Напівавтоматична система для виготовлення великих електричних котушок індуктивності
Формула / Реферат
1. Напівавтоматична система для виготовлення великих електричних котушок індуктивності, яка відрізняється тим, що має притискну головку (2), яка має комплект вертикальних притискних роликів (10) та горизонтальний притискний ролик (11), які виконані для одержання щільної обмотки котушки, при цьому головка (2) змонтована на кронштейні і виконана з можливістю переходу між робочим та неробочим положеннями шляхом обертання навколо опори (3), зони, де розміщені бобіни (6), і гідроциліндр (12), який виконаний з можливістю зберігати тиск, прикладений до котушки та відповідно до проводів, які витягуються із бобіни та намотуються на столі (1), проходячи крізь пристрій (5) подачі проводу синхронно з притискною головкою (2), і блок (8) керування.
2. Напівавтоматична система для виготовлення великих електричних котушок індуктивності за п. 1, яка відрізняється тим, що пристрій (5) подачі проводу встановлений на рейці (7) і виконаний з можливістю спрямовування проводу (13) в напрямку притискної головки (2) з проходженням його крізь затискачі (14) до вихідних роликів (15), таким чином запобігаючи його розтягуванню.
3. Напівавтоматична система для виготовлення великих електричних котушок індуктивності за п. 1, яка відрізняється тим, що блок (8) керування виконаний з можливістю керування роботою гідроциліндрів (12) таким чином, що прикладене останніми зусилля до вертикального (10) та горизонтального (11) притискних роликів усуває необхідність в операції притискання.
4. Напівавтоматична система для виготовлення великих електричних котушок індуктивності за п. 3, яка відрізняється тим, що блок керування (8) виконаний з можливістю задання за допомогою попередньо запрограмованої команди як форми котушки, так і кількості витків, розташованих на кожному з шарів, які формують її, а також можливістю контролю положення горизонтального притискного ролика (11) і притискної головки (2) таким чином, що, в разі відхилення фактичного значення від очікуваного теоретичного, застосовується вкладення наповнювача вручну для отримання попередньо запрограмованої форми.
Текст
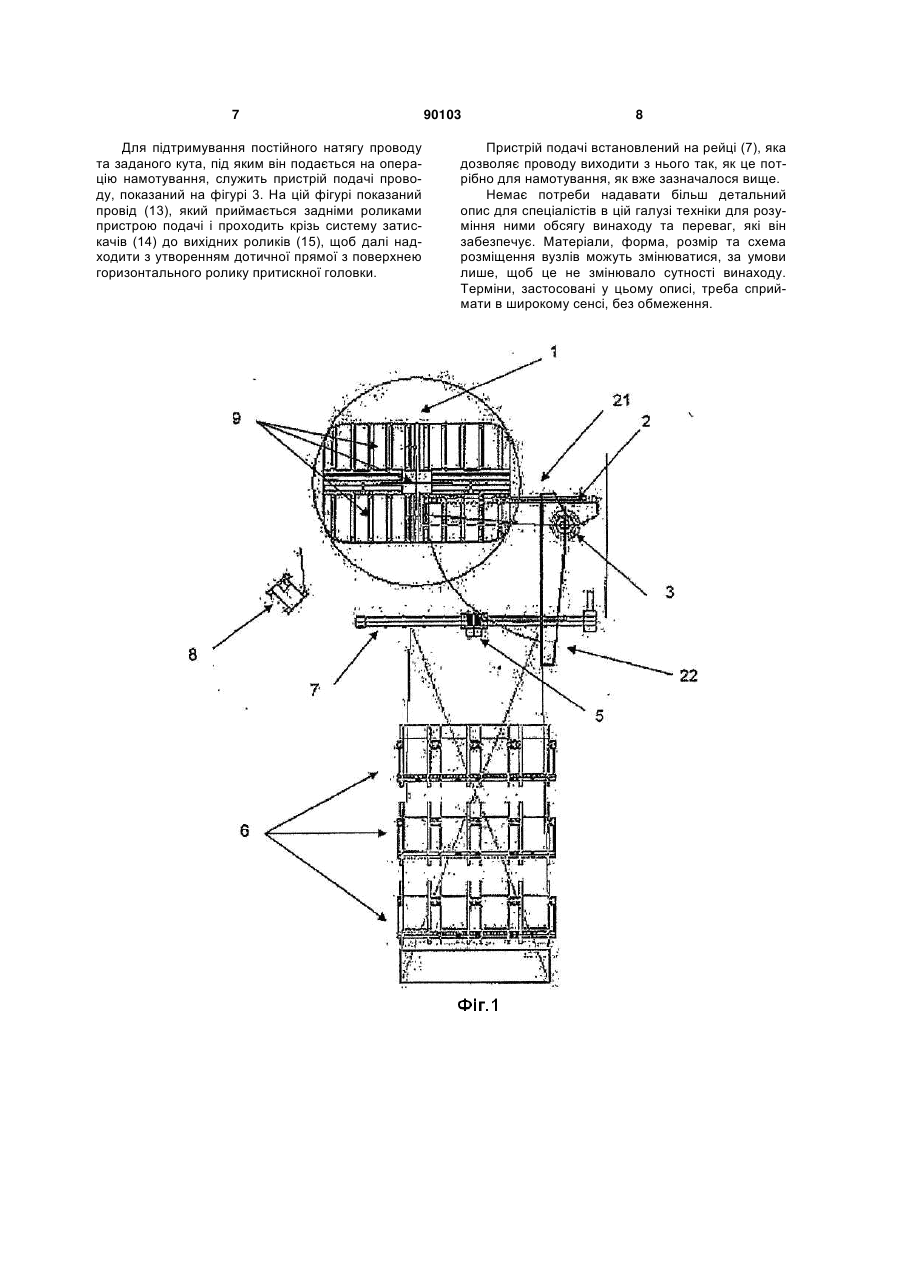
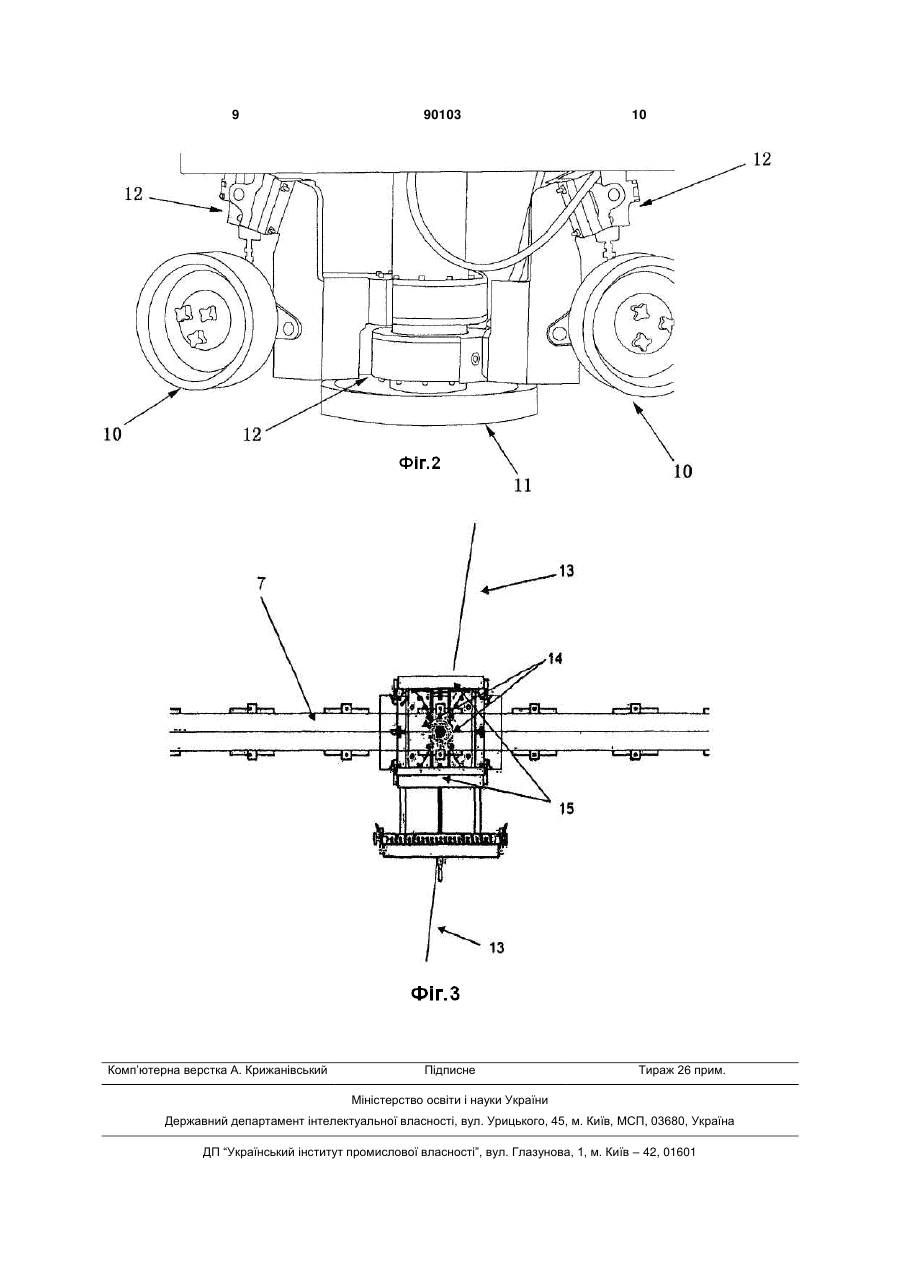
1. Напівавтоматична система для виготовлення великих електричних котушок індуктивності, яка відрізняється тим, що має притискну головку (2), яка має комплект вертикальних притискних роликів (10) та горизонтальний притискний ролик (11), які виконані для одержання щільної обмотки котушки, при цьому головка (2) змонтована на кронштейні і виконана з можливістю переходу між робочим та неробочим положеннями шляхом обертання навколо опори (3), зони, де розміщені бобіни (6), і гідроциліндр (12), який виконаний з можливістю