Спосіб виготовлення покриття, що перешкоджає ковзанню


Формула / Реферат
1. Спосіб виготовлення покриття, що перешкоджає ковзанню, на основі (1), яка може розмотуватися з рулону або має листову форму, для покращення зумовлених тертям обробних властивостей основи (1) в наступних обробних операціях, таких, наприклад, як процеси різання, штампування або згинання, причому принаймні на одну з обох поверхонь (5) основи (1) наносять покривний шар (3) з лаку, який наносять лише на частини поверхні (5) основи (1), і перед нанесенням покривного шару (3) на поверхні (5) основи (1) здійснюють процес нанесення покриття одного або кількох кольорів, який відрізняється тим, що покривний шар (3) наносять у вигляді сітки.
2. Спосіб за п. 1, який відрізняється тим, що співвідношення між частинами поверхні, покритими покривним шаром (3), та всією площею відповідної поверхні (5) основи (1) вибирається залежно від бажаного коефіцієнта тертя поверхні (5).
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що товщина покривного шару (3) вибирається залежно від бажаного коефіцієнта тертя поверхні (5).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що як основу (1) використовують папір, картон, текстильний матеріал, алюмінієву фольгу, синтетичну плівку або комбіновану плівку, що складається принаймні з двох вищезазначених матеріалів.
Текст
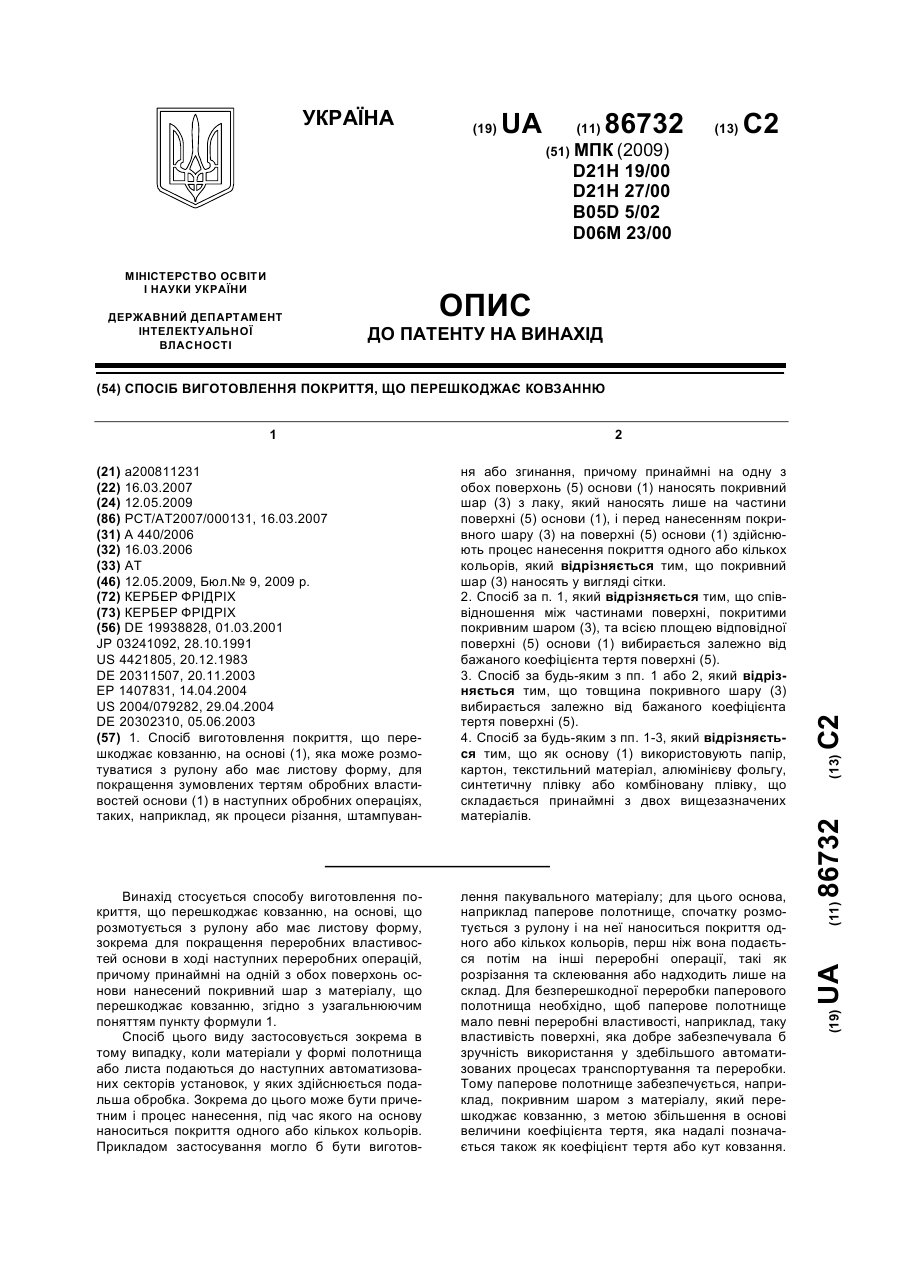
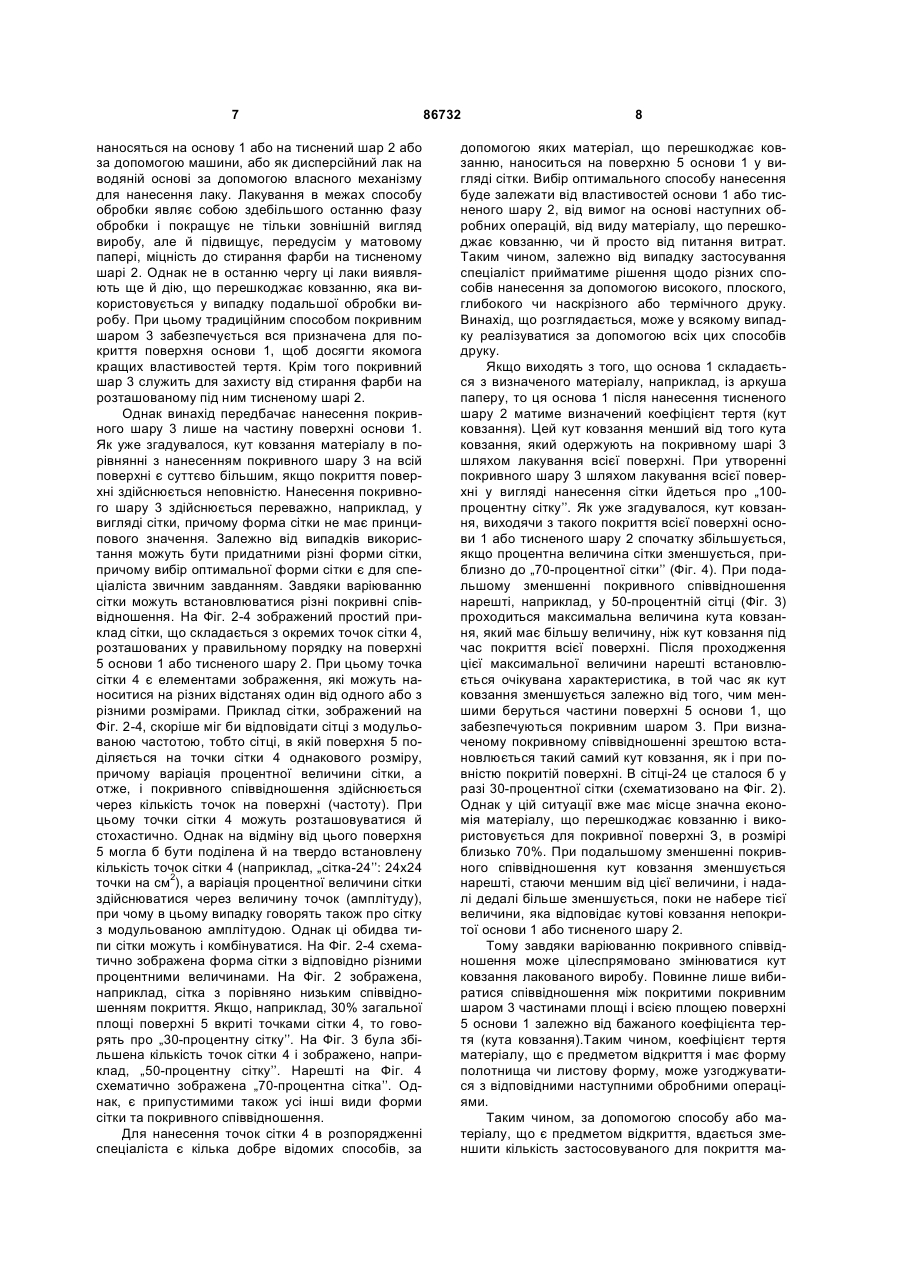
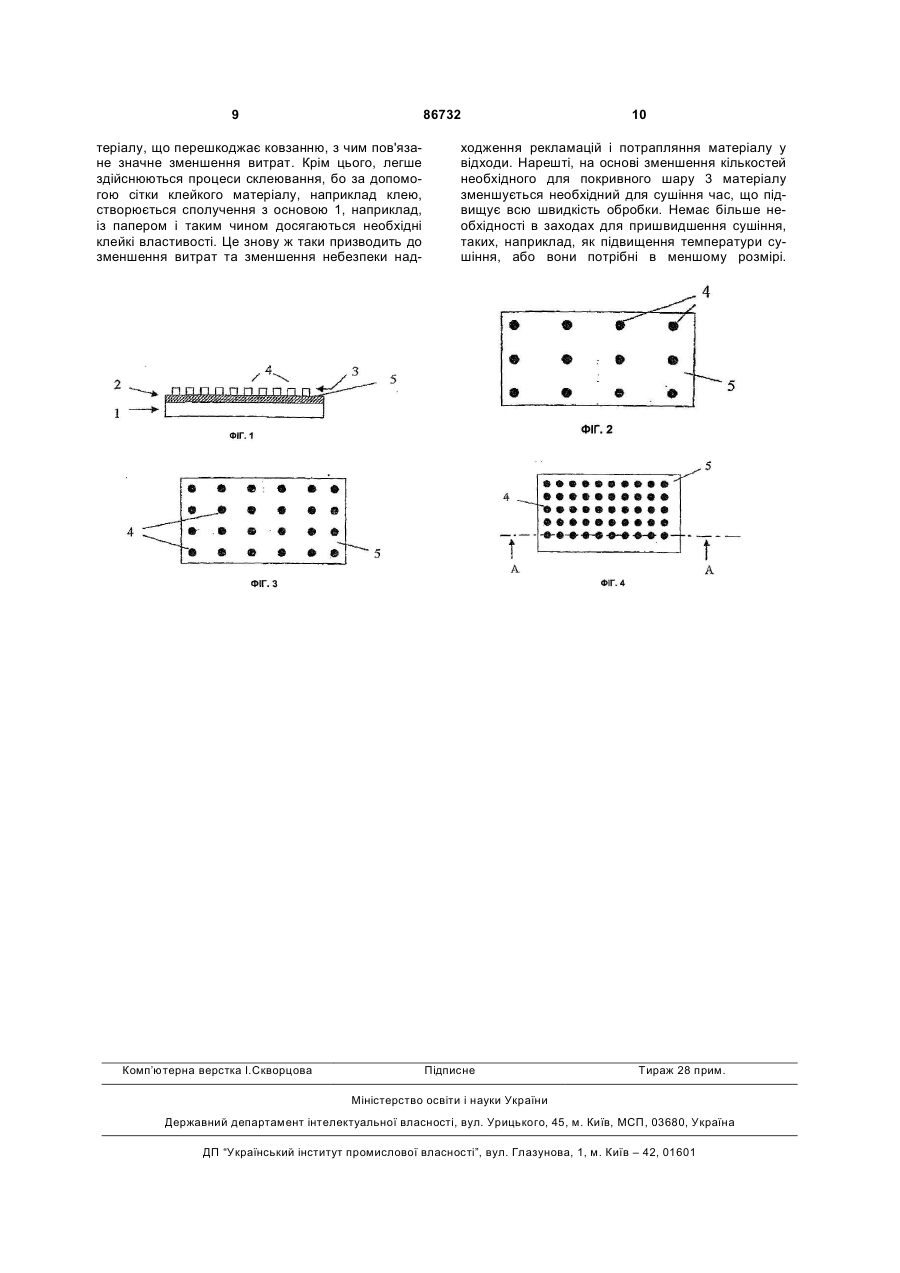
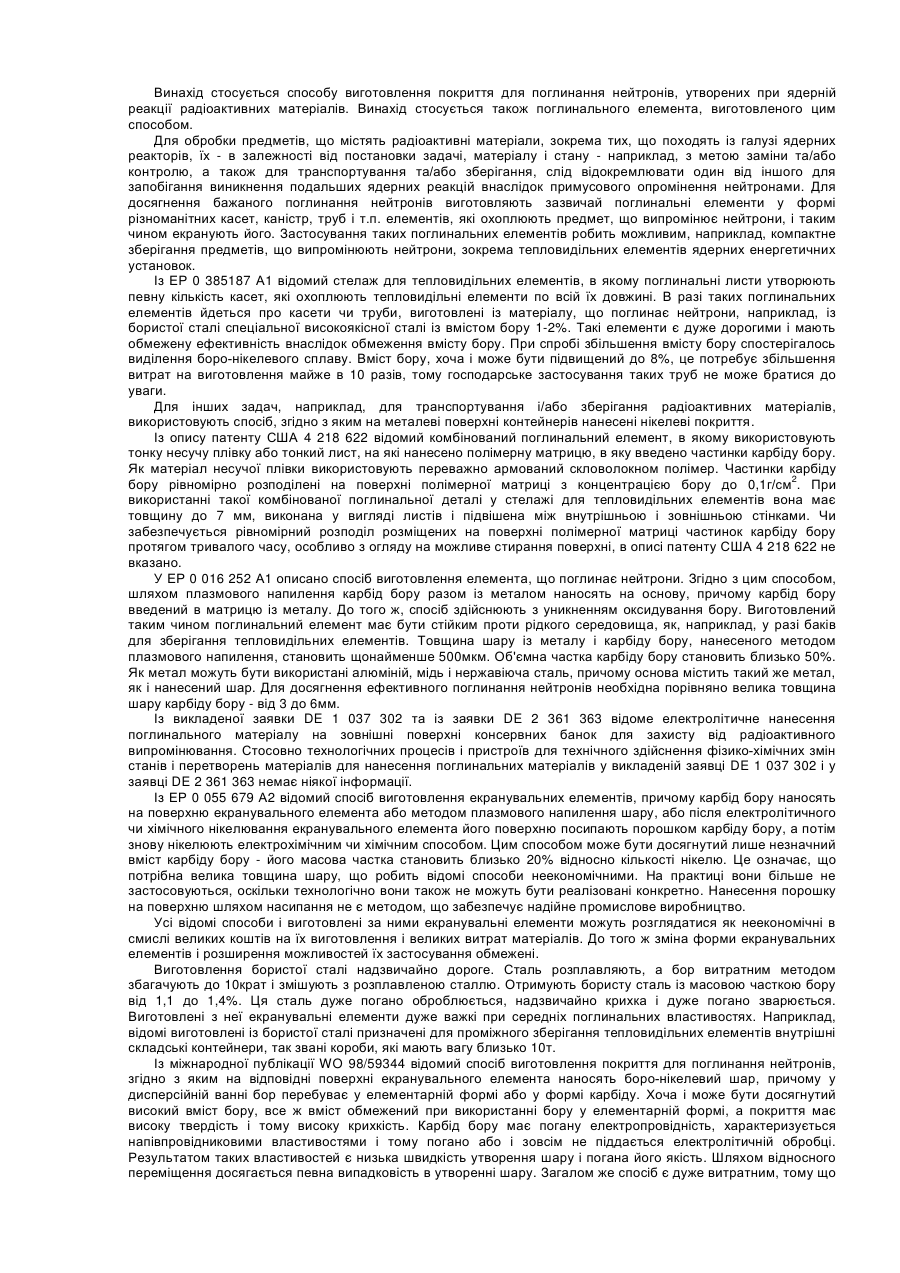
1. Спосіб виготовлення покриття, що перешкоджає ковзанню, на основі (1), яка може розмотуватися з рулону або має листову форму, для покращення зумовлених тертям обробних властивостей основи (1) в наступних обробних операціях, таких, наприклад, як процеси різання, штампуван C2 2 (19) 1 3 Відомі різні матеріали, що перешкоджають ковзанню, наприклад лаки, які наносяться на одну або обидві поверхні основи в рідкій чи пастоподібній формі, а потім повинні затвердіти або висохнути, перш ніж може бути здійснена подальша обробка основи. Для того щоб досягнути якомога кращих властивостей тертя, вся поверхня основи забезпечується при цьому згідно зі станом розвитку техніки покривним шаром. Це вигідно ще й у тому відношенні, що цей покривний шар захищає тиснені шари, що знаходяться під ним, від стирання фарби і крім того надає матеріалу привабливий на вигляд блиск. Звичайно, використовувані для покриття матеріали, що перешкоджають ковзанню, дорогі, так що перевага покращених у результаті обробки властивостей пов'язана з більшими витратами. Крім того лак, нанесений на всю поверхню, часто дуже погано впливає на якість склеювання в запланованих місцях, бо клей погано сполучається з покривним шаром. Тому часто намагаються не забезпечувати основу в запланованих місцях склеювання покривним шаром. Однак у цьому випадку слід подбати про те, щоб склеювання, яке виконується здебільшого автоматизованим способом, здійснювалося точно на цих залишених вільними від покривного шару ділянках поверхні носія, що іноді спричиняє труднощі. Це знову призводить до збільшення витрат, збільшення