Спосіб діагностики товщини тонких тіл
Номер патенту: 87439
Опубліковано: 10.02.2014
Автори: Полішко Олексій Миколайович, Гук Наталія Анатоліївна, Пацюк Анатолій Григорович, Ободан Наталія Іллівна

Формула / Реферат
Спосіб діагностики товщини тонких тіл, який полягає у вимірюванні значень деформацій під дією експлуатаційного навантаження, і за отриманими значеннями визначають розподіл товщини у виробі, який відрізняється тим, що використовують експлуатаційне навантаження і відгук виробу на це навантаження, а як відгук тонкостінної системи виступають значення деформацій зовнішньої і внутрішньої поверхонь тонкостінної системи, які вимірюють в точках поверхні виробу, відповідні обчислені значення деформацій визначають за допомогою методу скінченних елементів з використанням математичної моделі конструкції з відомим розподілом товщини, при цьому розподіл товщини тонкостінної системи параметризують за допомогою вектора значень товщин, заданих для розташованих на поверхні виробу підобластей, які не перетинаються, компоненти вектора значень товщин у підобластях є параметрами та ідентифікують за допомогою алгоритму мінімізації функціоналу, який характеризує середньоквадратичне відхилення значень деформацій, обчислених з використанням математичної моделі деформування конструкції при відомих значеннях товщини, за відповідними значеннями деформацій, вимірюють в точках спостережень, по набутих значеннях товщин у підобластях встановлюють розподіл товщини тонкостінної системи.
Текст
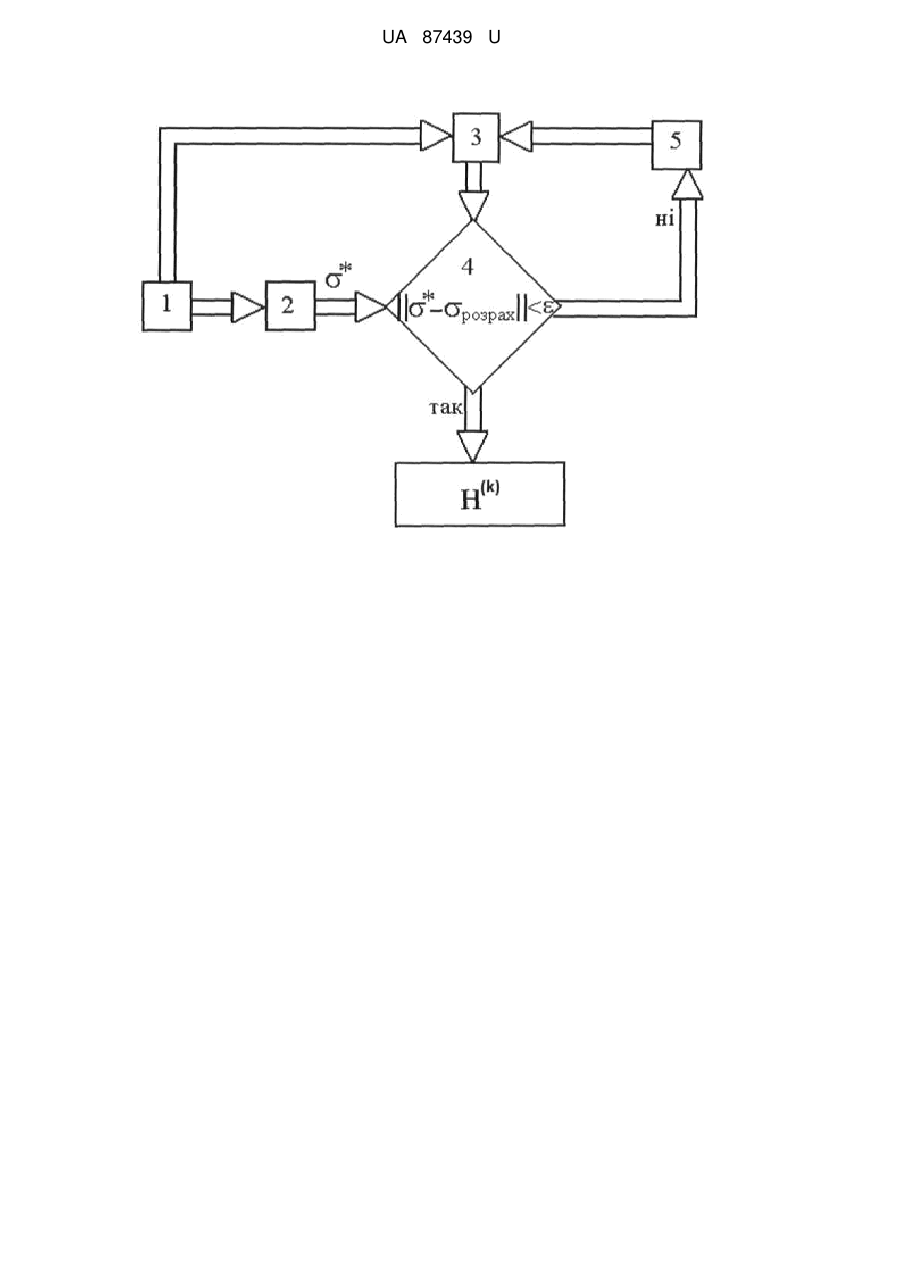
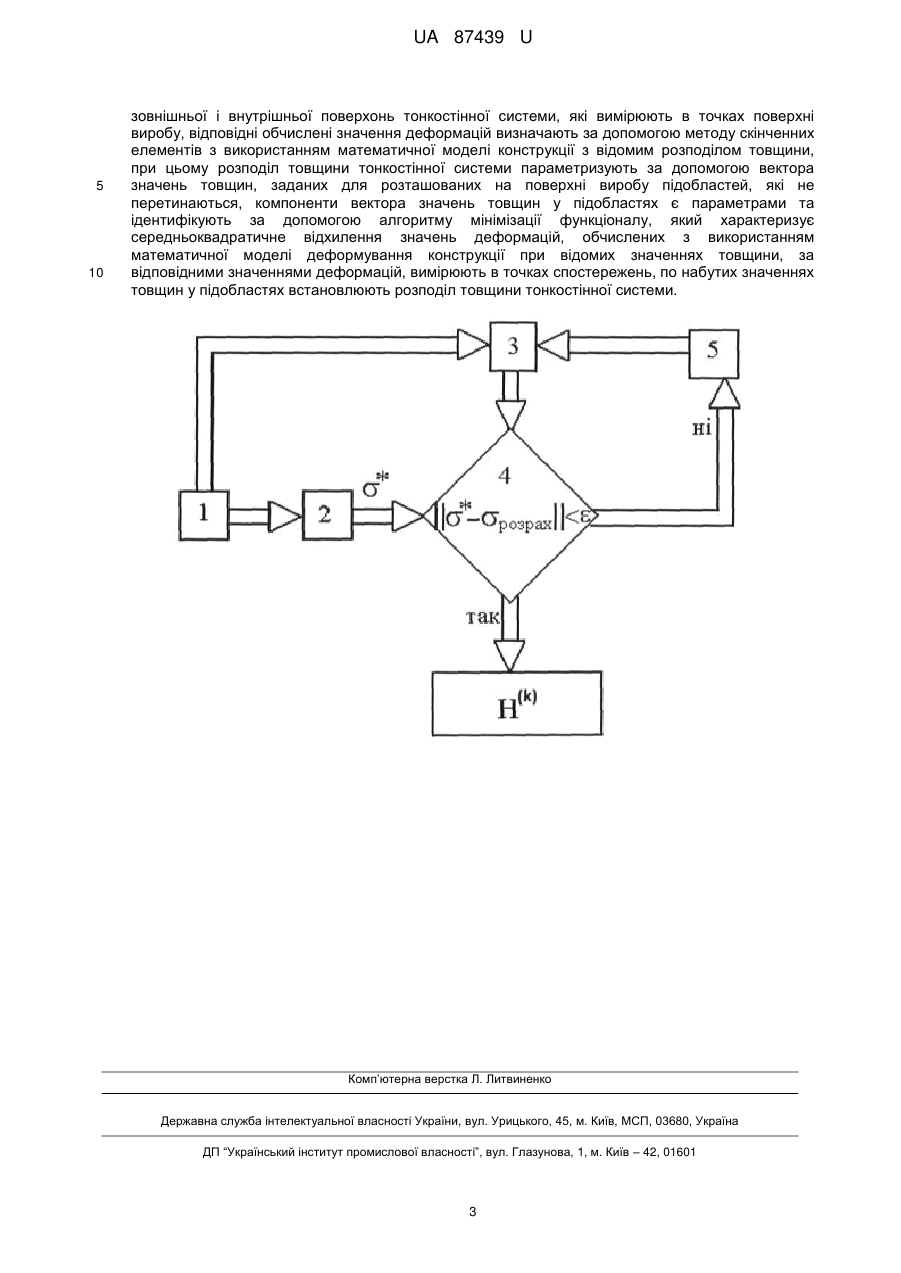
Реферат: Спосіб діагностики товщини тонких тіл, який полягає у вимірюванні значень деформацій під дією експлуатаційного навантаження, і за отриманими значеннями визначають розподіл товщини у виробі, який відрізняється тим, що використовують експлуатаційне навантаження і відгук виробу на це навантаження, а як відгук тонкостінної системи виступають значення деформацій зовнішньої і внутрішньої поверхонь тонкостінної системи, які вимірюють в точках поверхні виробу, відповідні обчислені значення деформацій визначають за допомогою методу скінченних елементів з використанням математичної моделі конструкції з відомим розподілом товщини, при цьому розподіл товщини тонкостінної системи параметризують за допомогою вектора значень товщин, заданих для розташованих на поверхні виробу підобластей, які не перетинаються, компоненти вектора значень товщин у підобластях є параметрами та ідентифікують за допомогою алгоритму мінімізації функціоналу, який характеризує середньоквадратичне відхилення значень деформацій, обчислених з використанням математичної моделі деформування конструкції при відомих значеннях товщини, за відповідними значеннями деформацій, вимірюють