зберігати тиск, прикладений до котушки та відповідно до проводів, які витягуються із бобіни та намотуються на столі (1), проходячи крізь пристрій (5) подачі проводу синхронно з притискною головкою (2), і блок (8) керування. C2 2 90103 1 3 ликої потужності, і зокрема для систем з високою електричною напругою. Документ DE2530312 A (TRANSFORMATOREN UNION AG) від 20.01.1977, який розглядається як найближчий рівень техніки, описує рішення для спрямування ι притискання провідника при намотуванні аксіальної котушки індуктивності з підтримуванням осьового тиску і радіального тиску. Радіальні і осьові притискні елементи чинять тиск на обмотку котушки за допомогою трансмісії, яка включає супорт, який ковзає по рейці вздовж котушки, при цьому тиск підтримується за допомогою гідравлічної або пневматично-поршневої системи. Документ JP11345732 A (MITSUBISHI ELECTRIC CORP.) від 14.12.1999 описує напрямний пристрій, розташований між провідником, який намотується, та індукційним пристроєм, який виготовляється. Для утримуванні проводу у ненапруженому стані, передбачений один підйомник для бобіни з провідником і інший підйомник для індукційного пристрою так, що провідник не ушкоджується. Документ JP3073761 A (DAIHEN CORP) від 28.03,1991 описує пристрій для спрямовування провідника, який стежить за кутом нахилу провідника за допомогою шифратора. Якщо кут нахилу хибний, то його можна відкоригувати вручну. Виготовлення котушок індуктивності для електричного обладнання великої потужності пов'язане з низкою труднощів, спричинених як використовуваними матеріалами так і розмірами таких котушок, і через це процес виготовлення і збирання, в основному, доводиться здійснювати вручну. Форма котушки має задаватися з самого початку, і провід повинен намотуватися таким чином, щоб отримати потрібну загальну кількість витків та потрібне число витків в кожному шарі, щоб забезпечити досягнення тих характеристик, які вимагаються для обладнання, на яке ця котушка встановлюватиметься. Оскільки зазвичай на провід діють великі зусилля натягу, він зазнає деформацій, які призводять до спотворення форми котушки. Аналогічним чином, положення кожного витка вимагає припасування із застосуванням ручних інструментів, таких як киянки, клини і т.п., а це робить технологічний процес чисто ручним. Не існує системи, подібної до тієї, що пропонується у цьому винаході, яка була б здатна виключити найбільш трудомісткі ручні операції виготовлення котушок для обладнання великої потужності, яке зазвичай застосовується у високовольтних системах, які застосовуються при намотуванні проводу і припасуванні кожного з витків. Напівавтоматична система для виготовлення великих електричних котушок індуктивності за цим винаходом включає стіл для намотування, шарнірну головку з системою двократного