Спосіб монтажу і функціональної перевірки прокатної арматури та прокатна арматура для монтажу в прокатних клітях або прокатних станах після функціональної перевірки
Номер патенту: 90102
Опубліковано: 12.04.2010
Автори: Гіслер Отмар, Філк Едгар, Нолд Девід А., Ванбіббер Майкл Л.
Формула / Реферат
1. Спосіб монтажу і функціональної перевірки прокатної арматури (4) в прокатних клітях (1) або в прокатних станах (2), при цьому щонайменше частина прокатної арматури (4) утворює відповідний блок (5) у вигляді модуля (12) вхідної сторони і/або у вигляді модуля (13) вихідної сторони, який у робочому положенні кріпиться на відповідній станині (1a, 1b) прокатної кліті, при якому блоки (5) розташовують, регулюють і/або перевіряють для попереднього монтажу з функціональними перевірками поза прокатною кліттю, при цьому щонайменше один відрегульований і/або перевірений блок (5) кріплять у робочому положенні на конструктивно заданих опорних місцях (10) станин (1а; 1b) прокатної кліті, який відрізняється тим, що у напрямку (11) прокатки у першій прокатній кліті (1) прокатного стана (2) між відповідними одна одній станинами (1а, 1b) встановлюють відрегульований і/або перевірений поза прокатною кліттю (1) на монтажній плиті модуль (12) вхідної сторони, який відповідає першій прокатній кліті (1), при цьому в напрямку (11) прокатки між першою прокатною кліттю (1) і другою прокатною кліттю (1) з опорою на основну раму (8) встановлюють також відрегульовані і/або перевірені поза прокатною кліттю (1) на монтажній плиті модуль (13) вихідної сторони і модуль (12) вхідної сторони.
2. Спосіб за п. 1, який відрізняється тим, що прокатним станом є прокатний стан (3) тандем.
3. Прокатна арматура для монтажу у прокатних клітях (1) або прокатних станах (2) після функціональної перевірки за п. 1, при цьому щонайменше частина прокатної арматури (4) утворює відповідний блок (5) у вигляді модуля (12) вхідної сторони і/або у вигляді модуля (13) вихідної сторони, який кріпиться в робочому положенні на відповідній станині (1a; 1b) прокатної кліті, причому модуль (12) вхідної сторони містить щонайменше:
- столи (18), які направляють стрічку;
- розпилювальну балку (14) вхідної сторони для емульсій;
- верхню розпилювальну балку (15а) для змащення осередку деформації;
- нижню розпилювальну балку (15b) для змащення осередку деформації;
- пристрій (16), який затискає стрічку;
- стінки (7а; 7b) для захисту від бризок;
при цьому блок (5), який складається щонайменше із модуля (13) вихідної сторони і модуля (12) вхідної сторони, виконаний з можливістю розміщення між прокатними клітями (1), які ідуть одна за одною у напрямку прокатки (11), з опорою на основну раму (8).
4. Прокатна арматура за п. 3, яка відрізняється тим, що прокатним станом є прокатний стан (3) тандем.
5. Прокатна арматура за п. 3 або п. 4, яка відрізняється тим, що модуль (13) вихідної сторони і модуль (12) вхідної сторони у встановленому стані розташовані на основній рамі (8), яка містить бічні захисні стінки (17а; 17b), дві поперечини (19) і захисну решітку (21).
6. Прокатна арматура за будь-яким із пп. 3-5, яка відрізняється тим, що модуль (13) вихідної сторони містить щонайменше:
- відгинач (22) стрічки для верхнього і нижнього робочого валків (23а, 23b);
- очисну балку (25) проміжного простору;
- пристрій вихідної сторони, який розпилює емульсію;
- верхню очисну й охолоджувальну балку (26а);
- нижню очисну і охолоджувальну балку (26b);
- пристрій (27) вимірювання даних стрічки;
- ролик (28) вимірювання натягнення стрічки;
- опору (29) із захисним пристроєм для пристрою (30) вимірювання швидкості стрічки;
- захисне пристосування (31) для пристрою вимірювання товщини стрічки;
- стаціонарні столи (32), які направляють стрічку;
- ролик (33), який притискує стрічку, з інтегрованим пристроєм, який охолоджує стрічку.
7. Прокатна арматура за п. 3 або п. 4, яка відрізняється тим, що в лінії (6) прокатки прокатного стана (2) і всередині прокатної кліті (1) для розміщення однакових, схожих або різних блоків (5) у стані кінцевого монтажу і в робочому стані утворена основна рама (8), яка містить дві поперечини (19), бічні захисні стінки (17а, 17b) і захисну решітку (21).
