Спосіб контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації та пристрій для його здійснення
Номер патенту: 88363
Опубліковано: 12.10.2009
Автори: Шубенко Олександр Леонідович, Буданов Валентин Євгенович, Суслов Микола Миколайович, Євич Микола Леонідович
Формула / Реферат
1. Спосіб контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації шляхом зондування поверхні лопаток електромагнітною хвилею й обробки відбитого сигналу, який відрізняється тим, що зондування здійснюють у безперервному режимі квазіплоскою електромагнітною хвилею 4-міліметрового діапазону, сформованою хвилевідним трактом з елементами узгодження в межах середньої зони дифракції з відстанню до об'єкта контролю 80-120 мм, а визначення ступеня ерозійного зносу здійснюють по зміні діаграми зворотного розсіювання від контрольованої лопатки на поточний момент і момент вихідного стану.
2. Пристрій для контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації, який містить послідовно встановлені приймально-передавальну антену, перший узгоджувальний елемент, спрямований відгалужувач, з'єднаний через другий узгоджувальний пристрій з НВЧ-генератором, пов'язаним з детектором, і блок обробки відбитого сигналу, з'єднаний через детектор зі спрямованим відгалужувачем, який відрізняється тим, що пристрій включає систему синхронізації, оснащену датчиком положення, при цьому приймально-передавальна антена виконана з рупором, в апертурі якого встановлена фазовирівнювальна лінза, перший з узгоджувальних елементів виконано штирового типу, а другий - на феритовому вентилі.
Текст
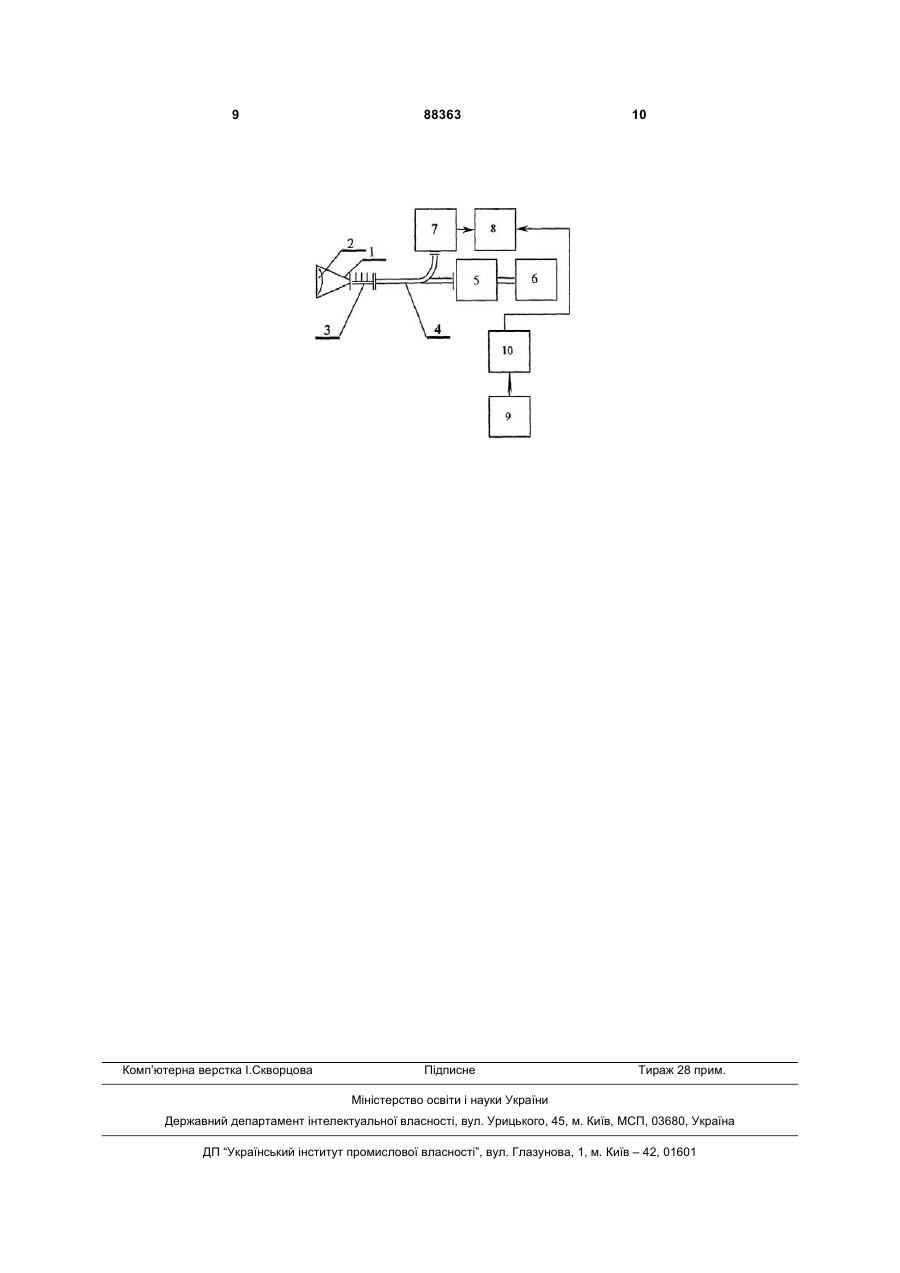
1. Спосіб контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації шляхом зондування поверхні лопаток електромаг C2 2 88363 1 3 парових турбін є своєчасне діагностування початкових стадій ерозійного зносу лопаткового апарата. Відомий спосіб для вимірювання ерозійного зносу робочих лопаток парової турбіни (А.С СРСР №1666920, G01B11/24, 1991), шляхом зондування поверхні лопаток, світловою хвилею та обробки відбитого сигналу. Контроль ерозійного зносу вхідних кромок здійснюють за допомогою фотореєстрації при порівнянні вихідного та поточного виміру геометрії лопаток. Реалізація способа обмежена проведенням вимірювань в режимі валоповорота при останові турбіни чи проведенні ремонтних робіт і не передбачає ведення контроля лопаток у процесі експлуатації на номінальних оборотах парової турбіни. Спосіб не дає можливості виявляти початок виникнення та стежити за динамікою розвитку ерозійних процесів лопаткового апарата, що не дозволяє коректувати параметри експлуатаційних навантажень з виведенням на безпечні режими роботи. Відомий пристрій для вимірювання ерозійного зносу робочих лопаток парової турбіни (А.С. СРСР №1666920, G01B 11/24, 1991), що містить датчик, систему синхронізації, систему обробки й аналізу даних. Датчик відомого пристрою включає імпульсне джерело світла, ендоскоп, фотореєстратор, вузол формування світлової або тіньової смуги і систему синхронізації у вигляді датчика положення робочих лопаток та вторинну електронну схему, вхід якої підключений до виходу датчика, а виходи - до керуючих входів імпульсного джерела світла та фотореєстратора. Несвоєчасне діагностування ерозійного зносу супроводжується структурними змінами і уносом матеріалу, що призводить до необоротного змінення геометрії лопаток. Тому, надійне функціонування лопаткового апарата турбіни, точність прогнозування залишкового ресурсу і терміну служби можливі тільки з використанням моніторингу вимірювання. Інформативність запропонованого способу обмежена, оскільки вимірювання змінення розмірів лопаток, зокрема величини хорди можливе тільки при останові турбіни або в процесі проведення ремонтних робіт. Відомий спосіб для вимірювання ерозійного зносу робочих лопаток парової турбіни (пат.