натискання, автоматичне обладнання для подачі проводу, комплект бобін з проводом для намотування і панель програмного керування. Стіл для намотування складається зі стільниці, на якій знаходяться бобіни з проводом і каркаси котушок, підігнані під розмір котушки, що має виго 90103 4 товлятися. Цей стіл дозволяє піднімати готову котушку за допомогою комплекту встановлених на столі планок, що приводяться у рух гідравлічною системою. Ручні затискні інструменти розміщені таким чином, щоб зберігати кінцевий розмір котушки. Після завершення операції намотування котушку знімають зі столу і переносять на наступну операцію "правку котушки", під час якої шари притискають один до іншого в такий спосіб, що вони зберігають свою форму, завдяки чому котушка робиться більш жорсткою для подальших операцій. Притискна головка системи закріплена на поворотному кронштейні, встановленому на вертикальній опорі, яка нерухомо прикріплена до підлоги. На робочому кінці, що виконує операції з проводом на столі, вона має два комплекти осей/роликів, які, працюючи скоординовано, формують з проводу котушку. Гідравлічний притискний ролик на вертикальній осі призначений для забезпечення правильної довжини проводу, що подається під час процесу намотування, здійснюючи притискання для збереження прямокутної форми і утворення заокруглених кутів таких котушок. Матеріал, з якого зроблений цей ролик, є технічною пластмасою для запобігання ушкодження паперу, яким покритий мідний провід для ізоляції одне від одного шарів, утворених витками котушки. Степінь притискання проводу роликом регулюється за допомогою гідроциліндру, з'єднаного своїми торцями з поворотним кронштейном та вертикальною опорою і підключеного до гідравлічного механізму, здатного утримувати рівномірний тиск незалежно від положення кронштейну. Комплект пневматичних притискних роликів з горизонтальними осями зберігає поверхню котушки рівною і обладнаний засобом для регулювання тиску у пневмоциліндрах. Ці два комплекти роликів змушують головку притискати і формувати кожний з витків, а також вимірювати і фіксувати параметри накладання кожного з них на каркас котушки, отже справжній розмір котушки відомий під час виготовлення, завдяки визначенню положення притискних роликів та порівнянню його з теоретичною заданою величиною. Таким чином, звіряючись з наперед запрограмованими об'єктивними критеріями, система може або зупиняти процес, щоб дати можливість оператору виконати будь-які необхідні операції з котушкою, або просто інформувати оператора про відхилення її розмірів від заданих теоретичних значень. Щоб наблизитися до цих значень, оператор може зупинити процес намотування, щоб вручну вкласти наповнювач і в такий спосіб досягти кінцевого заданого розміру. Пристрій для автоматичної подачі проводу являє