Пристрій для вирізування бокових отворів в циліндричних деталях
Номер патенту: 90936
Опубліковано: 10.06.2014
Автори: Левкович Михайло Геннадійович, Гевко Ігор Богданович, Диня Володимир Іванович, Білик Стефанія Григорівна

Формула / Реферат
Пристрій для вирізування бокових отворів в циліндричних деталях для полегшення їх маси, який виконано у вигляді планшайби, яка жорстко закріплена у шпинделі токарного верстата, а в боковому отворі планшайби жорстко закріплена заготовка деталі відомим способом, а положення співвісних бокових отворів визначають за допомогою конічного штиря, який є у періодичній взаємодії з конічним отвором, який виконано у планшайбі, який відрізняється тим, що з діаметрально протилежної сторони конічного отвору планшайби встановлена противага у вигляді сектора, який жорстко закріплений до планшайби з можливістю зміни радіуса його встановлення, з використанням радіальних пазів і болтів, крім цього для кріплення циліндричних деталей до планшайби використано швидкозмінні шайби.
Текст
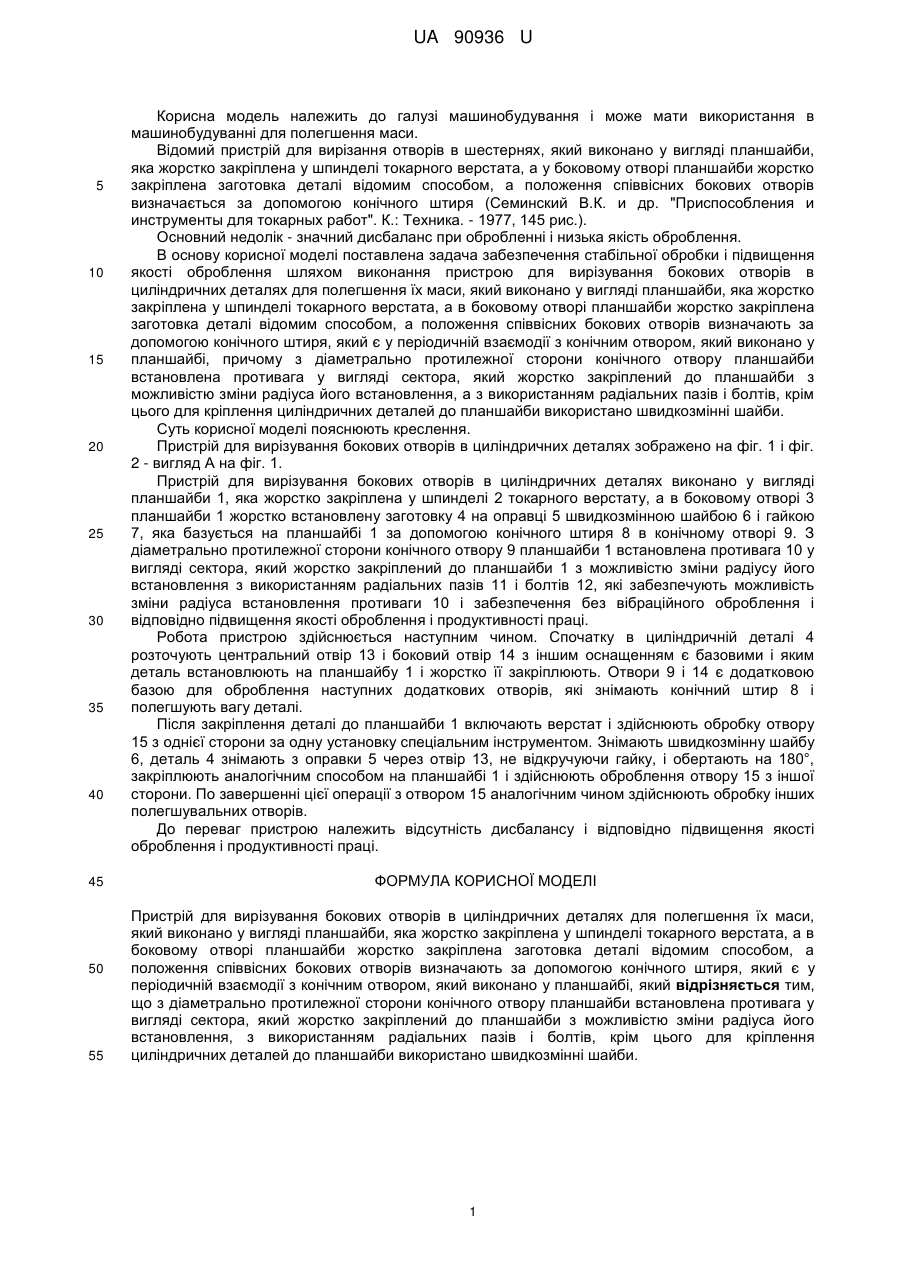
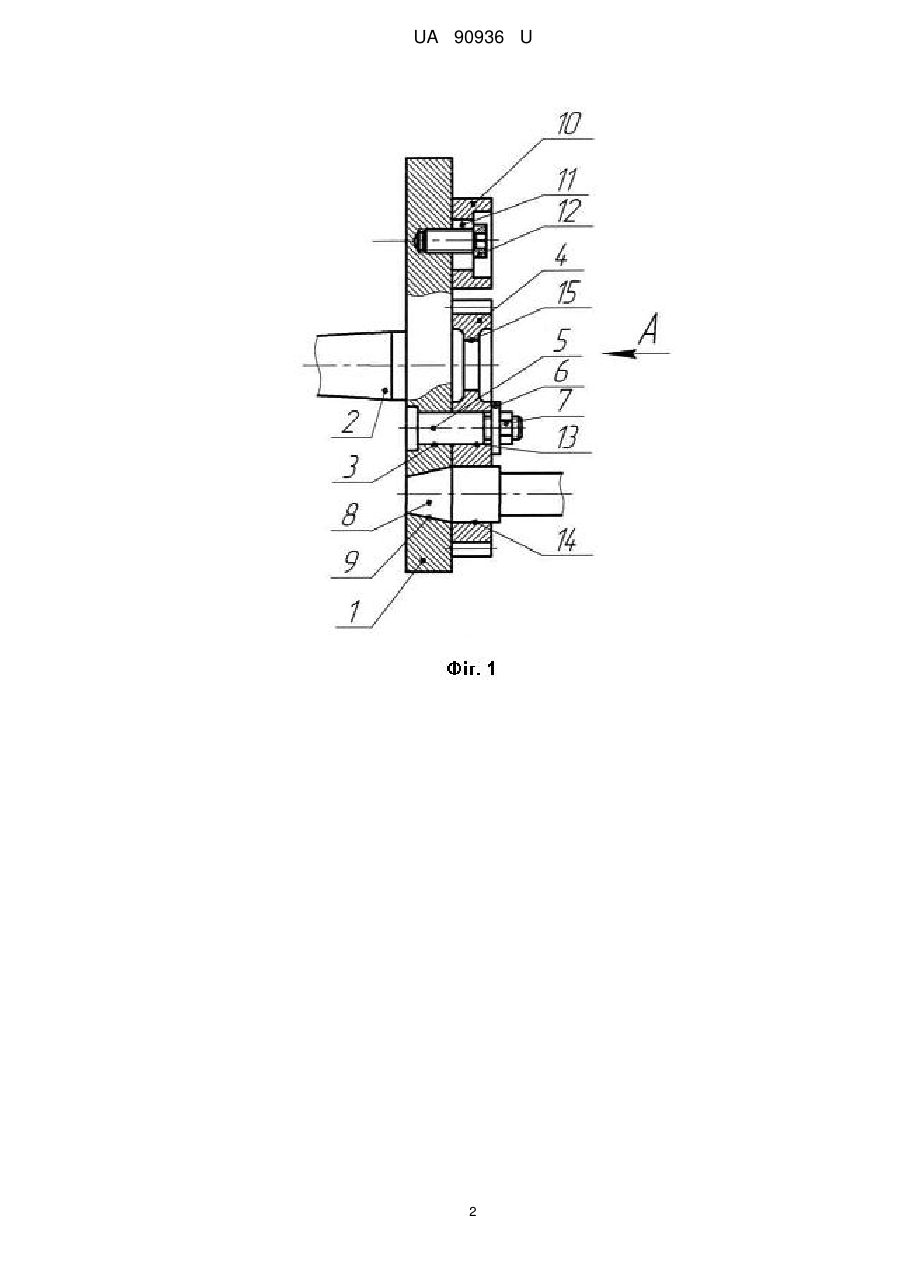
Реферат: Пристрій для вирізування бокових отворів в циліндричних деталях для полегшення їх маси. Пристрій виконано у вигляді планшайби, яка жорстко закріплена у шпинделі токарного верстату, а в боковому отворі планшайби жорстко закріплена заготовка деталі відомим способом. Положення співвісних бокових отворів визначають за допомогою конічного штиря, який є у періодичній взаємодії з конічним отвором, який виконано у планшайбі. З діаметральнопротилежної сторони конічного отвору планшайби встановлена противага у вигляді сектора, який жорстко закріплений до