РФ № 2020411, G01D21/20, 1994, Бюл. № 18), шляхом зондування поверхні лопаток, світловою хвилею й обробки відбитого сигналу. Контроль відомим способом здійснюють у процесі синхронізації відеоімпульсів з одержанням відеозображення вхідних і вихідних кромок робочих лопаток. Інформативність способу обмежена, оскільки вимірювання змінення розмірів лопаток, зокрема величини хорди, можливе тільки при останові турбіни або в процесі проведення ремонтних робіт. Відомий пристрій для вимірювання ерозійного зносу робочих лопаток парової турбіни (пат. РФ № 2020411, G01D21/20, 1994, Бюл. № 18), що містить датчик, систему синхронізації, систему обробки й аналізу даних. 88363 4 Датчик пристрою містить ендоскоп з реєстратором, імпульсне джерело світла з вузлом формування світлової або тіньової смуги і систему синхронізації, вхід якої підключений до датчика, систему обробки інформації, підключену до виходу системи синхронізації і реєстратора та підключений до виходу системи синхронізації, блок затримки, вихід якого підключений до імпульсного джерела світла. Датчик системи синхронізації виконаний у вигляді джерела та приймача світлового випромінювання, механічно пов'язаних з ендоскопом і розташованих по одну чи обидві сторони робочих лопаток турбіни. Пристрій має низьку чутливість до початкових стадій ерозійного зносу робочих лопаток, що знижує інформативність і вірогідність контролю, який проводять при останові турбіни. Найбільш близьким за технічною сутністю є спосіб для контролю дефектів (А.с. СРСР№ 1840088, G 01 N 22/02, 17/00, бюл.№ 21, 2006), шляхом зондування об'єкта контролю електромагнітною хвилею й обробки відбитого сигналу. Зондування проводять рівнорозділеною лінійно-полярізованою електромагнітною НВЧ хвилею з обертовою площиною поляризації випромінювання через мікро смугову антену з ортогональним живленням. Відомий спосіб ефективно контролює внутрішню структуру матеріалу, однак не дозволяє вірогідно контролювати поверхні лопаткового апарата в умовах паро-краплинного середовища циліндра низького тиску. Найбільш близьким за технічною сутністю є пристрій для контролю дефектів (А.С. СРСР№ 1840088, G 01 N 22/02, 17/00, бюл.№ 21, 2006), що містить послідовно встановлені приймальнопередавальну антену, перший узгоджувальний елемент, спрямований відгалужувач, з'єднаний, через другий узгоджувальний елемент, з НВЧгенератором, та детектор, з'єднаний зі спрямованим відгалужувачем, підключеним до блоку обробки відбитого сигналу. Пристрій включає мікросмужкову антену з ортогональним живленням, як узгоджувальні елементи- атенюатори, один із яких включений між другим виходом спрямованого відгалужувача і першим входом мікросмужкової антени, послідовно з'єднані другий атенюатор та інвертор, включені між другим виходом спрямованого відгалужувача і другим входом мікросмужкової антени, а також додатковий низькочастотний генератор, перший і другий виходи якого з'єднані з керуючими входами першого та другого атенюаторів. У результаті векторного складання НВЧ енергії прямого та інвертованого сигналів із двох входів мікросмужкової антени, при обертанні поляризованої хвилі на 360° контролюють сигнал, відбитий від дефектів внутрішньої структури матеріалу. Пристрій працює в сантиметровому діапазоні довжин хвиль, відрізняється низькою чутливістю, вірогідністю та точністю вимірювання, оскільки призначений для контролю діелектричних матеріалів на присутність металевих структурних неоднорідностей і не дозволяє контролювати поверхні 5 провідних матеріалів, тобто елементи лопаткового апарата. В основу винаходу поставлено задачу створення способу контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації та пристрою для його здійснення шляхом побудови функціональної схеми пристрою для формування заданого типу виразно орієнтованої електромагнітної хвилі міліметрового діапазону з автоматичним адресним визначенням геометричних характеристик і стану відбиваючої поверхні, тобто ступеня пошкодження елемента лопаткового апарата по діаграмі зворотного розсіювання відбитої хвилі без остановів у процесі експлуатації турбіни, що дозволяє підвищити вірогідність і точність вимірювання ранніх стадій виникнення ерозійного зносу, а також підвищити надійність лопаткового апарата. Поставлена задача досягається тим, що в способі контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації шляхом зондування поверхні лопаток електромагнітною хвилею й обробки відбитого сигналу, відповідно до винаходу, зондування здійснюють у безперервному режимі квазіплоскою електромагнітною хвилею 4-міліметрового діапазону, зформованою хвилевідним трактом з елементами узгодження, в межах середньої зони диффракції з відстанню до об'єкта контролю 80-120 мм, а визначення ступеня ерозійного зносу здійснюють по зміненню діаграми зворотного розсіювання від контрольованої лопатки на поточний момент і момент вихідного стану. Поставлена задача досягається також тим, що в пристрої контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації, що містить послідовно встановлені, приймальнопередавальну антену, перший узгоджувальний елемент, спрямований відгалужувач, з'єднаний через другий узгоджувальний елемент з НВЧгенератором, пов'язаним з детектором, і блок обробки відбитого сигналу, з'єднаний через детектор зі спрямованим відгалужувачем, відповідно до винаходу, пристрій включає систему синхронізації, оснащену датчиком положення, при цьому приймально-передавальна антена, виконана з рупором, в апертурі якого встановлена фазовирівнювальна лінза, перший з узгоджувальних елементів виконано штирьового типу, а другий - на феритовому вентилі. Зондування проводять у безперервному режимі квазіплоскою електромагнітною хвилею 4міліметрового діапазону, зформованою хвилевідним трактом з елементами узгодження, в межах середньої зони дифракції з відстанню до об'єкта контролю 80-120 мм, що дозволяє забезпечити високу вірогідність і точність вимірювання ранніх стадій виникнення ерозійного зносу, а також підвищити надійність лопаткового апарата. Визначення ступеня ерозійного зносу проводять по зміненню діаграми зворотного розсіювання від контрольованої лопатки на поточний момент і момент вихідного стану для виявлення виникаючих змін поверхні лопаток, пов'язаних з ерозійним зносом. 