Пристрій для заміни і транспортування прокатних валків
Формула / Реферат
1. Платформа (23), що поперечно зсувається, для заміни комплекту робочих валків (7, 8, 22) на ділянці кліті (4) прокатного стана в прокатному цеху (1), причому платформа (23), що поперечно зсувається, має декілька опорних роликів (24), за допомогою яких вона переміщається по паралельних рейках (26), розташованих по обох сторонах ями (10) для заміни валків, за допомогою гідравлічного циліндра (28), яка відрізняється тим, що платформа (23), що поперечно зсувається, призначена для прийому як демонтованого, так і нового комплекту (22) робочих валків з розміщенням їх паралельно один одному, при цьому платформа (23), що поперечно зсувається, обладнана опорними роликами (24) по своїй довжині таким чином, що під час витягання використаних робочих валків з кліті (4) з одного боку вона перекриває яму для заміни валків і по обох сторонах ями (10) спирається на рейки (26), а з іншого при боковому переміщенні через яму (10) для її звільнення може спиратися на рейки (26) тільки з одного боку ями (10).
2. Платформа, що поперечно зсувається, за п. 1, яка відрізняється тим, що платформа (23), що поперечно зсувається, виконана для пересування по двох паралельних рейках (26).
3. Платформа, що поперечно зсувається, за п. 2, яка відрізняється тим, що на платформі (23) встановлено по шість опорних роликів (24) в два ряди.
4. Платформа, що поперечно зсувається, за п. 3, яка відрізняється тим, що опорні ролики (24) встановлені на дворядні упорні підшипники.
5. Платформа, що поперечно зсувається, за будь-яким з пп. 1-4, яка відрізняється тим, що платформа (23), що поперечно зсувається, виконана як сталева конструкція.
Текст
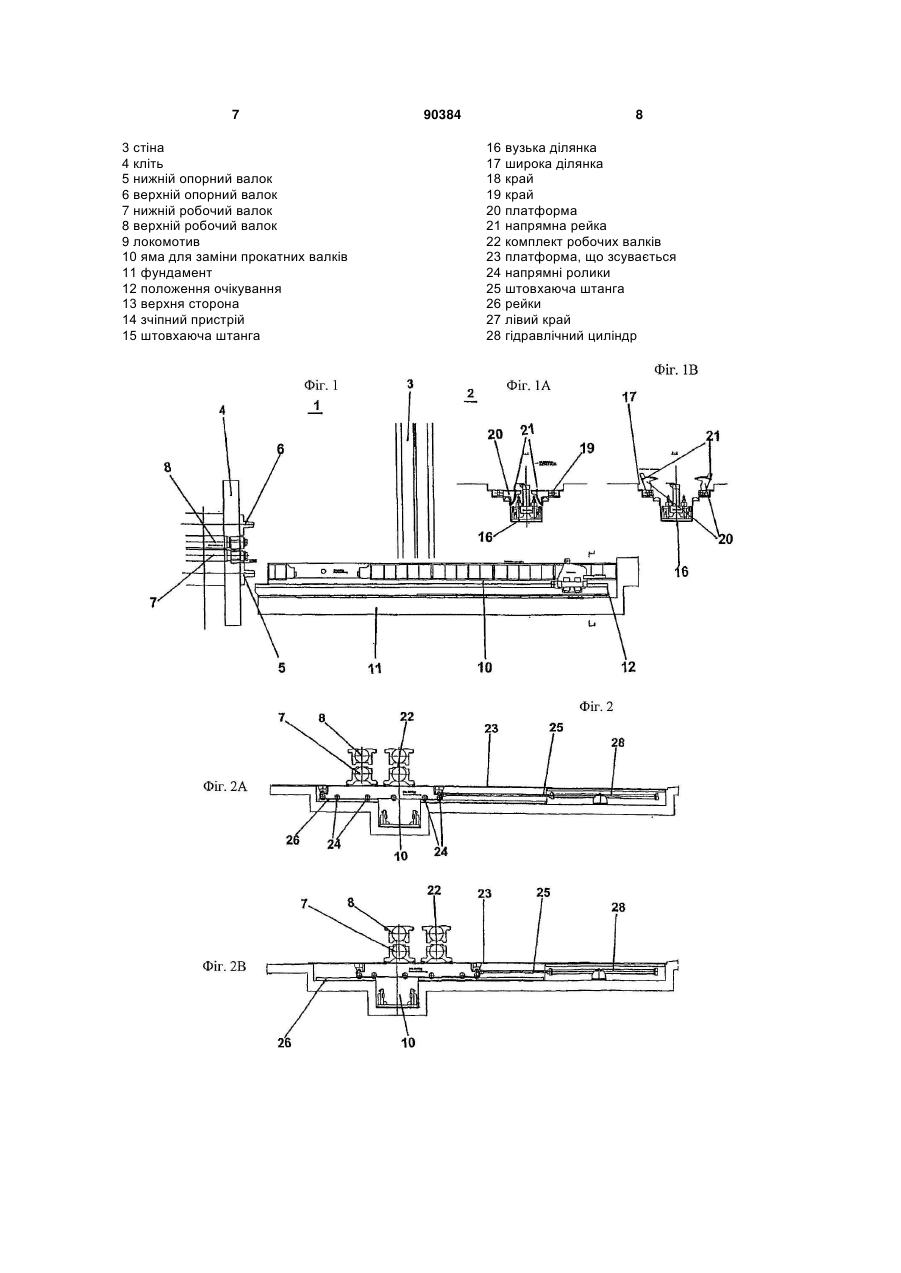
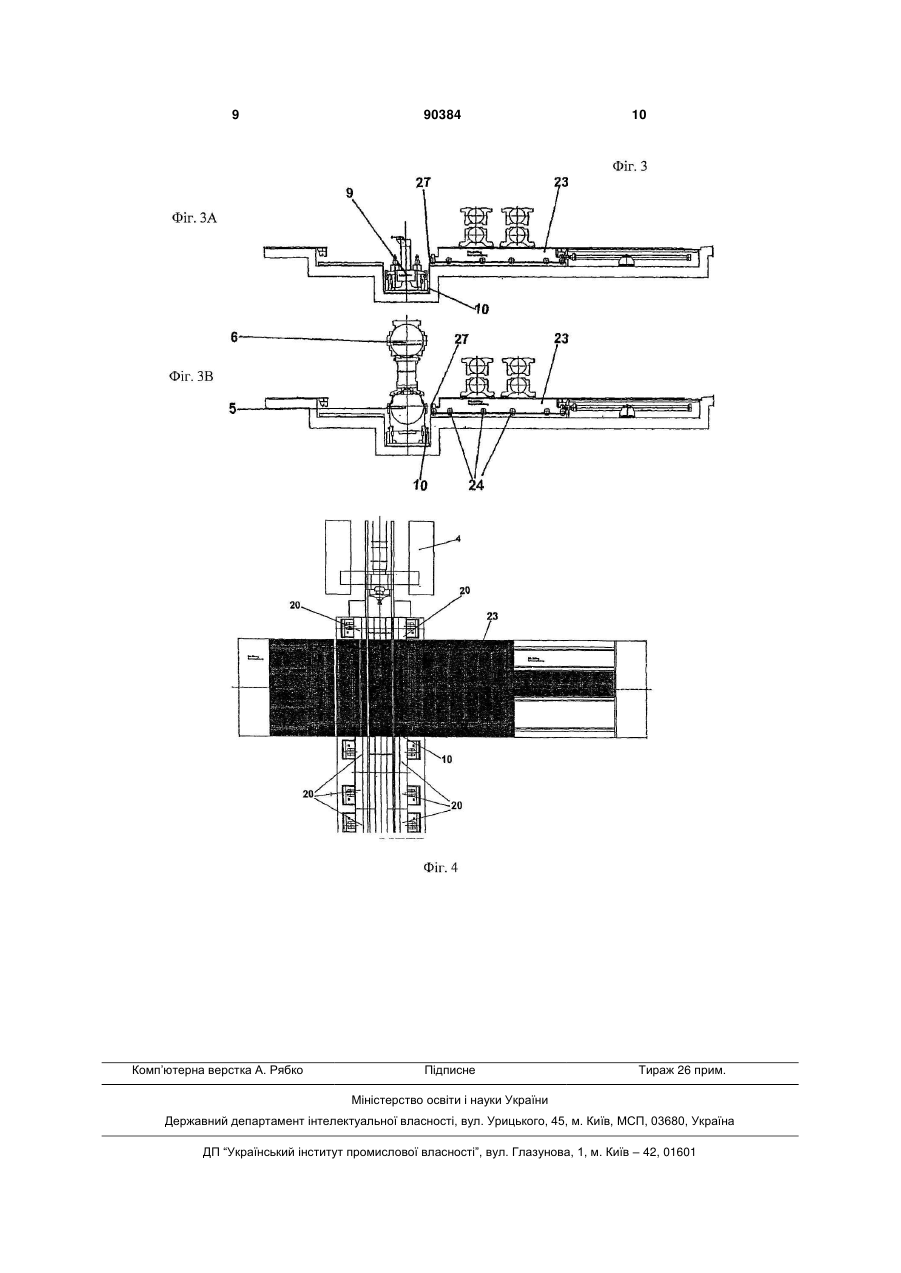
1. Платформа (23), що поперечно зсувається, для заміни комплекту робочих валків (7, 8, 22) на ділянці кліті (4) прокатного стана в прокатному цеху (1), причому платформа (23), що поперечно зсувається, має декілька опорних роликів (24), за допомогою яких вона переміщається по паралельних рейках (26), розташованих по обох сторонах ями (10) для заміни валків, за допомогою гідравлічного циліндра (28), яка відрізняється тим, що платформа (23), що поперечно зсувається, приз C2 2 (19) 1 3 опорних валків витягується або знов всовується. Звідси відомий також відповідний спосіб. З WO 2004/039512 А1 відома тягнуча машина, за допомогою якою комплекти валків виймаються в ремонтному цеху і, відповідно, повертаються назад. Тягнуча машина пересувається, коли її зубчасті колеса знаходяться в зачепленні із зубчастою рейкою. З DE 