собою комплект затискачів, встановлених на рейці таким чином, що він слідкує за рухами машини в міру надходження проводу, і це означає, що провід завжди утворює дотичну пряму до притискних роликів головки. До складу системи керування входять автоматичний пристрій з інтерфейсом у вигляді сенсорного екрану та панель ручного керування для гаран 5 тії безпеки операторів машини. Автоматичний пристрій безперервно керує усіма функціями системи, повертанням столу для намотування, притисканням механізму притискної головки, рухами поворотного кронштейну та положенням подавального механізму. Існує можливість імпортувати за допомогою комп'ютера текстові файли, що містять вхідні дані (інформацію про задані характеристики котушок, що мають виготовлятися, та системні параметри для керування процесом виготовленням) і експортувати вихідні дані (інформацію про показники процесу виготовлення), використовуючи місцеву мережу. Вихідні дані, що фіксуються, включають у себе: справжні розміри готових котушок, тривалість намотування, тривалість запрограмованих зупинок, тривалість періодів настроювання столу для намотування і аварійні сигнали. Таким чином, існує можливість координації технологічних процесів. Блок керування передає попередньо запрограмовану команду до гідроциліндру для підтримання тиску, прикладеного вертикальним притискним роликом та горизонтальним притискним роликом, в такий спосіб, щоб усувалась необхідність в операції обтиснення, оскільки кожний з витків котушки виконується правильно. За допомогою попередньо запрограмованої команди у блоці керування задається як форма котушки, так і кількість витків, розташованих на кожному з шарів, які формують її, при цьому положенням горизонтального притискного ролика притискної головки вказана система контролюється так, що якщо вона відхиляється від очікуваного теоретичного значення, можна застосувати набивання, якщо необхідно забезпечити отримання попередньо запрограмованої форми. Для доповнення опису та з метою сприяти кращому розумінню ознак винаходу додаються 3 сторінки креслень, на яких в якості ілюстрації подано такі зображення, що не є обмежувальними і являють собою невід'ємну частину даного опису винаходу, і на яких: На фігурі 1 зображено загальну схему конструкції і вузли напівавтоматичної системи для виготовлення великих електричних котушок індуктивності. На фігурі 2 зображено деталь притискної головки. На фігурі 3 зображено схему роботи пристрою автоматичної подачі дроту. За допомогою цих фігур можна отримати уяву про зовнішній вигляд та інші ознаки винаходу. На фігурі 1 показано розміщення різних вузлів напівавтоматичної системи для виготовлення великих електричних котушок індуктивності. Є зона, де розміщені різні бобіни (6) з проводом для подачі його до каркаса котушки. Провід, призначений