Спосіб обробки рідкого металу в ковші-печі та пристрій для його здійснення
Номер патенту: 90389
Опубліковано: 26.04.2010
Автори: Біленький Давид Миронович, Ганжа Микола Сергійович, Курпас Володимир Іванович, Найдек Володимир Леонтійович, Мельник Сергій Григорович, Нарівський Анатолій Васильович, Сичевський Анатолій Антонович
Формула / Реферат
1. Спосіб обробки рідкого металу в ковші-печі, за яким циркуляційне вакуумування рідкого металу здійснюють в камері з вертикальною перегородкою та одночасно продувають його газами крізь бокову стінку порожнини всмоктування, розташовану над поверхнею рідкого металу в ковші-печі, який відрізняється тим, що рідкий метал постійно переміщують газом в плазмовому стані з зони нагрівання цього металу електричною дугою крізь вакуумовану камеру з вертикальною перегородкою в ківш-піч і подають реагенти на поверхню вакуумованого рідкого металу.
2. Пристрій для обробки рідкого металу в ковші-печі, що містить ківш з рідким металом, кришкою та електродом або електродами в ній, який відрізняється тим, що на кришці встановлений циркуляційний вакууматор з дозатором для реагентів та заглибленим в рідкий метал плазмотроном в порожнині вказаного вакууматора, всмоктуючий патрубок якої занурено в об'єм рідкого металу, що нагрітий електричною дугою.
Текст
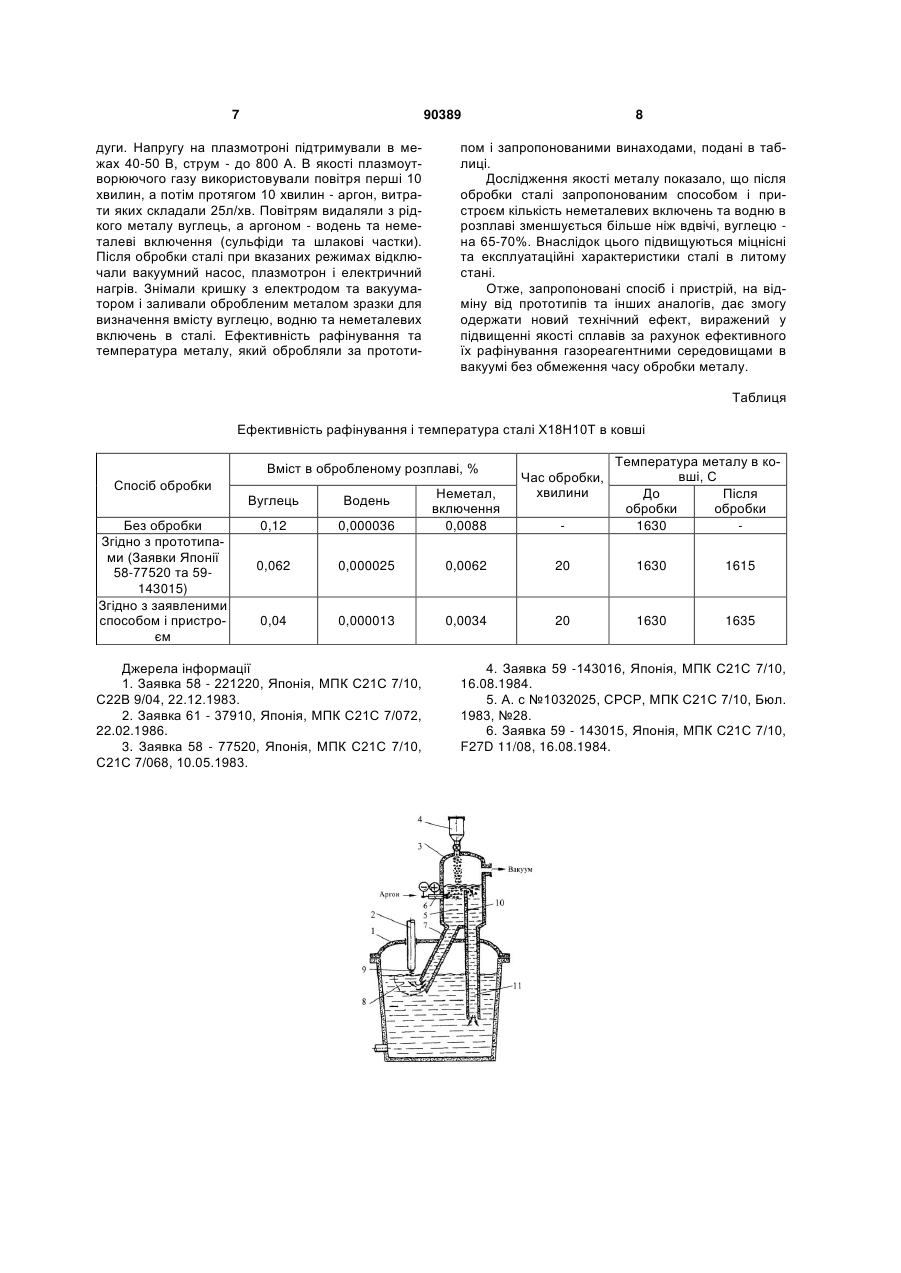
1. Спосіб обробки рідкого металу в ковші-печі, за яким циркуляційне вакуумування рідкого металу здійснюють в камері з вертикальною перегородкою та одночасно продувають його газами крізь бокову стінку порожнини всмоктування, розташовану над поверхнею рідкого металу в ковші-печі, який відрізняється тим, що рідкий метал постійно переміщують газом в плазмовому стані з зони нагрівання цього металу електричною дугою крізь вакуумовану камеру з вертикальною перегородкою в ківш-піч і подають реагенти на поверхню вакуумованого рідкого металу. 2. Пристрій для обробки рідкого металу в ковшіпечі, що містить ківш з рідким металом, кришкою та електродом або електродами в ній, який відрізняється тим, що на кришці встановлений циркуляційний вакууматор з дозатором для реагентів та заглибленим в рідкий метал плазмотроном в порожнині вказаного вакууматора, всмоктуючий патрубок якої занурено в об'єм рідкого металу, що нагрітий електричною дугою. UA (21) a200811145 (22) 15.09.2008 (24) 26.04.2010 (46) 26.04.2010, Бюл.№ 8, 2010 р. (72) НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, НАРІВСЬКИЙ АНАТОЛІЙ ВАСИЛЬОВИЧ, МЕЛЬНИК СЕРГІЙ ГРИГОРОВИЧ, КУРПАС ВОЛОДИМИР ІВАНОВИЧ, СИЧЕВСЬКИЙ АНАТОЛІЙ АНТОНОВИЧ, БІЛЕНЬКИЙ ДАВИД МИРОНОВИЧ, ГАНЖА МИКОЛА СЕРГІЙОВИЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU, 1 812 221, A1, 30.04.1993 UA, 75 166, C2, 15.03.2006 UA, 81 701, C2, 25.01.2008 RU, 2 233 339, C1, 27.07.2004 WO, 97/12067, A1, 03.04.1997 JP, 58-077520, A, 10.05.1983 JP, 58-221220, A, 22.12.1983 JP, 59-143015, A, 16.08.1984 JP, 59-143016, A, 16.08.1984 C2 2 (19) 1 3 сталі в ковші [3], за яким в розплав, що в ковші, занурюється камера, яка розділена на дві порожнини: для всмоктування металу та його зливу в ківш. У камері