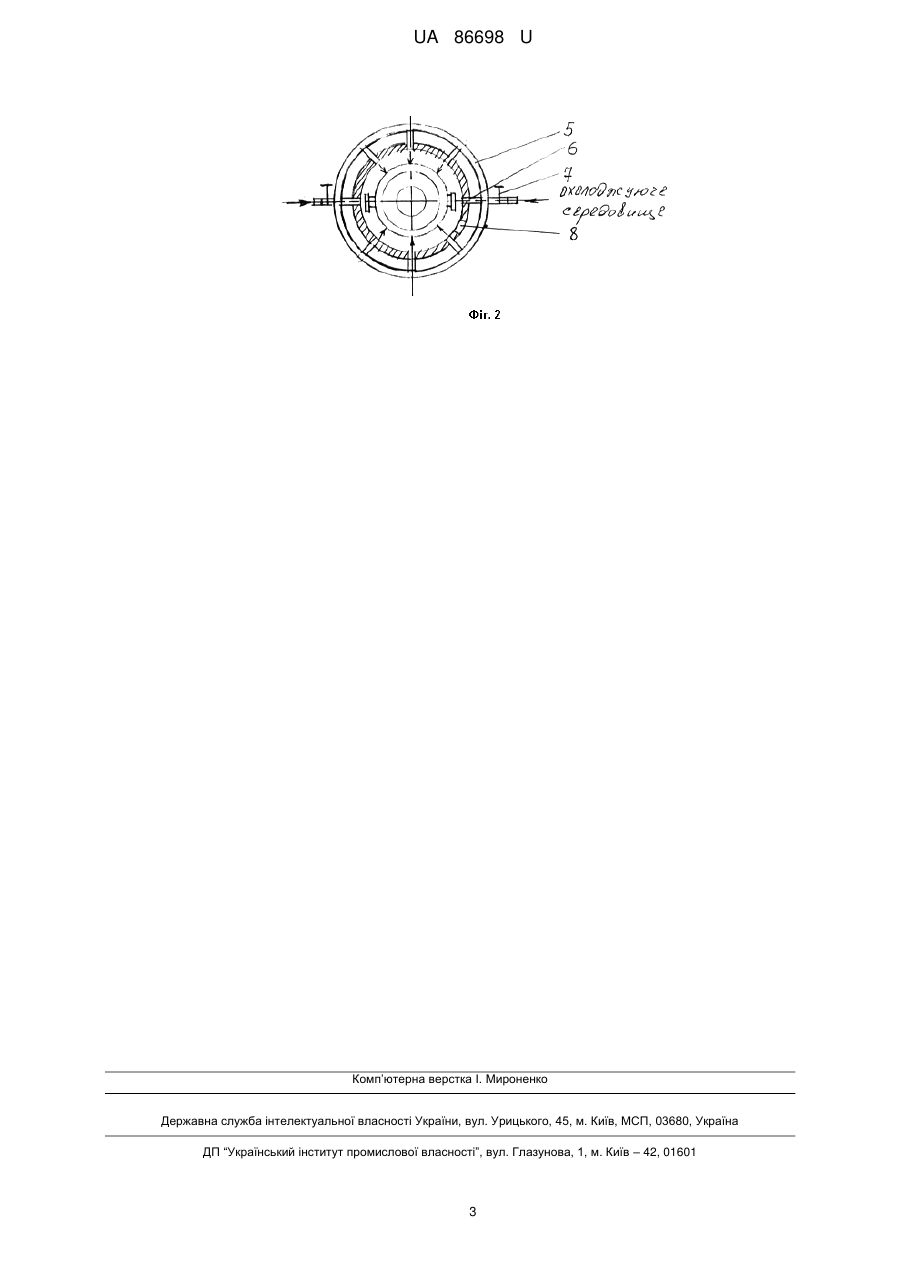
Реферат: UA 86698 U UA 86698 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до металургійного виробництва і може знайти застосування при виготовленні ковальських злитків. Відома оснастка для відливання звичайних злитків багатогранної форми з трохи увігнутими сторонами, яка вміщує виливницю, піддон і додаткову надставку [1]. Відома також оснастка для відливання злитків, вибрана як прототип, яка вміщує виливницю, піддон і додаткову надставку, при цьому вона оснащується кожухом з отворами для термопари і патрубків, які розміщено симетрично відносно стінок виливниці, навколо кожуха розміщуються кільцеві труби з патрубками на трьох рівнях по висоті виливниці і кранами для регулювання подачі охолоджуючого середовища в кільцеві труби [2]. Загальними суттєвими ознаками відомої оснастки й тієї, що заявляється, є виливниця, піддон, додаткова надставка, кожух з отворами для термопари і патрубків, який розміщено симетрично відносно стінок виливниці, навколо кожуха розміщуються кільцеві труби з патрубками на трьох рівнях по висоті виливниці і кранами для регулювання подачі охолоджуючого середовища в кільцеві труби. Недоліками відомої оснастки є те, що виливниця має багатогранну форму з зовнішньої і внутрішньої поверхонь. На внутрішній поверхні грані опуклі, що необхідно для інтенсифікації охолодження при кристалізації злитка, а також для зменшення розтягувальних напружень на поверхні злитка за рахунок змінення радіуса кривизни під час охолодження. Однак опуклі грані зварюються з металом поверхні злитка, що призводить до руйнування виливниці при видаленні його. При обдуванні виливниці охолоджуючим середовищем, грані є концентраторами термічних напружень, викликають появу тріщин у стінках виливниці і її руйнування. Сталь для злитків плавиться в електропечах і вміщує велику кількість сірки, фосфору 3 (0,035 %), газів, водню (5…10 см /100 г), домішок. Вони є причиною поверхневого тріщиноутворення злитків при їх куванні. Отримані багатогранні злитки потребують у подальшому для зниження тріщиноутворення застосування окремої ковальської операції підкатки цапфи і білетування. Вона займає не менше 15 % від загального часу процесу кування, пов'язана з великими витратами газу і енергоносіїв. Злитки мають великий додаток, в якому накопичуються гази, і який видаляється в процесі кування. Його об'єм знижує коефіцієнт використання металу. Для звичайних злитків, сталь яких виплавляється в електропечах, об'єм додаткової частини складає 20….25 % від маси злитка. В основу корисної моделі поставлено задачу вдосконалення оснастки для відливання злитків, що зумовить підвищення стійкості виливниці, продуктивності процесу кування, коефіцієнта використання металу злитка, зниження енергозатрат при куванні. Поставлена задача вирішується за рахунок того, що оснастка для відливання злитків з високоякісних сталей вміщує виливницю з круглою зовнішньою і внутрішньою поверхнями, при цьому внутрішня поверхня додаткової надставки виконана по формі і розмірах цапфи для захвату злитка губками кувального маніпулятора з радіусом закруглення R від тіла злитка до цапфи, при цьому середня частина цапфи L дорівнює довжині губок ковальського маніпулятора і має впадину від усадки сталі при затвердінні. Оснастка для відливання злитків з високоякісних сталей, що заявляється, забезпечує підвищення стійкості виливниці тому, що її зовнішня і внутрішня поверхні мають круглу форму, без концентраторів термічних напружень, здійснюється рівномірне охолодження злитка, знижується його структурна неоднорідність, полегшується його видалення з виливниці, підвищується стійкість виливниці. Прибуткова надставка, внутрішня поверхня якої виконана