небезпеки рекламацій, а також збільшення небезпеки потрапляння матеріалу у відходи. Нарешті необхідний після нанесення покривного шару час для сушіння зменшує швидкість усієї обробки. Заходи для пришвидшення сушіння, такі як збільшення температури сушіння, знову ж таки мають наслідком збільшення енергетичних затрат. У посиланні DE 203 02 310 U1 пропонується полегшувати користування товарами щоденного вжитку, таких, наприклад, як підкладки для письма, настільні салфетки, на які ставляться столові прибори і т.п., у той час як сповзання цих предметів з основної поверхні забороняється. Це досягається завдяки використанню клейкого поліпропіленового матеріалу як матеріалу, що перешкоджає ковзанню, який після затвердіння має залишкову клейкість. Клейкий матеріал наноситься при цьому у вигляді орнаменту. У посиланні DE 202 06 101 U1 пропонується для нанесення або закріплення на міцній основі пристосування, що перешкоджає ковзанню, при цьому покриття, що перешкоджає ковзанню, наноситься в прозорому вигляді на сигнальну стрічку шляхом ламінування. У посиланні DE 202004017840 U1 описується пластмасовий виріб плоскої форми, який має плоску, гнучку пластмасову основу, а також нанесене на пластмасову основу покриття з пластмаси, причому покриття утворює структуровану поверхню. Посилання DE 199 38 828 А1 описує мішок із паперу або синтетичного матеріалу з сітчастим або плоским покриттям, що перешкоджає ковзанню, з синтетичного матеріалу з порівняно великим коефіцієнтом тертя. Нанесення покриття може здійснюватись у вигляді точок або сітки. Метою 86732 4 покриття, що перешкоджає ковзанню, є уникнення сповзання штабеля палет. Посилання JP 03241092 описує спосіб виготовлення покриття, що перешкоджає ковзанню, на гофрованому картоні за допомогою шару лаку. Метою такого покриття є знову ж таки покращення придатності матеріалу для зберігання на складі. Посилання US 4,421,805 також у першу чергу стосується покращення придатності призначених для транспортування мішків для складання в штабелі, в той час як взаємне сповзання не допускається за допомогою шару на основі поліамідної смоли. Цей шар може наноситися на всю поверхню або у вигляді сітки. Посилання DE 203 11 507 U1 стосується матеріалу плоскої форми, що перешкоджає ковзанню, у вигляді матів або рулонів, який передбачений як підкладка для зберігання важких транспортованих товарів. При цьому покриття не повинне бути клейким, що досягається нанесенням на мати органічного мономера чи полімеру у вигляді суспензії або пасти з „мікрокапсул, що спінюються’’ в розчині, суспензії або емульсії, який утворює злегка клейку плівку. Спочатку мати виготовляються у вигляді нескінченних рулонів, які після нанесення покриття відповідно розрізуються. Покриття здійснюється переважно на частині поверхні, наприклад, у формі смуг. У посиланні ЕР 1 407 831 А2 говориться про виготовлення сургучевих шарів на плівках або комбінованих плівках, наприклад, за допомогою способу з застосуванням низького друку. Плівки можуть складатися також із паперу і служити, наприклад, для виготовлення гнучкого пакувального матеріалу. Крім