в точках спостережень, по набутих значеннях товщин у підобластях встановлюють розподіл товщини тонкостінної системи. UA 87439 U (54) СПОСІБ ДІАГНОСТИКИ ТОВЩИНИ ТОНКИХ ТІЛ UA 87439 U UA 87439 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технічної діагностики, а конкретніше - до способу автоматичного контролю якості виробів, і може застосовуватися для вимірювання і контролю товщини тонкостінних деформівних виробів при оцінці реальної несучої здатності машин і можливості їх експлуатації. Аналогом корисної моделі за можливістю визначення товщини є пристрій для визначення товщини виробів з використанням ультразвукових коливань [1]. Принцип дії пристрою для вимірювання товщини полягає в тому, що ультразвукові імпульси створюються генератором, поверхня виробу зондується цими імпульсами, розрахунок значення товщини здійснюється за результатами вимірювань інтервалу часу між двома сусідніми імпульсами, відображеними від поверхні виробу. Такий пристрій не забезпечує високу точність визначення товщини, особливо при наявності шуму, оскільки існує похибка індикації моменту співпадання слабких ехо-імпульсів із зондуючими імпульсами. Для усунення цієї проблеми необхідне збільшення середньої потужності зондуючого сигналу, що досягається збільшенням частоти проходження зондуючих сигналів або збільшенням їх тривалості. Проте при збільшенні частоти виникає можливість співпадання ехо-імпульсу з другим або третім зондуючим імпульсом, а при збільшенні тривалості імпульсу виникає проблема ідентифікації товщин, значення яких виявляються меншими за довжину зондуючого імпульсу. Відомим є також акустичний спосіб безконтакного вимірювання товщини [2], який полягає в тому, що здійснюють калібрування еталонного каналу на робочій частоті, випромінюють акустичні коливання у вимірювальному каналі з обох сторін виробу і фіксують сумарну фазу сигналів, відбитих від його поверхонь, потім змінюють робочу частоту до значення, при якому сумарна фаза дорівнює нулю, по сигналах еталонного і вимірювального каналів визначають товщину виробу. При використанні вказаного способу зміна параметрів середовища (тиск, температура, склад), у якому розташовано виріб, істотно впливає на швидкість розповсюдження акустичних коливань, що у свою чергу може призвести до зниження точності вимірювання товщини. Найбільш близьким за технічною суттю є спосіб вимірювання профілю поверхні [3]. Суть способу полягає в тому, що переміщенням вимірювальної головки вводять вимірювальний наконечник у силове замикання з поверхнею, що контролюється, фіксують координати переміщення головки, фіксують значення складових зусиль по кожній координаті, визначають величини пружного переміщення наконечника по кожній координаті та по набутих значеннях