Спосіб прокатки крупносортних профілів на обтискному реверсивному стані
Номер патенту: 87317
Опубліковано: 10.07.2009
Автори: Анелькін Мікалай Івановіч, Матачкін Віктар Аркадзєвіч, Пішикін Вадзім Сєрафімавіч, Кірилєнка Алег Міхайлавіч, Мурикау Максім Анатольєвіч, Бабкоу Пятро Аляксандравіч, Луценко Владислав Анатолійович, Андриянау Мікалай Віктаравіч, Жучков Сергій Михайлович
Формула / Реферат
Спосіб прокатки крупносортних профілів на обтискному реверсивному стані, що включає попереднє обтиснення металу в ящиковому чорновому калібрі, наступне деформування металу в ящикових проміжних калібрах і остаточне формування профілю в передчистовому та чистовому калібрах валків, з регламентованими обтисненнями і кантуваннями між проходами та при передачі розкату з калібра в калібр, який відрізняється тим, що попереднє обтиснення металу в ящиковому чорновому калібрі ведуть зі збільшенням відносного обтиснення по проходах, що визначається, виходячи з залежності:
εNЧК = (0,93 … 1,07)·(7,8 + 1,7·N +0,5·N2),
а наступне деформування металу в ящикових проміжних калібрах ведуть з відносним обтисненням по проходах, що визначається, виходячи з залежності:
εNПК = 84,2·N – 7,4·N2 -216,8,
де εNЧК і εNПК - відносні обтиснення металу в чорновому і проміжному калібрах, відповідно; N - номер проходу.
Текст
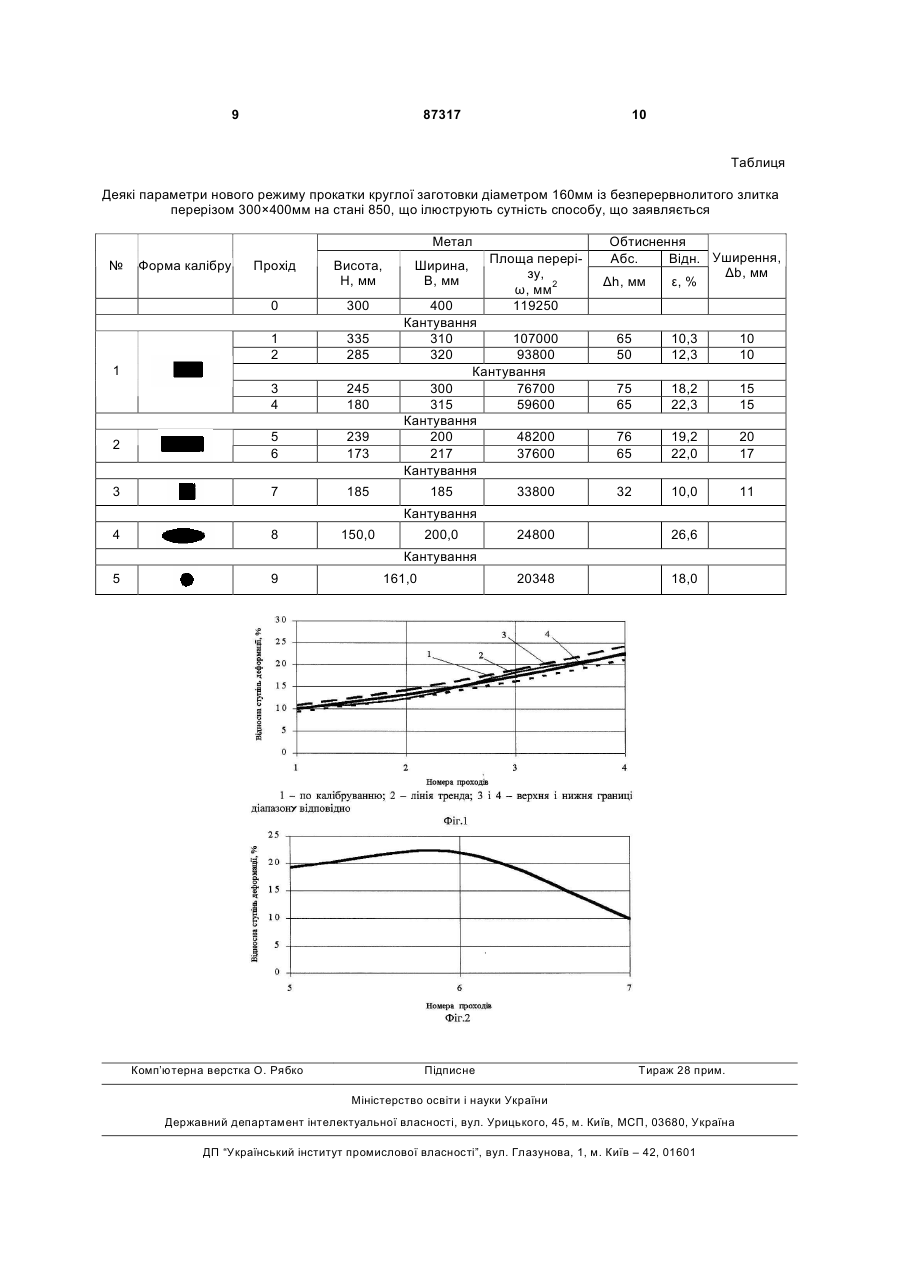
Спосіб прокатки крупносортних профілів на обтискному реверсивному стані, що включає попереднє обтиснення металу в ящиковому чорновому калібрі, наступне деформування металу в ящикових проміжних калібрах і остаточне формування профілю в передчистовому та чистовому калібрах валків, з регламентованими обтисненнями і кантуваннями між проходами та при передачі розкату з калібра в калібр, який відрізняється тим, що попереднє обтиснення металу в ящиковому чорновому калібрі ведуть зі збільшенням відносного обтиснення по проходах, що визначається, виходячи з залежності: εNЧК = (0,93 … 1,07)·(7,8 + 1,7·N +0,5·N2), а наступне деформування металу в ящикових проміжних калібрах ведуть з відносним обтисненням по проходах, що визначається, виходячи з залежності: εNПК = 84,2·N – 7,4·N2 -216,8, де εNЧК і εNПК - відносні обтиснення металу в чорновому і проміжному калібрах, відповідно; N - номер проходу. UA (21) a200614101 (22) 29.12.2006 (24) 10.07.2009 (31) a20061003 (32) 16.10.2006 (33) BY (46) 10.07.2009, Бюл.№ 13, 2009 р. (72) АНЕЛЬКІН МІКАЛАЙ ІВАНОВІЧ, BY, АНДРІЯНАУ МІКАЛАЙ ВІКТАРАВІЧ, BY, БАБКОУ ПЯТРО АЛЯКСАНДРАВІЧ, BY, ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, КІРИЛЄНКА АЛЕГ МІХАЙЛАВІЧ, BY, МАТАЧКІН ВІКТАР АРКАДЗЄВІЧ, BY, МУРИКАУ МАКСІМ АНАТОЛЬЄВІЧ, BY, ПІШИКІН ВАДЗІМ СЄРАФІМАВІЧ, BY, ЛУЦЕНКО ВЛАДИСЛАВ АНАТОЛІЙОВИЧ (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ.З.І.НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, РЄСПУБЛІКАНСКАЄ УНІТАРНАЄ ПРАДПРИЄМСТВА "БЄЛАРУСКІ МЄТАЛУРГІЧНИ ЗАВОД", BY (56) Литовченко Н. В. Калибровка профилей прокатных валков. - М.: Металлургия, 1990. - С. 177. RU 2111804, 12.09.1995 UA 20041210334, 15.12.2005 C2 2 (19) 1 3 профілів круглого перерізу може приводити до утворення поперечних тріщин при прокатці малопластичних сталей, переповнення калібрів, з утворенням у наступних проходах закатів. Усе це обумовлює низькі механічні