для намотування, змотується з бобін і направляється вздовж пристрою (5) автоматичної подачі, встановленого на рейці (7). З пристрою (5) автоматичної подачі провід рухається в напрямку притискної головки (2) таким чином, що провід утворює дотичну пряму з притискними роликами притискної головки. Притискна головка змонтована на кронштейні, який показано 90103 6 на фігурі 1 у робочому положенні (21) та неробочому положенні (22). Перехід від одного положення до іншого досягається обертанням довкола опори (3), в такий спосіб, що робочий кінець головки залишається вільним для роботи на столі (1) для намотування. Стіл (1) складається зі стільниці, на якій розміщені бобіни з проводом і каркаси котушки, які підганяються під задані розміри котушки, що має виготовлятися. Цей стіл дозволяє знімати готову котушку за допомогою встановленого на столі комплекту планок (9), які приводяться у рух гідравлічною системою. Керування усією системою здійснюється блоком (8) керування, який має засоби визначення таких показників як: - кількість обертів котушки в процесі намотування, тривалість намотування, - тривалість запрограмованих зупинок, - тривалість періодів настроювання столу для намотування, та - тривалість аварійних сигналів. Блок (8) керування передає попередньо запрограмовану команду до гідроциліндру для підтримання тиску, прикладеного вертикальним притискним роликом (10) та горизонтальним притискним роликом (11) в такий спосіб, щоб усувалась необхідність в операції притискання, оскільки кожний з витків котушки виконується правильно. За допомогою попередньо запрограмованої команди у блоці (8) керування задається як форма котушки, так і кількість витків, розташованих на кожному з шарів, які формують її, при цьому положенням горизонтального притискного ролика (11) притискної головки (2) вказана система контролюється так, що, якщо вона відхиляється від очікуваного теоретичного значення, то можна застосувати набивання, якщо необхідно забезпечити отримання попередньо запрограмованої форми. Він також визначає справжнє положення притискної головки (2), яке він увесь час порівнює з заданим теоретичним положенням котушки під час процесу, зупиняючи його, коли розмір визначеного відхилення вимагає вкладання наповнювача вручну. Притискна головка, зображена детально на фігурі 2, призначена для позиціонування витків проводу. Для цього вона має вертикальні притискні ролики (10), які регулюють висоту і забезпечують, щоб кожний шар дроту на котушці був рівним. Ці ролики здійснюють притискання за програмами, заданими їхнім відповідним гідроциліндрам (12). Для забезпечення такого стану, коли проводи, що надходять до котушки, завжди лишаються у контакті з вертикальними роликами, ці ролики мають додатково два допоміжних горизонтальних диски, які утримують контакт з вищезазначеними проводами, що надходять. Притискна головка має горизонтальний притискний ролик (11), який притискається до проводу, з якого формується виток поверх шару, що лежить безпосередньо нижче, завдяки чому досягається точна форма котушки. Притискання, яке виконує цей ролик, регулюється гідроциліндром (12). 