Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Курочкін Олександр Федорович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Білий Микола Павлович, Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович, Токмаков Павло Вадимович

Формула / Реферат
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому калібрах однакових розмірів, який відрізняється тим, що перед формуванням чорнового кутового розкату його деформують у некаліброваних валках із гладкої бочкою, а в процесі формування чорнового кутового профілю розкат послідовно деформують спочатку в парі горизонтальних валків - нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю, потім у парі вертикальних валків з ящиковим калібром, і завершують у парі горизонтальних валків - нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю.
Текст
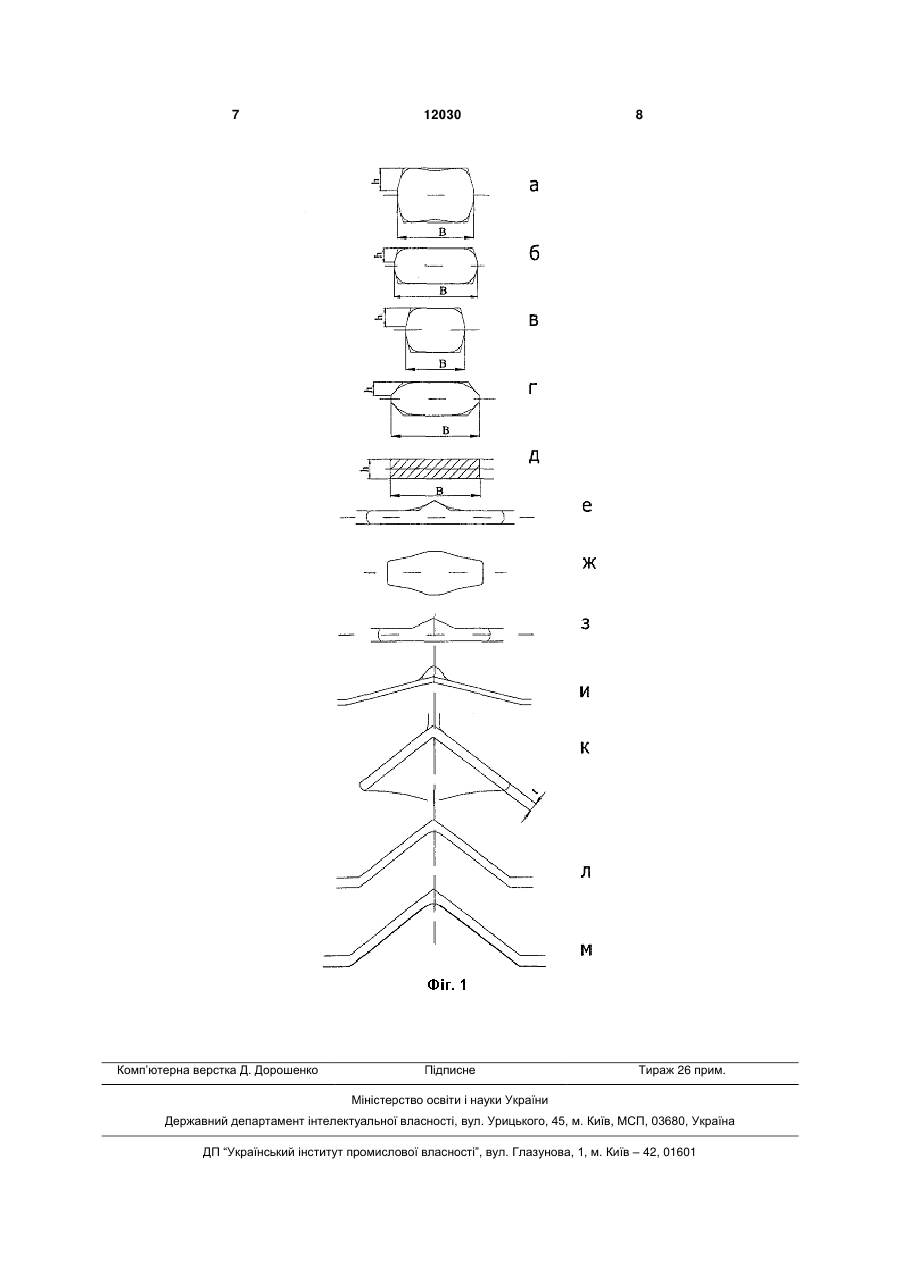
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і 3 витрат валків, електроенергії та іншого внаслідок зменшення кількості формуючих проходів - у цілому, і кількості фасонних кутових калібрів, зокрема, що, загалом, сприяє підвищенню технікоекономічних показників виробництва кутового прокату. Рішення поставленої задачі забезпечується тим, що в способі прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворить вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих перед чистовому і чистовому калібрах однакових розмірів, перед формуванням чорнового кутового розкату його деформують у некаліброваних валках із гладкою бочкою, а в процесі формування чорнового кутового профілю розкат послідовно деформують спочатку в парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворить вершину кутового профілю, потім у парі вертикальних валків з ящиковим калібром, і завершують у парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю. Зіставлення з прототипом показує, що спосіб, що заявляється, відрізняється тим, що перед формуванням чорнового кутового розкату його деформують у некаліброваних валках із гладкою бочкою, а в процесі формування чорнового кутового профілю розкат послідовно деформують спочатку в парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю, потім у парі вертикальних валків з ящиковим калібром, і завершують у парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю. Отже спосіб, що заявляється відповідає критерію "новизна". Технічне рішення пояснюється кресленням, де на Фіг.1-а-м представлена технологічна схема калібрування валків, що пояснює умови реалізації пропонованого способу. Тут на фіг.1-а-г представлена система ящикових обтискних калібрів, що редукують; на Фіг.1-д - схема некаліброваних гладких валків; на Фіг.1-е і 1-з - схема калібрів, утворених парою горизонтальних валків - нижнім некаліброваної і верхнім з рівчаком, що утворює вершину кутового профілю; на Фіг.1-ж - схема ящикового калібру, утвореного парою вертикальних валків; на Фіг.1-й, 1-к - схеми горизонтально і вертикально кутових формуючих калібрів; на Фіг.1л, 1-м - схеми двох відкритих перед чистового і чистового калібрів однакових розмірів, що використовуються для остаточного формування кутового профілю. Відповідно до технічного рішення заготовку квадратного