властивості прокату і високий рівень поверхневих дефектів на ньому. Особливо велика імовірність появи такого роду дефектів при прокатці заготовок зі сталей з підвищеною схильністю до розширення. Це сталі феритного класу, мартенситно-феритного класу при температурах прокатки 1030-1060°С; сталі аустенітного класу при знижених температурах прокатки й ін. При прокатці заготовок зі сталі зі зниженою схильністю до розширення можливе незаповнення калібрів і втрата поперечної стійкості в калібрі ("звалювання" розкатів), а також утворення зморшок при прокатці. За прототип прийнято спосіб прокатки крупносортних профілів, круглого перерізу на обтискному реверсивному стані, що включає попереднє обтиснення металу в ящиковому чорновому калібрі, наступне деформування металу в ящикових проміжних калібрах і остаточне формування профілю круглого перерізу в передчистовому овальному і чистовому круглому калібрах валків з регламентованими обтисненнями і кантуваннями між проходами і при передачі з калібру в калібр [4]. Недоліком прототипу є зниження якості прокату при одержанні його зі сталі зі зниженою схильністю до розширення, особливо легованих марок сталі, що містять карбідоутворюючі легуючі елементи, зокрема, підшипникових, інструментальних і інших марок сталі. Це приводить, зокрема, до погіршення геометричних параметрів профілю, що відбувається внаслідок незаповнення калібрів через утрату поперечної стійкості розкатом у калібрі, утворенню зморшок при прокатці і поперечних тріщин на бічних гранях розкату після його кантування, наслідуваних готовим прокатом. Завдання, розв'язуване винаходом, полягає в створенні способу прокатки крупносортних профілів, переважно круглого перерізу, у тому числі трубних заготовок на обтискному реверсивному стані, у якому за рахунок регламентації технологічної схеми деформації і відносних обтиснень, спрощується освоєння нових видів прокату, гарантується відсутність дефектів на готовому прокаті: невиконання профілю через незаповнення калібрів і втрати поперечної стійкості розкату в калібрі; утворення зморшок при прокатці; тріщиноутворення в процесі деформації розкату після кантування в ящикових калібрах і при передачі розкатів з калібру в калібр при прокатці сталі широкого марочного сортаменту, у тому числі, підшипникових легованих інструментальних і інших марок сталі при мінімальній кількості проходів. Технічний результат, що досягається при використанні винаходу, полягає в оптимізації витратних коефіцієнтів при виробництві цього виду прокату і підвищенні його якості за рахунок виключення утворення дефектів на готовому прокаті, забезпечуваний регламентацією технологічної схеми деформації і відносних обтиснень у процесі прокатки при мінімізації кількості проходів. 87317 4 Вирішення поставленого завдання забезпечується тим, що в способі прокатки крупносортних профілів, переважно круглого перерізу, у тому числі трубних заготовок на обтискному реверсивному стані, що включає попереднє обтиснення металу в ящиковому чорновому калібрі, наступне деформування металу в ящикових проміжних калібрах і остаточне формування профілю круглого перерізу в передчистовому овальному і чистовому круглому калібрах валків з регламентованими обтисненнями і кантуваннями між проходами і при передачі з калібру в калібр, попереднє обтиснення металу в ящиковому чорновому калібрі ведуть зі збільшенням відносного обтиснення по проходах, що визначається, виходячи з залежності: e N ЧК = (0,93...107) ´ (7,8 + 17 ´ N + 0,5N 2 ), (1) , , а наступне деформування металу в ящикових проміжних калібрах ведуть з відносним обтисненням по проходах, що визначається, виходячи з залежності: e N ПК = 84,2 ´ N - 7,4N2 - 216,8, ( 2) де eN ЧК і eN ПК - відносні обтиснення металу в чорновому і проміжному калібрах, відповідно; N - номер проходу. Порівняння з прототипом, показує, що спосіб прокатки, крупносортних профілів, переважно круглого перерізу, у тому числі трубних заготовок на обтискному реверсивному стані, що заявляється, відрізняється тим, що попереднє обтиснення металу в ящиковому чорновому калібрі ведуть зі збільшенням відносного обтиснення по проходах, що визначається, виходячи з залежності: e N ЧК = (0,93...107) ´ (7,8 + 17 ´ N + 0,5N 2 ), (1) , , а наступне деформування металу в ящикових проміжних калібрах ведуть з відносним обтисненням по проходах, що визначається, виходячи з залежності: e N ПК = 84,2 ´ N - 7,4N2 - 216,8, ( 2) де eN ЧК і eN ПК - відносні обтиснення металу в чорновому і проміжному калібрах, відповідно; N - номер проходу. Отже, спосіб, що заявляється, відповідає критерієві "новизна". Порівняння з іншими технічними рішеннями в даній галузі техніки не виявило в них ознаки, що відрізняють технічне рішення, що заявляється, від прототипу. Отже, рішення, що заявляється, відповідає критерієві "винахідницький рівень". Винахід пояснюється кресленням, де на Фіг.1 і 2 представлені залежності зміни відносного обтиснення по проходах між кантуваннями, у процесі попереднього обтиснення металу в ящиковому чорновому калібрі і наступному деформуванні металу в ящикових проміжних калібрах, відповідно, отримані на підставі результатів експериментальних досліджень. На Фіг.1 представлена зміна відносного обтиснення по проходам eN ЧК , визначена за залежністю, яка заявляється (1) - лінія тренда (2) з ураху 5 ванням діапазону зміни eN ЧК (криві 3, 4), а також зміни eN ЧК за фактичним калібруванням, розробленим на основі способу, що заявляється (крива 1) Спосіб здійснюється таким чином. Вихідний злиток прямокутного перерізу, нагрітий до температури прокатки, попередньо деформують у чорновому і проміжних ящикових калібрах. Остаточне формування профілю круглого перерізу ведуть в овальному передчистовому і круглому чистовому калібрах валків. У процесі прокатки між двома проходами, а також перед передчистовою і чистовою прокаткою здійснюють кантування розкату. Величини обтиснень у кожнім проході і кількість кантувань між проходами і при передачі з калібру в калібр регламентовані за умовами прокатки. При виробництві крупносортних профілів зі злитків, отриманих безперервним розливанням, зі сталі різного хімічного складу, у тому числі легованих марок сталі з обмеженим ресурсом пластичності, попереднє обтиснення металу в ящиковому чорновому калібрі валків здійснюють зі збільшенням відносного обтиснення по проходах, що визначається, виходячи з залежності: e N ЧК = (0,93...107) ´ (7,8 + 17 ´ N + 0,5N 2 ). (1) , , При цьому наступне деформування металу в ящикових проміжних калібрах ведуть