планшайби з можливістю зміни радіуса його встановлення, а з використанням радіальних пазів і болтів. Для кріплення циліндричних деталей до планшайби використано швидкозмінні шайби. UA 90936 U (12) UA 90936 U UA 90936 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може мати використання в машинобудуванні для полегшення маси. Відомий пристрій для вирізання отворів в шестернях, який виконано у вигляді планшайби, яка жорстко закріплена у шпинделі токарного верстата, а у боковому отворі планшайби жорстко закріплена заготовка деталі відомим способом, а положення співвісних бокових отворів визначається за допомогою конічного штиря (Семинский В.К. и др. "Приспособления и инструменты для токарных работ". К.: Техника. - 1977, 145 рис.). Основний недолік - значний дисбаланс при обробленні і низька якість оброблення. В основу корисної моделі поставлена задача забезпечення стабільної обробки і підвищення якості оброблення шляхом виконання пристрою для вирізування бокових отворів в циліндричних деталях для полегшення їх маси, який виконано у вигляді планшайби, яка жорстко закріплена у шпинделі токарного верстата, а в боковому отворі планшайби жорстко закріплена заготовка деталі відомим способом, а положення співвісних бокових отворів визначають за допомогою конічного штиря, який є у періодичній взаємодії з конічним отвором, який виконано у планшайбі, причому з діаметрально протилежної сторони конічного отвору планшайби встановлена противага у вигляді сектора, який жорстко закріплений до планшайби з можливістю зміни радіуса його встановлення, а з використанням радіальних пазів і болтів, крім цього для кріплення циліндричних деталей до