чи прямокутного перетину деформують в одну нитку в системі ящикових обтискних калібрів, що редукують, висотою h і шириною В, розташованих у клітях чорнової групи безперерв 12030 4 ного стану (Фіг.1-а-г). Перед формуванням чорнового кутового розкату отриманий розкат прямокутного перетину деформують у некаліброваних валках із гладкою бочкою (Фіг.1-д), забезпечуючи зменшення його товщини h і збільшення ширини В за рахунок розширення металу. Тут реалізується власне кажучи процес плющення металу. З отриманого розкату прямокутного перетину зі збільшеним відношенням ширини до товщини (B/h) формують чорновий кутовий профіль. Для цього розкат послідовно деформують спочатку в парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю (Фіг.1-е), потім у парі вертикальних валків з ящиковим калібром, (Фіг.1-ж) і завершують у парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю (Фіг.1-з). Отриманий чорновий розкат кутового профілю плоского перетину зі сформованою вершиною куточка деформують у системі кутових проміжних калібрів, що складається з горизонтального кутового відкритого калібру, у якому здійснюється редукування (потоншення) і підгинання полиць кутового профілю (Фіг.1-й), і вертикального кутового калібру, у якому здійснюється додаткове підгинання полиць кутового профілю і контроль їхньої ширини (Фіг.1-к). Завершують формування кутового профілю, у двох відкритих перед чистовому (Фіг.1-л) і чистовому (Фіг.1-м) калібрах однакових розмірів. Використання перед формуванням чорнового кутового розкату некаліброваних валків із гладкою бочкою (Фіг.1-д), а в процесі формування кутового профілю горизонтальних валків нижнього некаліброваних і верхньому з рівчаком, що утворює вершину кутового профілю (Фіг.1-е, 1-з), і одного ящикового калібру (Фіг.1-ж) дозволило істотно зменшити кількість формуючих проходів і фасонних калібрів для одержання чорнового кутового профілю. Так, плющення розкату на ранніх стадіях формування кутового профілю попереджає необхідність редукування (потоншення) полиць профілю на наступних стадіях формування куточка. Формування вершини кутового профілю безпосередньо після плющення розкату з наступним контролем ширини у вертикальному ящиковому калібрі (Фіг.1-ж) забезпечує необхідну точність одержання профілю. Усе це, поряд із широким використанням некаліброваних валків у процесі формування кутових профілів, сприяє зниженню технологічних витрат при виробництві куточків. Зокрема, зменшується кількість використовуваних клітей при виробництві кутових профілів, що супроводжується зниженням витрати енергії, зменшенням витрати валків і інших технологічних витрат по переділу, що приводить до поліпшення техніко-економічних показників виробництва кутового прокату. Приклад конкретного виконання. Експерименти по здійсненню пропонованого способу здійснювалися в умовах безперервного дрібно сортного стану МС 250-2 металургійного комбінату "Криворіжсталь" при виробництві кутових профілів № 2-2,5 МС 250-2 є типовим представником безперервних дрібносортних станів 5 250. Підхід, що заявляється, до формування кутових профілів, в основу якого покладене широке використання некаліброваних валків із гладкою