Текст
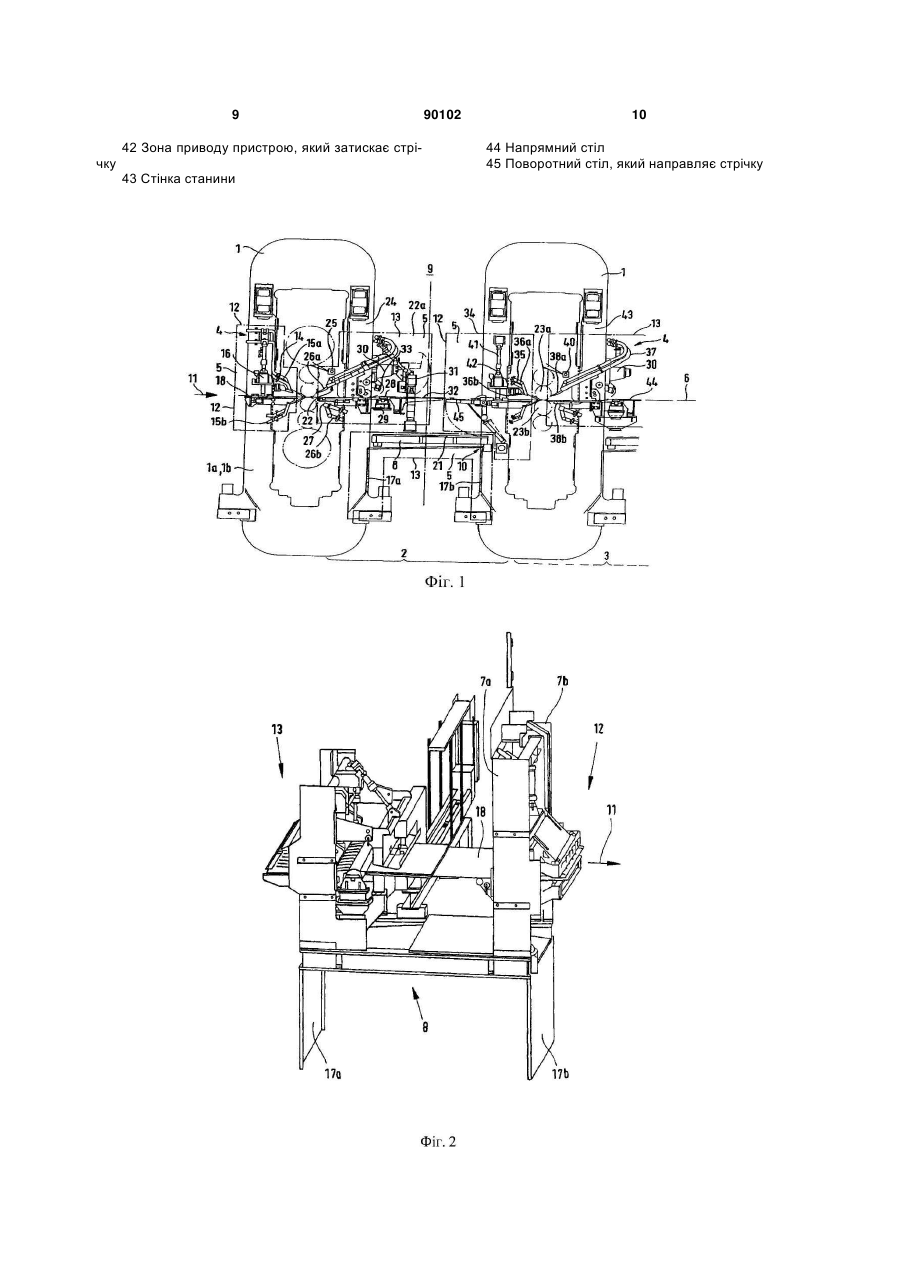
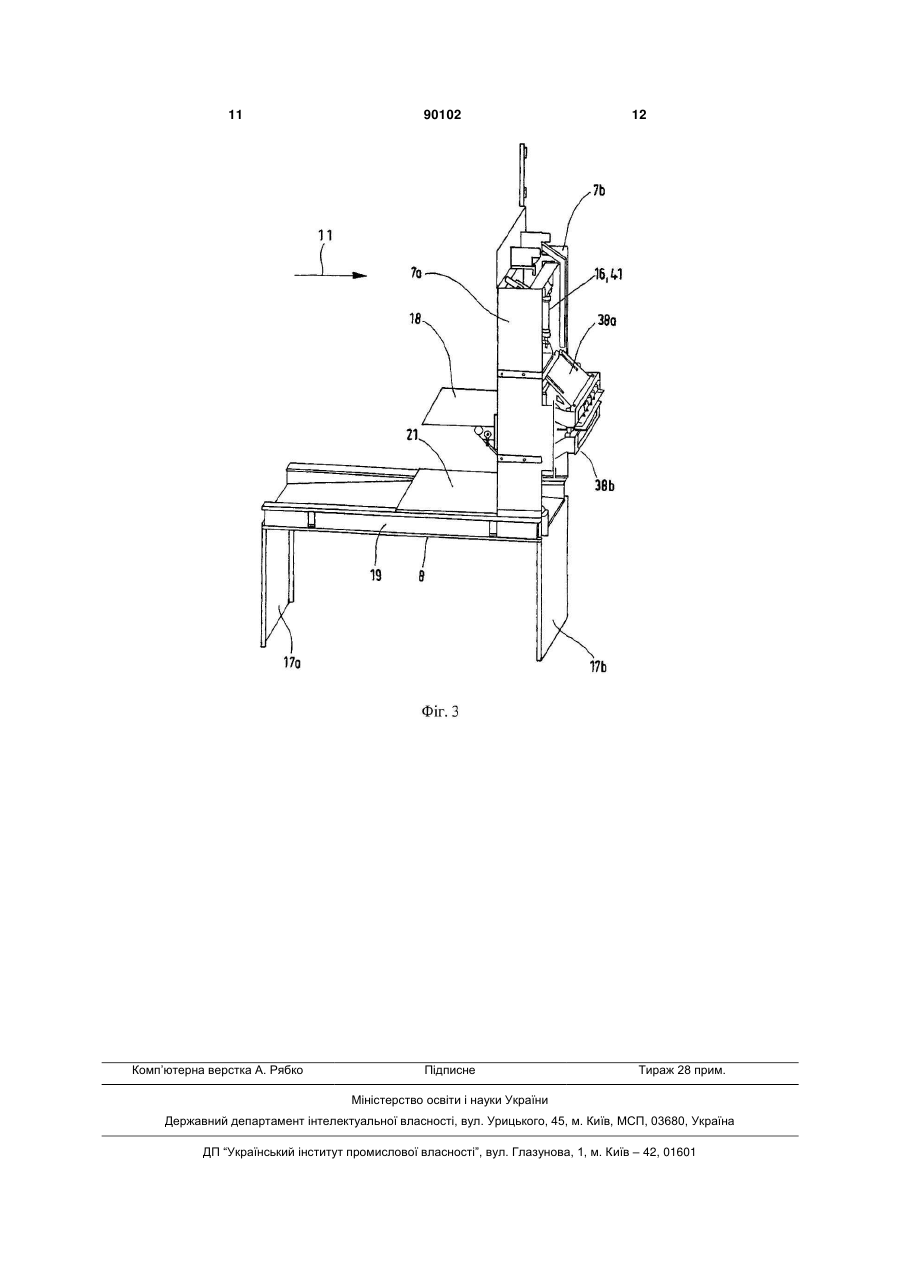
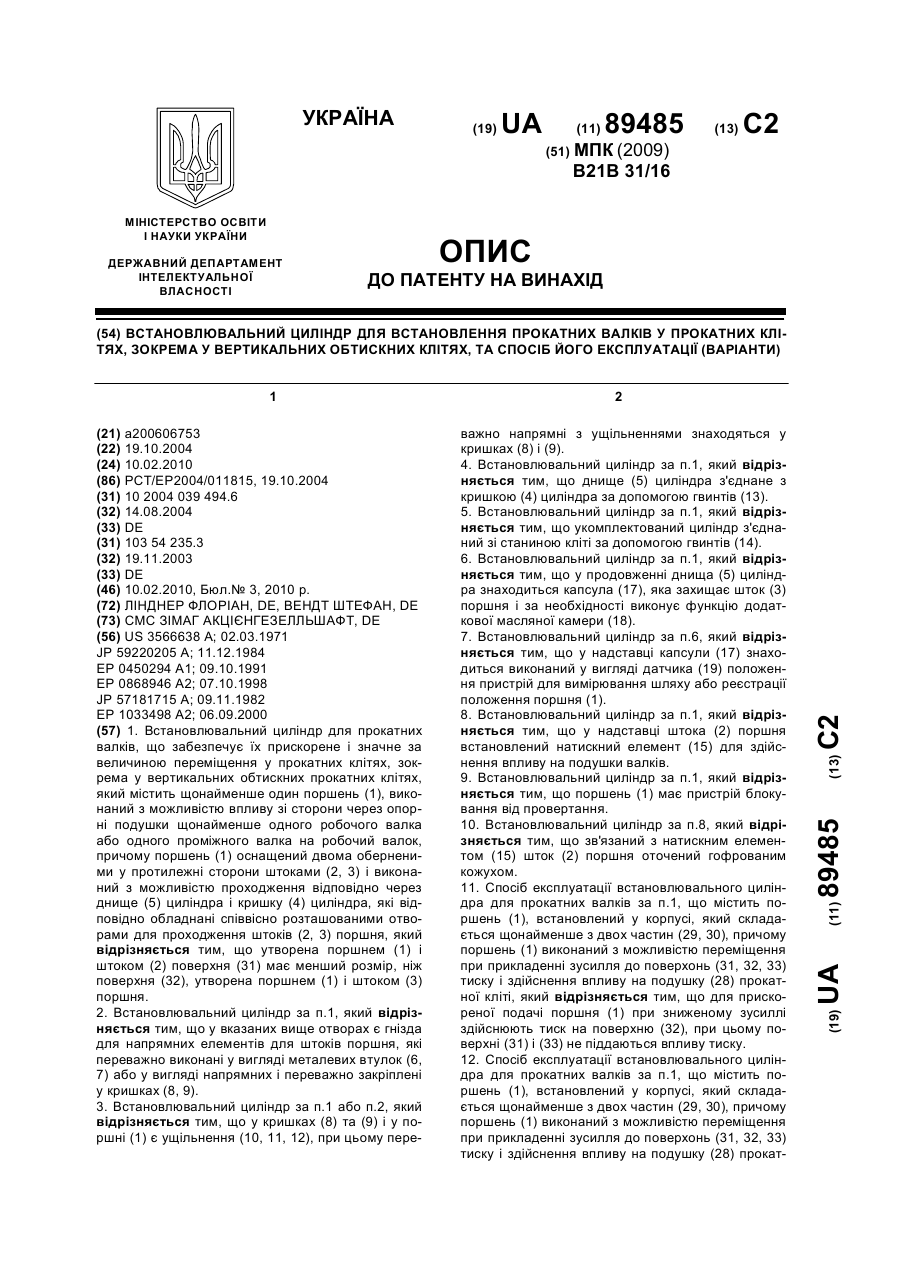
1. Спосіб монтажу і функціональної перевірки прокатної арматури (4) в прокатних клітях (1) або в прокатних станах (2), при цьому щонайменше частина прокатної арматури (4) утворює відповідний блок (5) у вигляді модуля (12) вхідної сторони і/або у вигляді модуля (13) вихідної сторони, який у робочому положенні кріпиться на відповідній станині (1a, 1b) прокатної кліті, при якому блоки (5) розташовують, регулюють і/або перевіряють для попереднього монтажу з функціональними перевірками поза прокатною кліттю, при цьому щонайменше один відрегульований і/або перевірений блок (5) кріплять у робочому положенні на конструктивно заданих опорних місцях (10) станин (1а; 1b) прокатної кліті, який відрізняється тим, що у напрямку (11) прокатки у першій прокатній кліті (1) прокатного стана (2) між відповідними одна одній станинами (1а, 1b) встановлюють відрегульований і/або перевірений поза прокатною кліттю (1) на монтажній плиті модуль (12) вхідної сторони, який відповідає першій прокатній кліті (1), при цьому в напрямку (11) прокатки між першою прокатною кліттю (1) і другою прокатною кліттю (1) з опорою на основну раму (8) встановлюють також відрегульовані і/або перевірені поза прокатною кліттю (1) на монтажній плиті модуль (13) вихідної сторони і модуль (12) вхідної сторони. 2. Спосіб за п. 1, який відрізняється тим, що прокатним станом є прокатний стан (3) тандем. 2 (19) 1 3 90102 4 - ролик (28) вимірювання натягнення стрічки; - опору (29) із захисним пристроєм для пристрою (30) вимірювання швидкості стрічки; - захисне пристосування (31) для пристрою вимірювання товщини стрічки; - стаціонарні столи (32), які направляють стрічку; - ролик (33), який притискує стрічку, з інтегрованим пристроєм, який охолоджує стрічку. 7. Прокатна арматура за п. 3 або п. 4, яка відрізняється тим, що в лінії (6) прокатки прокатного стана (2) і всередині прокатної кліті (1) для розміщення однакових, схожих або різних блоків (5) у стані кінцевого монтажу і в робочому стані утворена основна рама (8), яка містить дві поперечини (19), бічні захисні стінки (17а, 17b) і захисну решітку (21). Винахід відноситься до способу і пристрою для монтажу і функціональної перевірки прокатної арматури в прокатних клітях або в прокатних станах, таких як, наприклад, прокатні стани тандем, при цьому щонайменше частина прокатної арматури утворює відповідний блок, який у робочому положенні кріпиться на відповідній станині прокатної кліті, і при цьому блоки розташовуються, регулюються і/або перевіряються для попереднього монтажу з функціональними перевірками поза прокатною кліттю, і щонайменше один відрегульований і/або перевірений блок кріпиться в робочому положенні на конструктивно заданих опорних місцях станини прокатної кліті. З ЕР 0369269 А відомий пристрій вказаного вище виду, в якому на вхідній стороні і вихідній стороні окремої прокатної