визначають координати точок поверхні, що контролюється, відносно сфери наконечника. Недоліком такого способу є те, що при силовому впливі наконечника на поверхню виробу поверхня деформується, при збільшенні кількості вимірювальних наконечників, які торкаються виробу, в виробі зростає пружна деформація, що впливає на точність визначення товщини. Крім того, досліджувана поверхня має бути відкритою та доступною для підведення контактної вимірювальної головки, яка є деталлю координатної вимірювальної машини. Задача корисної моделі полягає в підвищенні оперативності та точності визначення товщини виробу в процесі його виготовлення або експлуатації. Вирішення поставленої задачі забезпечується тим, що контрольована поверхня виробу знаходиться під дією експлуатаційного навантаження, аналогічного дії силового навантаження з боку вимірювального наконечника, а як відгук виробу на це навантаження використовують значення деформацій зовнішньої і внутрішньої поверхонь, виміряні за допомогою датчиків деформацій в заданих точках, розподіл товщини тонкостінної конструкції параметризують за допомогою вектора значень товщин, заданих для розташованих на поверхні виробу підобластей, які не перетинаються, компоненти вектора значень товщини у підобластях ідентифікуються за допомогою алгоритму мінімізації функціоналу, який характеризує середньоквадратичне відхилення значень деформацій, обчислених з використанням математичної моделі деформування конструкції при відомих значеннях товщини, від відповідних значень деформацій, виміряних датчиками деформацій, розташованими на зовнішньої і внутрішньої поверхнях виробу в точках спостережень, по набутих значеннях параметрів встановлюють розподіл товщини тонкостінної системи. Перевага запропонованого підходу порівняно з відомими полягає в тому, що здійснюється дистанційне діагностування тонкостінної системи, яка знаходиться в умовах експлуатації, для визначення параметрів непрямих вимірів використовується експлуатаційне навантаження, що дозволяє у поєднанні з обчислювальними алгоритмами ідентифікувати товщину виробу з достатньої для оцінки реальної несучої здатності точністю, використовувати стандартні обчислювальні алгоритми методу скінчених елементів, методів адаптації типу Ньютона. При цьому пропонується послідовність операцій навантаження, обчислення і вимірювання, прийнята послідовність обробки вимірювальної інформації у поєднанні з попередньою інформацією про 1 UA 87439 U 5 точки спостереження характеризує причинно-наслідкові зв'язки між поставленою задачею і ознаками корисної моделі і задовольняє критерії корисної моделі. Спосіб діагностики товщини тонкостінної системи пояснюється кресленням. Він полягає в тому, що зовнішня і внутрішня поверхні тонкостінної системи - об'єкта дослідження (блок 1), який знаходиться під дією навантаження, оснащується датчиками деформацій, які вимірюють 10 значення деформацій у точках поверхні, по яких формується вектор деформацій * у блоці обробки інформації 2. Одночасно інформація про навантаження, під дією якого знаходиться спостережувана тонкостінна система, подається до математичної моделі (блок 3), яка враховує параметризовану модель товщини у вигляді вектора значень товщин у підобластях та обчислює значення деформацій розрах в тих же точках поверхні, де розташовані тензорезистори. Порівняння значень * і розрах відбувається у блоці 4. У випадку, коли різниця між цими величинами перевищує задане значення, включається блок адаптації 5, і обчислюється наступне наближення вектора товщин. Процес закінчується при досягненні нормою N 2 n n 1 * вектора n n n , обчисленого у точках спостережень Xn , n 1 N , заданого , розрах 15 значення . Розподіл товщини виробу параметризують за допомогою вектора значень товщин Н m , Н m 1 M , заданих для розташованих на поверхні виробу підобластей m , які не перетинаються, , компоненти вектора значень товщин у підобластях є параметрами та ідентифікуються. Алгоритм ідентифікації компонент вектора H використовує матрицю чутливості 20 A anm n , n 1 N , m 1 M , де n * Xn розрах Хn,H , розрах Хn , H , , Hm розрахункові значення деформацій, які визначаються в обчислювальному блоці за допомогою математичної моделі конструкції з врахуванням параметризованої моделі розподілу товщини. Ідентифікація параметрів H реалізується чисельно у вигляді ітеративного адаптивного 25 30 35 40 45 1 алгоритму: Hk Hk 1 Gk 1k 1 , де Gk 1 A T A k 1 A T , k - номер ітерації. k 1 k 1 Блоки навантаження і вимірювань можуть бути виконані традиційними методами. Блоки математичної моделі і адаптації використовують персональні комп'ютери, пакет прикладних програм визначення напружено-деформованого стану (наприклад, COSMOS, ANSYS, NASTRAN) і програмну реалізацію алгоритму адаптації. Запропонований спосіб в порівнянні з прототипом має таки переваги: 1) ширший діапазон застосування: запропонованим способом можна визначити товщину виробу під дією експлуатаційного навантаження, та не здійснювати на виріб додаткового навантаження, як це пропонується у прототипі; 2) оперативність та наближеність до промисловості: запропонований спосіб забезпечує визначення товщини тонкостінної конструкції в режимі реального часу, на відміну від прототипу, у якому для отримання значення товщини необхідно здійснювати контакт виробу з вимірювальним пристроєм у лабораторному експерименті. За технічним рішенням, яке заявляється, були проведені лабораторні випробування з позитивними результатами. Реалізація способу можлива і в промисловості. Джерела інформації: 1. Патент на винахід UA 20744 А, кл. G 01 В 17/02. Спосіб вимірювання товщини ультразвуком та пристрій для його здійснення. 