4321663 А1 відомий прокатний стан з передбаченими на стороні обслуговування кліті плитами супорта, що спираються по мірі необхідності на візки і зсуваються упоперек осей валків; ці плити обладнані як мінімум двома розташованими один біля одного парами рейок для прийому навантажених на ролики комплектів робочих валків; і з ямами, що відносяться до клітей, підлога яких оснащена рейками для вивозу комплектів опорних валків. При цьому ями між клітями і плитами супорта по довжині перекриваються відкидними кришками, що у вихідному положенні зафіксовані в ямах і повертаються з них назовні у випадку заміни прокатних валків; ці кришки обладнані відповідними плитами супорта, призначеними для витягання комплектів робочих валків та їх переміщення на одну з двоколійних гілок. З WO 03/015949 А1 відомий пристрій для заміни робочих та опорних валків штабового прокатного стану за допомогою кліті візка, що зсувається упоперек, для зміни валків, який захоплює демонтовані старі комплекти валків і робить можливим заміну їх на нові. Пристрій складається з встановленого міцно по місцю на рівні підлоги печі циліндра для знімання валків, поршень якого рухається упоперек кліті; з витяжного візка, розташованого на передньому кінці поршня циліндра для зміни валків, на який візок для зміни валків зсувається і з'єднується з цим таким чином, що витяжний візок разом з візком для зміни валків зсувається вказаним циліндром упоперек від комплекту валків. Далі, на візку для зміни валків встановлений стіл, що поперечно зсувається, який зсувається незалежним від візка для зміни валків зсувним циліндром упоперек напрямку руху візка і за допомогою якого призначені до заміни комплекти валків доставляються в змінне положення в одну лінію в центрі кліті. Також наводиться опис цього способу. WO 2005/089972 А1 описує спосіб заміни комплектів валків в клітях прокатного стану з декількома клітями, які мають комплекти опорних і робочих валків, за допомогою обпирання один на один і подальшим вивозом в напрямку осі комплекту робочих або опорних валків на стороні обслуговування в цех ремонту валків і на закінчення повернення і монтаж нових комплектів валків. При цьому тільки по одному комплекту зношених робочих валків із загальної кількості клітей на стороні, що обслуговується, які транспортуються окремими візками, що поперечно зсуваються, перевозиться в цех ремонту валків і звідти повертаються один за іншим одним єдиним локомотивом по одній єдиній колії і розвантажується на відповідні візки, що поперечно зсуваються, між клітями і після звільнення сторони обслуговування за допомогою візків, що поперечно