Спосіб неруйнівного визначення оброблюваності конструкційних матеріалів та оброблювальних властивостей інструментальних матеріалів
Номер патенту: 62914
Опубліковано: 26.09.2011
Автори: Волошко Оксана В'ячеславівна, Вислоух Сергій Петрович, Барандич Катерина Сергіївна
Формула / Реферат
Спосіб неруйнівного визначення механічних характеристик сталей, який полягає у тому, що, за значеннями добутку питомого електричного опору та коефіцієнта теплопровідності, визначають належність контрольованої сталі до тої чи іншої структурної групи сталей, а потім за допомогою алгоритмів штучних нейронних мереж отримують розрахункові значення механічних характеристик сталей, який відрізняється тим, що визначають відносну та реальну оброблюваність конструкційних матеріалів та оброблювальні властивості інструментальних матеріалів на основі використання методів багатомірного статистичного аналізу, що включають методи зменшення розмірності масивів початкової інформації, методи класифікації, групування, розпізнавання образів та визначення узагальнюючого показника для кожного матеріалу шляхом корегування нормативів з режимів різання, враховуючи при цьому дійсні характеристики досліджуваних матеріалів - їх хімічний склад та фізико-механічні властивості.
Текст
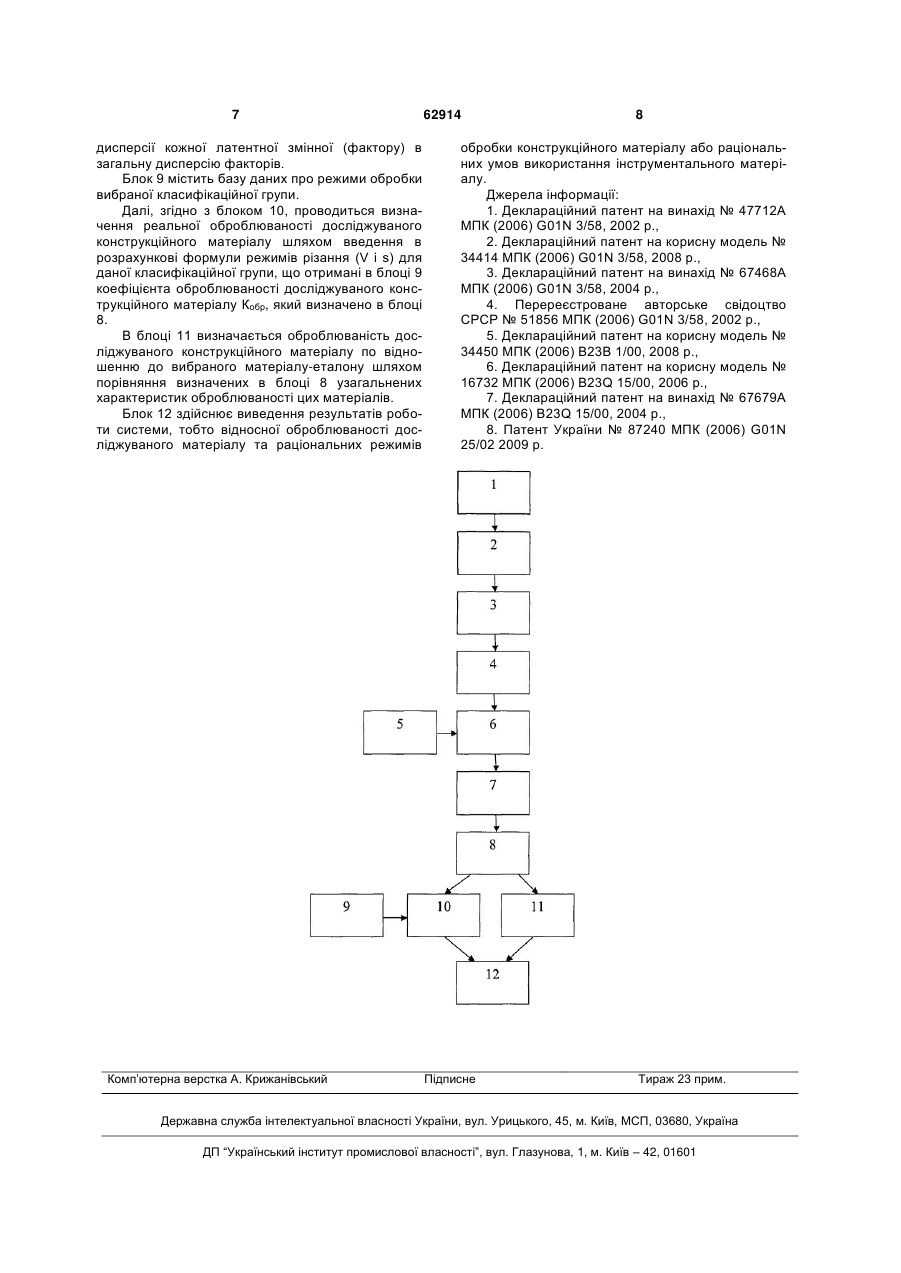
Спосіб неруйнівного визначення механічних характеристик сталей, який полягає у тому, що, за значеннями добутку питомого електричного опору та коефіцієнта теплопровідності, визначають належність контрольованої сталі до тої чи іншої структурної групи сталей, а потім за допомогою 3 ють лише за одним параметром - силою опору переміщенню індентора. Відомий спосіб визначення оброблюваності матеріалів різанням [4], який полягає у тому, циліндричний зразок матеріалу обертають з постійною швидкістю V, обробляють його різальним інструментом зі змінною подачею S, ламають стружку пристроєм та визначають величину радіуса R кривизни стружки в зоні її злому. Аналогічно випробовують еталонний зразок. За відношенням R/r радіуса кривизни стружки обох зразків до радіуса кривизни пристрою судять про оброблюваність матеріалів. Недоліком цього способу є те, що він потребує довготривалих експериментальних досліджень, значних витрат часу, електроенергії та матеріалів. Оброблюваність визначають лише за радіусом кривизни стружки. Спосіб визначення оптимальних параметрів обробки [5], який полягає в тому, що на вибраному перерізі зрізу вимірюють складові сили різання, величину зносу різального інструмента, потужність різання, точність та шорсткість обробленої поверхні при проведенні експериментальних досліджень, реєструють вказані параметри процесу різання, оброблюють результати цих досліджень з отриманням аналітичних залежностей, за одержаними залежностями визначають оптимальні параметри різання. При обробці результатів дослідження формують математичну модель процесу на основі використання всіх вхідних і вихідних параметрів, на базі якої визначають діапазон допустимих значень режимів обробки, який забезпечує задані параметри якості обробленої поверхні й найбільшу продуктивність процесу різання, та здійснюють корегування вхідних режимів різання при наближенні параметрів якості до їх граничних значень. Недоліком цього способу є те, що для визначення оптимальних параметрів обробки необхідне проведення експериментальних досліджень з виміром багатьох параметрів, які характеризують процес обробки, а це потребує значних витрат коштів на обладнання, витрат часу, енергії та матеріалів. Спосіб дослідження оброблюваності матеріалів різанням [6], який полягає у встановленні значень критеріїв оптимальності, продуктивності і собівартості шляхом виміру в сформованих часових інтервалах в процесі різання температури і вібрації та визначення ступеня зносу. Проводять