Спосіб наплавлення
Номер патенту: 76602
Опубліковано: 10.01.2013
Автори: Петрик Ігор Анатольєвич, Бондаренко Кирил Володимирович, Перемітько Валерій Вікторович, Камель Георгій Іванович

Формула / Реферат
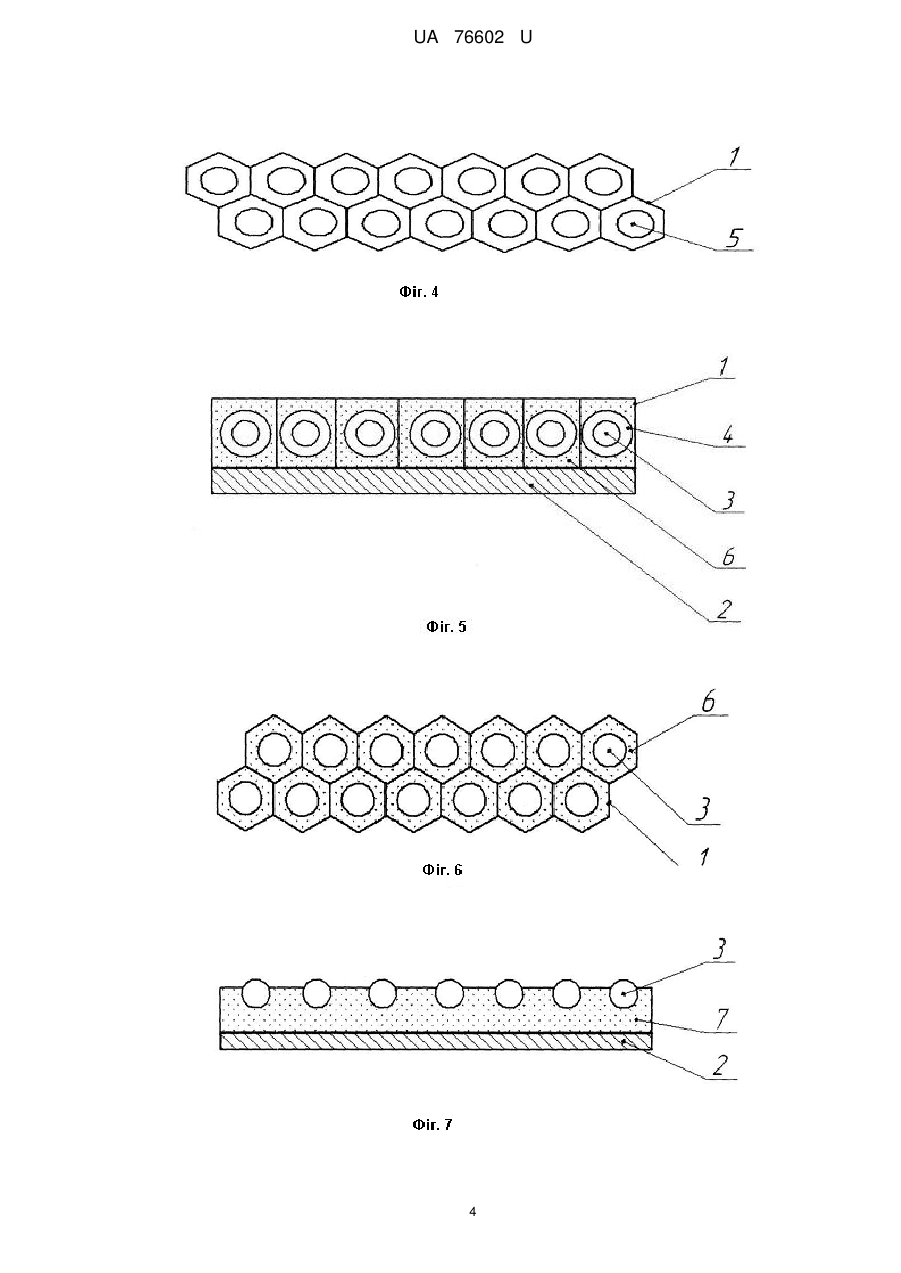
Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту, і оплавляють, який відрізняється тим, що стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою, у кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна меншого об'єму із захисною підкладкою, що мають температуру плавлення, твердість і зносостійкість більшу, ніж порошки, що входять в масу, що наплавляється.