88363 6 Пристрій включає систему синхронізації, оснащену датчиком положення, для забезпечення адресного контролю зносу кожної з лопаток. Приймально-передавальна антена, виконана з рупором, в апертурі якого встановлена фазовирівнювальна лінза для захисту волноводного тракту, зниження рівня бічних пелюстків і звуження ширини діаграми спрямованості. Перший узгоджувальний елемент виконано штирьового типу для компенсації, внесених у НВЧ тракт елементами пристрою відбиттів і настроювання за критерієм мінімуму відбитої хвилі. Другий узгоджувальний елемент, виконано на феритовому вентилі для розв'язки НВЧгенератора по відбитій хвилі. Завдяки наявності фазовирівнювальної лінзи та узгоджувального елементу на феритовому вентилі в тракті зформована електромагнітна хвиля, фазові центри випромінювання поля якої суміщені, що забезпечує розв'язку хвилевідного тракту, а це дозволяє прецизійно з високою вірогідністю й точністю визначати початкові стадії зносу та сприяє підвищенню надійності лопаткового апарата в цілому. На фіг. 1 зображена структурна схема пристрою контролю ступеня ерозійного пошкодження робочих лопаток парової турбіни. Спосіб полягає у вимірюванні амплітудних картин мікрохвильових полів, що розсіюються убік випромінювача рухомим об'єктом складної форми. Принцип вимірювання заснований на контролі змінення геометричних параметрів рухомих лопаток підданих бомбардуванню краплями вологи, у робочому середовищі циліндра низького тиску. Це призводить до змінення рівня поля розсіюваного поверхнею лопатки у відбитому напрямку, перерозподілу енергетичного спектра відбитого сигналу й, у результаті, до зміни обвідної діаграми зворотного розсіювання. Порівнюючи амплітудне заповнення спектра сигналу або поточний спектр сигналу, відбитого лопаткою, з даними базового каталогу для цієї лопатки, зафіксованими спочатку експлуатації турбіни, можна оцінити ступінь її руйнування. Зондування здійснюють у безперервному режимі квазіплоскою електромагнітною хвилею 4міліметрового діапазону, зформованою хвилевідним трактом з елементами узгодження, в межах середньої зони дифракції з відстанню до об'єкта контролю 80-120 мм, а визначення ступеня ерозійного зносу здійснюють по зміні діаграми зворотного розсіювання від контрольованої лопатки на поточний момент і момент вихідного стану. Відстань установки НВЧ-датчика визначено на підставі критерію формування заданого типу електромагнітної хвилі і становить 80-120 мм. Це дозволяє в умовах 4-міліметрового діапазону зондувального випромінювання забезпечити високу чутливість НВЧ-датчика до ранніх стадій ерозійного зносу лопаток, що проявляється дрібнодисперсною шорсткістю їхньої поверхні. При цьому, вектор напруженості електричного поля зондувального випромінювання в момент виміру паралельний обвідної лопатки. 7 Відстань до розсіючого елемента вибиралося в діапазоні 80-120 мм також з міркувань забезпечення можливості зондування окремо взятої лопатки в умовах однобічного доступу в циліндр низького тиску та з урахуванням прийнятного вигляду діаграм зворотного розсіювання (при зменшенні відстані менш 120 мм діаграма стає багатопелюстковою, що ускладнює аналіз та інтерпретацію особливостей розсіювання, а умови реальної ширини лопаток припускають межі лінійного сканування від 60 до -60 мм, тобто не менш 120мм. Спосіб реалізується в пристрої, який містить НВЧ-датчик, що включає приймальнопередавальну рупорну антену 1 з розміщеною в апертурі фазовирівнюючою діелектричною, наприклад, фторопластовою, лінзою 2, що дозволяє використовувати хвилевідну систему пристрою в умовах волого-паро-краплинного середовища