кліті закріплений відповідний несучий корпус через дві додаткові несучі балки на двох сполучених із поперечкою станини несучих балках. Це рішення дозволяє розміщувати і регулювати напрямні елементи поза прокатним станом на додаткових несучих балках у спеціально обладнаному для цього монтажному місці, перед з'єднанням їх разом із додатковими несучими балками з прокатною кліттю. При цьому додаткову несучу балку, що вже знаходиться на прокатній кліті, можна замінювати на забезпечену відрегульованими напрямними елементами додаткову несучу балку. Однак для регулювання напрямних елементів на прокатній кліті ще необхідні шарнірно сполучені по сторонах з поперечками станини переміщувальні двигуни. Крім того, з документа DE 2356785 В відома прокатна арматура з верхніми і нижніми напрямними для прокатного виробу, призначена для кріплення на вхідній стороні і вихідній стороні прокатних клітей. Обидві напрямні для прокатного виробу змонтовані всередині загальної рами, яку можна направляти і вирівнювати. Подібний блок відомий також із документа ЕР 0349840 А2. У даному рішенні повинні замінюватися зовні прокатної кліті прокатного стану по суті відділені один від одного блоки, які не тільки вимагають додаткового і відносно великого місця, але також є важко доступними і відповідно важкими для ремонту і технічного обслуговування. Як відомий блок описується блок із розташованими в прокатній кліті на стороні входу і виходу відгиначами стрічки, розбризкувальними пристроями, пристроями для підняття прокатної стрічки, вихідними рейками і напрямними столами для стрічки, при цьому пристрої для підняття прокатної стрічки об'єднані з відгиначами стрічки, розбризкувальними пристроями, вихідними рейками і напрямними столами для прокатної стрічки в блок і розташовані всередині прокатної кліті в безпосередній близькості від осередку деформації робочих валків. Деякі пристрої можуть бути інтегровані також у блок згинання робочих валків. Хоч така конструкція добре зарекомендувала себе, однак ще залишаються до цього часу деякі не враховані проблеми, що підлягають поліпшенню. В основу винаходу покладене завдання спрощення роботи з блоком під час монтажу і функціональної перевірки з мстою більш швидкого виконання робіт, що економить час. Поставлене завдання вирішується, згідно з винаходом, тим, що у напрямку прокатки в першій прокатній кліті прокатного стану встановлюється відрегульований і/або перевірений поза прокатною кліттю на монтажній плиті модуль вхідної сторони між відповідними одна одній станинами першої прокатної кліті при цьому у напрямку прокатки між першою прокатною кліттю і другою прокатною кліттю встановлюється також відрегульований і/або перевірений поза прокатною кліттю на монтажній плиті модуль вихідної сторони і модуль вхідної сторони з опорою на основну раму. Істотною перевагою є можливість перевірки всіх елементів поза прокатною кліттю, наприклад, у майстерні попереднього з'єднання кабелем сенсорних пристроїв і прокладання труб