Текст
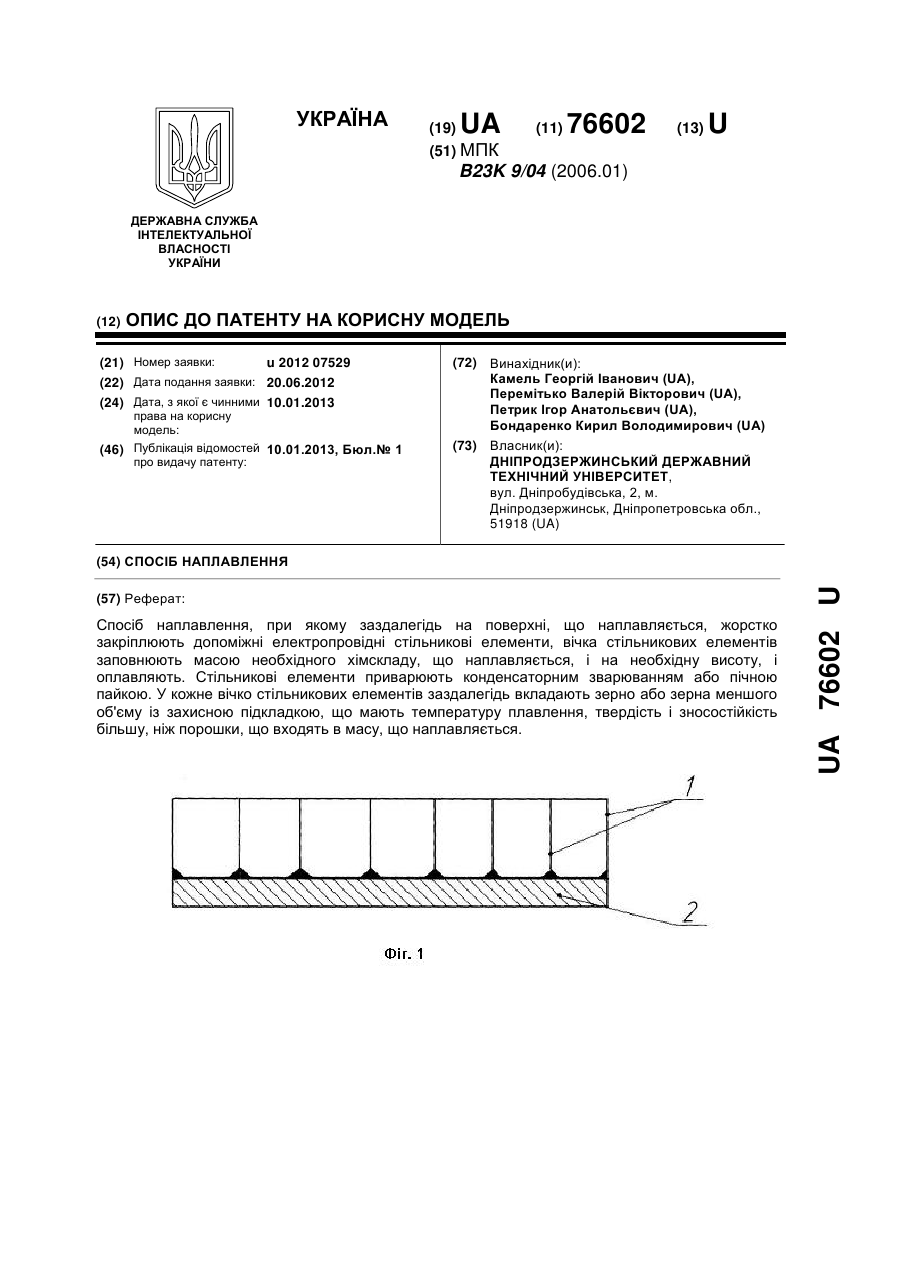
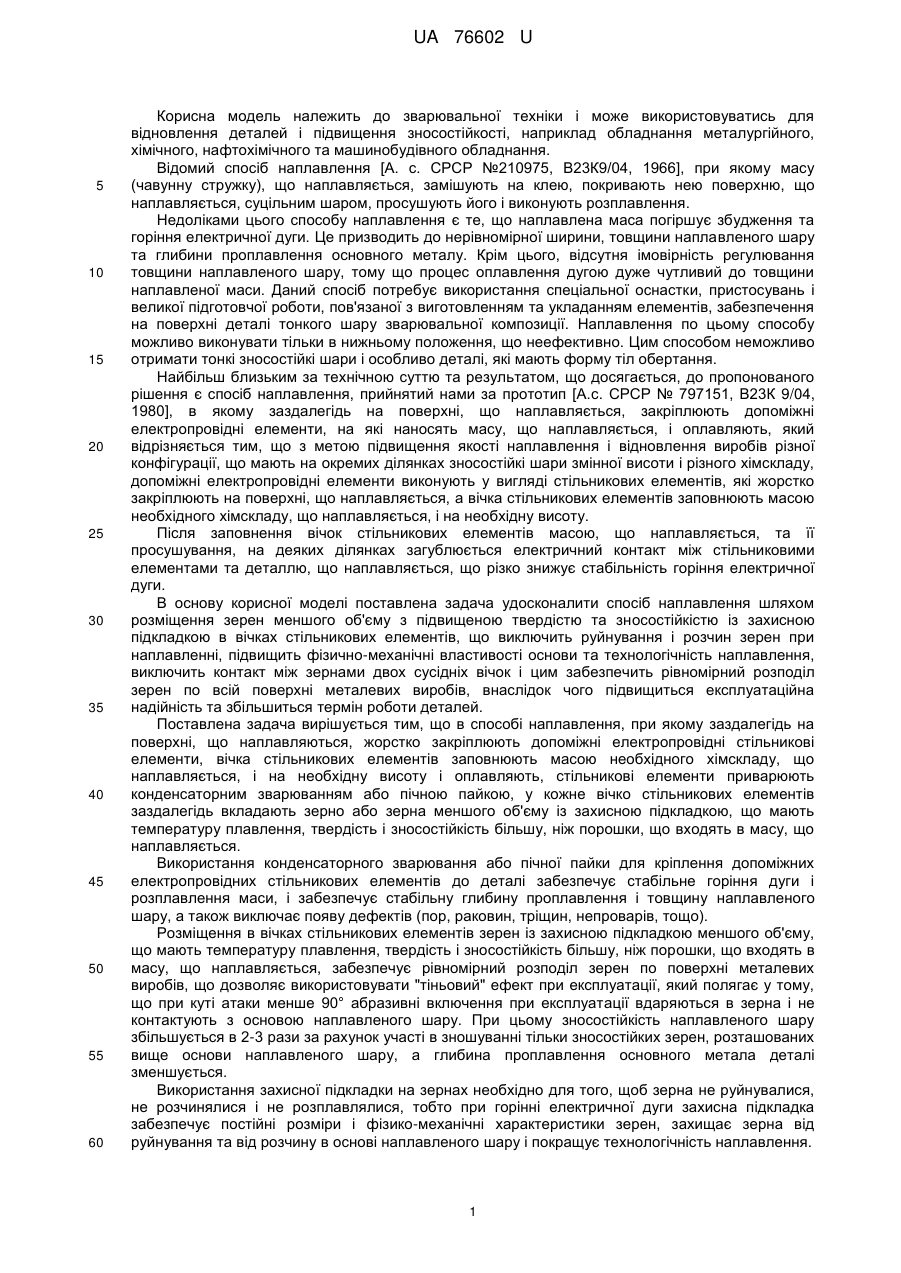
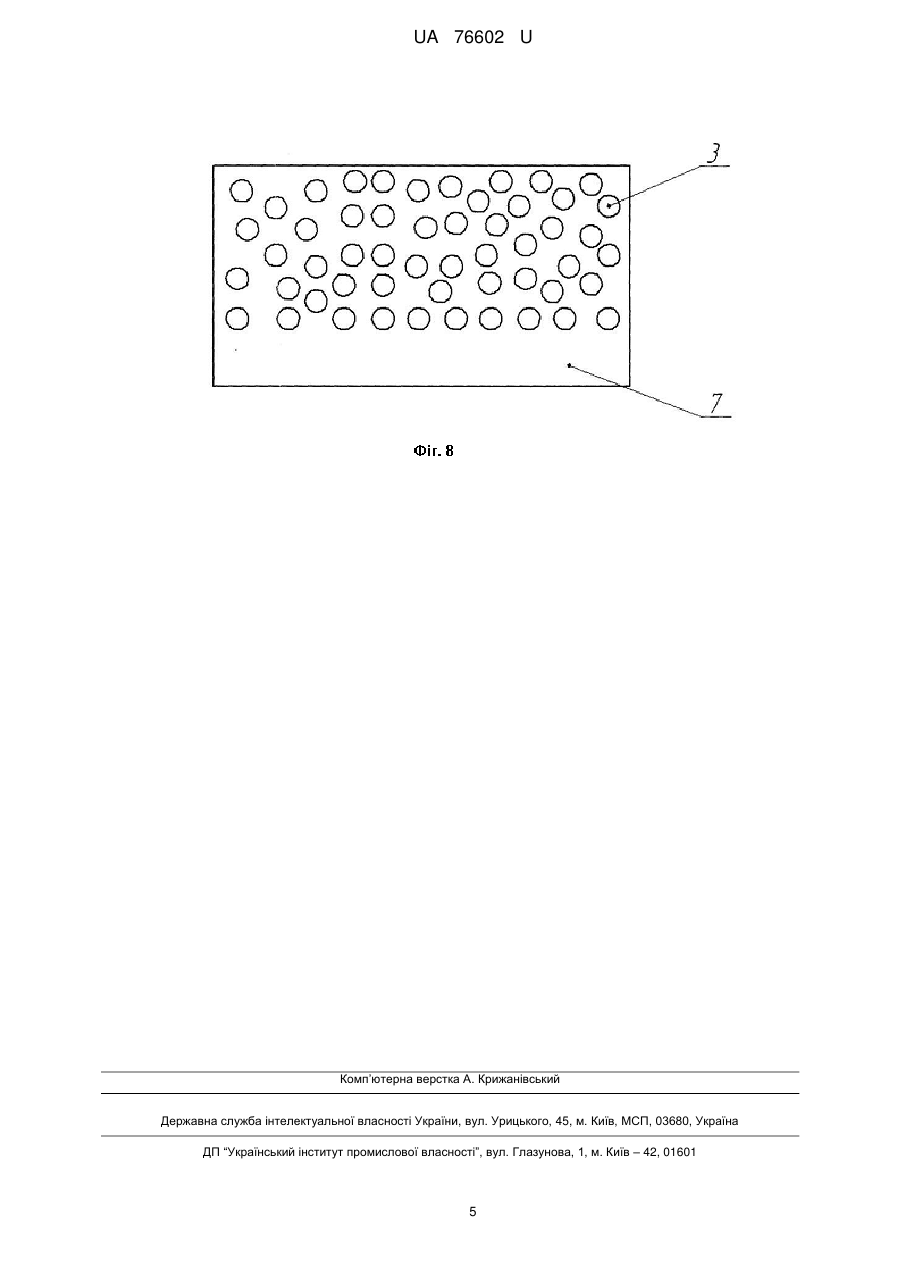
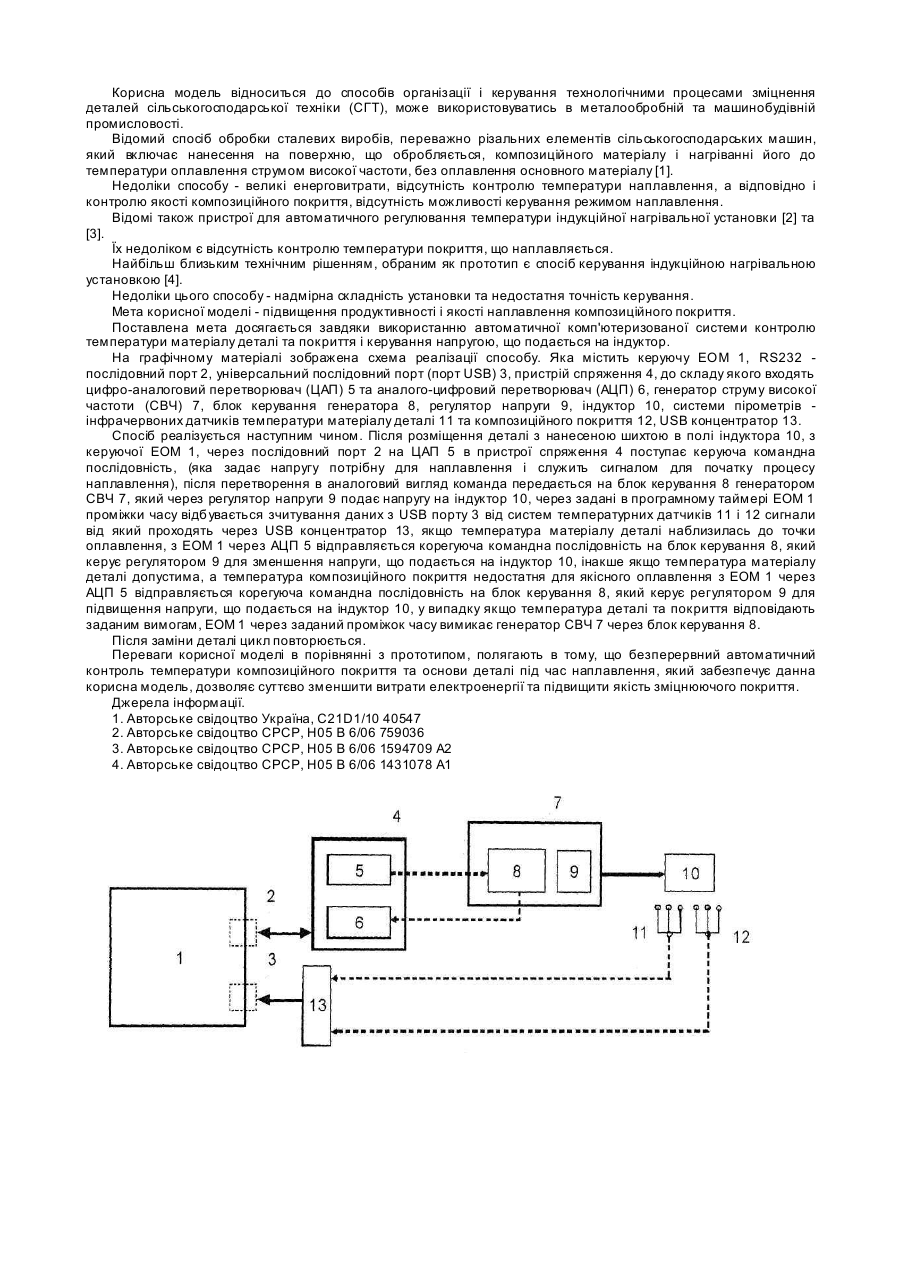
Реферат: Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту, і оплавляють. Стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою. У кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна меншого об'єму із захисною підкладкою, що мають температуру плавлення, твердість і зносостійкість більшу, ніж порошки, що входять в масу, що наплавляється. UA 76602 U (54) СПОСІБ НАПЛАВЛЕННЯ UA 76602 U UA 76602 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювальної техніки і може використовуватись для відновлення деталей і підвищення зносостійкості, наприклад обладнання металургійного, хімічного, нафтохімічного та машинобудівного обладнання. Відомий спосіб наплавлення [А. с. СРСР №210975, В23К9/04, 1966], при якому масу (чавунну стружку), що наплавляється, замішують на клею, покривають нею поверхню, що наплавляється, суцільним шаром, просушують його і виконують розплавлення. Недоліками цього способу наплавлення є те, що наплавлена маса погіршує збудження та горіння електричної дуги. Це призводить до нерівномірної ширини, товщини наплавленого шару та глибини проплавлення основного металу. Крім цього, відсутня імовірність регулювання товщини наплавленого шару, тому що процес оплавлення дугою дуже чутливий до товщини наплавленої маси. Даний спосіб потребує використання спеціальної оснастки, пристосувань і великої підготовчої роботи, пов'язаної з виготовленням та укладанням елементів, забезпечення на поверхні деталі тонкого шару зварювальної композиції. Наплавлення по цьому способу можливо виконувати тільки в нижньому положення, що неефективно. Цим способом неможливо отримати тонкі зносостійкі шари і особливо деталі, які мають форму тіл обертання. Найбільш близьким за технічною суттю та результатом, що досягається, до пропонованого рішення є спосіб наплавлення, прийнятий нами за прототип [А.