циліндра низького тиску. Коректування фазового фронту за допомогою фазовирівнюючої діелектричної лінзи 2 також призводить до зниження рівня бічних пелюстків і звуження ширини діаграми спрямованості. Послідовно антені 1 з лінзою 2 у пристрої установлені узгоджувальна секція 3 з першим узгоджувальним елементом штирового типу, спрямований відгалужувач 4 вхід прямого випромінюваного сигналу, якого через другий узгоджувальний елемент 5 на феритовому вентилі з'єднаний з НВЧ генератором 6 ( 4-міліметрового діапазону), а вихід відбитого сигналу - із НВЧдетектором 7 системи обробки й аналізу даних, яка включає блок обробки відеосигналу із цифроаналоговим перетворювачем. При цьому, елемент узгодження секції 3 являє собою три штирі, встановлені на відстані ¼ один від одного для настроювання за критерієм мінімуму відбитої хвилі. Для спостереження за кожною робочою лопаткою і їх ідентифікацією вимірювальна система обладнана, оснащеною датчиком 9, системою синхронізації 10. Узгоджувальна секція 3 дозволяє мінімізувати вплив сигналу, відбитого від поверхні діелектричної лінзи 2, а обидва узгоджувальні елементи: штирьового типу й на феритовому вентилі дозволяють мінімізувати вплив відбитої хвилі на НВЧ генератор 6. Пристрій працює у такий спосіб. Спочатку на турбіні в штатному експлуатаційному режимі виконують цикл вимірювань і формують базовий каталог даних, що заноситься у пам"ять комп'ютерної системи обробки й аналізу даних для порівняння в автоматичному режимі з даними кожного конкретного циклу вимірювання у процесі експлуатації турбіни. За результатами порівняння оцінюють ступінь і динаміку ерозійного зносу кожної конкретної лопатки протягом усього часу експлуатації та контролю. При обертанні турбіни робочі лопатки переміщуються відносно установленого за допомогою юстирувальних елементів НВЧ-датчика (на фіг. не показані). У момент входження однієї з лопаток у поле спрямованого випромінювання НВЧ-датчика, датчик синхронізації виробляє синхросигнал, по передньому фронту якого вихід НВЧ-датчика підключається до входу системи синхронізації 10, а по задньому його фронті вихід НВЧ- датчика від 88363 8 ключається від неї. Одночасно по передньому фронту синхросигналу в системі обробки відеосигналу 8 спрацьовує аналого-цифровий перетворювач, тактова частота якого за період тривалості сигналу синхронізації дозволяє робити не менш 100 вибірок для апроксимації розподілу енергетичного спектра. Одночасно, виробляється лічильний імпульс, що відповідає кожному оберту ротора і здійснюється ідентифікація розпізнавання кожної з лопаток апарата відповідно з умовною нумерацією лопаток. У такий спосіб проводять знімання діаграми зворотного розсіювання, що відповідає геометричним параметрам контрольованої лопатки на поточний момент часу. Найбільший ерозійний знос виникає на режимах часткових завантажень потужних турбін. Контроль лопаток у процесі експлуатації на номінальних оборотах турбіни без останова з визначенням початку виникнення і розвитку ерозійних процесів дає можливість коректувати робочі параметри експлуатаційних навантажень із виведенням на безпечні режими роботи, тобто підвищити надійність лопаткового апарату і, як слідство, виключити позапланові останови. Одночасно виникає можливість з високою достовірністю оцінити технічний стан та залишковий ресурс лопаток до своєчасної їхньої заміни, що також сприяє підвищенню надійності. Оскільки діапазон зондувальних