цього, описуються установки для такого пакувального матеріалу, в яких використовуються розгортаючий пристрій, каширувальний блок, компресорний блок, блок для перелакування, блок для нанесення сургучевого шару і розташований після них згортаючий блок. При цьому посилання ЕР 1 407 831 А2 пропонує стосовно блоку для нанесення сургучевого шару спосіб виготовлення сургучевого шару на частині поверхні за допомогою електростатичного покриття. Тому метою винаходу є забезпечення способів, які не мають вказаних недоліків. Крім цього, бажано було б мати змогу оптимізувати коефіцієнт тертя матеріалу в формі полотнища або листа по відношенню до відповідного наступного процесу обробки, що було б зараз можливим лише завдяки використанню різних матеріалів, що перешкоджають ковзанню, або використанню матеріалу, що перешкоджає ковзанню і має, наприклад змінну в'язкість. Ці цілі досягаються за допомогою ознак пункту формули 1. Пункт формули 1 стосується способу виготовлення покриття, що перешкоджає ковзанню, на основі, яка може розмотуватися з рулону або має листову форму, для покращення зумовлених тертям обробних властивостей основи в наступних обробних операціях, таких, наприклад, як процеси різання, штампування або згинання, причому принаймні на одну з обох поверхонь основи наноситься покривний шар з лаку, який наноситься лише на частини поверхні основи, і перед нанесенням по 5 кривного шару на поверхні основи здійснюється процес нанесення покриття одного або кількох кольорів. При цьому згідно з винаходом передбачено, що покривний шар наноситься у вигляді сітки. Власне кажучи, несподівано було встановлено, що кут ковзання матеріалу в порівнянні з нанесенням покривного шару на всій поверхні є суттєво більшим, якщо покриття поверхні здійснюється неповністю, що є часто бажаним явищем, наприклад, для пакувальної промисловості і в той же час економиться дорогий матеріал, який використовується для виготовлення покривного шару. Спостереження заявника детально показують, що, виходячи з повного покриття поверхні основи кут ковзання спочатку зростає, якщо покривне співвідношення, тобто співвідношення між покритими покривним шаром частинами поверхні і всією відповідною поверхнею основи, виходячи з величини 100%, зменшується на більш низькі процентні величини. В разі подальшого зменшення покривного співвідношення нарешті досягається максимальна величина кута ковзання, більша від кута ковзання при покритті всієї поверхні. Після проходження цієї максимальної величини нарешті встановлюється очікувана характеристика, в той час як кут ковзання зменшується залежно від того, чим менша вибирається частина поверхні основи, на яку наноситься покривний шар. При визначеному покривному співвідношенні врешті-решт встановлюється той же кут ковзання, що й при повністю покритій поверхні. Однак у цій ситуації з'являється вже значна економія призначеного для покривного шару матеріалу, що перешкоджає ковзанню. Під час дальшого зменшення покривного співвідношення кут ковзання нарешті стає меншим від цієї величини і продовжує зменшуватися, поки не досягне тієї величини, що відповідає кутові