с. СРСР № 797151, В23К 9/04, 1980], в якому заздалегідь на поверхні, що наплавляється, закріплюють допоміжні електропровідні елементи, на які наносять масу, що наплавляється, і оплавляють, який відрізняється тим, що з метою підвищення якості наплавлення і відновлення виробів різної конфігурації, що мають на окремих ділянках зносостійкі шари змінної висоти і різного хімскладу, допоміжні електропровідні елементи виконують у вигляді стільникових елементів, які жорстко закріплюють на поверхні, що наплавляється, а вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту. Після заповнення вічок стільникових елементів масою, що наплавляється, та її просушування, на деяких ділянках загублюється електричний контакт між стільниковими елементами та деталлю, що наплавляється, що різко знижує стабільність горіння електричної дуги. В основу корисної моделі поставлена задача удосконалити спосіб наплавлення шляхом розміщення зерен меншого об'єму з підвищеною твердістю та зносостійкістю із захисною підкладкою в вічках стільникових елементів, що виключить руйнування і розчин зерен при наплавленні, підвищить фізично-механічні властивості основи та технологічність наплавлення, виключить контакт між зернами двох сусідніх вічок і цим забезпечить рівномірний розподіл зерен по всій поверхні металевих виробів, внаслідок чого підвищиться експлуатаційна надійність та збільшиться термін роботи деталей. Поставлена задача вирішується тим, що в способі наплавлення, при якому заздалегідь на поверхні, що наплавляються, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту і оплавляють, стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою, у кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна меншого об'єму із захисною підкладкою, що мають температуру плавлення, твердість і