7 Для підтримування постійного натягу проводу та заданого кута, під яким він подається на операцію намотування, служить пристрій подачі проводу, показаний на фігурі 3. На цій фігурі показаний провід (13), який приймається задніми роликами пристрою подачі і проходить крізь систему затискачів (14) до вихідних роликів (15), щоб далі надходити з утворенням дотичної прямої з поверхнею горизонтального ролику притискної головки. 90103 8 Пристрій подачі встановлений на рейці (7), яка дозволяє проводу виходити з нього так, як це потрібно для намотування, як вже зазначалося вище. Немає потреби надавати більш детальний опис для спеціалістів в цій галузі техніки для розуміння ними обсягу винаходу та переваг, які він забезпечує. Матеріали, форма, розмір та схема розміщення вузлів можуть змінюватися, за умови лише, щоб це не змінювало сутності винаходу. Терміни, застосовані у цьому описі, треба сприймати в широкому сенсі, без обмеження. 9 Комп’ютерна верстка А. Крижанівський 90103 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSemi-automatic system for the production of the large electrical induction coils
Автори англійськоюPedrasa Sanz Juan Manuel
Назва патенту російськоюПолуавтоматическая система для изготовления больших электрических катушек индуктивности
Автори російськоюПедраса Санс Хуан Мануель
МПК / Мітки
МПК: H01F 41/06
Мітки: великих, індуктивності, система, електричних, виготовлення, напівавтоматична, котушок
Код посилання
<a href="https://ua.patents.su/5-90103-napivavtomatichna-sistema-dlya-vigotovlennya-velikikh-elektrichnikh-kotushok-induktivnosti.html" target="_blank" rel="follow" title="База патентів України">Напівавтоматична система для виготовлення великих електричних котушок індуктивності</a>
Спосіб вимірювання індуктивності і доброякісності котушок індуктивності
Номер патенту: 45816
Опубліковано: 15.04.2002
Автор: Гайдук Павло Миколайович
МПК: G01R 27/02, G01R 27/26
Мітки: індуктивності, вимірювання, котушок, доброякісності, спосіб
Формула / Реферат:
Спосіб вимірювання індуктивності і доброякісності котушок індуктивності, який полягає в тому, що досліджувану котушку з’єднують паралельно з послідовно з’єднаним вимірювальним приладом і електричним елементом, напруга зменшення опору якого вище напруги підключеного джерела гармонічної напруги, який відрізняється тим, що на досліджуваній котушці вимірюється напруга зворотного струму самоіндукції, яка ініціює зменшення опору електричного...