ковзання основи без покриття. Названі в пункті формули 1 обробні операції можуть бути при цьому операціями з обробки покритої основи, такими, наприклад, як процеси розрізання, штампування або згинання. Для нанесення покривного шару у вигляді сітки існують кілька добре відомих спеціалістові способів обробки, за допомогою яких матеріал, що перешкоджає ковзанню, може наноситися на поверхню основи у вигляді сітки. Шляхом варіювання сітки можуть забезпечуватися вищезазначені покривні співвідношення, які будуть далі описані більш детально. Покривне співвідношення позначається далі по відношенню до сітки як „процентна величина сітки’’. Пункт формули 2 використовує спостереження стосовно того, що завдяки варіюванню покривного співвідношення може цілеспрямовано змінюватися кут ковзання матеріалу. Власне, згідно з пунктом формули 2 вибирається співвідношення між покритими покривним шаром частинами поверхні і відповідної загальної поверхні основи залежно від бажаного коефіцієнта тертя (кута ковзання). Завдяки цьому коефіцієнт тертя матеріалу у вигляді полотнища або листа може узгоджуватися з відповідною наступною обробною операцією. Пункт формули 3 передбачає вибір товщини покривного шару залежно від бажаного коефіцієн 86732 6 та тертя поверхні. Якщо виникає, наприклад, потреба в нанесенні закритого покривного шару з метою надання блиску, то можна вибрати більшу величину покривного співвідношення при одночасному зменшенні товщини шару. Таким чином можна отримати оптичне враження закритого покривного шару, однак досягти значної економії через зменшення товщини шару. Пункт формули 4 пропонує використовувати як основу папір, картон, текстильні матеріали, алюмінієву фольгу, синтетичні плівки або комбіновані плівки. Винахід пояснюється далі більш детально на основі доданих креслень. При цьому на Фіг. 1 показаний схематичний переріз вздовж зображеної на Фіг. 4 лінії А-А ділянки матеріалу, що є предметом винаходу і складається з основи, тисненого шару та покривного шару, Фіг. 2 є схематичним зображенням (виглядом зверху) показаного на Фіг. 1 матеріалу для першого покривного співвідношення, Фіг. 3 є схематичним зображенням (виглядом зверху) показаного на Фіг. 1 матеріалу для другого покривного співвідношення, а Фіг. 4 є схематичним зображенням (виглядом зверху) показаного на Фіг. 1 матеріалу для третього покривного співвідношення. На Фіг. 1 показане схематичне зображення матеріалу, що є предметом винаходу і складається з основи 1, у разі необхідності з тисненого шару 2 та покривного шару 3. Основою 1 може бути, наприклад, паперове полотнище, листовий папір, картон, текстиль, алюмінієва фольга, синтетична плівка, комбінована плівка, що складається принаймні з двох вищевказаних матеріалів, і т.