зносостійкість більшу, ніж порошки, що входять в масу, що наплавляється. Використання конденсаторного зварювання або пічної пайки для кріплення допоміжних електропровідних стільникових елементів до деталі забезпечує стабільне горіння дуги і розплавлення маси, і забезпечує стабільну глибину проплавлення і товщину наплавленого шару, а також виключає появу дефектів (пор, раковин, тріщин, непроварів, тощо). Розміщення в вічках стільникових елементів зерен із захисною підкладкою меншого об'єму, що мають температуру плавлення, твердість і зносостійкість більшу, ніж порошки, що входять в масу, що наплавляється, забезпечує рівномірний розподіл зерен по поверхні металевих виробів, що дозволяє використовувати "тіньовий" ефект при експлуатації, який полягає у тому, що при куті атаки менше 90° абразивні включення при експлуатації вдаряються в зерна і не контактують з основою наплавленого шару. При цьому зносостійкість наплавленого шару збільшується в 2-3 рази за рахунок участі в зношуванні тільки зносостійких зерен, розташованих вище основи наплавленого шару, а глибина проплавлення основного метала деталі зменшується. Використання захисної підкладки на зернах необхідно для того, щоб зерна не руйнувалися, не розчинялися і не розплавлялися, тобто при горінні електричної дуги захисна підкладка забезпечує постійні розміри і фізико-механічні характеристики зерен, захищає зерна від руйнування та від розчину в основі наплавленого шару і покращує технологічність наплавлення. 1 UA 76602 U 5 10 15 20 25 30 35 40 45 50 При цьому виникає можливість регулювання розмірів зерен в наплавленому шарі за рахунок використання різних розмірів вічок стільникових елементів та розмірів самих зерен, а це дозволяє збільшити зносостійкість деталі, враховуючи різні види зношування на окремих ділянках деталі. Спосіб пояснюється кресленням, де показана принципова технологічна схема операцій способа