Пристрій для вимірювання добротності котушок індуктивності
Номер патенту: 81854
Опубліковано: 11.02.2008
Автори: Бабенко Олексій Вікторович, Гаврилюк Володимир Васильович, Бурбело Михайло Йосипович
МПК: G01R 27/26, G01R 27/02
Мітки: добротності, індуктивності, вимірювання, пристрій, котушок
Формула / Реферат:
Пристрій для вимірювання добротності котушок індуктивності, що містить джерело синусоїдної напруги, зразковий резистор, вимірюваний комплексний опір, повторювач напруги, блок віднімання, фазозсувач, наприклад, на основі інтегратора, причому джерело синусоїдної напруги, зразковий резистор та вимірюваний комплексний опір з'єднані послідовно, повторювач напруги, що під'єднаний до вимірюваного комплексного опору, прямий вхід блока віднімання...
Спосіб намотки електричних котушок
Номер патенту: 19514
Опубліковано: 25.12.1997
Автори: Ліщук Віталій Евгенович, Тарасюк Олег Миколайович
МПК: H01F 41/06
Мітки: котушок, намотки, спосіб, електричних
Формула / Реферат:
1. Спосіб намотки електричних котушок, який полягає в підрахунку поточної кількості намотаних витків, зниження швидкості намотки за кількість витків уставки на зниження швидкості намотки до швидкості домотки та зупинці намотки при досягненні заданої кількості витків котушки, який відрізняється тим, що додатково підраховують кількість витків з моменту початку зниження швидкості до моменту досягнення швидкості домотки, а одержане значення...
Спосіб вимірювання добротності котушок індуктивності
Номер патенту: 23637
Опубліковано: 02.06.1998
Автори: Поджаренко Володимир Олександрович, Куцевол Микола Олександрович, Кучерук Володимир Юрійович, Кухарчук Василь Васильович
МПК: G01R 27/02, G01R 27/26
Мітки: вимірювання, спосіб, котушок, добротності, індуктивності
Формула / Реферат:
Способ измерения добротности катушек индуктивности, заключающийся в том, что исследуемую катушку соединяют последовательно с образцовым конденсатором и источником гармонического напряжения, отличающийся тем, что измеряют фазовый сдвиг между напряжениями на исследуемой катушке и образцовом конденсаторе и рассчитывают добротность по формулегде j - фазовый сдвиг между напряжениями на исследуемой катушке и образцовом...
Спосіб намотки котушок статорів електричних машин
Номер патенту: 394
Опубліковано: 30.04.1993
Автори: Зінченко Сергій Моісійович, Веліканова Євдокія Федорівна, Бріон Леонід Єфимович, Дудоладов Василій Олександрович
МПК: H02K 15/08
Мітки: машин, намотки, котушок, спосіб, електричних, статорів
Формула / Реферат:
Способ намотки катушек статоров электрических машин, включающий укладку провода в паз с образованием активной части катушки, удаление провода от торца статора и поворот его на величину пазового шага с образованием лобовых частей, укладку провода в следующий паз с образованием второй активной части и отжим лобовых частей, отличающийся тем, что, с целью экономии провода за счет увеличения плотности катушек и повышения производительности, точку...
Попередній патент: Спосіб монтажу і функціональної перевірки прокатної арматури та прокатна арматура для монтажу в прокатних клітях або прокатних станах після функціональної перевірки
Наступний патент: Композиція, капсули та спосіб вирощування рослин, гранули, оброблений ґрунт, насіння, спосіб обробки ґрунту та спосіб пророщення насіння
Випадковий патент: Спосіб отримання серійних різноплощинних шліфів з одного зуба