Гвинтова обмотка і спосіб її виготовлення

Формула / Реферат
1. Гвинтова обмотка, що складається з витків, кожний з яких містить n паралельних проводів, де n ![]() 3 - ціле число, що утворюють m рядів, де m
3 - ціле число, що утворюють m рядів, де m ![]() 3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів, яка відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізані, їх кінці розташовані за зовнішнім діаметром обмотки і з'єднані між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином.
3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів, яка відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізані, їх кінці розташовані за зовнішнім діаметром обмотки і з'єднані між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином.
2. Гвинтова обмотка за п. 1, яка відрізняється тим, що при n ![]() 6 паралельні проводи розділені на групи і транспозиція здійснена усередині групи паралельних проводів.
6 паралельні проводи розділені на групи і транспозиція здійснена усередині групи паралельних проводів.
3. Спосіб виготовлення гвинтової обмотки, що включає намотування обмотки з витків, кожний з яких містить n паралельних проводів, де n ![]() 3 - ціле число, що утворюють m рядів, де m
3 - ціле число, що утворюють m рядів, де m ![]() 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, який відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n, потім кінці проводів кожного ходу обмотки до розрізу з'єднують з кінцями проводів того ж ходу обмотки після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином.
3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, який відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n, потім кінці проводів кожного ходу обмотки до розрізу з'єднують з кінцями проводів того ж ходу обмотки після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином.
4. Спосіб за п. 3, який відрізняється тим, що при n ![]() 6 паралельні проводи розділяють на групи і транспозицію здійснюють усередині групи паралельних проводів.
6 паралельні проводи розділяють на групи і транспозицію здійснюють усередині групи паралельних проводів.
Текст
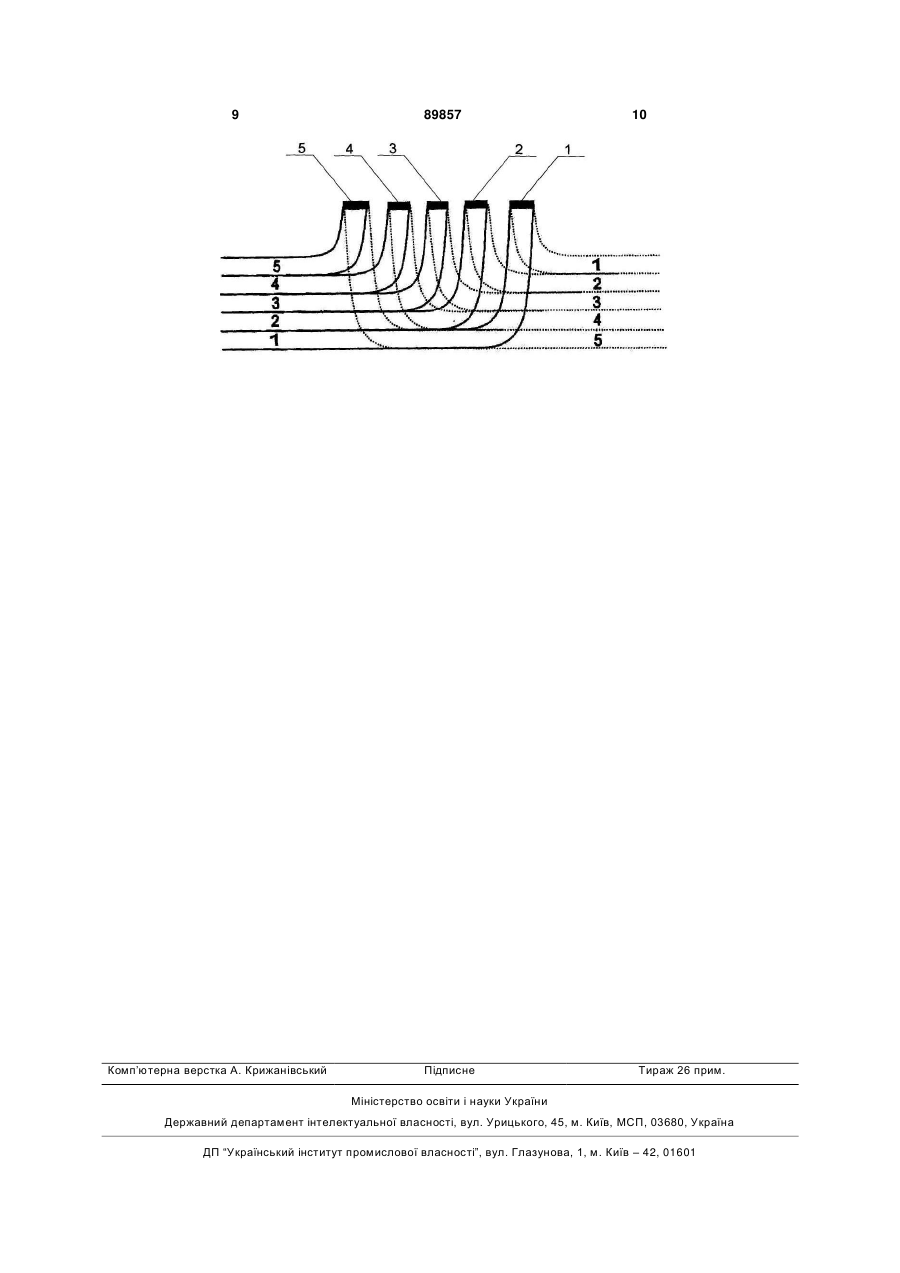
1. Гвинтова обмотка, що складається з витків, кожний з яких містить n паралельних проводів, де n 3 - ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів, яка відрізняється тим, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одноабо багатоходовою, паралельні проводи розрізані, їх кінці розташовані за зовнішнім діаметром обмотки і з'єднані між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином. 2. Гвинтова обмотка за п. 1, яка відрізняється тим, що при n 6 паралельні проводи розділені 2 (19) 1 3 бути використаний в технології виготовлення гвинтових обмоток трансформаторів, реакторів і дроселів. Найбільш близькою за технічною суттю та технічним результатом, що досягається, до винаходу, що заявляється, є гвинтова обмотка [див. патент РФ № 2170466 від 06.06.2000, опубл. 7 10.07.2001, М.Кл. H01F 27/30, H01F 27/28], що складається з витків, кожний з який містить n паралельних проводів, де n 3 - ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів. Ряди відділені друг від друга за допомогою ізоляційних прокладок. Транспозиція паралельних проводів виконана в місцях переходів з кожного попереднього в наступний ряд, причому в місцях переходів проводів з кожного непарного ряду в наступний парний ряд виконана загальна транспозиція всіх паралельних проводів. У місцях переходів проводів з кожного парного ряду в наступний непарний ряд транспозиція виконана так, що n-й у радіальному напрямку провід парного ряду займає те ж місце в непарному ряді, (n-1)-й провід парного ряду займає місце першого проводу в наступному непарному ряді, (n-2)-й провід парного ряду займає місце другого проводу в наступному непарному ряді і т.