для подачі споживачам різних середовищ, що економить час. За рахунок цього значно полегшується остаточний монтаж у прокатній кліті відповідно, скорочується у часі оскільки більше не монтуються і не перевіряються окремі групи, а компактний блок. Тому економиться час монтажу на будівельному майданчику, скорочується час запуску у виробництво, і крім того, можна вибирати і встановлювати місця кріплення на прокатній кліті вже під час фази проектування, причому ці конструктивні переваги не залежать від встановлюваних компонентів. Загалом забезпечується значна економія часу і коштів. Пристрій для монтажу і функціональних перевірок прокатної арматури в прокатних клітях або прокатних станах, як, наприклад, прокатних станах тандем, у випадку, коли щонайменше частина прокатної арматури утворює відповідний блок, який кріпиться в робочому положенні на відповідній станині прокатної кліті і при цьому модуль вхідної сторони містить щонайменше столи, які направляють стрічку, і передбачений модуль вихідної сторони, характеризується, згідно з винаходом, 5 тим, що відповідно до додаткових ознак модуль вхідної сторони містить щонайменше (a) розпилювальну балку вхідної сторони для емульсій, (b) верхню розпилювальну балку для змащування осередку деформації, (c) нижню розпилювальну балку для змащування осередку деформації, (d) затискне пристосування для стрічки і (е) стінки для захисту від бризок, при цьому блок, який складається щонайменше з модуля вихідної сторони і модуля вхідної сторони, встановлюється між прокатними клітями, що ідуть одна за одною у напрямку прокатки, на основну раму. При цьому вказані вище елементи утворюють один блок (модуль). Крім того, як монтажну плиту можна при бажанні використовувати також основну раму. Додатково до цього передбачено, що модуль вихідної сторони і модуль вхідної сторони у встановленому стані розташовані на основній рамі з бічних захисних стінок і двох поперечок, і що передбачена запобіжна решітка для ходьби. Згідно з іншими ознаками передбачено, що модуль вихідної сторони містить щонайменше наступні компоненти: (f) відгинач стрічки для верхнього і нижнього робочого валка, (g) очисну балку для проміжного простору, (h) пристрій вихідної сторони, що розпилює емульсію, (і) верхню очисну і охолоджувальну балку, (j) нижню очисну і охолоджувальну балку, (k) пристрій вимірювання даних стрічки, (l) ролик вимірювання натягнення стрічки, (m) опору із захисним пристроєм для пристрою вимірювання швидкості стрічки, (n) захисний пристрій для пристрою вимірювання товщини стрічки; (о) стаціонарні столи, що направляють стрічку і (р) ролик, що притискує стрічку, з інтегрованим пристроєм, що охолоджує стрічку. Вказані вище компоненти утворюють щонайменше один із блоків усередині проміжного простору кліті. Основою принципу роботи є те, що на лінії прокатки прокатного стану і всередині прокатної кліті для розміщення однакових, схожих або різних блоків для остаточного монтажу в робочому стані утворена основна рама