створюється розрідження і метал піднімається вгору за рахунок різниці тисків. Крізь фурму, що складається з внутрішньої та зовнішньої труб, метал в порожнині всмоктування продувають киснем та інертним газом (азот, аргон). Фурма розміщена в боковій стінці камери над поверхнею металу в ковші. Окислення вуглецю відбувається безперервно при циркуляції розплаву за рахунок ерліфтного його переміщення над перегородкою з порожнини всмоктування в зливну. Недоліками цього способу є недостатня ефективність нагріву металу та низькі швидкості газореагентної взаємодії в ньому при продувці холодним газом. При цьому обмежується час обробки металу і не досягається необхідний ступінь рафінування сталі. Відомий пристрій для вакуумної дегазації і нагріву металу [4], що складається з ковша, над яким розміщена вакуумна камера з всмоктуючим і зливним патрубками та футерована камера без днища, в яку встановлений один з електродів плазмотрону. Внутрішня стінка вакуумної камери електропровідна, що забезпечує підведення напруги до рідкого металу, який контактує з нею. Плазмова дуга горить між електродом плазмотрону і рідким металом в ковші. При цьому плазмова дуга ізольована від навколишнього простору футерованою камерою. Недоліком такого пристрою є низька ефективність нагріву металу через значні (до 60%) витрати тепла від плазмової дуги на випромінювання, мала стійкість вогнетривів у камері. Відомий пристрій для циркуляційного вакуумування сталі [5], який складається з вакуумної камери, всмоктуючого та зливного патрубків. З метою підвищення якості металу, камера має перегородку, що встановлена паралельно вісі камери і утворює з її днищем отвір, переріз якого більше ніж переріз зливного патрубка. Недоліками цього пристрою є зниження температури розплаву при транспортуванні його крізь вакуумну камеру холодним газом, що обмежує час обробки сталі, а також низька якість обробленого металу. Відомий також, вибраний як прототип, пристрій для вакуумної дегазації циркуляційного типу [6], який складається з вакуумної камери, вхідного та зливного патрубків, нагрівача у вигляді ємкості без дна, що прилягає до вхідного патрубка, а відкритий кінець її направлений до рідкого металу. У верхній частині цієї ємкості встановлений електрод, крізь який перепускають аргон. В стінці ємкості, що розміщена біля вхідного патрубку вакуумкамери, зроблені канали, по яких нагрітий плазмоутворюючий газ проходить у вхідний патрубок. В результаті цього не потрібна подача транспортного газу в патрубок вакуумкамери. Недоліками цього пристрою є невелика ефективність нагріву рідкого металу поверхневою плазмовою дугою через витрати тепла за рахунок випромінювання, низька стійкість вогнетривів в 90389 4 ємкості, які руйнуються під дією цього випромінювання, недостатній ступінь рафінування сплавів. В основу першого із групи винаходів покладено задачу удосконалення циркуляційного способу обробки рідкого металу в ковші-печі шляхом переміщення його газом в плазмовому стані із зони нагріву електричною дугою крізь вакуумну камеру в ківш, що забезпечить ефективне нагрівання розплаву