наплавлення: фіг. 1 - повздовжній переріз стільникових елементів 1 і деталі, що наплавляється 2, фіг. 2 - вид зверху стільникових елементів 1, фіг. 3 - повздовжній переріз стільникових елементів 1 з укладеними зернами 3 і підкладкою 4 в вічках 5 деталі, що наплавляється 2, фіг. 4 - вид зверху стільникових елементів 1 з укладеними зернами 3 і підкладкою 4 в вічка 5, фіг. 5 - повздовжній переріз стільникових елементів 1 з укладеними зернами 3 з підкладкою 4 та маси 6, що наплавляється, в вічках 5 деталі, що наплавляється 2, після заповнення залишкового об'єму вічок масою 6, що наплавляється, фіг. 6 - вид зверху стільникових елементів 1 зерен 3 з підкладкою 4 і масою 6, що наплавляється, фіг. 7 повздовжній переріз деталі, що наплавляється 2, зерен 3 і наплавлений шар (розплавлена основа) 7, фіг. 8 - вид зверху шару 7, що наплавляється та рівномірно розподілених зерен 3 по деталі. Спосіб наплавлення здійснюється таким чином. Стільникові елементи 1 до деталі, що наплавляється 2, прикріплюють конденсаторним приварюванням або пічною пайкою (фіг. 1 і 2). Вічка 5 стільникових елементів 1 заповнюють масою 6, що наплавляється, та просушують (фіг. 5 і 6), і за допомогою електричної дуги маса 6, що наплавляється, формує наплавлений шар 7 (фіг. 6 і 7). При цьому забезпечується добрий електричний контакт між стільниковими елементами і деталлю, що наплавляється. Після приварки стільникових елементів 1 до деталі, що наплавляється 2, (фіг. 1 і 2) в кожне вічко 5 стільникових елементів 1 вкладають зерно 3 із захисною підкладкою 4 з розмірами менше об'єму вічка (фіг. 3 і 4). Залишковий об'єм вічка 5 заповнюють масою, що наплавляється 6, і просушують (фіг. 5 і 6). Після оплавлення шар, що наплавляється 7, добре сплавляється з деталлю, що наплавляється 2, і зернами 3 (фіг. 7). При цьому, в залежності від кількості наплавленої маси 6 зерна 3 можуть бути занурені в неї