п. і, відповідно, другий провід парного ряду займає місце (n-2)-го проводу наступного непарного ряду, перший провід парного ряду займає місце (n-2)-го проводу наступного непарного ряду. Відома гвинтова обмотка трудомістка і низькотехнологічна у виготовленні і має великі габарити. Це пояснюється тим, що для формування горизонтальних каналів ряди відділені друг від друга за допомогою ізоляційних прокладок, а транспозиція паралельних проводів виконана в місцях переходів з кожного попереднього в наступний ряд. При цьому габарити обмотки, зокрема її висота, збільшуються на сумарну товщину всіх ізоляційних прокладок і сумарну висоту транспозицій. При такій конструкції гвинтової обмотки намотування здійснюють одночасно всіма паралельними проводами кожного ходу, для чого необхідно складне технологічне устаткування. При великій кількості паралельних проводів для намотування використовується кілька барабанів із проводом. Для розміщення такого громіздкого устаткування потрібні великі виробничі площі. Процес намотування такої гвинтової обмотки дуже трудомісткий, тому що транспозиція виконана в місцях переходів з кожного попереднього в наступний ряд, що обумовлює високі трудовитрати і низьку швидкість її виготовлення. Високі трудовитрати обумовлені також тим, що між кожними двома сусідніми рядами вводять ізоляційні прокладки. При виготовленні гвинтової обмотки такої конструкції неможливо виконати вертикальні канали охолодження, тому що весь простір між зовнішнім і внутрішнім діаметрами при здійсненні транспозицій заповнений проводами. Горизонтальні канали, що утворюються між рядами, розташованими перпендикулярно осі обмотки і відділеними друг від друга за допомогою ізоляцій 89857 4 них прокладок, малоефективні для інтенсивного охолодження обмотки, особливо в її верхній частині. Це негативно позначається на роботі електротехнічного пристрою, у якому використовується ця обмотка. В основу винаходу поставлена задача удосконалити гвинтову обмотку шляхом нового конструктивного її виконання і введення нових зв'язків між конструктивними елементами, що забезпечує зниження трудомісткості і підвищення технологічності її виготовлення, а також зменшення її габаритів, зокрема висоти. Поставлена задача вирішується тим, що в гвинтовій обмотці, що складається з витків, кожний з яких містить n паралельних проводів, де n 3 ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів, новим є те, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізані, їх кінці розташовані за зовнішнім діаметром обмотки і з'єднані між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином. Новим є також те, що при n 6 паралельні проводи можуть бути розділені на групи і транспозиція здійснена усередині групи паралельних проводів. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, що досягається, полягає в наступному. За рахунок того, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізані, а їхні кінці розташовані за зовнішнім діаметром обмотки, значно зменшуються її габарити, зокрема висота, тому що транспозиція виконується за межами обмотки, а в місці її виконання формується горизонтальний канал, порівнянний з розміром проводу. При цьому процес намотування істотно спрощується, тому що при такім виконанні гвинтової обмотки з'являється можливість виконувати її намотування не всіма паралельними проводами кожного ходу одночасно, а одним і більш паралельним проводом. Це дозволяє використовувати менш складне і громіздке устаткування, яке можна розмістити на невеликих виробничих площах. Для виготовлення