з відносним обтисненням по проходах, що визначається, виходячи з залежності: e N ПК = 84,2 ´ N - 7,4N2 - 216,8, ( 2) де eN ЧК і eN ПК - відносні обтиснення металу в чорновому і проміжному калібрах, відповідно; N - номер проходу. Зазначені залежності отримані на підставі результатів експериментальних досліджень, метою яких було визначення оптимальних умов деформації металу при прокатці крупносортних профілів, переважно круглого перерізу, у тому числі трубних заготовок, з безперервнолитих блюмів різних марок сталі. Результати цих досліджень були оброблені за допомогою методів математичної статистики. Критеріями оптимізації умов деформації металу при прокатці на реверсивному обтискному стані були відсутність утворення дефектів у процесі прокатки при мінімальній кількості проходів. Відповідно до отриманої залежності відносне обтиснення в чорновому ящиковому калібрі в першому проході повинне складати 9,3-10,7%. В другому після кантування проході величина обтиснення металу при прокатці в цьому ж калібрі може бути вже 12,2-14,1%, а в третьому і четвертому проходах обтиснення можна збільшити до 16,118,6% і 21,0-24,2%, відповідно. Ці позиції ілюструються графіком на Фіг.1, на якому вказані діапазони зміни відносного обтиснення при прокатці у чорновому калібрі, які обмежені кривими 3, 4, що визначають верхні і нижні межі діапазонів зміни цього параметра. Лінія тренда (крива 2) визначає середнє значення зміни 87317 6 eN ЧК по проходам в указаному діапазоні зміни цього параметра. У той же час у наступних проходах у процесі деформування металу в ящикових проміжних калібрах величина відносного обтиснення відповідно до отриманої залежності повинна в перших двох проходах збільшуватися (відповідно, 19% і 22%), а потім, у проміжному ящиковому калібрі, що передує передчистовому, повинна бути зменшена до 10%. Використання залежностей, що заявляються, з одного боку, не дасть можливості утворення дефектів на готовому прокаті (крупносортних профілях круглого перерізу, у тому числі, трубній заготовці), зв'язаних з невиконанням профілю через незаповнення калібрів і втратою поперечної стійкості в калібрі, утворенням зморшок при прокатці, тріщиноутворенням на поверхні в процесі деформації розкату після кантування в ящикових калібрах і при передачі розкатів з калібру в калібр при прокатці різних марок сталі з мінімальною кількістю проходів. Це оптимізує продуктивність стану при виробництві цього виду прокатної продукції і, одночасно з цим, оптимізує видаткові коефіцієнти при виробництві крупносортного прокату круглого перерізу за рахунок регламентації технологічної схеми деформації і мінімізації кількості проходів. Таким чином, використання запропонованої технологічної схеми деформації й отриманих залежностей (1 і 2) для розрахунку режиму обтиснень при прокатці крупносортних профілів круглого перерізу, у тому числі, трубних заготовок на реверсивних обтискних прокатних станах дозволяє попередити утворення дефектів прокатного виробництва. При цьому величини відносних обтиснень забезпечують мінімальна кількість проходів при прокатці безперервнолитого металу, зі сталей широкого марочного сортаменту, у тому числі, легованих малопластичних сталей. Крім того, це дасть можливість знизити матеріальні витрати