п. У всякому разі основа 1 може розмотуватися з рулону або мати листову форму і таким чином є придатною для того, щоб у ході виконання автоматизованих обробних процесів подаватися для здійснення наступних обробних операцій. Тиснений шар 2 може складатися з кількох кольорових шарів, наприклад, якщо в ході покриття основи 1 фарбою наноситься кілька рівнів фарби. Як уже згадувалося, для безперебійної обробки основи 1 під час наступних обробних операцій необхідно, щоб основа 1 мала визначені обробні властивості, наприклад таку властивість поверхні, яка добре забезпечує легкість у користуванні у здебільшого автоматизованих транспортних та обробних процесах. Тому основа 1 забезпечується покривним шаром 3 з матеріалу, що перешкоджає ковзанню, з метою збільшення коефіцієнта тертя основи 1. Наприклад, на Фіг. 1 зображено, що лише верхня поверхня основи 1 або тисненого шару 2 має покривну поверхню 3, а нижня поверхня основи 1 такої поверхні не має. Однак тисненою поверхнею 2 і/або покривною поверхнею 3 можуть забезпечуватися й обидві поверхні основи 1. Відомі різні матеріали, що перешкоджають ковзанню, наприклад лаки, які наносяться на одну або обидві поверхні основи в рідкій чи пастоподібній формі, а потім повинні затвердіти або висохнути, перш ніж може бути здійснена подальша обробка основи 1. Ці лаки являють собою безбарвні блискучі або матові після висихання матеріали, які 7 наносяться на основу 1 або на тиснений шар 2 або за допомогою машини, або як дисперсійний лак на водяній основі за допомогою власного механізму для нанесення лаку. Лакування в межах способу обробки являє собою здебільшого останню фазу обробки і покращує не тільки зовнішній вигляд виробу, але й підвищує, передусім у матовому папері, міцність до стирання фарби на тисненому шарі 2. Однак не в останню чергу ці лаки виявляють ще й дію, що перешкоджає ковзанню, яка використовується у випадку подальшої обробки виробу. При цьому традиційним способом покривним шаром 3 забезпечується вся призначена для покриття поверхня основи 1, щоб досягти якомога кращих властивостей тертя. Крім того покривний шар 3 служить для захисту від стирання фарби на розташованому під ним тисненому шарі 2. Однак винахід передбачає нанесення покривного шару 3 лише на частину поверхні основи 1. Як уже згадувалося, кут ковзання матеріалу в порівнянні з нанесенням покривного шару 3 на всій поверхні є суттєво більшим, якщо покриття поверхні здійснюється неповністю. Нанесення покривного шару 3 здійснюється переважно, наприклад, у вигляді сітки, причому форма сітки не має принципового значення. Залежно від випадків використання можуть бути придатними різні форми сітки, причому вибір оптимальної форми сітки є для спеціаліста звичним завданням. Завдяки варіюванню сітки можуть встановлюватися різні покривні співвідношення. На Фіг. 2-4 зображений простий приклад сітки, що складається з окремих точок сітки 4, розташованих у правильному порядку на поверхні 5основи 1 або тисненого шару 2. При цьому точка сітки 4 є елементами зображення, які можуть наноситися на різних відстанях один від одного або з різними розмірами. Приклад сітки, зображений на Фіг. 2-4, скоріше міг би відповідати сітці з модульованою частотою, тобто сітці, в якій поверхня 5 поділяється на точки сітки 4 однакового розміру, причому варіація процентної величини сітки, а отже, і покривного співвідношення здійснюється через кількість точок на поверхні (частоту). При цьому точки сітки 4 можуть розташовуватися й стохастично. Однак