під час рафінування і підвищення інтенсивності газореагентної взаємодії в ньому без обмеження тривалості обробки. В основу другого із групи винаходів покладено задачу удосконалення пристрою для вакуумної дегазації сплавів в ковші-печі шляхом встановлення на його кришці вакууматора з дозатором реагентів та заглибним плазмотроном, в порожнині всмоктування патрубок якої занурено в зону нагріву метала електричною дугою, що забезпечить високі ступінь рафінування металу газореагентними середовищами та ефективний його нагрів. Перша поставлена задача вирішується тим, що в способі обробки рідкого металу в ковші - печі, за яким циркуляційне вакуумування металу здійснюють в камері з вертикальною перегородкою. Розплав при цьому в порожнині всмоктування вакуумної камери продувають газами крізь фурму, яка розміщена в боковій стінці камери над поверхнею метала в ковші. Згідно з винаходом, рідкий метал, постійно переміщують газом в плазмовому стані із зони нагріву його електричною дугою крізь вакууматор в ківш і подають реагенти на поверхню вакуумуючого розплаву. При вступі в розплав, що знаходиться у порожнині всмоктування вакуумної камери, газ в плазмовому стані диспергується на дрібні високотемпературні пухирці. При цьому у рідкому металі утворюються міжфазова поверхня в 3-3,5 рази більше, ніж при диспергуванні холодного газу. Це сприяє інтенсивному газовиділенню з розплаву і збільшує швидкості газореагентної взаємодії в рідкометалевій ванні. В зв'язку з тим, що температура газових пухирців більше за температуру металу, то зростають швидкості масопереносу крізь межу розділу в рафінуючу фазу, що знаходиться в пухирцях. В результаті підвищуються ефективність видалення вуглецю з розплаву та ступінь рафінування сплавів від газів і неметалевих включень. Постійний відбір та переміщення нагрітого електричною дугою металу в вакууматор, додатковими нагріванням його плазмотроном, забезпечує перегрів розплаву до температури, яка вище, ніж середньомасова температура сплаву в ковші. Перегрітий розплав по зливному патрубку постійно надходить в глибину рідкометалевої ванни, що в ковші. В результаті цього у рідкому металі створюються інтенсивні конвективні потоки, які сприяють вирівнюванню температури та хімічного складу сплаву у всьому об'ємі ковша, а також виносу неметалевих включень на поверхню ванни. За рахунок цього підвищується якість сплавів, що обробляють запропонованим способом. Постійний відбір металу із зони його нагріву електричною дугою також зменшує випаровування легуючих компонентів з сталі та їх угар. Крім вка 5 заного при подачі азоту крізь плазмотрон можна азотувати сталь цим газом в плазмовому стані замість складної операції нітридного зміцнення рідкого металу. Друга поставлена задача вирішується тим, що в пристрої для обробки рідкого металу в ковшіпечі, який містить ківш з кришкою та електродом (дами) в ній. Згідно з винаходом, на кришці встановлений циркуляційний вакууматор з дозатором для реагентів та заглибним плазмотроном в порожнині, всмоктуючий патрубок якої занурено в об'єм розплаву, що нагрівається електричною