планшайби використано швидкозмінні шайби. Суть корисної моделі пояснюють креслення. Пристрій для вирізування бокових отворів в циліндричних деталях зображено на фіг. 1 і фіг. 2 - вигляд А на фіг. 1. Пристрій для вирізування бокових отворів в циліндричних деталях виконано у вигляді планшайби 1, яка жорстко закріплена у шпинделі 2 токарного верстату, а в боковому отворі 3 планшайби 1 жорстко встановлену заготовку 4 на оправці 5 швидкозмінною шайбою 6 і гайкою 7, яка базується на планшайбі 1 за допомогою конічного штиря 8 в конічному отворі 9. З діаметрально протилежної сторони конічного отвору 9 планшайби 1 встановлена противага 10 у вигляді сектора, який жорстко закріплений до планшайби 1 з можливістю зміни радіусу його встановлення з використанням радіальних пазів 11 і болтів 12, які забезпечують можливість зміни радіуса встановлення противаги 10 і забезпечення без вібраційного оброблення і відповідно підвищення якості оброблення і продуктивності праці. Робота пристрою здійснюється наступним чином. Спочатку в циліндричній деталі 4 розточують центральний отвір 13 і боковий отвір 14 з іншим оснащенням є базовими і яким деталь встановлюють на планшайбу 1 і жорстко її закріплюють. Отвори 9 і 14 є додатковою базою для оброблення наступних додаткових отворів, які знімають конічний штир 8 і полегшують вагу деталі. Після закріплення деталі до планшайби 1 включають верстат і здійснюють обробку отвору 15 з однієї сторони за одну установку спеціальним інструментом. Знімають швидкозмінну шайбу 6, деталь 4 знімають з оправки 5 через отвір 13, не відкручуючи гайку, і обертають на 180°, закріплюють аналогічним способом на планшайбі 1 і здійснюють