Спосіб наплавлення
Номер патенту: 89066
Опубліковано: 10.04.2014
Автори: Івченко Павло Семенович, Камель Георгій Іванович, Крицький Максим Вадимович, Руденко Роман Анатольевич

Формула / Реферат
Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, рівномірно розміщують зерна із захисною підкладкою, який відрізняється тим, що зерна містяться в зерновому або зерно-порошковому дроті, який укладають за попередньо заданим законом, наприклад по гвинтовій лінії або в вигляді сітки з подальшим імпульсно-дуговим наплавленням в жорсткому режимі при високих значеннях струму імпульсів і коротким терміном їх протікання.
Текст
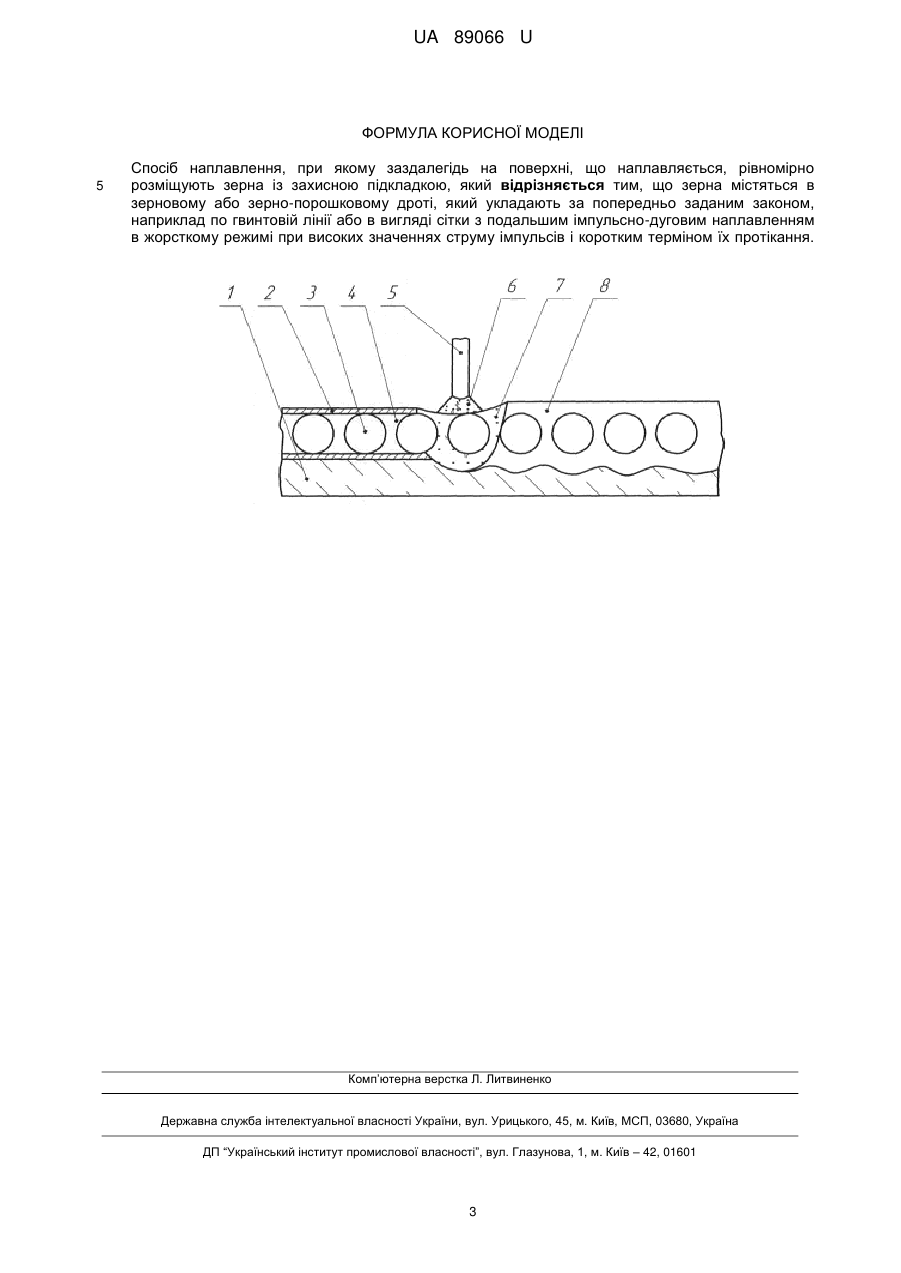
Реферат: Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, рівномірно розміщують зерна із захисною підкладкою, причому зерна містяться в зерновому або зернопорошковому дроті, який укладають за попередньо заданим законом, наприклад по гвинтовій лінії або в вигляді сітки з подальшим імпульсно-дуговим наплавленням в жорсткому режимі при високих значеннях струму імпульсів і коротким терміном їх протікання. UA 89066 U (54) СПОСІБ НАПЛАВЛЕННЯ UA 89066 U UA 89066 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується галузі зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості, наприклад, обладнання металургійного, хімічного, нафтохімічного та машинобудівного обладнання. Відомий спосіб наплавлення [А.с. СРСР № 210975, В23K 9/04, 1966], при якому масу (чавунну стружку), що наплавляється, замішують на клею, покривають нею поверхню, що наплавляється, суцільним шаром, просушують його і виконують розплавлення. Недоліками цього способу наплавлення є те, що наплавлена маса погіршує збудження та горіння електричної дуги. Це призводить до нерівномірної ширини, товщини наплавленого шару та глибини проплавлення основного металу. Крім того, відсутня імовірність регулювання товщини наплавленого шару, тому що процес оплавлення дугою дуже чутливий до товщини наплавленої маси. Даний спосіб потребує використання спеціальної оснастки, пристосувань і великої підготовчої роботи, пов'язаної з виготовленням та укладанням елементів, забезпечення на поверхні деталі тонкого шару зварювальної композиції. Наплавлення по цьому способу можливо виконувати тільки в нижньому положенні, що неефективно. За цим способом неможливо отримати тонкі зносостійкі шари і особливо деталі, які мають форму тіл обертання. Найбільш близьким за технічною суттю та результатом, що досягається, до пропонованого рішення є спосіб наплавлення, прийнятий нами за прототип, при якому заздалегідь на поверхні, що наплавляється, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, на необхідну висоту і оплавляють, який відрізняється тим, що стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою, у кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна меншого об'єму, із захисною підкладкою, що мають температуру плавлення, твердість і зносостійкість, більшу, ніж порошки, що входять в масу, що наплавляється, [патент України № 76602, В23K 9/04, 2013]. Процес прихвачування конденсаторною