2. Авторское свидетельство SU 1523916 А1, кл. G 01 В 17/02. Способ бесконтактного измерения толщины. 3. Авторское свидетельство SU 1618991 А1, кл. G 01 В 5/03. Способ измерения профиля поверхности. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Спосіб діагностики товщини тонких тіл, який полягає у вимірюванні значень деформацій під дією експлуатаційного навантаження, і за отриманими значеннями визначають розподіл товщини у виробі, який відрізняється тим, що використовують експлуатаційне навантаження і відгук виробу на це навантаження, а як відгук тонкостінної системи виступають значення деформацій 2 UA 87439 U 5 10 зовнішньої і внутрішньої поверхонь тонкостінної системи, які вимірюють в точках поверхні виробу, відповідні обчислені значення деформацій визначають за допомогою методу скінченних елементів з використанням математичної моделі конструкції з відомим розподілом товщини, при цьому розподіл товщини тонкостінної системи параметризують за допомогою вектора значень товщин, заданих для розташованих на поверхні виробу підобластей, які не перетинаються, компоненти вектора значень товщин у підобластях є параметрами та ідентифікують за допомогою алгоритму мінімізації функціоналу, який характеризує середньоквадратичне відхилення значень деформацій, обчислених з використанням математичної моделі деформування конструкції при відомих значеннях товщини, за відповідними значеннями деформацій, вимірюють в точках спостережень, по набутих значеннях товщин у підобластях встановлюють розподіл товщини тонкостінної системи. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 5/02, G01B 17/02
Мітки: тонких, товщини, спосіб, тіл, діагностики
Код посилання
<a href="https://ua.patents.su/5-87439-sposib-diagnostiki-tovshhini-tonkikh-til.html" target="_blank" rel="follow" title="База патентів України">Спосіб діагностики товщини тонких тіл</a>
Спосіб діагностики пошкоджень в тонких тілах
Номер патенту: 87438
Опубліковано: 10.02.2014
Автори: Гук Наталія Анатоліївна, Пацюк Анатолій Григорович, Полішко Олексій Миколайович, Ободан Наталія Іллівна
МПК: G01B 11/16
Мітки: діагностики, тонких, спосіб, тілах, пошкоджень
Формула / Реферат:
Спосіб діагностики пошкоджень в тонких тілах, який полягає в тому, що на контрольованій поверхні під дією експлуатаційного навантаження визначають наявність пробоїн в виробі, який відрізняється тим, що використовують експлуатаційне навантаження і відгук тонкого тіла на це навантаження, як відгук тонкого тіла використовують значення деформацій зовнішньої і внутрішньої поверхонь тонкого тіла, які вимірюють в заданих точках, відповідні...