зсуваються, після демонтованих зношених комплектів робочих валків вивозяться зно 90384 4 шені опорні валки і за допомогою крана переправляються в цех ремонту, повертаються назад і знов встановлюються у відповідні кліті. Далі йде опис обладнання, що стосується цього способу. З публікації US 2002/078728 Α1 відома платформа, що поперечно зсувається, для заміни комплекту робочих валків на ділянці кліті прокатного стану в прокатному цеху. Платформа, що поперечно зсувається, складається з множини окремих платформ, що зсуваються, пов'язаних між собою, наприклад, віссю (штирем). Ці окремі платформи пересуваються окремо або як єдине ціле упоперек напрямку ями для заміни прокатних валків, тобто в напрямку або проти напрямку прокатки по розташованих з обох сторін ями рейках. Кожна окрема платформа, що зсувається, має таку ширину, щоб могла прийняти тільки один робочий комплект, що складається з нижнього і верхнього робочих валків. При перетині ями окремі платформи, що зсуваються, підтримуються з одного кінця своїм обпертим в яму плунжером, в той час як іншим кінцем вони лежать на рейках на одній стороні ями. Плунжер в цьому випадку переміщається разом з обпертою на нього платформою всередині ями, тобто упоперек ями. Документ WO 2004/050 271 А1 передбачає супортну плиту, що складається з множини вузьких окремих супортних плит. Для прийняття комплектів робочих валків окремі плити з'єднуються та утворюють покриваючу всю яму супортну плиту. Для заміни комплектів опорних валків на супортних плитах відсутні комплекти робочих валків. У зоні ями дві сусідні окремі супортні плити розчіпляються і зміщаються в сторону до звільнення ями. В основу винаходу покладена задача запропонувати гнучкий спосіб заміни і транспортування комплектів валків в прокатному цеху при незначних підготовчо-технічних витратах, а також пристрій для здійснення способу, що пропонується у винаході. Відповідно до винаходу задача вирішується завдяки тому, що платформа, що поперечно зсувається, сконструйована згідно з обмежувальною частиною пункту 1 формули винаходу і здатна приймати як демонтовані, так і нові комплекти робочих валків, що розташовуються паралельно один біля одного, і що платформа, що поперечно зсувається, так виконана по довжині та оснащенню опорними роликами, що вона, з одного боку, перекриває яму для заміни валків під час виймання відпрацьованого комплекту валків з кліті і спирається на рейки по обох сторонах ями, а з іншого боку, при боковій дії через яму для її звільнення може спиратися на рейки тільки з одного боку ями. Подальші удосконалення пристрою витікають з прикладених залежних пунктів. Пристрій для заміни робочих валків знаходиться на стороні обслуговування прокатного стану. Задача пристрою для заміни робочих валків полягає в тому, щоб витягнути з прокатної кліті використаний комплект робочих валків і, наприклад, транспортувати їх в ремонтний цех або новий відшліфований комплект валків доставити з ремонтного цеху до кліті прокатного стану. 