або пічною пайкою стільникових елементів або їх пічна пайка є дуже трудомісткою технологічною операцією, яка не може бути використана для габаритних виробів. Виготовлення стільникових елементів потребує унікального обладнання. Укладання кожного зерна в вічка стільникових елементів потребує ручної роботи і не підлягає механізації. Заповнення об'єму вічок, що залишився, виконується наплавленою порошковою масою, замішаною на рідкому склі. Після її просушування, маса, що наплавляється, стає неелектропровідною і виникає подальша проблема в якісному та стабільному горінні дуги при наплавленні. Вигоряння рідкого скла в високотемпературній дузі призводить до появи дефектів в наплавленому шарі: пор, шлакових включень, мікротріщин. У відомому способі використовується при наплавленні аргоно-дугове зварювання, в якому використовується пряма полярність (плюс на виробі), а отже більше виділення тепла на виробі, що призводить до руйнування зерен. В основу корисної моделі поставлена задача удосконалити спосіб наплавлення шляхом нанесення зерен у вигляді зернового або зерно-порошкового дроту, з подальшим імпульснодуговим наплавленням в жорсткому режимі, який забезпечує плавлення основного матеріалу виробу, оболонки зерно-порошкового дроту та дрібно-крапельне плавлення присадного дроту і не руйнує зерна, внаслідок чого зберігаються фізично-механічні властивості основи, покращується технологічність наплавлення, підвищується експлуатаційна надійність та збільшується термін роботи деталей. Поставлена задача вирішується тим, що в способі наплавлення, при якому заздалегідь на поверхні, що наплавляється, рівномірно розміщують зерна із захисною підкладкою та порошкову масу і оплавляють, зерна містяться в зерновому або зерно-порошковому дроті, який укладають за попередньо заданим законом, наприклад по гвинтовій лінії або в вигляді сітки з подальшим імпульсно-дуговим наплавленням в жорсткому режимі при високих значеннях струму імпульсів і коротким терміном їх протікання. Рівномірне розміщення зерен в дроті по довжині і укладання дроту за попередньо заданим законом, наприклад, по гвинтовій лінії або в вигляді сітки, що забезпечує однакову відстань між витками дроту, а також відсутність контакту між зернами двох сусідніх витків забезпечує рівномірний розподіл зерен по всій поверхні виробів, що наплавляються. Використання жорсткого режиму при імпульсно-дуговому зварюванні, а саме при високих значеннях струму імпульсів і коротких термінів їх протікання, дозволяє зменшити теплове вкладення на зерна, забезпечити дрібно-крапельний перенос металу з присадного дроту на виріб через дугу, що дозволяє управляти розмірами рідкої зварювальної ванни і її кристалізацією. При цьому рідка зварювальна ванна формується із окремих розплавлених елементів: поверхневого шару виробу, оболонки, порошку та крапель розплавленого дроту, і після кристалізації надійно утримує зерна, які не зруйнувались і зберігають свої фізико-механічні властивості (високу 1 UA 89066 U 5 10 15 20 25 30 35 40 температуру плавлення, твердість та