з двох поперечок, бічних захисних стінок і захисної решітки Нижче приводиться опис прикладів виконання винаходу з посиланнями на додані креслення, на яких зображено: Фіг.1 - частина прокатного стану, наприклад, прокатного стану тандем, на вигляді збоку; Фіг.2 основна рама для розміщення окремих груп одного або декількох блоків у проміжному просторі кліті поза лінією прокатки, тобто для попереднього монтажу з функціональними перевірками в майстерні з модулем вхідної сторони і модулем вихідної сторони, в ізометричній проекції і Фіг.3 - та ж основна рама, лише з одним блоком. 90102 6 Па Фіг.1 показані дві окремі прокатні кліті 1, що лежать на одній лінії 6 прокатки. Кожна прокатна кліть 1 складається (упоперек напряму 11 прокатки) зі станин 1а і 1b прокатної кліті які лежать одна за одною. Декілька таких прокатних клітей 1 утворюють прокатний стан 2. Наприклад, послідовність із п'яти прокатних клітей 1 може утворювати прокатний стан 3 тандем. Кожна прокатна кліть 1 забезпечена прокатною арматурою 4. Прокатну арматуру 4 утворюють однакові і/або аналогічні і/або різні блоки 5 Такі блоки 5 називають модулями Блоки 5 кріпляться як модулі 12 вхідної сторони і як модулі 13 вихідної сторони в кожній прокатній кліті 1 і в проміжному просторі 9 кліті на основній рамі 8 (див. Фіг.2 і 3). Основна рама 8 утворює в проміжному просторі 9 кліті особливий, самостійний блок 5. Ця основна рама 8 складається з двох поперечок 19, бічних захисних стінок 1а і 1b і колосникової решітки 21. У проміжному просторі 9 кліті знаходяться на основній рамі 8 ліворуч модуль 13 вихідної сторони і праворуч модуль 12 вхідної сторони. Ці блоки 5 у проміжному просторі 9 кліті конструктивно відносяться до місця 10 опори і кріпляться там. Місця 10 опори можуть бути передбачені вже на стадії проектування, незалежно від встановлюваних блоків 5. Переваги винаходу забезпечуються в основному тим, що блоки 5 розташовуються для попереднього монтажу з функціональними перевірками на монтажній плиті (не зображена) поза прокатною кліттю 1, наприклад, у майстерні регулюються і/або перевіряються поза прокатною кліттю 1, і що, якнайменше, один відрегульований і/або перевірений блок 5 розташовується між прокатними клітями, по суті в проміжному просторі 9 кліті, і кріпиться на конструктивно заданих місцях 10 опори станин 1а і 1b прокатної кліті Нижче приводиться опис прикладів виконання блоку 5 як модулів 12 вхідної сторони: прокатна арматура 4 містить балки 14 вхідної сторони, що розпилюють емульсію. Для цього передбачена верхня розпилювальна балка 15а для змащування осередку деформації і нижня розпилювальна балка 15b для змащування осередку деформації. Перед ними розташований пристрій 16, що затискає стрічку. Прокатна стрічка направляється за допомогою стола 18, що направляє стрічку. У напрямку 11 прокатки такий блок 5 може бути розташований у першій прокатній кліті 1 прокатного стану 2 як модуль 12 вхідної сторони між відповідними одна одній станинами 1a, 1b. Блок 5 у