бочкою, охоплює весь сортамент кутових профілів, що прокочуються, в умовах типового безперервного дрібносортного стану 250. При прокатці куточка № 4,5 на МС 250-2 з вихідної заготовки перетином 80х80мм у системі ящикових калібрів одержували проміжний розкат умовно прямокутного перетину розмірами 36х 76мм. Цей розкат деформували в некаліброваних валках із гладкою бочкою, де реалізувався процес плющення металу. У результаті одержували плоский розкат перетином 20х86мм. Це забезпечило редукування (потоншення) елементів перетину профілю на попередній стадії формування, і виключило необхідність виконання цієї операції на наступних стадіях формування куточка. З отриманого розкату прямокутного перетину з відношенням ширини до товщини, рівним B/h=4,3 формували чорновий кутовий профіль. Для цього отриманий розкат деформували в парі горизонтальних валків з нижнім некаліброваним і верхньому з рівчаком, що утворює вершину кутового профілю. При цьому, поряд з формуванням вершини кутового розкату, забезпечувалося його редукування (потоншення). Отриманий розкат деформували в парі вертикальних валків з ящиковим калібром, де здійснювався контроль ширини розкату, спрямований на забезпечення точності виконання полиць профілю по ширині. Завершували чорнове формування кутового розкату в парі горизонтальних валків нижньому некаліброваному і верхньому з рівчаком, що утворює вершину кутового профілю, у якому також формувалася вершина кутового розкату, забезпечувалося редукування (потоншення) елементів його перетину. Отриманий плоский розкат із сформованою вершиною деформували в горизонтальному кутовому відкритому калібрі, де редукували (потоншували) і підгинали полки кутового профілю. Потім здійснювали додаткове підгинання полиць кутового профілю і контроль їхньої ширини у вертикальному кутовому калібрі. 12030 6 Деформація в цих калібрах невелика внаслідок того, що редукування (потоншення) елементів профілю було здійснено на більш ранній стадії. Крім того, не треба було використання додаткових формуючих кутових калібрів, що сприяло зниженню видаткових коефіцієнтів на прокатку. Остаточне формування кутового профілю здійснювали в двох відкритих перед чистовому і чистовому калібрах однакових розмірів. Використання двох однакових калібрів на стадії чистового формування куточка забезпечує високу точність виконання профілю. Результати випробування способу, що заявляється, на МС 250-2 показали, що його використання сприяє підвищенню техніко-економічних показників за рахунок зниження величини технологічних витрат при виробництві кутових профілів на безперервному стані за рахунок зменшення кількості формуючих проходів, у цілому, і кількості фасонних кутових калібрів, зокрема при формуванні кутових профілів; супроводжується зменшенням витрати валків, електроенергії та інше; забезпечує високу точність виконання кутового профілю. Таким чином, за рахунок широкого використання некаліброваних валків із гладкою бочкою в процесі формування кутових профілів, переносу операції редукування (потоншення) кутового розкату на ранні стадії формування куточка сприяло зниженню технологічних витрат при виробництві куточків, тобто забезпечило рішення поставленої технічної задачі. Технічне рішення, що заявляється, може бути використане при виробництві всього сортименту кутових профілів, що прокочуються на типовому безперервному дрібно сортному стані 250. Джерела інформації, прийняті до уваги під час складання заявки: 1. Литовченко. Н.