зносостійкість), на поверхні виробу, що наплавляється. При наплавленні зерна не руйнуються і це дозволяє отримати пластичну матрицю наплавленого металу, яка при кристалізації добре утримує зерна. Використання захисної підкладки на зернах необхідно для того, щоб зерна не руйнувалися, не розчинялися і не розплавлялися, тобто при горінні електричної дуги захисна підкладка забезпечує постійні розміри і фізико-механічні характеристики зерен, захищає зерна від руйнування та від розчину в основі наплавленого шару і покращує технологічність наплавлення. Спосіб пояснюється кресленням, де показана принципова технологічна схема операцій способу наплавлення: фіг. 1 - поздовжній переріз: виробу 1, що наплавляється, зернового або зерно-порошкового дроту, який складається з оболонки 2, в якій знаходяться зерна 3 та порошок 4, присадного дроту 5, крапель 6 розплавленого дроту 5, рідкої зварювальної ванни 7, яка складається з переплавленої основи метала виробу 1, оболонки 2, порошку 4 та крапель 6 розплавленого присадного дроту 5, наплавленого матеріалу 8, в якому рівномірно розподілені зерна 3. Спосіб наплавлення здійснюється таким чином. На виріб 1, що наплавляється, укладають по гвинтовій лінії або в вигляді сітки зерновий або зерно-порошковий дріт, який складається з оболонки 2, в якій знаходяться зерна 3 або зерна 3 та порошок 4. Для збереження зерен 3 від руйнування використовують імпульсно-дугове зварювання присадним дротом 5 на зворотній полярності (плюс на присадному дроті, а мінус на виробі), яке забезпечує стабільне розплавлення та кристалізацію рідкої зварювальної ванни 7. При цьому рідка зварювальна ванна 7 формується із окремих розплавлених елементів: поверхневого шару виробу 1, оболонки 2, порошку 4 та крапель 6 розплавленого дроту 5, і після кристалізації надійно утримує зерна 3, які зберігають свої фізико-механічні властивості, на поверхні виробу 1, що наплавляється. При цьому збільшується в 2-4 рази продуктивність наплавлення із-за того, що більше виділяється тепла від дуги на присадному дроті 5, зменшується тепло, яке іде на нагрівання зерен 3 зернового або зерно-порошкового дроту, забезпечується дрібно-крапельне перенесення металу розплавленого присадного дроту 5 та гарне формування наплавленого матеріалу 8 з рівномірно розподіленими зернами 3. Приклад В умовах виробництва виконувалось наплавлення робочої поверхні циліндричного виробу зі сталі 12 × 18Н10Т. На робочу конічну поверхню виробу укладали по гвинтової лінії зернопорошковий дріт діаметром 3,5 мм. В оболонці зерно-порошкового дроту зробленої з холоднокатаної стрічки Св-04 × 19Н11МЗ розміщувались зерна твердого сплаву реліт (ТУ 32219-005-96) розміром 1,6-2,5 мм. Тип сплаву "З-1" з підкладкою. Як підкладку використовували окис алюмінію Аl2О3 завтовшки 150-250 мкм. Залишковий об'єм дроту заповнювали порошковою масою, що наплавляється (порошок СНГН-55 зернистістю 25-100 мкм). Спосіб наплавлення виконували порошковим дротом 08-Х18Н10Т на імпульсно-дуговому режимі: сила струму, А 1100-1250 напруга на дузі, В 28-30 тривалість імпульсу, мкс 