такої обмотки достатньо одного барабана. Кінці паралельних проводів, розташовані за зовнішнім діаметром обмотки, з'єднані між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу до розрізу з'єднаний з кін 5 цем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу. З'єднання може бути виконане у виді пайки або зварювання. При виконанні обмотки з такою транспозицією стає можливим формування вертикальних каналів для охолодження, завдяки чому обмотка в процесі роботи інтенсивно охолоджується, що сприяє підвищенню навантажувальної здатності і надійності електротехнічного пристрою, у якому ця обмотка використовується. Характеристики електротехнічного пристрою при цьому зберігаються на високому рівні. Забезпечується рівномірне струморозподілення, витрати залишаються на припустимому рівні. Таким чином, гвинтова обмотка, що заявляється, при збереженні робочих характеристик електротехнічного пристрою на високому рівні, забезпечує рішення поставленої задачі - суттєве зниження трудомісткості і підвищення технологічності її виготовлення, а також зменшення її габаритів, зокрема висоти. Найбільш близьким за технічною суттю та технічним результатом, що досягається, до винаходу, що заявляється, є спосіб виготовлення гвинтової обмотки [див. патент РФ №2170466 від 06.06.2000, опубл. 10.07.2001, М.Кл.7 Н01F 27/30, Н01F 27/28], що включає намотування обмотки з витків, кожний з яких містить n паралельних проводів, де n 3 ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів. Ряди відокремлюють друг від друга за допомогою ізоляційних прокладок. Транспозицію паралельних проводів виконують у місцях переходів з кожного попереднього в наступний ряд, причому в місцях переходів проводів з кожного непарного ряду в наступний парний ряд виконують загальну транспозицію всіх паралельних проводів. У місцях переходів проводів з кожного парного ряду в наступний непарний ряд транспозицію виконують так, що n-й у радіальному напрямку провід парного ряду займає те ж місце в непарному ряді, (n-1)-й провід парного ряду займає місце першого проводу в наступному непарному ряді, (n-2)-й провід парного ряду займає місце другого проводу в наступному непарному ряді і т.п. і, відповідно, другий провід парного ряду займає місце (n-2)-го проводу наступного непарного ряду, перший провід парного ряду займає місце (n 2)-го проводу наступного непарного ряду. Процес виготовлення відомої гвинтової обмотки трудомісткий і низькотехнологічний, виготовлена таким способом обмотка має великі габарити. Це пояснюється тим, що при формуванні горизонтальних каналів ряди відокремлюють друг від друга за допомогою ізоляційних прокладок, а транспозицію паралельних проводів виконують у місцях переходів з кожного попереднього в наступний ряд. При цьому габарити обмотки, зокрема її висо 89857 6 та, збільшуються на сумарну товщину всіх ізоляційних прокладок і сумарну висоту транспозицій. При такому виконанні гвинтової обмотки намотування здійснюють одночасно всіма паралельними проводами кожного ходу, для чого необхідно складне технологічне устаткування. При великій кількості паралельних проводів для намотування використовується кілька барабанів із проводом. Для розміщення такого громіздкого устаткування потрібні великі виробничі площі. Процес намотування такої гвинтової обмотки дуже трудомісткий, тому що транспозицію виконують у місцях переходів з кожного попереднього в наступний ряд, що обумовлює високі трудовитрати і низьку швидкість її виготовлення. Високі трудовитрати обумовлені також тим, що потрібне постійне переміщення барабанів із проводом, а між кожними двома сусідніми рядами вводять ізоляційні прокладки. При виготовленні гвинтової обмотки такої