на відміну від цього поверхня 5 могла б бути поділена й на твердо встановлену кількість точок сітки 4 (наприклад, „сітка-24’’: 24x24 точки на см2), а варіація процентної величини сітки здійснюватися через величину точок (амплітуду), при чому в цьому випадку говорять також про сітку з модульованою амплітудою. Однак ці обидва типи сітки можуть і комбінуватися. На Фіг. 2-4 схематично зображена форма сітки з відповідно різними процентними величинами. На Фіг. 2 зображена, наприклад, сітка з порівняно низьким співвідношенням покриття. Якщо, наприклад, 30% загальної площі поверхні 5 вкриті точками сітки 4, то говорять про „30-процентну сітку’’. На Фіг. 3 була збільшена кількість точок сітки 4 і зображено, наприклад, „50-процентну сітку’’. Нарешті на Фіг. 4 схематично зображена „70-процентна сітка’’. Однак, є припустимими також усі інші види форми сітки та покривного співвідношення. Для нанесення точок сітки 4 в розпорядженні спеціаліста є кілька добре відомих способів, за 86732 8 допомогою яких матеріал, що перешкоджає ковзанню, наноситься на поверхню 5 основи 1 у вигляді сітки. Вибір оптимального способу нанесення буде залежати від властивостей основи 1 або тисненого шару 2, від вимог на основі наступних обробних операцій, від виду матеріалу, що перешкоджає ковзанню, чи й просто від питання витрат. Таким чином, залежно від випадку застосування спеціаліст прийматиме рішення щодо різних способів нанесення за допомогою високого, плоского, глибокого чи наскрізного або термічного друку. Винахід, що розглядається, може у всякому випадку реалізуватися за допомогою всіх цих способів друку. Якщо виходять з того, що основа 1 складається з визначеного матеріалу, наприклад, із аркуша паперу, то ця основа 1 після нанесення тисненого шару 2 матиме визначений коефіцієнт тертя (кут ковзання). Цей кут ковзання менший від того кута ковзання, який одержують на покривному шарі 3 шляхом лакування всієї поверхні. При утворенні покривного шару 3 шляхом лакування всієї поверхні у вигляді нанесення сітки йдеться про „100процентну сітку’’. Як уже згадувалося, кут ковзання, виходячи з такого покриття всієї поверхні основи 1 або тисненого шару 2 спочатку збільшується, якщо процентна величина сітки зменшується, приблизно до „70-процентної сітки’’ (Фіг. 4). При подальшому зменшенні покривного співвідношення нарешті, наприклад, у 50-процентній сітці (Фіг. 3) проходиться максимальна величина кута ковзання, який має більшу величину, ніж кут ковзання під час покриття всієї поверхні. Після проходження цієї максимальної величини нарешті встановлюється очікувана характеристика, в той час як кут ковзання зменшується залежно від того, чим меншими беруться частини поверхні 5 основи 1, що забезпечуються покривним шаром 3. При визначеному покривному співвідношенні зрештою встановлюється такий самий кут ковзання, як і при повністю покритій поверхні. В сітці-24 це сталося б у разі 30-процентної сітки (схематизовано на Фіг. 2). Однак у цій ситуації вже має місце значна економія матеріалу, що перешкоджає ковзанню і використовується для покривної поверхні З, в розмірі близько 