5 Поперечний зсув комплекту валків, який називається також боковим ковзанням, здійснюється в прокатному цеху в зоні ями для зміни валків. Задача зсуву полягає в тому, щоб демонтований з прокатної кліті комплект робочих валків відсунути як можна далі від середини прокатного стану/середини ями, щоб новий комплект робочих валків міг розташуватися в центрі прокатного стану. Платформа, що зсувається, складається із сталевої конструкції з такими самими гладкими краями, як у платформ. Вона сконструйована таким чином, щоб два комплекти робочих валків відпрацьований і новий - могли б розташовуватися на ній одночасно. Гідравлічний циліндр пересуває платформу, що зсувається, в бажане положення. Сама платформа, що зсувається, спирається на рейки і пересувається в переважному виконанні на дванадцяти опорних роликах, встановлених на дворядних упорних підшипниках. Платформа, що зсувається, складається згідно з винаходом з простого моста і дозволяє завдяки роликам пересуватися за допомогою гідравлічного циліндра при кожній заміні опорних валків в сторону від ями для заміни валків, щоб звільнити всю ширину ями. Комплект опорних валків, і відповідно, опорні валки разом з подушкою можуть без перешкод транспортуватися з прокатної кліті за допомогою платформи локомотивом по ямі для зміни валків з прокатного цеху в ремонтний цех. Завантаження і розвантаження платформи, що зсувається, здійснюється цеховим краном. Далі, для складування платформи, що зсувається, в прокатному цеху не потрібне місце. Це призводить до економії часу. Для візків, що використовуються, при заміні більше не потрібні зубчасті рейки з міцного матеріалу і призматичні шпонки. Відпадає необхідність в дорогій обробці для зміцнення зубчастих рейок, а також в центруванні комплектних візків для зміни валків. Приклад виконання винаходу, представлений за допомогою дуже схематичних малюнків, описується більш детально. На Фіг.1 представлений поперечний розріз прокатного цеху з однією прокатною кліттю і відділеною стіною ремонтного цеху. На Фіг.2 представлена детально платформа, що зсувається, в прокатному цеху. На Фіг.3 представлена платформа, що зсувається, у відкритій ямі. На фіг.4 представлений вигляд зверху на платформу, що зсувається, при демонтажі робочих валків. На