при освоєнні виробництва нових профілерозмірів крупносортного прокату, нетрадиційних для сортаменту того або іншого реверсивного обтискного стана, наприклад, крупносортних профілів збільшеного перерізу, зокрема заготовок круглого перерізу, у тому числі, трубних заготовок, при оптимальній продуктивності стану і витратних коефіцієнтах при виробництві нового виду продукції. Збільшення відносного обтиснення по проходах після кантування в процесі попереднього обтиснення металу в ящиковому чорновому калібрі можливо завдяки тому, що при прокатці в результаті виділення тепла деформації розігріваються бічні поверхні розкату, що деформується. Отже, в міру збільшення кількості проходів після кантування, можна збільшувати відносне обтиснення. Разом з тим, надмірне збільшення кількості проходів після кантування (прокатка з малими відносними обтисненнями) збільшує загальний цикл прокатки, що зв’язано з ростом енерговитрат на прокатку і зниженням продуктивності стану. Якщо ж кількість проходів буде зменшена (прокатка з великими відносними обтисненнями), що має місце при про 7 катці рядових марок сталі, то при прокатці малопластичних сталей це приведе до утворення тріщин на бічних поверхнях розкату, що є бракувальною ознакою. Якщо величини відносного обтиснення по проходах після чергового кантування в процесі попереднього обтиснення металу в ящиковому чорновому калібрі не будуть збільшені, відповідно до залежності, що заявляється (1), то це приведе до необґрунтованого збільшення кількості проходів при прокатці, з відповідним зниженням продуктивності і збільшенням витрати енергії на прокатку; при максимальному відносному обтисненні в першому після кантування проході це приведе до утворення тріщин на бічних поверхнях розкату. Недотримання регламенту відносних обтиснень у процесі наступного деформування металу в ящикових проміжних калібрах відповідно до залежності, що заявляється (2), приведе до невиконання профілю через незаповнення калібрів і втрати поперечної стійкості розкату в калібрі, утворенню зморшок при прокатці крупносортних профілів зі сталі широкого марочного сортаменту, тобто зниженню якості прокату. Таким чином, інша регламентація величин відносних обтиснення по проходах між кантуваннями в процесі попереднього обтиснення металу в ящиковому чорновому калібрі, наступного деформування металу в ящикових проміжних калібрах приводить або до зниження техніко-економічних показників процесу, або до зниження якості прокату, особливо при освоєнні виробництва нових профілерозмірів крупносортного прокату, що не входять у сортамент того або іншого стану, наприклад, заготовок круглого перерізу, у тому числі, трубних заготовок. Експериментальні дослідження умов реалізації способу, що заявляється, виконані в умовах реверсивного обтискного стана 850 Республіканського унітарного підприємства "Білоруський металургійний завод" (РУП БМЗ) при освоєнні виробництва нового профілерозміру крупносортного прокату, що не входить у сортамент стану - заготовки круглого перерізу діаметром 160мм, одержуваної з беперервнолитих злитків розмірами перерізу 300×400мм сталі марок 20 і 40Х. У процесі виконання досліджень варіювали режими обтиснень металу при прокатці, на підставі яких були встановлені залежності, що