Спосіб діагностики дефектів у вигляді порушення розподілу товщини або жорсткості в тонкостінних виробах
Номер патенту: 102369
Опубліковано: 10.07.2013
Автори: Ободан Наталія Іллівна, Полішко Олексій Миколайович, Пацюк Анатолій Григорович, Макаренко Наталія Борисівна
МПК: G01B 9/02
Мітки: тонкостінних, жорсткості, спосіб, товщини, розподілу, дефектів, діагностики, вигляді, виробах, порушення
Формула / Реферат:
Спосіб діагностики дефектів у вигляді порушення розподілу товщини або жорсткості в тонкостінних виробах, який полягає в тому, що знаходять величини пружних переміщень під дією навантаження і за отриманими даними величин переміщень в певних точках поверхні, які виміряні за допомогою датчиків контактного типу, визначають існування різнотовщинності або різномодульності у виробі, який відрізняється тим, що використовують експлуатаційне...
Оптичний вимірювач товщини тонких плівок
Номер патенту: 85851
Опубліковано: 10.12.2013
Автор: Шаран Віктор Миколайович
МПК: G01B 11/00
Мітки: товщини, плівок, оптичний, вимірювач, тонких
Формула / Реферат:
Оптичний вимірювач товщини тонких плівок, що містить джерело світла, спектрометр з оптоволоконними компонентами для вимірювання зміни характеристик інтерференції відбитого від плівки світла, який відрізняється тим, що містить фотоприймач для вимірювання поглинання світла матеріалом плівки, причому світловий потік не модулюється в часі.
Пристрій для неруйнівного контролю товщини тонких діелектричних плівок

Номер патенту: 77780
Опубліковано: 15.01.2007
Автори: Суслов Микола Миколайович, Шубенко Олександр Леонідович, Буданов Валентин Євгенович
МПК: H01Q 13/00, G01N 22/00
Мітки: пристрій, тонких, плівок, товщини, контролю, діелектричних, неруйнівного
Формула / Реферат:
Пристрій для неруйнівного контролю товщини тонких діелектричних плівок, що містить два розміщених один напроти одного рефлектори, між якими розташована контрольована плівка, пристрої введення і виведення НВЧ-потужності, який відрізняється тим, що рефлектори виконані у формі плоских пластин та встановлені паралельно один до одного, причому відстань між рефлекторними пластинами і довжина зондувальної хвилі електромагнітного поля зв’язані ...
Пристрій для неруйнівного контролю товщини діелектричних тонких плівок
Номер патенту: 97051
Опубліковано: 26.12.2011
Автори: Павлов Борис Сергійович, Суслов Микола Миколайович, Буданов Валентин Євгенович, Шубенко Олександр Леонідович, Євич Микола Леонідович
МПК: H01Q 13/26, G01N 22/00
Мітки: контролю, неруйнівного, плівок, тонких, товщини, пристрій, діелектричних
Формула / Реферат:
Пристрій для неруйнівного контролю товщини тонких діелектричних плівок, що містить хвилевідний тракт із діелектричним хвилеводом прямокутного поперечного перерізу, пристрої вводу та виводу НВЧ потужності, який відрізняється тим, що хвилевідний тракт виконаний на планарному діелектричному хвилеводі, який має довжину кілька десятків довжин хвиль (), але не менше
Попередній патент: Спосіб діагностики пошкоджень в тонких тілах
Наступний патент: Критий вантажний залізничний вагон
Випадковий патент: Спосіб опалення багатозонної методичної печі