конструкції неможливо виконати вертикальні канали охолодження, тому що весь простір між зовнішнім і внутрішнім діаметрами при здійсненні транспозицій заповнений проводами. Горизонтальні канали, що утворюються між рядами, розташованими перпендикулярно осі обмотки і відділеними друг від друга за допомогою ізоляційних прокладок, малоефективні для інтенсивного охолодження обмотки, особливо в її верхній частині. Це негативно позначається на роботі електротехнічного пристрою, у якому використовується ця обмотка. В основу винаходу поставлена задача удосконалити спосіб виготовлення гвинтової обмотки шляхом виконання нових операцій і нової послідовності виконання операцій, що забезпечує зниження трудомісткості і підвищення технологічності її виготовлення, а також зменшення її габаритів, зокрема висоти. Поставлена задача вирішується тим, що в способі виготовлення гвинтової обмотки, що включає намотування обмотки з витків, кожний з яких містить n паралельних проводів, де n 3 - ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних проводів, відповідно до винаходу, новим є те, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, їхні кінці розташовують за зовнішнім діаметром обмотки і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n, потім кінці проводів кожного ходу обмотки до розрізу з'єднують з кінцями проводів того ж ходу обмотки після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу обмотки до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки 7 після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином. Новим є також те, що при n 6 паралельні проводи можуть бути розділені на групи і транспозицію здійснюють усередині групи паралельних проводів. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак винаходу і технічним результатом, що досягається, полягає в наступному. За рахунок того, що в місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, а їхні кінці розташовують за зовнішнім діаметром обмотки, значно зменшуються її габарити, зокрема висота, тому що транспозиція виконується за межами обмотки, а в місці її виконання формується горизонтальний канал, порівнянний з розміром проводу. При цьому процес намотування істотно спрощується, тому що при виконанні гвинтової обмотки таким способом з'являється можливість виконувати її намотування не всіма паралельними проводами кожного ходу одночасно, а одним і більш паралельним проводом. Це дозволяє використовувати менш складне і громіздке устаткування, яке можна розмістити на невеликих виробничих площах. Для виготовлення такої обмотки достатньо одного барабана. Кінці паралельних проводів, розташовані за зовнішнім діаметром обмотки, з'єднують між собою таким чином, що перший із пронумерованих по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки паралельних проводів ходу до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу і далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднані з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу. З'єднання виконують у виді пайки або зварювання. При виконанні транспозиції таким способом стає можливим формування вертикальних каналів для охолодження, завдяки чому обмотка в процесі роботи інтенсивно охолоджується, що сприяє підвищенню надійності електротехнічного пристрою, у якому ця обмотка використовується. Характеристики електротехнічного пристрою при цьому зберігаються на високому рівні. Забезпечується рівномірне струморозподілення, втрати залишаються на припустимому рівні. Суть винаходу пояснюється кресленням, де схематично представлена зосереджена транспозиція паралельних проводів гвинтової обмотки. Кожен виток гвинтової обмотки, у якій здійснена загальна транспозиція, містить