по формі й розмірах цапфи для захвату злитка губками кувального маніпулятора, значно зменшує масу прибуткової частини в порівнянні зі звичайними злитками, підвищує коефіцієнт використання металу. Злиток, що відливається, за своєю формою є заготівкою, яка отримується куванням у першому виносі. При цьому скорочується час процесу кування, за рахунок виключення операцій підкатки прибуткової частини і білетування, підвищується продуктивність кування, знижуються енерговитрати. Суть корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - загальний вид оснастки для відливання злитків з високоякісних сталей; фіг. 2 - вид зверху оснастки для відливання злитків з високоякісних сталей. Оснастка для відливання злитків з високоякісних сталей вміщує додаткову надставку 1, яка виконана по формі і розмірах цапфи, для захвату злитка губками кувального маніпулятора і має радіус закруглення R від тіла злитка до цапфи, середня частина цапфи L дорівнює довжині губок ковальського маніпулятора і має впадину від усадки сталі при затвердінні, виливницю 2, що має круглу зовнішню та внутрішню поверхню, тобто без концентраторів термічних напружень, піддон 3. Симетрично відносно осі виливниці 2, розміщується кожух 4. На трьох 1 UA 86698 U 5 10 15 20 рівнях по висоті виливниці навколо кожуха 4 розміщені кільцеві труби 5, від яких на патрубках 6 через отвори в кожусі 4 охолоджуюче середовище подається всередину кожуха 4 на поверхню виливниці 2. Крани 7 використовуються для регулювання подачі охолоджуючого середовища в кільцеві труби 5, зі зменшеним обдуванням виливниці від низу до верху. Кожух 4 забезпечує рівномірне охолодження виливниці на поверхні, для виключення її жолоблення. Оснастка для відливання ковальських злитків з високоякісних сталей працює в такий спосіб. Після заливання рідкого металу в форму (доливання в додаткову надставку) охолоджуюче середовище через крани 7, кільцеві патрубки 6, подається на поверхню виливниці. При цьому здійснюється більш інтенсивне відведення тепла від виливниці, забезпечується значний температурний градієнт у рідині біля фронту затвердіння і відведення тепла через тверду фазу. Для забезпечення кристалізації в горизонтальному напрямку і в напрямку знизу вверх, за допомогою кранів 7 подається охолоджуюче середовище більше в нижню трубу, ніж у верхню, зменшується кількість внутрішніх дефектів злитка з щільною будовою центральної зони. Контроль температури виливниці в процесі кристалізації злитка здійснюється контактною термопарою через вікно 8, що закривається. Застосування пропонованої оснастки для відливання злитків дозволяє отримувати злиток, який за своєю формою є заготівкою, що отримується куванням у першому виносі та дає можливість скоротити загальний час процесу кування, підвищити продуктивність кування, знизити енергозатрати. Джерела інформації: 1. Изложницы для слитков легированных сталей / Додин Я.Л., Саксонов Л.Г., Соколовский Л.О., Торбочкин Л.И. - М, 1963. - 192 с. 2. Патент України № 75142 Оснастка для відливання злитків / Шелаєв І.П., опубл. 26.11.2012, бюл. № 22, 2012 р. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Оснастка для відливання злитків з високоякісних сталей, що містить виливницю, піддон, додаткову надставку, кожух з отворами для термопари і патрубків, який розміщено симетрично відносно стінок виливниці, навколо кожуха розміщуються кільцеві труби з патрубками на трьох рівнях по висоті виливниці і кранами для регулювання подачі охолоджуючого середовища в кільцеві труби, яка відрізняється тим, що виливниця має круглу зовнішню і внутрішню поверхні, при цьому внутрішня поверхня додаткової надставки виконана по формі і розмірах цапфи для захвату злитка губками кувального маніпулятора з радіусом закруглення R від тіла злитка до цапфи, середня частина цапфи L дорівнює довжині губок ковальського маніпулятора і має впадину від усадки сталі при затвердінні. 2 UA 86698 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюShelaiev Ivan Pakhomovych