повністю або частково. На фіг. 7 одна четверта поверхні зерен 3 виступає над поверхнею шару 7, що наплавляється, і підвищує, за рахунок цього, зносостійкість деталі, що наплавляється, при гідроабразивному зношуванні при малих кутах атаки ("тіньовий ефект"). Так як вічка 5 стільникових елементів 1 розташовані рівномірно по всієї поверхні деталі 2, що наплавляється, то і зерна 3 в вічках будуть розміщені рівномірно в будь-якому напрямку, що досягається запропонованим способом наплавлення. Приклад. В умовах виробництва виконувалось наплавлення робочої конічної поверхні деталі. На робочу поверхню пічною пайкою кріпилися стільникові елементи із сплаву 12Х18Н10Т товщиною 0,3 мм зі стороною вічка шестигранника 3 мм. В кожному вічку розміщували зерно твердого сплаву релиту (ТУ Τ 322-19-005-96) розмірами зерен 1,6-2,5 мм. Тип сплаву "3-1" з підкладкою. Як підкладку, використовували молібден товщиною 250-350 мкм. Залишковий об'єм заповнювався масою, що наплавляється (порошкова суміш СНПТ-55 зернистістю 25-100 МКМ, замішана на рідкому склі), на висоту 3,5-4,0 мм. Після просушування виконувалось розплавлення маси, що наплавляється, стільникових елементів та підкладки електричною дугою в середовищі аргона на режимі: сила току, А 250-280 діаметр вольфрамового 4 електрода, мм напруга на дузі, В 28-30 швидкість оплавлення, м/хв. 0,2-0,3 витрати аргона, л/хв. 10-12. При наплавленні електрична дуга горіла стабільно. Зерна залишались в наплавленому шарі з постійними розмірами та фізично-механічними властивостями і після наплавлення розподілялися рівномірно по всієї поверхні конічної деталі. Товщина наплавленого шару не перевищувала 1,8-2,0 мм. Після оплавлення виконувалась шлифовка робочої конічної поверхні. Використання запропонованого способу наплавлення дозволить підвищити експлуатаційну надійність та збільшити термін роботи деталей в 2-3 рази. 2 UA 76602 