короткочасні експериментальні досліди в довільних умовах над досліджуваним зразком матеріалу, реєструють в сформованих часових інтервалах параметри процесу різання, оброблюють результати цих досліджень з отриманням аналітичних залежностей, визначають за сукупністю вихідних показників процесу різання комплексний показник оброблюваності по відношенню до матеріалуеталона з використанням експертних оцінок, для обчислення якого використовують відомі аналогічні залежності еталонного матеріалу з бази знань, за одержаними залежностями визначають абсолютну оброблюваність у вигляді раціональних режимів обробки досліджуваного матеріалу. 62914 4 Недоліком даного способу є те, що він потребує експериментальних досліджень та використання експертних оцінок, витрат часу, електроенергії, матеріалів. Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів [7], який полягає в тому, що на вибраному перетині зрізу при постійній для всіх швидкостей довжині різання вимірюють термоелектрорушійну силу, додатково вимірюють складові сили різання, потужність різання, величину зношення інструмента, точність та шорсткість обробленої поверхні при проведенні експериментальних досліджень в довільних умовах, реєструють в сформованих часових інтервалах вказані параметри процесу різання, обробляють результати цих досліджень з отриманням аналітичних залежностей, за одержаними залежностями визначають оптимальні параметри різання конструкційних матеріалів з використанням інформації із бази даних за допомогою системи керування бази даних. Недоліком даного способу є те, що він потребує проведення експериментальних досліджень, в ході проведення яких необхідно вимірювати велику кількість параметрів, що характеризують процес різання. А це пов'язано зі значними витратами часу, електроенергії, коштовних інструментальних та конструкційних матеріалів. Найбільш близький до корисної моделі, що заявляється, є спосіб неруйнівного визначення механічних характеристик сталей [8], який включає вимірювання питомого електричного опору, твердості поверхневого шару сталі, коефіцієнта теплопровідності і визначення розрахункових значень механічних характеристик сталей. За значеннями добутку визначають належність контрольованої сталі до тієї чи іншої структурної групи сталей, а потім за допомогою алгоритмів штучних нейронних мереж отримують розрахункові значення механічних характеристик сталей. Недоліком даного способу є те, що дослідження механічних характеристик проводиться тільки сталей. Також при визначені структурної групи сталей враховується обмежена кількість параметрів: питомий електричний опір, твердість поверхневого шару сталі та коефіцієнт теплопровідності, а решта характеристик матеріалу (дані про хімічний склад та структуру матеріалу) не враховуються, що суттєво впливає на якість розв'язання поставленої задачі. Основною задачею корисної моделі є економічне за витратами часу, електроенергії, матеріалів та об'єктивне неруйнівне визначення оброблюваності конструкційних матеріалів та оброблювальних властивостей інструментальних матеріалів, яке не потребує проведення експериментальних досліджень. Поставлена задача вирішується шляхом обробки інформації про досліджуваний матеріал, а саме про його хімічний склад та фізико-механічні характеристики. Відносна оброблюваність нових конструкційних та оброблювальні властивості нових інструментальних матеріалів пропонується визначати порівнянням характеристик досліджуваних матеріалів з характеристиками уже відомих 5 матеріалів. Даний спосіб передбачає використання значної кількості інформації для опису властивостей матеріалів, тому для обробки цієї інформації та ефективного розв'язання поставленої задачі пропонується використовувати методи та алгоритми багатомірного статистичного аналізу. Таким чином, засоби багатомірного