50-100 тривалість паузи, мкс 80-120 швидкість наплавлення, м/хв 0,2-0,3 швидкість подання дроту, м/хв 04-0,5 діаметр присадного дроту, мм 3,0 діаметр зерно-порошкового 3,5 дроту, мм витрати аргону, л/хв 10-12. При наплавленні електрична дуга горіла стабільно. Зерна в наплавленому шарі знаходилися з постійними розмірами, не руйнувалися та зберігали свої фізико-механічні характеристики і рівномірно розподілялися по виробу, що наплавлявся. Використання зерно-порошкового дроту і імпульсно-дугове зварювання дозволило зменшити теплове вкладення в виріб, що наплавлявся, забезпечити дрібно-крапельний перенос металу та гарне формування наплавленого шару, внаслідок чого в 2-4 рази підвищилась продуктивність наплавлення. 45 2 UA 89066 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, рівномірно розміщують зерна із захисною підкладкою, який відрізняється тим, що зерна містяться в зерновому або зерно-порошковому дроті, який укладають за попередньо заданим законом, наприклад по гвинтовій лінії або в вигляді сітки з подальшим імпульсно-дуговим наплавленням в жорсткому режимі при високих значеннях струму імпульсів і коротким терміном їх протікання. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-89066-sposib-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення</a>
Спосіб електроконтактного наплавлення
Номер патенту: 41013
Опубліковано: 27.04.2009
Автори: Катренко Віктор Трохимович, Волков Дмитро Анатолійович
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наплавлення
Формула / Реферат:
Спосіб електроконтактного наплавлення металу, що включає переміщення роликових електродів відносно деталі, що наплавляється, та подавання присаджувального дроту круглого поперечного перерізу в зону контакту електродів з деталлю, який попередньо формозмінюють до утворення в його перетині сегмента та направляють до зони наплавлення таким чином, щоб плоский край дроту був звернений до електрода, а округлений край - до поверхні деталі, що...
Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань
Номер патенту: 5814
Опубліковано: 15.03.2005
Автор: Фенченко Ігор Іванович
МПК: B22D 19/00
Мітки: ультразвукових, застосуванням, покриттів, наплавлення, захисних, спосіб, коливань
Формула / Реферат:
1. Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20 мкм і частотою коливань 16-26 кГц.2. Спосіб за п. 1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань...
Спосіб наплавлення
Номер патенту: 87176
Опубліковано: 27.01.2014
Автори: Шелест Дмитро Миколайович, Петренко Анатолій Анатолійович, Куліков Михайло Юрійович
МПК: B23K 9/04
Мітки: спосіб, наплавлення
Формула / Реферат:
1. Спосіб відновлення і зміцнення металевих деталей автоматичним електродуговим наплавленням, при якому зварний дріт подається в зону наплавлення, який відрізняється тим, що в умовах виникнення короткого замикання зварний дріт автоматично відводиться.2. Спосіб за п. 1, який відрізняється тим, що в умовах виникнення короткого замикання струм зменшується.3. Спосіб за п. 1, який відрізняється тим, що виникнення короткого замикання...