визначають величини відносних обтиснень у кожнім проході після чергового кантування в процесі попереднього обтиснення металу в ящиковому чорновому калібрі і наступному деформуванні металу в ящикових проміжних калібрах. При проведенні досліджень оцінювали якість готового прокату і проміжних розкатів і час (цикл) прокатки однієї заготовки. Результати експериментів були оброблені за допомогою методів математичної статистики, на підставі яких були отримані залежності, що заявляються, (1 і 2). З використанням цих залежностей був розроблений і випробуваний на 87317 8 стані 850 новий режим прокатки заготовки круглого перерізу діаметром 160мм. Деякі параметри цього режиму, які ілюструють сутність способу, що заявляється, представлені в таблиці. Величини абсолютних обтиснень металу Δh по проходах після кантування установлені виходячи з залежностей, що заявляються, які визначають інтенсивність збільшення відносних обтиснень у кожнім проході в процесі попереднього обтиснення металу в ящиковому чорновому калібрі і зміни відносних обтиснень у кожнім проході в процесі наступного деформування металу в ящикових проміжних калібрах. Параметри цього режиму, а саме, зміни eN ЧК по проходам у процесі попереднього обтиснення металу в чорновому калібрі ілюстровані кривою 1 на Фіг.1, а в процесі наступного деформування металу - кривою, наведеною на Фіг.2. Застосування нового режиму обтиснень регламентуючого ступеня відносних обтиснень дало можливість знизити матеріальні витрати при освоєнні виробництва нових профілерозмірів крупносортного прокату, нетрадиційних для сортаменту реверсивного обтискного стана 850 РУП БМЗ, зокрема заготовки круглого перерізу діаметром 160мм. При цьому забезпечена оптимальна продуктивність стану і витратні коефіцієнти при виробництві нового виду продукції, а також відсутність дефектів прокатного виробництва в процесі деформації розкату. Прокатка при цьому здійснюється з мінімально можливою кількістю проходів. Таким чином, реалізація способу, що заявляється, в умовах стана 850 РУП БМЗ дозволить спростити освоєння виробництва нових профілерозмірів крупносортного прокату, нетрадиційних для його сортаменту, підвищити якість готового прокату за рахунок регламентації технологічної схеми деформації і відносних обтиснень, що гарантували б відсутність дефектів на готовому прокаті: невиконання профілю через незаповнення калібрів і втрату поперечної стійкості в калібрі; утворення зморшок при прокатці; тріщиноутворення в процесі деформації розкату при прокатці підшипникових легованих інструментальних і інших марок сталі при мінімальній кількості проходів. При цьому забезпечується зменшення відбраковування готової продукції, оптимізація енерговитрати на прокатку і продуктивності стана, зниження витратних коефіцієнтів при виробництві прокату. Тобто, інтегрально забезпечується підвищення технікоекономічних показників роботи стана. Реалізація способу, що заявляється, на інших обтискних, заготовочних, крупносортних станах дасть можливість підвищити техніко-економічні показники виробництва за рахунок зменшення витратних коефіцієнтів при освоєнні виробництва нових і виробництві освоєних крупносортних профілів широкого розмірного і марочного сортаменту. 