проміжному просторі 9 кліті монтується на основній рамі 8, двох поперечках 19 з розташованими по обох сторонах захисними стінками 17а, 17b, при цьому для виконання робіт обслуговуючим персоналом служать захисна решітка 21. Основна рама утримується на опорних місцях 10. Нижче приводиться опис прикладів виконання для іншого блоку 5 як модуля 13 вихідної сторони: в цьому випадку модуль 13 вихідної сторони позначений як модуль 22а вихідної сторони проміжного простору і забезпечений відгиначем 22 стрічки. Відгинач 22 стрічки розташований біля нижнього робочого валка 23b. Прокатна арматура 4 закріп 7 лена на стінках 24 станини. Для комплекту валків із робочих і опорних валків передбачена очисна балка 25 проміжного простору, верхня очисна і охолоджувальна балка 26а і нижня очисна і охолоджувальна балка 26b. Між цими деталями знаходиться пристрій 28 вимірювання даних стрічки. Перед входом у праву прокатну кліть 1 знаходиться ролик вимірювання натягнення стрічки. Навколо нього розташована опора і захисний пристрій 29 для частин визначення швидкості стрічки. Крім того, опора 30 для пристрою вимірювання швидкості стрічки закріплена на основній рамі 8. Показано також захисний пристрій 31 для пристрою вимірювання товщини стрічки. Потім зображений стаціонарний стіл 32, який направляє стрічку, з роликом 33, який притискує стрічку, з інтегрованим пристроєм для охолоджування стрічки. У цьому випадку блок 5, тобто модуль 12 вхідної сторони утворює вхідний модуль 34 проміжного простору кліті Відповідно до цього (аналогічно розпилювальній балці 14 вхідної сторони) утворена балка 35 вхідної сторони, яка розпилює емульсію. Вона складається (аналогічно балкам 15а, 15b) з верхньої розпилювальної балки 36а для змащення прокатного зазору і нижньої розпилювальної балки 36b для змащення прокатного зазору. Додатково до цього, в даному випадку модуль 13 вихідної сторони містить систему 37, яка розпилює емульсію, з багатозонним охолоджувальним мастилом. Аналогічно розпилювальним балкам 15а, 15b, верхня розпилювальна балка 38а передбачена для змащення осередку деформації і багатозонного охолоджування. Очисній балці 25 проміжного простору відповідає очисна балка 40 проміжного простору. Пристрою 16, який затискає стрічку, відповідає пристрій 41, який затискає стрічку, з додатковим обладнанням, при цьому зона приводу пристрою 41. що затискає стрічку, позначена позицією 42. Ці елементи закріплені на стінці 43 станини. Також передбачені напрямний стіл 44 і поворотний стіл 45, що направляє стрічку. На Фіг.2 показана конструкція для попереднього монтажу з функціональними перевірками поза прокатною лінією 6, наприклад, у майстерні. Модулі 12 вхідної сторони і модулі 13 вихідної сторони передбачені з відповідними стінками 7а і 7b, які захищають від бризок. Основна рама 8 забезпечена для подальшого кріплення па станинах 1a, 1b кліті бічними захисними стінками 17а, 17b. На Фіг.3 показана основна рама 8 із двома поперечками 19 і бічними захисними стінками 