Фіг.5 представлений вигляд зверху на платформу, що зсувається, в правому положенні, до витягнення комплекту опорних валків. На Фіг.1 представлений зліва прокатний цех 1 в напрямку прокатки і справа ремонтний цех 2. Обидві ділянки розділені стіною 3. В прокатній кліті 4 встановлені верхній 6 і нижній 5 опорні валки, а також верхній8 і нижній 7 робочі валки. Для транспортування валків з прокатної кліті 4 в прокатному цеху в ремонтний цех 2 для шліфування використовується локомотив 9. Він знаходиться в ямі 10 для зміни валків, яка зв'язує прокатний цех 1 з 90384 6 ремонтним цехом 2. Все обладнання, як то рейки та інше - встановлене на одному, або відповідно декількох фундаментах 11. Локомотив може таким чином з позиції очікування 12 в правому кінці ями рухатися до прокатної кліті 4. На Фіг.1А та ЇВ представлено в поперечному розрізі, як локомотив 9 розташовується в ямі 10. Як видно, яма 10 розділена на нижню вузьку ділянку 16 і на верхню широку ділянку 17. Нижня вузька ділянка 16 лише трохи ширше локомотива 9. У верхній широкій ділянці 17 по обох краях 18, 19 є платформи 20. Вони опускаються при вийманні, відповідно, транспортуванні комплекту робочих валків 7, 8 і мають на верхній стороні напрямні рейки 21, по яких може переміщатися комплект робочих валків 7, 8. Між платформами 20 є проміжок, що дозволяє проїжджати локомотиву 9 з встановленим вгорі 13 зчіпним пристроєм 14. Для транспортування великих в діаметрі опорних валків 5, 6 платформи 20 підіймаються вгору і таким чином розширюють проїзд. Демонтовані комплекти робочих валків 7, 8 замінюються новими. Це відбувається можливо швидко, щоб мінімізувати час простою прокатної кліті. Тому передбачено, щоб нові комплекти робочих валків підготовлювалися вже в прокатному цеху 1. На Фіг.2 представлений подібний пристрій. Пристрій, який називається також боковим ковзанням, передбачає, щоб демонтований комплект робочих валків, що складається з робочих валків 7, 8, і новий комплект робочих валків 22, могли б розташуватися паралельно один біля одного на платформі 23, що поперечно зсувається. На Фіг.2А демонтований комплект робочих валків знаходиться зліва. Платформа 23, що зсувається, спирається при цьому на правий і лівий краї ями для зміни валків 10. Для зсуву використовується гідравлічний циліндр 28 із штангою 25. Платформа 23, що зсувається, переміщається за допомогою декількох роликів 24 по рейках 26. На Фіг.2В представлене положення платформи 23, що зсувається, в якій можливо здвинути новий комплект робочих валків 22 в прокатну кліть 4. Щоб витягнути локомотивом 9 з кліті 4 комплект опорних валків, що складається