статистичного аналізу дозволять здійснити класифікацію, групування та зниження розмірності масивів початкової інформації. Для визначення реальної оброблюваності конструкційних матеріалів та оброблювальних властивостей інструментальних матеріалів пропонується виконувати корегування нормативів з режимів різання, враховуючи при цьому дійсні значення характеристик досліджуваних матеріалів - їх хімічний склад та фізико-механічні властивості. Суть корисної моделі пояснює креслення, де зображена структурна схема неруйнівного визначення оброблюваності конструкційних матеріалів та оброблювальних властивостей інструментальних матеріалів. Структурна схема містить: 1 - база даних конструкційних (інструментальних) матеріалів; 2 - блок групування конструкційних (інструментальних) матеріалів; 3 - блок визначення класифікаційних груп конструкційних (інструментальних) матеріалів; 4 - блок визначення класифікаційних функцій для кожної із груп конструкційних (інструментальних) матеріалів; 5 - блок визначення структури, фізико-механічних характеристик та хімічного складу досліджуваного конструкційного (інструментального) матеріалу; 6 - блок визначення класифікаційної групи, до якої належить досліджуваний конструкційний (інструментальний) матеріал, 7 блок стиснення інформації визначеної класифікаційної групи; 8 - блок визначення узагальнених характеристик кожного конструкційного (інструментального) матеріалу вибраної класифікаційної групи; 9 - база нормативних режимів обробки класифікаційної групи; 10 - блок визначення реальних оброблювальних характеристик досліджуваного матеріалу; 11 - блок визначення відносної оброблюваності досліджуваного матеріалу; 12 - блок виведення режимів обробки. Спосіб реалізується наступним чином. Блоку 1 відповідає база даних конструкційних та інструментальних матеріалів, що включає відомості про структуру, хімічний склад та фізикомеханічні властивості цих матеріалів, які в повній мірі описують кожний матеріал. В блоці 2 проводиться об'єктивне групування конструкційних (інструментальних) матеріалів засобами багатомірного статистичного аналізу, а саме кластерного аналізу, який дозволяє упорядкувати матеріали (конструкційні та інструментальні) в порівняно однорідні групи відповідно до їх характеристик. При цьому використовується міра близькості між різними матеріалами. При наявності як кількісних, так і якісних характеристик як міра відстані застосовується формула Гауера, що допускає одночасне використання змінних, вимірюваних за різними шкалами вимірювання: 62914 6 l dij WijkCijk k 1 ka , Wijk k 1 де l - кількість ознак, що характеризують деталі, які виготовляються; Сijk - коефіцієнт, що визначає внесок у подібність матеріалів i та j, котрий залежить від того, чи враховується характеристика к при порівнянні цих матеріалів, 0≤Сijk≥1. Для бінарних ознак Сijk=1, якщо значення порівнюваних характеристик одинакові, і Сijk=0 - в інших випадках. Для кількісних даних значення Сijk визначається за формулою: Cijk 1 xik x jk , Rk де Xik, Xjk - значення к-ї характеристики в об'єктах i та j; Rk - діапазон зміни значень к-ї характеристики. Далі здійснюється визначення класифікаційних груп конструкційних (інструментальних) матеріалів (блок 3) відповідно з виконаним групуванням у блоці 2. З метою подальшого встановлення класифікаційної групи, до якої належить досліджуваний матеріал, проводиться визначення класифікаційних функцій для кожної із класифікаційних груп конструкційних (інструментальних) матеріалів, що реалізується в блоці 4 за формулою: hk=bk0+bk1 × 1+bk2 × 2+…+bkpxp, k=1,…, g, де hk - значення функції для класу k; bk1 - коефіцієнти, які визначають вплив i-го параметра на значення k-ї класифікаційної функції. За визначеними в блоці 5 характеристиками досліджуваного конструкційного (інструментального) матеріалу (його структури, хімічного складу, фізико-механічних властивостей) в блоці 6 проводиться визначення класифікаційної групи, до якої належить досліджуваний конструкційний (інструментальний) матеріал, за допомогою класифікаційних функцій визначених у блоці 4. Найбільше значення hk вказує на те, що досліджуваний матеріал належить до класифікаційної групи k. Оскільки кількість параметрів, що характеризують кожний матеріал із визначеної в блоці 6 класифікаційної групи, є досить значною, блок 7 реалізує стиснення інформації про матеріали класифікаційної групи без втрати інформативності засобами факторного аналізу. В результаті проведення даної процедури визначається невелика (порівняно з кількістю характеристик визначених у блоці 5) кількість латентних (не існуючих) факторів, які в повній мірі описують властивості кожного матеріалу із визначеної класифікаційної групи. При цьому визначається залежність, яка пов'язує початкові характеристики матеріалу хij з не корельованими між собою факторами f1, f2, xij=ai1*fi1+ai2*fi2+ai3*fi3,+…+ai4*fin, де xij - j-та характеристика і-го матеріалу, j=1, 2,…, m, m>n. В блоці 8 за спеціальним алгоритмом визначаються узагальнені характеристики кожного конструкційного (інструментального) матеріалу визначеної класифікаційної групи з врахуванням вкладу 7 дисперсії кожної латентної змінної (фактору) в загальну дисперсію факторів. Блок 9 містить базу даних про режими обробки вибраної класифікаційної групи. Далі, згідно з блоком 10, проводиться визначення реальної оброблюваності досліджуваного конструкційного матеріалу шляхом введення в розрахункові формули режимів різання (V і s) для даної класифікаційної групи, що отримані в блоці 9 коефіцієнта оброблюваності досліджуваного конструкційного матеріалу Кобр, який визначено в блоці 8. В блоці 11 визначається оброблюваність досліджуваного конструкційного матеріалу по відношенню до вибраного матеріалу-еталону шляхом порівняння визначених в блоці 8 узагальнених характеристик оброблюваності цих матеріалів. Блок 12 здійснює виведення результатів роботи системи, тобто відносної оброблюваності досліджуваного матеріалу та раціональних режимів Комп’ютерна верстка А. Крижанівський 62914 8 обробки конструкційного матеріалу або раціональних умов використання інструментального матеріалу. Джерела інформації: 1. Деклараційний патент на винахід № 47712А МПК (2006) G01N 3/58, 2002 р., 2. Деклараційний патент на корисну модель № 34414 МПК (2006) G01N 3/58, 2008 р., 3. Деклараційний патент на винахід № 67468А МПК (2006) G01N 3/58, 2004 р., 4. Перереєстроване авторське свідоцтво СРСР № 51856 МПК (2006) G01N 3/58, 2002 р., 5. Деклараційний патент на корисну модель № 34450 МПК (2006) В23В 1/00, 2008 р., 6. Деклараційний патент на корисну модель № 16732 МПК (2006) B23Q 15/00, 2006 р., 7. Деклараційний патент на винахід № 67679А МПК (2006) B23Q 15/00, 2004 р., 8. Патент України № 87240 МПК (2006) G01N 25/02 2009 р. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for non-destructive determination of machinability of structural materials and machinability of tool materials
Автори англійськоюVysloukh Serhii Petrovych, Voloshko Oksana Viacheslavivna, Barandych Kateryna Serhiivna
Назва патенту російськоюСпособ неразрушающего определения обрабатываемости конструкционных материалов и свойств обрабатываемости инструментальных материалов
Автори російськоюВислоух Сергей Петрович, Волошко Оксана Вячеславовна, Барандич Екатерина Сергеевна
МПК / Мітки
МПК: B23Q 15/00
Мітки: оброблюваності, спосіб, визначення, матеріалів, оброблювальних, властивостей, конструкційних, інструментальних, неруйнівного
Код посилання