17а, 17b. При розгляді у напрямку 11 прокатки поруч один з одним знаходяться стіл 18, який направляє стрічку, бічні захисні стінки 17а, 17b, пристрій 16, 41, який затискає стрічку, і верхня розпилювальна балка 38а, а також верхня розпилювальна балка 38b. Перелік позицій 1 Прокатна кліть 1а Станина прокатної кліті 1b Станина прокатної кліті 2 Прокатний стан 3 Прокатний стан тандем 4 Прокат на арматура 5 Блок 90102 8 6 Лінія прокатки 7а Стінка, яка захищає від бризок 7b Cтінка, яка захищає від бризок 8 Основна рама 9 Проміжний простір кліті 10 Місце опори 11 Напрям прокатки 12 Модуль вхідної сторони 13 Модуль вихідної сторони 14 Балка вхідної сторони, яка розпилює емульсію 15а Верхня розпилювальна балка для змащення осередку деформації 15b Нижня розпилювальна балка для змащення осередку деформації 16 Пристрій, який затискає стрічку 17а Бічна захисна стінка 17b Бічна захисна стінка 18 Стіл, який направляє стрічку 19 Дві поперечини 20 21 Захисна решітка 22 Відгинач стрічки для робочих валків 22а Модуль вихідної сторони проміжного простору 23а Верхній робочий валок із відгиначем стрічки 23b Нижній робочий валок із відгиначем стрічки 24 Бічна синка 25 Очисна балка проміжного простору 26а Верхня очисна і охолоджувальна балка 26b Нижня очисна і охолоджувальна балка 27 Пристрій вимірювання даних стрічки 28 Ролик для вимірювання натягнення стрічки 29 Опора і захисне пристосування для вимірювання швидкості стрічки 30 Опора для пристрою вимірювання швидкості стрічки 31 Захисне пристосування для пристроїв вимірювання і общини стрічки 32 Стаціонарний с гін, який направляє стрічку 33 Ролик, який притискує стрічку, з інтегрованим пристроєм, який охолоджує стрічку 34 Модуль вхідної сторони проміжного простору кліті 35 Балка вхідної сторони, яка розпилює емульсію 36а Верхня розпилювальна балка для змащення осередку деформації 36b Нижня розпилювальна балка для змащення осередку деформації 37 Система розпилення емульсії і багатозонного охолоджувального мастила 38а Верхня розпилювальна балка для змащення осередку деформації і багатозонного охолоджування 38b Нижня розпилювальна балка для змащення осередку деформації і багатозонного охолоджування 39 40 Очисна балка проміжною простору 41 Пристрій, що затискає стрічку, з додатковим обладнанням 9 42 Зона приводу пристрою, який затискає стрічку 43 Стінка станини 90102 10 44 Напрямний стіл 45 Поворотний стіл, який направляє стрічку 11 Комп’ютерна верстка А. Рябко 90102 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting and functional verification of roll fittings and roll fittings for rolling stands or rolling mills after functional verification
Автори англійськоюGiesler Otmar, Filk Edgar, Vanbibber Michael L., Nold David A.
Назва патенту російськоюСпособ монтажа и функциональной проверки прокатной арматуры и прокатная арматура для монтажа и прокатных клетях или прокатных станах после функциональной проверки
Автори російськоюГислер Отмар, Филк Эдгар, Ванбиббер Майкл Л., Нолд Дэвид А.