оброблення отвору 15 з іншої сторони. По завершенні цієї операції з отвором 15 аналогічним чином здійснюють обробку інших полегшувальних отворів. До переваг пристрою належить відсутність дисбалансу і відповідно підвищення якості оброблення і продуктивності праці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій для вирізування бокових отворів в циліндричних деталях для полегшення їх маси, який виконано у вигляді планшайби, яка жорстко закріплена у шпинделі токарного верстата, а в боковому отворі планшайби жорстко закріплена заготовка деталі відомим способом, а положення співвісних бокових отворів визначають за допомогою конічного штиря, який є у періодичній взаємодії з конічним отвором, який виконано у планшайбі, який відрізняється тим, що з діаметрально протилежної сторони конічного отвору планшайби встановлена противага у вигляді сектора, який жорстко закріплений до планшайби з можливістю зміни радіуса його встановлення, з використанням радіальних пазів і болтів, крім цього для кріплення циліндричних деталей до планшайби використано швидкозмінні шайби. 1 UA 90936 U 2 UA 90936 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюBilyk Stefania Hryhorivna, Levkovych Mykhailo Hennadiiovych, Dynia Volodymyr Ivanovych
Автори російськоюБилык Стефания Григорьевна, Левкович Михаил Геннадьевич, Дыня Владимир Иванович
МПК / Мітки
МПК: B23C 3/04
Мітки: отворів, пристрій, циліндричних, деталях, вирізування, бокових
Код посилання
<a href="https://ua.patents.su/5-90936-pristrijj-dlya-virizuvannya-bokovikh-otvoriv-v-cilindrichnikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вирізування бокових отворів в циліндричних деталях</a>