Автори російськоюШелаев Иван Пахомович
МПК / Мітки
МПК: B22D 7/00
Мітки: високоякісних, відливання, злитків, оснастка, сталей
Код посилання
<a href="https://ua.patents.su/5-86698-osnastka-dlya-vidlivannya-zlitkiv-z-visokoyakisnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Оснастка для відливання злитків з високоякісних сталей</a>
Оснастка для відливання злитків
Номер патенту: 75142
Опубліковано: 26.11.2012
Автор: Шелаєв Іван Пахомович
МПК: B22D 7/00
Мітки: злитків, оснастка, відливання
Формула / Реферат:
Оснастка для відливання злитків, яка містить виливницю, піддон і прибуткову надставку, яка відрізняється тим, що оснащена кожухом з отворами для термопари і патрубків, який розміщено симетрично відносно стінок виливниці, навколо кожуха розміщуються кільцеві труби з патрубками на трьох рівнях по висоті виливниці і кранами для регулювання подачі охолоджуючого середовища в кільцеві труби.
Виливниця для відливання злитків
Номер патенту: 52254
Опубліковано: 25.08.2010
Автори: Карнаух Олег Олегович, Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: відливання, виливниця, злитків
Формула / Реферат:
Виливниця для відливання злитків з увігнутою теплоізолюючою бічною поверхнею зі стрілою прогину а=0,08-0,12, піддон якої має канали для інтенсивного його охолодження та відведення тепла, яка відрізняється тим, що містить прибуткову надставку, що має циліндричну порожнину для одержання злитка з циліндричною цапфою під захват маніпулятора.
Виливниця для відливання коротких ковальських злитків
Номер патенту: 61771
Опубліковано: 25.07.2011
Автори: Олешко Михайло Викторович, Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: злитків, відливання, ковальських, виливниця, коротких
Формула / Реферат:
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон інтенсивно охолоджується, яка відрізняється тим, що корпус виливниці має зворотну конусність, внутрішня поверхня її футерована вогнетривким матеріалом, піддон має форму лійки з порожниною під цапфу, а співвідношення висоти виливниці до її внутрішнього діаметра де
Виливниця для відливання коротких ковальських злитків
Номер патенту: 73772
Опубліковано: 10.10.2012
Автор: Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: коротких, ковальських, відливання, виливниця, злитків
Формула / Реферат:
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон - канали для інтенсивного охолодження, яка відрізняється тим, що виливниця має пересувну прибуткову надставку для формування прибуткової частини циліндричної форми з об'ємом 10-16 %, циліндричну ділянку висотою
Піддон для відливання розширених донизу злитків
Номер патенту: 34319
Опубліковано: 11.08.2008
Автори: Лоза Аркадій Васильович, Лоза Олена Анатоліївна, Шишкін Володимир Вікторович
МПК: B22D 7/12
Мітки: піддон, розширених, відливання, злитків, донизу
Формула / Реферат:
Піддон для відливання розширених донизу злитків, що включає металеву опорну плиту з верхньою робочою поверхнею для установлювання виливниці, який відрізняється тим, що на частині робочої поверхні плити, в місці подальшого установлювання виливниці, або на окремих ділянках цієї частини, симетрично відносно вертикальної осі піддона виконаний шар з вогнетривкого матеріалу.
Попередній патент: Спосіб одержання ультрадрібнозернистих заготівок із металів та сплавів стисненим осаджуванням
Наступний патент: Відцентрова фрикційна муфта
Випадковий патент: Запам'ятовуючий пристрій зі змінним форматом даних