дугою. Розміщення циркуляційного вакууматора з дозатором на кришці дозволяє проводити вакуумнореагентну обробку рідкого металу при комбінованому нагріві його електричною дугою та плазмотроном. Встановлення заглибного плазмотрону в вакуумований метал, що в порожнині всмоктування вакууматора, дозволяє підвищити інтенсивність газореагентної взаємодії в розплаві і ефективність рафінування сплавів та нагрівання металу з високим (> 92%) ККД (відсутні втрати тепла на випромінювання тому, що плазмовий струмінь занурено у рідкий метал). Разову порцію рафінуючих або модифікуючих домішок подають за допомогою дозатора у вакууматор в процесі обробки сплавів. Домішки потрапляють на поверхню розплаву в умовах вакууму, що запобігає їх окисленню. Тому домішки добре змочуються розплавом і рівномірно розподіляються у всьому об'ємі металу, який знаходиться в ковші. Занурення всмоктуючого патрубка в зону, де рідкий метал нагрівається електричною дугою, дозволяє перемішувати перегрітий розплав газом в плазмовому стані до глибинних шарів ванни. В результаті цього в рідкометалевій ванні створюються конвективні потоки, які сприяють вирівнюванню температури та хімічного складу у всьому об'ємі розплаву, що знаходиться в ковші. При цьому із рідкого металу виносяться гази та неметалеві включення на поверхню ванни і зменшується кількість легуючих в сплаві, що випаровуються при нагріві розплаву електричною дугою. Суть винаходу пояснюється кресленням. На Фіг. зображено заявлений пристрій для обробки рідкого металу в ковші-печі. Заявлений спосіб реалізують за допомогою вказаного пристрою таким чином. В ківш-піч заливають рідкий метал, який треба обробляти. На ківш з металом встановлюють кришку з електродом (дами) та циркуляційним вакууматором. Всмоктуючий патрубок вакууматора при цьому занурюється,в об'єм розплаву, де він нагрівається електричною дугою. Із зони нагріву рідкий метал постійно переміщують крізь вакууматор назад в ківш. Переміщення перегрітого розплаву металу з зони його нагріву можна здійснювати будь-яким з пристроїв, наприклад, електромагнітним, що забезпечує безперервну подачу метала крізь вакууматор в ківш. Однак, при цьому зменшується температура рідкого металу, що проходить крізь вакууматор, ускладнюється конструкція пристрою для здійснення способу. 90389 6 Найбільш доцільно застосувати для цього описаний нижче пристрій. Безперервне переміщення рідкого металу з зони нагріву його електричною дугою крізь вакууматор в цьому пристрої здійснюють газом в плазмовому стані, який надходить в вакуумуючий розплав з плазмотрону, що встановлено в порожнині всмоктування. Як показано на Фіг., пристрій для обробки рідкого металу в ковші-печі містить кришку 1 з електродом 2, циркуляційним вакууматором 3, в якому встановлений дозатор 4 для реагентів. В порожнині всмоктування 5 вакууматора встановлено заглибний плазмотрон 6, з якого газ в плазмовому стані поступає в розплав і диспергується на пухирці. Патрубок 7 порожнини всмоктування занурено в зону 8, де рідкий метал нагрівається електричною дугою 9, що горить між електродом (дами) 2 та