з опорних валків 5, 6, треба звільнити яму 10 для заміни валків. Для цього платформи 20 підіймаються. Надалі платформа 23, що зсувається, відводиться вправо на таку відстань (див. Фіг.3А, 3В), щоб лівий край 27 платформи 23, що поперечно зсувається, повністю звільнив яму 10 для заміни валків. Завдяки наявності у платформи 23 великої кількості роликів 24 і відомій довжині вона може в перехідній зоні спиратися тільки на одну сторону ями. На Фіг.4 представлена у вигляді зверху конфігурація, коли платформа 23, що зсувається, перекриває яму 10. На Фіг.5 платформа 23, що зсувається, знаходиться в положенні, коли яма 10 для заміни валків звільнена для витягнення комплекту опорних валків 5, 6. Для цього платформи 20 з рейками повинні бути підняті, відповідно, відкинуті догори. Список позначень на фігурах: 1 прокатний цех 2 ремонтний цех 7 3 стіна 4 кліть 5 нижній опорний валок 6 верхній опорний валок 7 нижній робочий валок 8 верхній робочий валок 9 локомотив 10 яма для заміни прокатних валків 11 фундамент 12 положення очікування 13 верхня сторона 14 зчіпний пристрій 15 штовхаюча штанга 90384 8 16 вузька ділянка 17 широка ділянка 18 край 19 край 20 платформа 21 напрямна рейка 22 комплект робочих валків 23 платформа, що зсувається 24 напрямні ролики 25 штовхаюча штанга 26 рейки 27 лівий край 28 гідравлічний циліндр 9 Комп’ютерна верстка А. Рябко 90384 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for changing and transporting rolls
Автори англійськоюBlecher Gerhard
Назва патенту російськоюУстройство для замены и транспортировки прокатных валков
Автори російськоюБлехер Герхард
МПК / Мітки
МПК: B21B 31/00
Мітки: заміни, пристрій, валків, транспортування, прокатних
Код посилання
<a href="https://ua.patents.su/5-90384-pristrijj-dlya-zamini-i-transportuvannya-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для заміни і транспортування прокатних валків</a>
Спосіб і пристрій для заміни комплектів валків в робочих клітях прокатного стана
Номер патенту: 87677
Опубліковано: 10.08.2009
Автор: Раккель Харальд
МПК: B21B 31/00
Мітки: робочих, заміни, спосіб, клітях, пристрій, прокатного, валків, стана, комплектів
Формула / Реферат:
1. Спосіб заміни комплектів (5, 6) валків у робочих клітях (2, 3, 4) прокатного стана (1) з робочими клітями (2, 3, 4), що включають відповідно комплекти (5, 6) опорних і робочих валків, при якому валки спираються один на одного і потім комплект (6) робочих валків або комплект (5) опорних валків викочують в осьовому напрямку на стороні (1b) обслуговування і передають в токарний цех (20), а потім доставляють і встановлюють нові комплекти (5,...