паралельні проводи 1, 2, 3, 4, і 5, відповідно. Паралельні проводи після розрізу і виведення їхніх кінців за зовнішній 89857 8 діаметр обмотки пронумеровані по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки. Кінці виведених за зовнішній діаметр обмотки проводів до розрізу розташовані над кінцями виведених за зовнішній діаметр обмотки проводів після розрізу. Потім здійснена транспозиція паралельних проводів шляхом з'єднання кінця проводу 1 до розрізу з кінцем проводу 5 після розрізу, кінця проводу 2 до розрізу з кінцем проводу 4 після розрізу, кінця проводу 3 до розрізу з кінцем проводу 3 після розрізу. Гвинтову обмотку виготовляють таким чином. Гвинтову одно- або багатоходову обмотку виготовляють шляхом намотування витків, кожний з який містить n паралельних проводів, де n 3 ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки. Намотування здійснюють одним і більш паралельними проводами одночасно. Між визначеними рядами виконують транспозицію паралельних проводів. У місці виконання зосередженої транспозиції гвинтової обмотки, виконаної одно- або багатоходовою, паралельні проводи розрізають, їхні кінці виводять за зовнішній діаметр обмотки через спеціально створений для цього горизонтальний канал і з'єднують між собою таким чином, щоб кінці паралельних проводів кожного ходу обмотки до розрізу і кінці паралельних проводів того ж ходу обмотки після розрізу були розташовані в різних площинах, нумерують паралельні проводи кожного ходу по зростаючій від внутрішнього діаметра обмотки до зовнішнього діаметра обмотки від 1 до n. Потім кінці проводів обмотки кожного ходу до розрізу з'єднують з кінцями проводів обмотки того ж ходу після розрізу таким чином, що перший із пронумерованих паралельних проводів ходу до розрізу з'єднаний з кінцем n-го паралельного проводу ходу обмотки після розрізу, кінець другого паралельного проводу ходу обмотки до розрізу з'єднаний з кінцем (n-1)-го паралельного проводу ходу обмотки після розрізу. Далі кінці всіх паралельних проводів кожного ходу обмотки до розрізу з'єднують з кінцями всіх паралельних проводів кожного ходу обмотки після розрізу таким же чином. При n 6 паралельні проводи можуть бути розділені на групи і транспозицію здійснюють усередині групи паралельних проводів. З'єднання кінців проводів обмотки здійснюють за допомогою зварювання або пайки. При виготовленні такої гвинтової обмотки забезпечується зниження трудомісткості і підвищення технологічності її виготовлення, а також зменшення її габаритів, зокрема висоти. Гвинтова обмотка, що заявляється, може бути виготовлена на відомому устаткуванні з використанням відомих матеріалів і засобів, що підтверджує промислову придатність об'єкта. 9 Комп’ютерна верстка А. Крижанівський 89857 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюScrew -type winding and a method for manufacturing thereof
Автори англійськоюArfanytskyi Serhii Vadymovych
Назва патенту російськоюВинтовая обмотка и способ ее изготовления
Автори російськоюАрфаницкий Сергей Вадимович
МПК / Мітки
МПК: H01F 27/28
Мітки: спосіб, виготовлення, гвинтова, обмотка
Код посилання
<a href="https://ua.patents.su/5-89857-gvintova-obmotka-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Гвинтова обмотка і спосіб її виготовлення</a>
Гвинтова обмотка

Номер патенту: 34583
Опубліковано: 11.08.2008
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/28
Формула / Реферат:
1. Гвинтова обмотка, що складається з витків, кожний з яких містить n паралельних проводів, де n 3 - ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовані перпендикулярно осі обмотки, а між рядами виконана транспозиція паралельних проводів, яка відрізняється тим, що в місці...