розплавом. В вакууматорі порожнина всмоктування відділена від зливної вертикальною перегородкою 10. Зливний патрубок 11 занурено у глибину рідкометалевої ванни в ковші. Пристрій працює таким чином: При встановленні кришки 1 на ківш всмоктуючий 7 та зливний 11 патрубки вакууматора 3 занурюється в рідкий метал. При цьому всмоктуючий патрубок 7 зануряється в розплав, що в зоні 8 нагрівається електричною дугою 9. Потім подають напругу на верхній 2 та подовий електроди і збуджують електричну дугу між електродом 2 та розплавом. Після цього вмикають вакуумний насос (на Фіг. не показано) разом з плазмотроном 6. Під розрідженням рідкий метал піднімається вгору на задану висоту, яка регулюється величиною остаточного тиску в вакууматорі. Розплав з зони 8 нагріву його електричною дугою 9 постійно переміщується по всмоктую чому патрубку 7 та порожнині 5 над перегородкою 10 в зливну порожнину під дією газу в плазмовому стані за рахунок ерліфтного ефекту. Із зливного патрубка 11 перегрітий електричною дугою 8 та плазмотроном 6, розплав витікає в глибину рідкометалевої ванни, що в ковші. Реалізація запропонованих способу та пристрою була здійснена на сталі X18Н10Т, яку обробляли в тонному ковші-печі з дуговим нагрівом металу. Після заливки рідкого металу в ківш на нього встановлювали кришку, на якій були розміщені графітовий електрод ( = 150мм), циркуляційний вакууматор з плазмотроном непрямої дії (потужність 320КВт) у порожнині всмоктування та дозатором для реагентів. При цьому всмоктуючий патрубок вакууматора занурювався в зону нагріву розплаву електричною дугою на глибину 200250мм, а зливний - на 800-850мм. Після встановлення кришки на ківш подавали від джерела живлення напругу на графітовий електрод і збуджували електричну дугу між ним та розплавом шляхом короткого замикання. Потім встановлювали робочі параметри електричного нагріву метала від трансформатору ТСМ-5000 шляхом регулювання відстані між електродом та поверхнею розплаву (потужність нагріву складала 500-550КВт). Відкривали доступ газу до плазмотрону, подавали напругу на нього від джерела живлення АПР-403 і проводили підпал електричної 7 90389 дуги. Напругу на плазмотроні підтримували в межах 40-50 В, струм - до 800 А. В якості плазмоутворюючого газу використовували повітря перші 10 хвилин, а потім протягом 10 хвилин - аргон, витрати яких складали 25л/хв. Повітрям видаляли з рідкого металу вуглець, а аргоном - водень та неметалеві включення (сульфіди та шлакові частки). Після обробки сталі при вказаних режимах відключали вакуумний насос, плазмотрон і електричний нагрів. Знімали кришку з електродом та вакууматором і заливали обробленим металом зразки для визначення вмісту вуглецю, водню та неметалевих включень в сталі. Ефективність рафінування та температура металу, який обробляли за прототи 8 пом і запропонованими винаходами, подані в таблиці. Дослідження якості металу показало, що після обробки сталі запропонованим способом і пристроєм кількість неметалевих включень та водню в розплаві зменшується більше ніж вдвічі, вуглецю на 65-70%. Внаслідок цього підвищуються