хвиль поглинається робочими середовищами мінімально, спосіб і пристрій не чутливі до локальних змін зовнішнього середовища (температура, тиск) і можуть бути використані в апаратних рішеннях з будьякими умовами експлуатації завдяки високій сумісності та стійкості щодо електромагнітних перешкод і безпечного використання для навколишнього середовища. Експериментальна перевірка працездатності пристрою проводилася методами математичного та фізичного моделювання в міліметровому діапазоні довжин хвиль на стендовому устаткуванні в умовах експлуатації, наближених до реального. Розсіювальний елемент, виготовлявся з дюралюмінію Д16Т і являв собою паралелепіпед (пластину) з розмірами 100х70х3,5мм. Ерозійний знос різного ступеня моделювався за допомогою відповідної обробки одного із прикромкових країв на ширину ~10 мм, що відповідало характеру зносу реальної лопатки. Були досліджені зразки із кромкою без обробки (відсутність зносу) із шорсткою кромкою (початкові ступені ерозійного зносу), із кромкою типу гребінки (сильний ерозійний знос). Висока чутливість діаграм зворотного розсіювання до початкових стадій ерозійного зносу пояснюється дифузійним характером розсіювання електромагнітної хвилі прикромкової області модельного зразка. Результати експериментальних досліджень показали задовільний збіг діаграм зворотного розсіювання за критерієм ширини на рівні половинної потужності з результатами розрахунків, що демонструє високу чутливість запропонованого пристрою особливо до початкових стадій ерозійного зносу. 9 Комп’ютерна верстка І.Скворцова 88363 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of erosion wear of working blades of steam turbine in process of operation and device for its realization
Автори англійськоюBudanov Valentyn Yevhenovych, Yevych Mykola Leonidovych, Suslov Mykola Mykolaiovych, Shubenko Oleksandr Leonidovych
Назва патенту російськоюСпособ контроля эрозионного износа рабочих лопаток паровой турбины в процессе эксплуатации и устройство для его осуществления
Автори російськоюБуданов Валентин Евгениевич, Евич Николай Леонидович, Суслов Николай Николаевич, Шубенко Александр Леонидович
МПК / Мітки
МПК: G01B 11/24, G01D 21/00, G01N 22/00
Мітки: контролю, зносу, робочих, лопаток, пристрій, експлуатації, здійснення, спосіб, ерозійного, парової, процесі, турбіни
Код посилання
<a href="https://ua.patents.su/5-88363-sposib-kontrolyu-erozijjnogo-znosu-robochikh-lopatok-parovo-turbini-v-procesi-ekspluataci-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації та пристрій для його здійснення</a>
Пристрій для контролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації
Номер патенту: 32108
Опубліковано: 12.05.2008
Автори: Суслов Микола Миколайович, Євич Микола Леонідович, Буданов Валентин Євгенович, Шубенко Олександр Леонідович
МПК: G01B 11/24, G01N 22/00, G01D 21/00
Мітки: лопаток, контролю, процесі, зносу, робочих, парової, пристрій, ерозійного, експлуатації, турбіни
Формула / Реферат:
Пристрій дляконтролю ерозійного зносу робочих лопаток парової турбіни в процесі експлуатації, що містить послідовно встановлені приймально-передавальну антену, перший узгоджувальний елемент, спрямований відгалужувач, з'єднаний через другий узгоджувальний елемент з НВЧ-генератором, зв'язаним з детектором, і блок обробки відбитого сигналу, з'єднаний через детектор зі спрямованим відгалужувачем, який відрізняється тим, що пристрій включає...