Спосіб виготовлення гвинтової обмотки

Номер патенту: 34584
Опубліковано: 11.08.2008
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/28
Мітки: виготовлення, спосіб, гвинтової, обмотки
Формула / Реферат:
1. Спосіб виготовлення гвинтової обмотки, що включає намотування обмотки з витків, кожний з яких містить n паралельних проводів, де n 3 - ціле число, що утворюють m рядів, де m 3 - ціле число, при цьому ряди розташовують перпендикулярно осі обмотки, а між рядами виконують транспозицію паралельних...
Багатоходова регулювальна обмотка трансформатора
Номер патенту: 36568
Опубліковано: 16.04.2001
Автори: Михайлов Леонід Михайлович, Філіпов Генадій Павлович, Соловйова Любов Володимирівна, Машошин Владислав Васильович
МПК: H01F 29/00, H01F 27/28
Мітки: трансформатора, регулювальна, обмотка, багатоходова
Формула / Реферат:
1. Багатоходова регулювальна обмотка трансформатора, яка містить витки ходів, розміщених у двох шарах і з'єднаних з відводами ступінчастого регулювання, яка відрізняється тим, що кінці ходів суміжних шарів з'єднані з відводами зустрічне у межах радіального розміру кожного шару.2. Багатоходова регулювальна обмотка трансформатора по п.1, яка відрізняється тим, що вона виконана з декількох розміщених на двох стрижнях частин, з'єднаних...
Обмотка вимірювального трансформатора напруги

Номер патенту: 10438
Опубліковано: 15.11.2005
Автори: Гордєєва Нелля Ілларіонівна, Брежнєва Людмила Семенівна
МПК: H01F 27/28
Мітки: вимірювального, напруги, обмотка, трансформатора
Формула / Реферат:
Обмотка вимірювального трансформатора напруги, що містить первинні і вторинні обмотки, які намотані на ізоляційний циліндр круглим або прямокутним проводом, крайні витки вторинних обмоток утримуються від сповзання з краю ізоляційного циліндра бортиками, що виготовлені зі смуги електрокартону, яка відрізняється тим, що ізоляційний циліндр виконаний суцільним з бортиками, які мають пази, що забезпечують вивід вивідних кінців вторинних обмоток і...
Симетрична трифазна двополюсна двошарова обмотка
Номер патенту: 73222
Опубліковано: 15.06.2005
Автори: Дьогтєв Володимир Григорійович, Шульгін Дмитро Миколайович
МПК: H02K 3/12
Мітки: обмотка, двошарова, трифазна, симетрична, двополюсна
Формула / Реферат:
Симетрична трифазна двополюсна двошарова обмотка, котушки якої поділені на 6 груп і укладені двома шарами в Z=6q пазах, де q>2 - ціле число, рівномірно розподілених уздовж робочого повітряного проміжку так, що перший шар утворений однойменними (лівими чи правими) активними сторонами котушок, що займають половину кожного паза, другий шар, що займає об’єм кожного паза, що залишився, утворений протилежними (правими чи лівими) активними...
Попередній патент: Спосіб визначення добротності діелектричних матеріалів
Наступний патент: Фармацевтичні композиції, призначені для лікування порушень внутрішнього вуха
Випадковий патент: Черв'ячна фреза