міцнісні та експлуатаційні характеристики сталі в литому стані. Отже, запропоновані спосіб і пристрій, на відміну від прототипів та інших аналогів, дає змогу одержати новий технічний ефект, виражений у підвищенні якості сплавів за рахунок ефективного їх рафінування газореагентними середовищами в вакуумі без обмеження часу обробки металу. Таблиця Ефективність рафінування і температура сталі X18Н10Т в ковші Вміст в обробленому розплаві, % Спосіб обробки Час обробки, хвилини Температура металу в ковші, С До Після обробки обробки 1630 Вуглець Без обробки Згідно з прототипами (Заявки Японії 58-77520 та 59143015) Згідно з заявленими способом і пристроєм Водень 0,12 0,000036 Неметал, включення 0,0088 0,062 0,000025 0,0062 20 1630 1615 0,04 0,000013 0,0034 20 1630 1635 Джерела інформації 1. Заявка 58 - 221220, Японія, МПК С21С 7/10, С22В 9/04, 22.12.1983. 2. Заявка 61 - 37910, Японія, МПК С21С 7/072, 22.02.1986. 3. Заявка 58 - 77520, Японія, МПК С21С 7/10, С21С 7/068, 10.05.1983. 4. Заявка 59 -143016, Японія, МПК С21С 7/10, 16.08.1984. 5. А. с №1032025, СРСР, МПК С21С 7/10, Бюл. 1983, №28. 6. Заявка 59 - 143015, Японія, МПК С21С 7/10, F27D 11/08, 16.08.1984. 9 Комп’ютерна верстка Л. Купенко 90389 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of liquid metal in the ladle-furnace and device for realization thereof
Автори англійськоюNaidek Volodymyr Leontiiovych, Narivskyi Anatolii Vasyliovych, Melnyk Serhii Hryhorovych, Kurpas Volodymyr Ivanovych, Sychevskyi Anatolii Antonovych, Bilenkyi Davyd Myronovych, Hanzha Mykola Serhiiovych
Назва патенту російськоюСпособ обработки жидкого металла в ковше-печи и устройство для его осуществления
Автори російськоюНайдек Владимир Леонтьевич, Наривский Анатолий Васильевич, Мельник Сергей Григорьевич, Курпас Владимир Иванович, Сичевский Анатолий Антонович, Беленький Давид Миронович, Ганжа Николай Сергеевич
МПК / Мітки
МПК: C22B 9/00, C21C 7/00, C21C 7/072, C21C 7/10, F27D 11/08
Мітки: пристрій, рідкого, металу, обробки, здійснення, ковші-печі, спосіб
Код посилання
<a href="https://ua.patents.su/5-90389-sposib-obrobki-ridkogo-metalu-v-kovshi-pechi-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкого металу в ковші-печі та пристрій для його здійснення</a>
Спосіб обробки розплаву металу у ковші та пристрій для його здійснення
Номер патенту: 49656
Опубліковано: 16.09.2002
Автори: Чепель Сергій Миколайович, Найденко Володимир Вікторович, Найдек Володимир Леонтійович, Звездін Олександр Опанасович
МПК: C21C 7/04, C21C 7/06, C22B 9/00, C21C 7/00, C22B 9/10
Мітки: ковші, спосіб, розплаву, металу, обробки, пристрій, здійснення
Формула / Реферат:
1. Спосіб обробки розплаву металу, що включає примусове введення в розплав за допомогою перемішувача домішок-реагентів і одночасне перемішування розплаву обертанням робочого тіла перемішувача в горизонтальній площині, який відрізняється тим, що робоче тіло перемішувача, виконане з самих реагентів, переміщують по вертикалі, створюючи турбулентно-ламінарні висхідні і низхідні потоки у розплаві, а витрати реагентів здійснюють дозовано.2....