Спосіб захисту робочих лопаток парових турбін від ерозійного зносу
Номер патенту: 34355
Опубліковано: 15.05.2003
Автори: Суслов Микола Миколайович, Конєв Володимир Опанасович, Ковальський Олександр Едуардович
МПК: F01D 5/28
Мітки: зносу, робочих, захисту, спосіб, турбін, ерозійного, парових, лопаток
Формула / Реферат:
Спосіб захисту робочих лопаток парових турбін від ерозійного зносу шляхом впливу хвильової енергії на плівкову та дисперсну вологу в ступенях низького тиску, який відрізняється тим, що вплив відбувається за рахунок енергії НВЧ сантиметрового діапазону з довжиною хвилі 3-10 см.
Бандаж робочих лопаток колеса парової турбіни
Номер патенту: 7152
Опубліковано: 30.06.1995
Автори: Житін Владлен Іванович, Яковлев Валентин Костянтинович
МПК: F01D 5/12
Мітки: турбіни, робочих, бандаж, колеса, лопаток, парової
Формула / Реферат:
Бандаж рабочих лопаток колеса паровой турбины, содержащий стальную ленту с отверстиями под шипы рабочих лопаток, отличающийся тем, что, с целью повышения эксплуатационных характеристик путем самоудаления подбандажных отложении, в нем между отверстиями под шипы рабочих лопаток по средней линии тока рабочей среды в межлопаточных каналах выполнены сквозные отверстия, диаметр и число которых связаны между собой соотношениемгде d...
Пристрій для охолодження вихлопного патрубка парової турбіни
Номер патенту: 53658
Опубліковано: 17.02.2003
Автори: Аркадьєв Борис Абрамович, Левченко Євген Володимирович, Безуглий Гаррі Зіновійович, Полуянов Борис Михайлович, Галацан Віктор Миколайович, Альперт Олександр Семенович, Конєв Володимир Афанасійович
МПК: F01D 25/00
Мітки: охолодження, турбіни, парової, пристрій, патрубка, вихлопного
Формула / Реферат:
Пристрій для охолодження вихлопного патрубка парової турбіни, який містить форсунки охолоджуючої води, котрі встановлені по колу на статорі біля периферії робочих лопаток під кутом до площини обертання робочих лопаток, який відрізняється тим, що кут між віссю форсунки і площиною обертання робочих лопаток у проекції на площину, яка паралельна осі турбіни і проходить крізь...
Пристрій підведення охолодного повітря до робочих лопаток колеса турбіни
Номер патенту: 3670
Опубліковано: 15.12.2004
Автори: Різник Сергій Борисович, Рублевський Юрій Владленович
МПК: F01D 5/18
Мітки: робочих, пристрій, лопаток, колеса, підведення, охолодного, повітря, турбіни
Формула / Реферат:
1. Пристрій підведення охолодного повітря до робочих лопаток колеса турбіни, що містить оточені сопловим апаратом повітряну порожнину перед його задньою внутрішньою стінкою, а також кільцеву порожнину змішування, яка включає засоби попереднього закручення та з’єднана з порожниною у робочих лопаток, обмеженою внутрішнім і зовнішнім кільцевими виступами соплового апарата і колеса турбіни, який відрізняється тим, що зазначена кільцева порожнина...
Попередній патент: Пневмосепаратор
Наступний патент: Спосіб приготування каліброваних парогазових сумішей із відомим вологовмістом парів рідини
Випадковий патент: Фундамент будинку, споруди, який зводиться на деформуючий основі