Контрольний пристрій для заміру співвісних отворів в корпусних деталях
Номер патенту: 33740
Опубліковано: 10.07.2008
Автори: Стефанів Сергій Володимирович, Гевко Іван Богданович, Івасечко Роман Романович, Ляшук Олег Леонтійович
МПК: G01B 3/00
Мітки: деталях, співвісних, отворів, заміру, пристрій, корпусних, контрольний
Формула / Реферат:
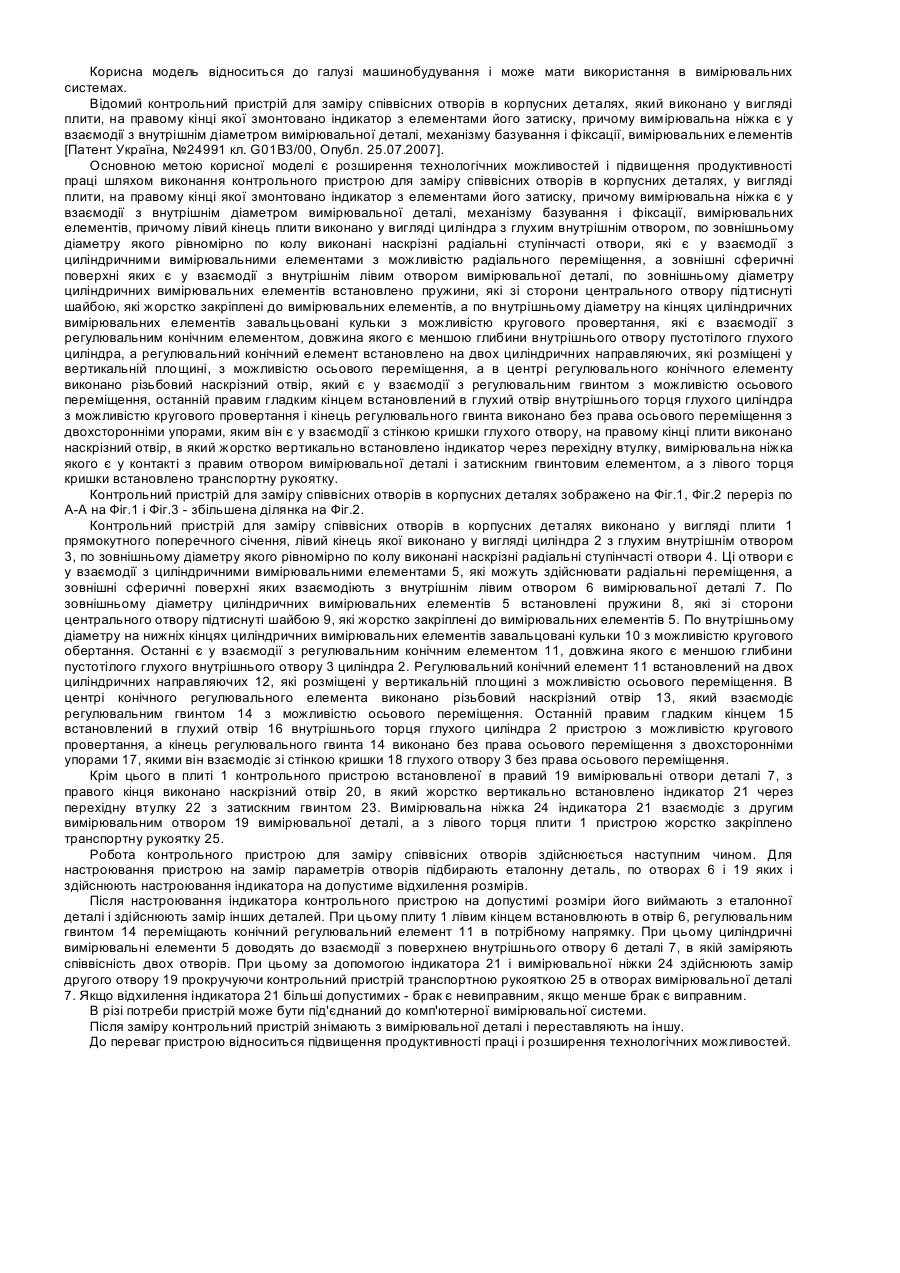
Контрольний пристрій для заміру співвісних отворів в корпусних деталях, який виконано у вигляді плити, на правому кінці якої змонтовано індикатор з елементами його затиску, причому вимірювальна ніжка є у взаємодії з внутрішнім діаметром вимірювальної деталі, механізму базування і фіксації, вимірювальних елементів, який відрізняється тим, що лівий кінець плити виконано у вигляді циліндра з глухим внутрішнім отвором, по зовнішньому діаметру...
Контрольний пристрій для заміру співвісності розміщення отворів в корпусних деталях

Номер патенту: 52137
Опубліковано: 10.08.2010
Автори: Ляшук Олег Леонтійович, Дзюра Володимир Олексійович, Шевчук Оксана Степанівна, Пік Андрій Іванович, Гевко Ігор Богданович
МПК: G01B 3/00
Мітки: співвісності, контрольний, заміру, розміщення, корпусних, деталях, пристрій, отворів
Формула / Реферат:
Контрольний пристрій для заміру співвісності розміщення отворів в корпусних деталях, який виконано у вигляді плити з вертикальною стійкою, індикаторів з індикаторними ніжками, установочних, притискних і напрямних елементів, який відрізняється тим, що вимірювальний корпус лівим внутрішнім отвором з лівої сторони плити жорстко встановлено на оправку у вигляді привідного вала поворотного механізму з рукояткою провертання, яка встановлена у...