9 87317 10 Таблиця Деякі параметри нового режиму прокатки круглої заготовки діаметром 160мм із безперервнолитого злитка перерізом 300×400мм на стані 850, що ілюструють сутність способу, що заявляється Метал № Форма калібру Прохід Висота, Н, мм 0 300 1 2 335 285 3 4 245 180 2 5 6 239 173 3 7 185 1 Ширина, В, мм Площа перерізу, ω, мм2 119250 400 Кантування 310 107000 320 93800 Кантування 300 76700 315 59600 Кантування 200 48200 217 37600 Кантування 185 33800 Обтиснення Абс. Відн. Уширення, Δb, мм Δh, мм ε, % 65 50 10,3 12,3 10 10 75 65 18,2 22,3 15 15 76 65 19,2 22,0 20 17 32 10,0 11 Кантування 4 8 150,0 200,0 24800 26,6 20348 18,0 Кантування 5 9 Комп’ютерна верстка О. Рябко 161,0 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods of rolling heavy sections on primary reversing mill
Автори англійськоюAnelkin Mikalai Ivanovich, Andriianau Mikalai Viktaravich, Babkou Piatro Aliaksandravich, Zhuchkov Serhii Mykhailovych, Kirylienka Aleh Mikhailavich, Matachkin Viktar Arkadzevich, Murykau Maksim Anatolievich, Pishkin Vadzim Serafimovich, Lutsenko Vladyslav Anatoliiovych
Назва патенту російськоюСпособ прокатки крупносортных профилей на обжимном реверсивном стане
Автори російськоюАнелькин Николая Иванович, Андрыянау Микалай Виктаравич, Бабкоу Пятро Аляксандравич, Жучков Сергей Михайлович, Кириленка Алег Михайлавич, Матачкин Виктор Аркадьевич, Мурикау Максим Анатольевич, Пишыкин Вадзим Серафимавич, Луценко Владислав Анатольевич
МПК / Мітки
МПК: B21B 1/02
Мітки: обтискному, стані, спосіб, крупносортних, профілів, прокатки, реверсивному
Код посилання
<a href="https://ua.patents.su/5-87317-sposib-prokatki-krupnosortnikh-profiliv-na-obtisknomu-reversivnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки крупносортних профілів на обтискному реверсивному стані</a>
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Полуновський Ісаак Євсійович, Теряєв Олександр Митрофанович, Сокуренко Анатолій Валентинович, Паламар Дмитро Григорович, Кулаков Леонід Васильович, Бабенко Михайло Антонович, Коротченков Валерій Михайлович, Корінь Андрій Олександрович, Спіняков Віктор Костянтинович, Лисенко Віктор Володимирович, Жучков Сергій Михайлович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович
МПК: B21B 1/02
Мітки: спосіб, прокатки, стані, реверсивному, обтискному
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Спосіб прокатки зливків на реверсивному обтискному стані
Номер патенту: 8113
Опубліковано: 15.07.2005
Автори: Бабенко Михайло Антонович, Спіняков Віктор Костянтинович, Лясов Володимир Григорович, Полуновський Ісаак Евсійович, Лисенко Віктор Володимирович, Коротченков Валерій Михайлович, Кекух Анатолій Володимирович, Ротару Іон Теодорович, Шеремет Володимир Олександрович, Похилько Володимир Ігорович
МПК: B21B 1/02
Мітки: стані, зливків, обтискному, реверсивному, прокатки, спосіб
Формула / Реферат:
1. Спосіб прокатки зливків на реверсивному обтискному стані й в окремих клітях безперервних прокатних станів, що включає прокатку зливків у калібрах зі зміною напрямку прокатки, обтиснення зливків від калібру до калібру, який відрізняється тим, що прокатку в першому калібрі здійснюють із використанням профільованої "бочки" валків, при цьому ступінь проникнення деформації визначається за формулою:Еп = Нп + 0,2Нп,де: Нп...