<a href="https://ua.patents.su/4-62914-sposib-nerujjnivnogo-viznachennya-obroblyuvanosti-konstrukcijjnikh-materialiv-ta-obroblyuvalnikh-vlastivostejj-instrumentalnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб неруйнівного визначення оброблюваності конструкційних матеріалів та оброблювальних властивостей інструментальних матеріалів</a>
Спосіб визначення оброблюваності конструкційних матеріалів
Номер патенту: 55404
Опубліковано: 10.12.2010
Автори: Волошко Оксана В'ячеславівна, Вислоух Сергій Петрович
МПК: B23Q 15/00
Мітки: оброблюваності, визначення, конструкційних, матеріалів, спосіб
Формула / Реферат:
Спосіб визначення оброблюваності конструкційних матеріалів, який полягає в тому, що для порівняння оброблюваності двох матеріалів при однакових умовах обробки експериментально знаходять швидкості різання при заданому періоді стійкості інструмента, який відрізняється тим, що визначають реальні характеристики (хімічний склад, фізико-механічні властивості та структуру) досліджуваного конструкційного матеріалу, обраховують відносну...
Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів
Номер патенту: 16732
Опубліковано: 15.08.2006
Автори: Філіппова Марина В`ячеславівна, Вислоух Сергій Петрович, Волошко Оксана Вячеславовна
МПК: B23Q 15/00
Мітки: обробки, технологічних, спосіб, матеріалів, параметрів, визначення, оптимальних, конструкційних
Формула / Реферат:
Спосіб визначення оптимальних технологічних параметрів обробки конструкційних матеріалів, який полягає в тому, що на вибраному перетині зрізу при постійній для всіх швидкостей довжині різання вимірюють термоелектрорушійну силу, який відрізняється тим, що додаткого вимірюють складові сили різання, потужність різання, величину зношення інструмента, точність та шорсткість обробленої поверхні при проведенні короткочасних експериментальних...
Спосіб визначення оброблюваності матеріалів різанням
Номер патенту: 56274
Опубліковано: 10.01.2011
Автори: Даценко Михайло Андрійович, Усачов Петро Антонович, Волошко Оксана В'ячеславівна
МПК: G01N 3/58
Мітки: оброблюваності, спосіб, визначення, матеріалів, різанням
Формула / Реферат:
Спосіб визначення оброблюваності матеріалів різанням, що включає визначення об'єму V зрізаного матеріалу і роботи А різання в заданих умовах обробки, який відрізняється тим, що за заданий період часу t при однакових умовах (n - швидкість різання, s - подача, t - глибина різання) обробки різанням матеріалів - що досліджується і еталонного, замірюють кількість М кожного зрізаного матеріалу, затрачену на різання потужність верстата N і параметр...
Спосіб визначення зварюваності конструкційних матеріалів
Номер патенту: 29202
Опубліковано: 10.01.2008
Автори: Дерломенко Володимир Вікторович, Ющенко Костянтин Андрійович
МПК: G01N 33/20, B23K 31/12
Мітки: зварюваності, матеріалів, визначення, конструкційних, спосіб
Формула / Реферат:
Спосіб визначення зварюваності конструкційних матеріалів, який відрізняється тим, що він розглядається як властивість матеріалу утворювати нероз'ємне з'єднання з необхідною якістю й рівнем фізико-механічних і функціональних властивостей, а критерієм визначення зварюваності є ступінь деградації матеріалу, що визначається відсотком зміни критично важливих з погляду вимог експлуатації характеристик матеріалу з'єднання під дією даної технології...
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 67468
Опубліковано: 15.06.2004
Автори: Мельнійчук Юрій Олексійович, Клименко Сергій Анатолійович, Копєйкіна Марина Юріївна, Муковоз Юрій Олександрович
МПК: G01N 3/58
Мітки: оброблюваності, матеріалів, спосіб, визначення, відносної
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, який відрізняється тим, що одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора...
Попередній патент: Спосіб керування вентилятором місцевого провітрювання
Наступний патент: Склад для лікування генералізованого пародонтиту
Випадковий патент: Гіпсомішалка