70%. При подальшому зменшенні покривного співвідношення кут ковзання зменшується нарешті, стаючи меншим від цієї величини, і надалі дедалі більше зменшується, поки не набере тієї величини, яка відповідає кутові ковзання непокритої основи 1 або тисненого шару 2. Тому завдяки варіюванню покривного співвідношення може цілеспрямовано змінюватися кут ковзання лакованого виробу. Повинне лише вибиратися співвідношення між покритими покривним шаром 3 частинами площі і всією площею поверхні 5 основи 1 залежно від бажаного коефіцієнта тертя (кута ковзання).Таким чином, коефіцієнт тертя матеріалу, що є предметом відкриття і має форму полотнища чи листову форму, може узгоджуватися з відповідними наступними обробними операціями. Таким чином, за допомогою способу або матеріалу, що є предметом відкриття, вдається зменшити кількість застосовуваного для покриття ма 9 86732 теріалу, що перешкоджає ковзанню, з чим пов'язане значне зменшення витрат. Крім цього, легше здійснюються процеси склеювання, бо за допомогою сітки клейкого матеріалу, наприклад клею, створюється сполучення з основою 1, наприклад, із папером і таким чином досягаються необхідні клейкі властивості. Це знову ж таки призводить до зменшення витрат та зменшення небезпеки над Комп’ютерна верстка І.Скворцова 10 ходження рекламацій і потрапляння матеріалу у відходи. Нарешті, на основі зменшення кількостей необхідного для покривного шару 3 матеріалу зменшується необхідний для сушіння час, що підвищує всю швидкість обробки. Немає більше необхідності в заходах для пришвидшення сушіння, таких, наприклад, як підвищення температури сушіння, або вони потрібні в меншому розмірі. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make coating that prevents sliding
Автори англійськоюKerber Friedrich
Назва патенту російськоюСпособ изготовления покрытия, препятствующего скольжению
Автори російськоюКербер Фридрих
МПК / Мітки
МПК: D21H 19/00, B05D 5/02, D06M 23/00, D21H 27/00
Мітки: перешкоджає, спосіб, покриття, виготовлення, ковзанню
Код посилання
<a href="https://ua.patents.su/5-86732-sposib-vigotovlennya-pokrittya-shho-pereshkodzhaeh-kovzannyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення покриття, що перешкоджає ковзанню</a>
Спосіб виготовлення покриття для поглинання нейтронів, виділених при ядерній реакції радіоактивних матеріалів, та поглинальний елемент
Номер патенту: 66890
Опубліковано: 15.06.2004
Автори: Вільбюр Клаус-Лео, Метлінг Дітер, Дірш Рудольф, Штельцер Херманн, Патцельт Маттіас
МПК: G21F 1/00
Мітки: покриття, поглинання, виділених, виготовлення, нейтронів, ядерний, спосіб, реакції, матеріалів, радіоактивних, поглинальний, елемент
Формула / Реферат:
1. Спосіб виготовлення покриття для поглинання нейтронів, утворених при ядерній реакції радіоактивних матеріалів, причому на призначену для цього поверхню щонайменше частини екранувального елемента, виготовленого із матеріалу основи, у дисперсійній ванні наносять шар, утворений елементом з великим перерізом захоплювання нейтронів і здатним до електролітичного чи автокаталітичного осадження металічним елементом, причому під час процесу...