В. Калибровка профилей и прокатных валков. М.: Металлургия, 1990.- 432 с., С. 262-263. 2. Илюкович Б.М., Нехаев Н.Е. Прокатка и калибровка. Справочник. В 6 томах. Том IV. - Днепропетровск. - РИА Днипро - ВАЛ, 2004, 369 с., С. 57, Рис. 1.61 - прототип. 7 Комп’ютерна верстка Д. Дорошенко 12030 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling angle sections on the continuous mill
Автори англійськоюKhrustenko Yurii Mykhailovych, Kurochkin Oleksandr Fedorovych, Bylyii Mykola Pavlovich, Makarenko Oleksandr Anatoliiovych, Zhuchkov Serhii Mykhailovych, Tokmakov Pavlo Vadymovych
Назва патенту російськоюСпособ прокатки угловых профилей на непрерывном стане
Автори російськоюХрустенко Юрий Михайлович, Курочкин Александр Федорович, Билый Николай Павлович, Макаренко Александр Анатольевич, Жучков Сергей Михайлович, Токмаков Павел Вадимович
МПК / Мітки
МПК: B21B 1/02
Мітки: стані, безперервному, спосіб, кутових, профілів, прокатки
Код посилання
<a href="https://ua.patents.su/4-12030-sposib-prokatki-kutovikh-profiliv-na-bezperervnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки кутових профілів на безперервному стані</a>
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Білий Микола Павлович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Курочкін Олександр Федорович, Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович, Токмаков Павло Вадимович
МПК: B21B 1/02
Мітки: спосіб, смугових, прокатки, стані, безперервному, профілів
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Андрійчук Сергій Андрійович, Балабєй Євген Михайлович, Олійник Олександр Іванович, Носаньов Олександр Григорович, Босий Володимир Миколайович
МПК: B21B 1/09
Мітки: прокатки, калібрів, кутових, профілів, спосіб, здійснення, система
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки

Номер патенту: 29396
Опубліковано: 15.11.2000
Автор: Юнгер Ігор Б.
МПК: B21B 37/46
Мітки: безперервному, регулювання, спосіб, прокатки, швидкості, металу, багатоклітьовому, гарячої, стані
Текст:
...в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на...
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Гончар Володимир Павлович, Филонов Юрій Всеволодович, Прохода Григорій Сергійович, Сапригін Хразален Михайлович, Єремєєв Віктор Іванович, Крупник Ісаак Абрамович
Мітки: профілів, спосіб, прокатки, кутових
Формула / Реферат:
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Чічкан Артур Олексійович, Дорожко Іван Кирилович, Луценко Віктор Олександрович, Луцький Михайло Борисович
МПК: B21B 1/08, B21B 27/00
Мітки: профілів, круглих, калібрів, двовалкових, прокатки, система
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Попередній патент: Шахтна термічна піч
Наступний патент: Спосіб одержання 2,5-діалкіл-2-карбалкокси-3,4-дигідро-1,2-піранів
Випадковий патент: Спосіб консервативного лікування хімічних опіків очей