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб наплавлення, при якому заздалегідь на поверхні, що наплавляється, жорстко закріплюють допоміжні електропровідні стільникові елементи, вічка стільникових елементів заповнюють масою необхідного хімскладу, що наплавляється, і на необхідну висоту, і оплавляють, який відрізняється тим, що стільникові елементи приварюють конденсаторним зварюванням або пічною пайкою, у кожне вічко стільникових елементів заздалегідь вкладають зерно або зерна меншого об'єму із захисною підкладкою, що мають температуру плавлення, твердість і зносостійкість більшу, ніж порошки, що входять в масу, що наплавляється. 3 UA 76602 U 4 UA 76602 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюSurfacing method
Автори англійськоюKamel Heorhii Ivanovych, Peremitko Valerii Viktorovych, Petryk Ihor Anatolievych, Bondarenko Kyrylo Volodymyrovych
Назва патенту російськоюСпособ наплавки
Автори російськоюКамель Георгий Иванович, Перемитько Валерий Викторович, Петрик Игорь Анатольевич, Бондаренко Кирилл Владимирович
МПК / Мітки
МПК: B23K 9/04
Мітки: наплавлення, спосіб
Код посилання
<a href="https://ua.patents.su/7-76602-sposib-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб наплавлення</a>
Спосіб електроконтактного наплавлення
Номер патенту: 41013
Опубліковано: 27.04.2009
Автори: Катренко Віктор Трохимович, Волков Дмитро Анатолійович
МПК: B23K 11/06
Мітки: наплавлення, спосіб, електроконтактного
Формула / Реферат:
Спосіб електроконтактного наплавлення металу, що включає переміщення роликових електродів відносно деталі, що наплавляється, та подавання присаджувального дроту круглого поперечного перерізу в зону контакту електродів з деталлю, який попередньо формозмінюють до утворення в його перетині сегмента та направляють до зони наплавлення таким чином, щоб плоский край дроту був звернений до електрода, а округлений край - до поверхні деталі, що...
Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань
Номер патенту: 5814
Опубліковано: 15.03.2005
Автор: Фенченко Ігор Іванович
МПК: B22D 19/00
Мітки: коливань, захисних, ультразвукових, наплавлення, покриттів, застосуванням, спосіб
Формула / Реферат:
1. Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20 мкм і частотою коливань 16-26 кГц.2. Спосіб за п. 1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань...
Спосіб елктрошлакового наплавлення
Номер патенту: 74140
Опубліковано: 25.10.2012
Автори: Литвинов Володимир Олегович, Попов Борис Анатольович, Попов Анатолій Васильович, Литвинов Дмитро Олегович, Литвинов Олег Миколаевич
МПК: B23K 25/00
Мітки: елктрошлакового, наплавлення, спосіб
Формула / Реферат:
Спосіб електрошлакового наплавлення, при якому електродний метал, що присаджують, подають в шлакову ванну, обмежену поверхнею, що наплавляється, і кристалізатором, який відрізняється тим, що наплавлення ведуть під кутом до 85-90° до горизонтальної поверхні, при цьому заготівку, що наплавляється, - вал, обертають відносно кристалізатора, а кристалізатор переміщають уздовж наплавленої заготівки із швидкістю, визначуваною датчиком контролю...
Спосіб дугового широкошарового наплавлення
Номер патенту: 9158
Опубліковано: 15.09.2005
Автори: Рижов Роман Миколайович, Зімовченко Олександр Леонідович
МПК: B23K 9/08
Мітки: широкошарового, наплавлення, спосіб, дугового
Формула / Реферат:
Спосіб дугового широкошарового наплавлення, що полягає в переміщенні дуги торцем стрічки для наплавлення поперечним магнітним полем, який відрізняється тим, що час переміщення дуги від одного до іншого краю стрічки розділяють на періоди, які складаються із трьох заданих інтервалів часу, протягом яких послідовно прогрівають поверхню, що наплавляється, і оплавляють електродну стрічку нерухомою дугою, охолоджують наплавлену ділянку, і...
Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття
Номер патенту: 23872
Опубліковано: 11.06.2007
Автори: Аулін Віктор Васильович, Бісюк Віктор Анатолійович, Бобрицький Віталій Миколайович, Віхрова Лариса Григорівна
МПК: H05B 6/06
Мітки: покриття, композиційного, спосіб, автоматизації, керування, температурою, наплавлення, індукційного
Формула / Реферат:
Спосіб автоматизації керування температурою індукційного наплавлення композиційного покриття переважно на різальні елементи сільськогосподарських машин, який включає контроль температури поверхні деталі, що підлягає обробці, і композиційного матеріалу, який наплавляється, а також керування напругою, яка подається на індуктор, який відрізняється тим, що для підвищення продуктивності і для забезпечення якісного наплавлення композиційного...
Попередній патент: Колосник візка агломераційної конвеєрної машини
Наступний патент: Дозатор сипучих матеріалів
Випадковий патент: Спосіб попередження та гасіння джерел горіння у підземних гірничих виробках