Пристрій для запобігання ковзанню взуття
Номер патенту: 35213
Опубліковано: 15.03.2001
Автор: Гордус Павло Ігорович
МПК: A43C 15/00
Мітки: ковзанню, взуття, запобігання, пристрій
Формула / Реферат:
Пристрій для запобігання ковзанню взуття, що складається із підошви взуття та стержнів, відрізняється тим, що підошва зроблена багатошаровою і має дві жорсткі пластини з повітряною порожниною між ними з можливістю підкачки та випускання повітря, нижня жорстка пластина з'єднана з пористим, м'яким і еластичним шаром і оснащена стержнями, вставленими в інших шарах підошви з можливістю осьового переміщення.
Пристрій для запобігання ковзанню взуття
Номер патенту: 2637
Опубліковано: 15.07.2004
Автори: Стусь Віктор Петрович, Філіппов Юрій Олександрович, Крекнін Олександр Федорович, Колотіло Євген Петрович
МПК: A43C 15/00
Мітки: запобігання, пристрій, взуття, ковзанню
Формула / Реферат:
1. Пристрій для запобігання ковзанню взуття, що містить П-подібну пластину, на горизонтальній полиці якої з ходової сторони виконані шипи, а вертикальні полиці, звернені догори, обладнані засобами для закріплення на взутті, який відрізняється тим, що шипи на горизонтальній полиці з ходової сторони розміщені по її краях, а на внутрішній стороні цієї полиці виконані додаткові шипи менших розмірів, на кінцях вертикальних полиць виконані...
Спосіб виготовлення багатошарового елемента для покриття підлоги
Номер патенту: 80205
Опубліковано: 27.08.2007
Автори: Щукін Володимир Сергійович, Шекера Олег Іванович
МПК: E04F 15/04, B27M 3/04, B32B 21/00
Мітки: підлоги, елемента, покриття, багатошарового, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення багатошарового елемента для покриття підлоги, який полягає у виготовленні основи, попередньому збиранні окремих заготовок з дерева разом з утворенням лицьового шару та склеюванні лицьового шару з основою, який відрізняється тим, що основу виготовляють щонайменше одношаровою, окремі заготовки лицьового шару утримують разом шляхом прикладання до них стискаючих зусиль, а після склеювання основи з лицьовим шаром останній...
Неорганічний листовий матеріал із символами для виготовлення пігментів, спосіб виготовлення неорганічних пігментів, пігмент, композиція для покриття, що містить пігменти, вкритий нею субстрат та захищений документ
Номер патенту: 72469
Опубліковано: 15.03.2005
Автори: Розумек Олів'є, Блейколм Антон, Мюллер Едгар
МПК: C09C 1/00, C09D 201/00, B32B 9/00, C09D 11/00, C09C 3/04, B32B 7/02, C09D 7/12, C09D 5/36, C09D 11/02
Мітки: пігментів, виготовлення, покриття, неорганічний, символами, нею, матеріал, спосіб, композиція, субстрат, пігмент, неорганічних, вкритий, документ, містить, листовий, пігменти, захищений
Формула / Реферат:
1. Неорганічний листовий матеріал, призначений для виготовлення пігментів з попередньо визначеним розміром частинок, мічений одним чи кількома символами, який відрізняється тим, що містить принаймні два накладених один на одний шари, які мають різний хімічний склад та/або фізичні властивості.2. Неорганічний листовий матеріал за п.1, який відрізняється тим, що має ефект зміни кольору в залежності від кута зору і містить принаймні один...
Попередній патент: Розділювана галенова форма, яка робить можливим модифіковане вивільнення активного інгредієнта
Наступний патент: Спосіб лиття виливків спокійної сталі
Випадковий патент: Вила автонавантажувача