Спосіб обробки рідкого металу в проміжному ковші
Номер патенту: 81701
Опубліковано: 25.01.2008
Автори: Смірнов Олексій Миколайович, Нарівський Анатолій Васильович, Найдек Володимир Леонтійович, Курпас Володимир Іванович, Якобше Ричард Якубович, Горюк Максим Степанович, Дубодєлов Віктор Іванович
МПК: H05H 1/26, C22B 9/00, C22B 9/05, C22B 9/04, C22B 9/22
Мітки: обробки, ковші, металу, спосіб, проміжному, рідкого
Формула / Реферат:
Спосіб обробки рідкого металу в проміжному ковші, який включає одночасне плазмове продування та нагрівання плазмоутворюючим газом вакуумованого рідкого металу у камері, вакуумне ущільнення якої здійснюють безпосередньо оброблюваним розплавом металу, який відрізняється тим, що вакуумування рідкого металу здійснюють постійно при русі його в кристалізатор машини безперервного лиття зливків через проміжний ківш та вертикальну перегородку в ньому...
Спосіб впливу на хімічний склад рідкого металу в ковші і комплекс устаткування для його здійснення
Номер патенту: 90303
Опубліковано: 26.04.2010
Автори: Бєлітченко Анатолій Константіновіч, Шумахер Едгар Евальдовіч, Зінковскій Іван Васільєвіч, Шумахер Евальд Антоновіч, Хьошеле Алєксандр Евальдовіч, Хлопонін Віктор Ніколаєвіч
МПК: B22D 1/00
Мітки: здійснення, ковші, склад, спосіб, устаткування, металу, впливу, комплекс, рідкого, хімічний
Формула / Реферат:
1. Спосіб впливу на хімічний склад рідкої сталі, що включає випуск рідкого металу з металоплавильної ємності через випускний отвір в ківш, переливання потоку металу через канал з вогнетривкого матеріалу і подачу в потік металу елементів в подрібненому та/або гранульованому вигляді, які впливають на хімічний склад металу, який відрізняється тим, що протяжність каналу менше довжини потоку металу, а його поперечний переріз складає 1,3-1,4...
Спосіб комплексної обробки металу в ковші і пересувний модуль для його здійснення
Номер патенту: 68012
Опубліковано: 15.07.2004
Автори: Тарасевич Микола Іванович, Мельник Сергій Григорович, Найденко Володимир Вікторович, Чепель Сергій Миколайович, Звездін Олександр Опанасович
Мітки: металу, ковші, спосіб, комплексної, здійснення, пересувний, обробки, модуль
Формула / Реферат:
1. Спосіб комплексної обробки металу в ковші шляхом подачі і введення робочого тіла у вигляді імпульсно-динамічного пристрою (ІДП), діючого як струминно-вихровий змішувач, в розплав, що включає пошарове розміщення дозованої кількості реагентів в контейнері робочого тіла, примусове занурення заповненого контейнера в розплав з допомогою вертикальної опори, формування шару шлаку, перемішування розплаву струменевими і вихровими течіями,...
Спосіб обробки рідкого металу
Номер патенту: 69091
Опубліковано: 16.08.2004
Автори: Найдек Володимир Леонтійович, Федоров Андрій Олександрович, Біленький Давид Миронович, Сичевський Анатолій Антонович, Нарівський Анатолій Васильович, Ганжа Микола Сергійович
Мітки: металу, рідкого, спосіб, обробки
Формула / Реферат:
Спосіб обробки рідкого металу, що включає плазмовий нагрів та рафінування і модифікування шляхом продувки високотемпературними середовищами вакуумованого розплаву, який відрізняється тим, що кольорові сплави рафінують та модифікують у реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом.
Попередній патент: Пристрій для динамічного інерційного витягування хребта
Наступний патент: Пристрій для визначення сферичних координат
Випадковий патент: Спосіб виготовлення особливо міцних будівельних блоків