Спосіб заміни робочих та опорних валків прокатних клітей кварто та пристрій для його здійснення
Номер патенту: 12946
Опубліковано: 28.02.1997
Автори: Тіунов Володимир Миколайович, Ільїн Володимир Петрович, Плугатар Віктор Семенович
МПК: B21B 31/00
Мітки: валків, пристрій, спосіб, кварто, прокатних, робочих, здійснення, заміни, клітей, опорних
Формула / Реферат:
(57) 1.Способ замены рабочих и опорних валков прокатных клетей кварто, включающий вывалку изношенных рабочих валков из клети на тележку боковой сдвижки, подвижную вдоль оси прокатки, первое перемещение этой тележки в положение приема из клети изношенных опорных валков, завалку в клеть вставки для перевалки верхнего опорного валка, вывалку изношенных опорных валков из клети на тележку боковой сдвижки, второе перемещение этой теліжки до...
Пристрій для заміни консольних валків та обладнання, яке до них відноситься, в прокатних станах

Номер патенту: 9875
Опубліковано: 30.09.1996
Автор: Фаусто Дрігані
МПК: B21B 31/00
Мітки: станах, них, валків, консольних, прокатних, обладнання, відноситься, пристрій, яке, заміни
Формула / Реферат:
(57) 1. Устройство для замены консольных валков и относящегося к ним оборудования в прокатных станах, содержащее опорное средство, установленное с возможностью перемещения относительно стана, поворотную платформу, размещенную в подшипниках на опорном средстве, установочный блок, расположенный на поворотной платформе с возможностью линейного перемещения относительно нее, и захваты валков, размещенные на установочном блоке, отличающееся тем,...
Універсальна кліть подвійного призначення для прокатних станів та пристрій для заміни валків на таких клітях
Номер патенту: 12326
Опубліковано: 25.12.1996
Автори: Альфредо Полоні, Фаусто Дрігані
МПК: B21B 13/08, B21B 31/00
Мітки: універсальна, пристрій, призначення, кліть, прокатних, валків, заміни, таких, клітях, станів, подвійного
Формула / Реферат:
(57) 1. Универсальная клеть двойного назначения для прокатных станов, содержащая установленный на плитовине узел станин с нажимным устройством и средствами фиксации нажимных винтов, подушки с горизонтальными и вертикальными валками, средство фиксации станин, средство крепления станин к плитовине, отличающаяся тем, что узел станин выполнен в виде четырех стоек с наружными опорными выступами для установки средств крепления станин к плитовине, с...
Пристрій для рифлення прокатних валків
Номер патенту: 62302
Опубліковано: 15.12.2003
Автори: Бігунов Олександр Олександрович, Роганов Лев Леонідович, Карнаух Сергій Григорович, Сатонін Олександр Володимирович
МПК: B21H 7/00
Мітки: валків, рифлення, пристрій, прокатних
Формула / Реферат:
Пристрій для рифлення прокатних валків складається з корпуса, у якому на осях встановлені накатні ролики, механізму подовжнього переміщення пристрою уздовж осі валка і притиску накатних роликів до робочих валків, який відрізняється тим, що механізм переміщення виконаний у вигляді гвинтової пари, що складається з привідного ролика і нерухомого гвинта, який закріплений у станині прокатної кліті, а функцію механізму притиску виконує натискний...
Попередній патент: Багатопозиційний привод
Наступний патент: Спосіб виключення впливу обмежених за амплітудою завад в системах термінального керування
Випадковий патент: Система охорони об'єктів