Спосіб наплавлення
Номер патенту: 76602
Опубліковано: 10.01.2013
Автори: Бондаренко Кирил Володимирович, Петрик Ігор Анатольєвич, Камель Георгій Іванович, Перемітько Валерій Вікторович
МПК: B23K 9/04
Мітки: спосіб, наплавлення
Формула / Реферат:
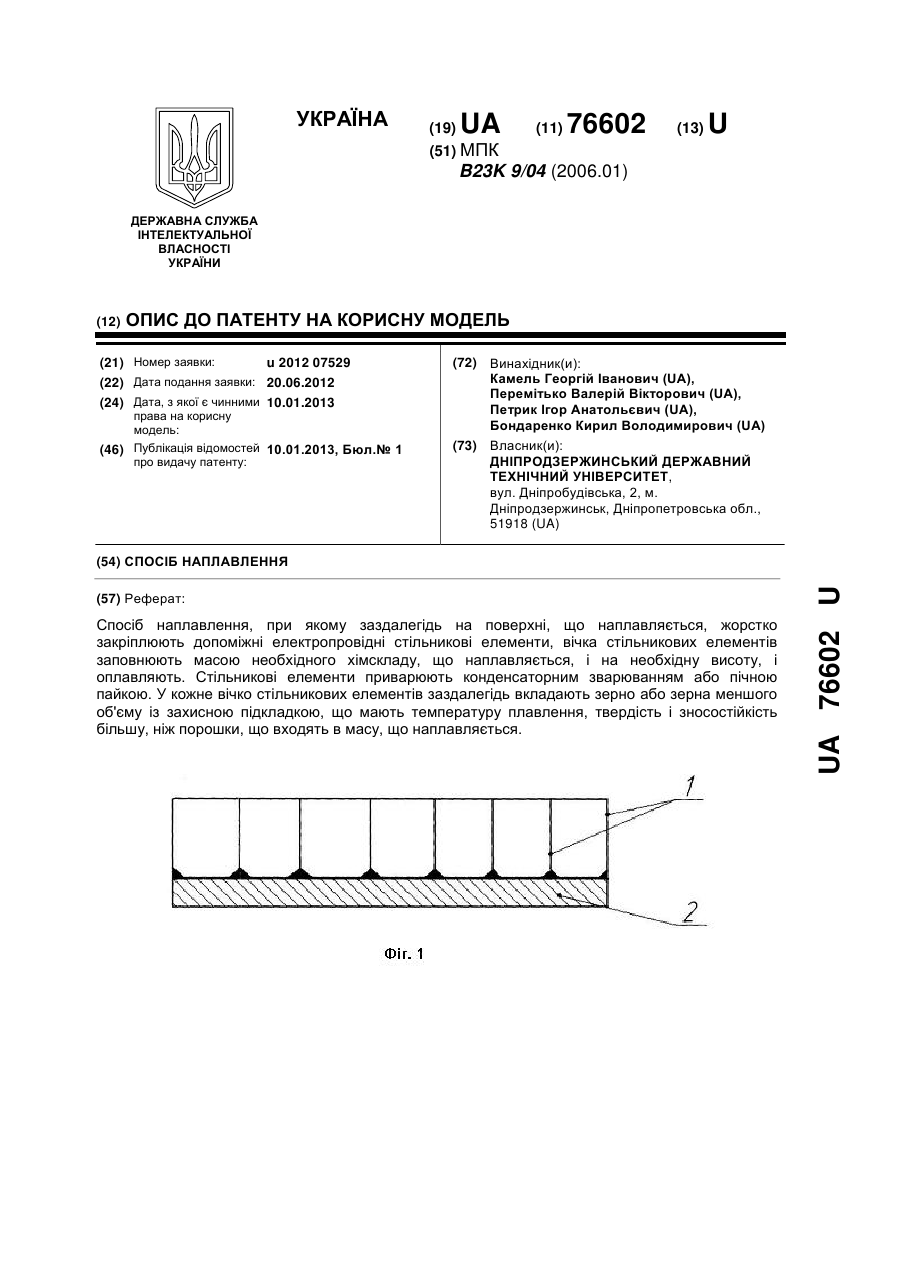
Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту, і оплавляють, який відрізняється тим, що стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою, у кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна...
Спосіб електродугового наплавлення на поверхню металевих виробів
Номер патенту: 88982
Опубліковано: 10.04.2014
Автори: Фінчук Олександр Вікторович, Панфілов Андрій Іванович, Івченко Павло Семенович, Камель Георгій Іванович
МПК: B23K 9/04
Мітки: поверхню, електродугового, спосіб, металевих, виробів, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення на поверхню металевих виробів, що має шари з підвищеним вмістом вуглецю, що включає попереднє нанесення на поверхню, що обробляється, вуглевмісного матеріалу, що наноситься за попередньо заданим законом, наприклад по гвинтовій або в вигляді сітки, їх сумісне плавлення, який відрізняється тим, в як вуглевмісний матеріал використовують зерновий або зерно-порошковий дріт, що містить зерна карбідів, вкриті...
Попередній патент: Привід круглов’язальної машини
Наступний патент: Спосіб отримання рослинної субстанції з протизапальною та репаративною активністю
Випадковий патент: Критий вагон