Спосіб одержання профільованих по товщині отворів у листових деталях
Номер патенту: 69004
Опубліковано: 25.04.2012
Автори: Короткий Сергій Олександрович, Тарасов Олександр Федорович
МПК: B21D 28/26
Мітки: отворів, деталях, листових, профільованих, спосіб, одержання, товщини
Формула / Реферат:
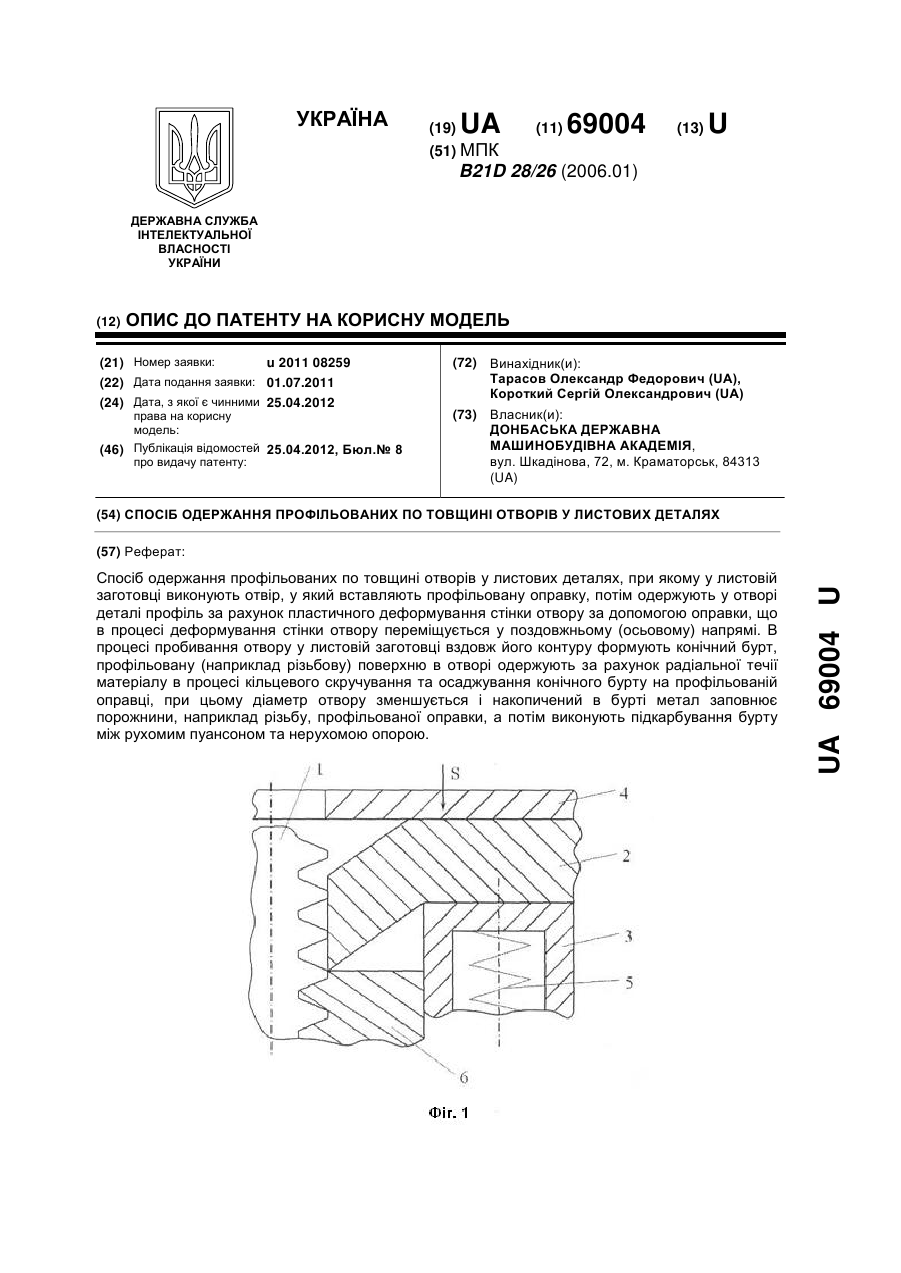
Спосіб одержання профільованих по товщині отворів у листових деталях, при якому у листовій заготовці виконують отвір, у який вставляють профільовану оправку, потім одержують у отворі деталі профіль за рахунок пластичного деформування стінки отвору за допомогою оправки, що в процесі деформування стінки отвору переміщується у поздовжньому (осьовому) напрямі, який відрізняється тим, що в процесі пробивання отвору у листовій заготовці вздовж...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: отворів, фінішної, композитів, деталей, магнітно-абразивної, спосіб, поверхонь, високолегованих, циліндричних, обробки
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 94657
Опубліковано: 25.05.2011
Автори: Гавріш Анатолій Павлович, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна
МПК: B24B 31/112, B24B 37/02, B24B 5/06
Мітки: деталей, отворів, високолегованих, композитів, поверхонь, спосіб, обробки, циліндричних, магнітно-абразивної, фінішної
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструменту в циліндричному отворі з утворенням робочого зазору між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструменту навколо своєї осі, який відрізняється тим, що робочий...
Попередній патент: Спосіб отримання тромбіну
Наступний патент: Покриття для підлоги
Випадковий патент: Спосіб виготовлення пластинчатих порохів для патронів мисливської зброї з баліститних порохів та ракетних палив