МПК / Мітки
МПК: B21B 27/06, B21B 39/14, B21B 45/02
Мітки: клітях, монтажу, прокатних, станах, спосіб, арматура, прокатної, функціонально, прокатна, перевірки, арматури
Код посилання
<a href="https://ua.patents.su/6-90102-sposib-montazhu-i-funkcionalno-perevirki-prokatno-armaturi-ta-prokatna-armatura-dlya-montazhu-v-prokatnikh-klityakh-abo-prokatnikh-stanakh-pislya-funkcionalno-perevirki.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу і функціональної перевірки прокатної арматури та прокатна арматура для монтажу в прокатних клітях або прокатних станах після функціональної перевірки</a>
Встановлювальний циліндр для встановлення прокатних валків у прокатних клітях, зокрема у вертикальних обтискних клітях, та спосіб його експлуатації (варіанти)
Номер патенту: 89485
Опубліковано: 10.02.2010
Автори: Лінднер Флоріан, Вендт Штефан
МПК: B21B 31/16
Мітки: вертикальних, зокрема, спосіб, прокатних, клітях, обтискних, циліндр, варіанти, експлуатації, встановлення, валків, встановлювальний
Формула / Реферат:
1. Встановлювальний циліндр для прокатних валків, що забезпечує їх прискорене і значне за величиною переміщення у прокатних клітях, зокрема у вертикальних обтискних прокатних клітях, який містить щонайменше один поршень (1), виконаний з можливістю впливу зі сторони через опорні подушки щонайменше одного робочого валка або одного проміжного валка на робочий валок, причому поршень (1) оснащений двома оберненими у протилежні сторони штоками (2,...
Напрямний пристрій проведення заготовки прокату у вертикальних прокатних клітях
Номер патенту: 77979
Опубліковано: 15.02.2007
Автори: Кляйн Ахім, Вендт Штефан
МПК: B21B 13/06, B21B 39/14
Мітки: клітях, проведення, напрямний, пристрій, прокату, прокатних, вертикальних, заготовки
Формула / Реферат:
1. Напрямний пристрій у вертикальних прокатних клітях (WG) з розташованими з обох боків парами вертикальних валків (VW), зверху роликів (RR) рольганга, за допомогою якого подається заготовка прокату спочатку в одному, а потім у зворотному напрямку, і встановлюваними перпендикулярно напрямку прокатування з можливістю пересування, настроювання і жорсткого закріплення тримачами (TR) вертикальних напрямних пластин (FP) для спрямовування прокату,...
Прокатна кліть і спосіб регулювання прокатної кліті
Номер патенту: 83819
Опубліковано: 26.08.2008
Автор: Денкер Вольфганг
МПК: B21B 31/00
Мітки: спосіб, регулювання, прокатної, прокатна, кліті, кліть
Формула / Реферат:
1. Прокатна кліть, що складається з чотирьох колон (1) станини, які нерухомо з'єднані з опорною плитою (6) і в яких нерухомо в осьовому напрямку розташовані з можливістю обертання ходові вали (3), верхні і нижні кінці яких обладнані протихідною різьбою і на яких розміщені верхня і нижня траверси (4, 5), та за допомогою яких можна регулювати з протиходом відносно один одного комплекти валків, причому між нижньою подушкою (8) опорного...
Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів
Номер патенту: 34547
Опубліковано: 15.03.2001
Автори: Савенко Юрій Євдокимович, Промисловський Веніамін Давидович, Білобров Юрій Миколайович
МПК: B23C 1/00
Мітки: станин, прокатних, прорізів, обробки, спосіб, станів, верстата, монтажу, переносного
Формула / Реферат:
Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів, що включає установку у прорізі кліті основи переносного верстата, стояка з верхніми напрямними та взаємодіючої з ними додаткової опори, який відрізняється тим, що додаткову опору попередньо жорстко кріплять до верхніх напрямнихстояка, після чого стояк спільно з додатковою опорою встановлюють на основу переносного верстата, переміщують у проріз кліті і фіксують...
Універсальна кліть подвійного призначення для прокатних станів та пристрій для заміни валків на таких клітях
Номер патенту: 12326
Опубліковано: 25.12.1996
Автори: Альфредо Полоні, Фаусто Дрігані
МПК: B21B 13/08, B21B 31/00
Мітки: валків, пристрій, подвійного, універсальна, призначення, прокатних, таких, заміни, клітях, кліть, станів
Формула / Реферат:
(57) 1. Универсальная клеть двойного назначения для прокатных станов, содержащая установленный на плитовине узел станин с нажимным устройством и средствами фиксации нажимных винтов, подушки с горизонтальными и вертикальными валками, средство фиксации станин, средство крепления станин к плитовине, отличающаяся тем, что узел станин выполнен в виде четырех стоек с наружными опорными выступами для установки средств крепления станин к плитовине, с...
Попередній патент: Мультивібратор
Наступний патент: Напівавтоматична система для виготовлення великих електричних котушок індуктивності
Випадковий патент: Планетарна муфта