Спосіб прокатки заготовок на обтискному стані
Номер патенту: 79614
Опубліковано: 10.07.2007
Автори: Анелькин Микола Іванович, Рябцев Олег Вікторович, Луценко Владислав Анатолійович, Горбаньов Аркадій Олексійович, Тищенко Володимир Андрійович, Бондаренко Олександр Миколайович, Жучков Сергій Михайлович, Бабков Петро Олександрович
МПК: B21B 1/02
Мітки: обтискному, стані, прокатки, заготовок, спосіб
Формула / Реферат:
Спосіб прокатки заготовок на обтискному стані, що включає послідовну прокатку в чорнових і проміжних ящикових калібрах з регламентованими відносними обтисненнями і кантуваннями між проходами і при передачі розкату з калібру в калібр, прокатку в чистових калібрах валків обтискного стана, який відрізняється тим, що прокатку в чорнових і проміжних ящикових калібрах здійснюють з регламентованими відносними обтисненнями по проходах між...
Спосіб виробництва заготовок на реверсивному стані
Номер патенту: 79613
Опубліковано: 10.07.2007
Автори: Трусава Ірина Аляксандрауна, Сцяблов Анвєр Барисавіч, Тішчанка Уладзімір Андрєявіч, Матачкін Віктар Аркадзєвіч, Жучков Сергій Михайлович, Цімашпольські Уладзімір Ісаакавіч, Горбаньов Аркадій Олексійович, Андріанав Мікалай Віктаравіч, Бандаренка Аляксандр Мікалаєвіч, Ендерс Уладзімір Уладзіміравіч, Мандзель Мікалай Львовіч
Мітки: реверсивному, виробництва, спосіб, стані, заготовок
Формула / Реферат:
1. Спосіб виробництва заготовок на реверсивному стані, що включає нагрівання злитків до температури прокатки в нагрівальній печі з верхнім і нижнім підведенням тепла до злитків, транспортування до робочої кліті реверсивного стана, послідовну прокатку в чорнових і проміжних ящикових калібрах і чистових калібрах валків з кантуваннями розкату при передачі з калібру в калібр перед непарними проходами, який відрізняється тим, що нагрівання...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Білий Микола Павлович, Курочкін Олександр Федорович, Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович, Жучков Сергій Михайлович, Токмаков Павло Вадимович, Паламар Дмитро Григорович
МПК: B21B 1/02
Мітки: кутових, стані, спосіб, профілів, безперервному, прокатки
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Попередній патент: Система та спосіб характеризування меленої суміші у вальцьовому млині
Наступний патент: Спосіб вимірювання сходження коліс крісла-коляски
Випадковий патент: Спосіб приготування магнезітової добавки та спосіб зменшення злежуваності аміачної селітри