Спосіб одержання профільованих по товщині отворів у листових деталях
Номер патенту: 69004
Опубліковано: 25.04.2012
Автори: Короткий Сергій Олександрович, Тарасов Олександр Федорович

Формула / Реферат
Спосіб одержання профільованих по товщині отворів у листових деталях, при якому у листовій заготовці виконують отвір, у який вставляють профільовану оправку, потім одержують у отворі деталі профіль за рахунок пластичного деформування стінки отвору за допомогою оправки, що в процесі деформування стінки отвору переміщується у поздовжньому (осьовому) напрямі, який відрізняється тим, що в процесі пробивання отвору у листовій заготовці вздовж його контуру формують конічний бурт, профільовану (наприклад різьбову) поверхню в отворі одержують за рахунок радіальної течії матеріалу в процесі кільцевого скручування та осаджування конічного бурту на профільованій оправці, при цьому діаметр отвору зменшується і накопичений в бурті метал заповнює порожнини, наприклад різьбу, профільованої оправки, а потім виконують підкарбування бурту між рухомим пуансоном та нерухомою опорою.
Текст
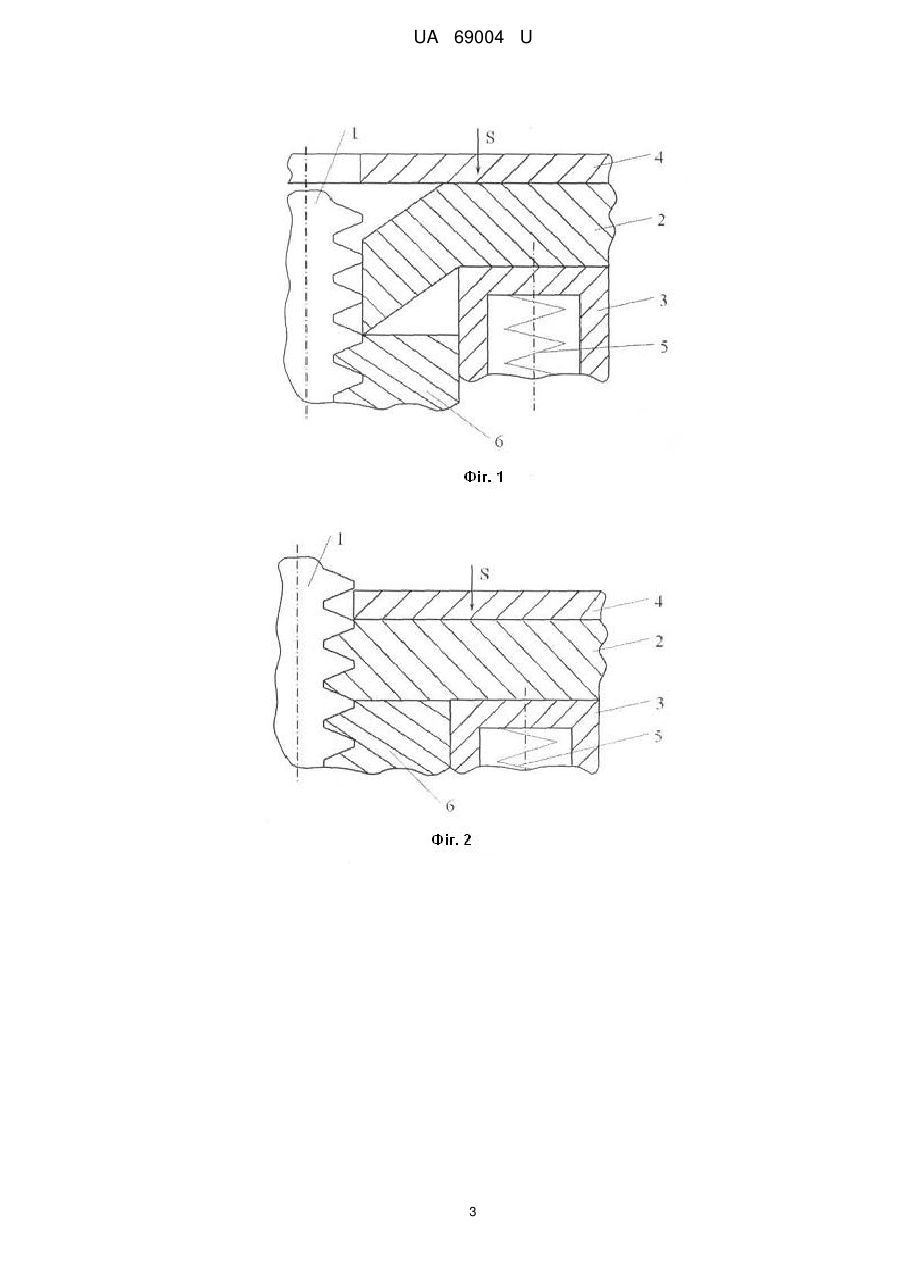
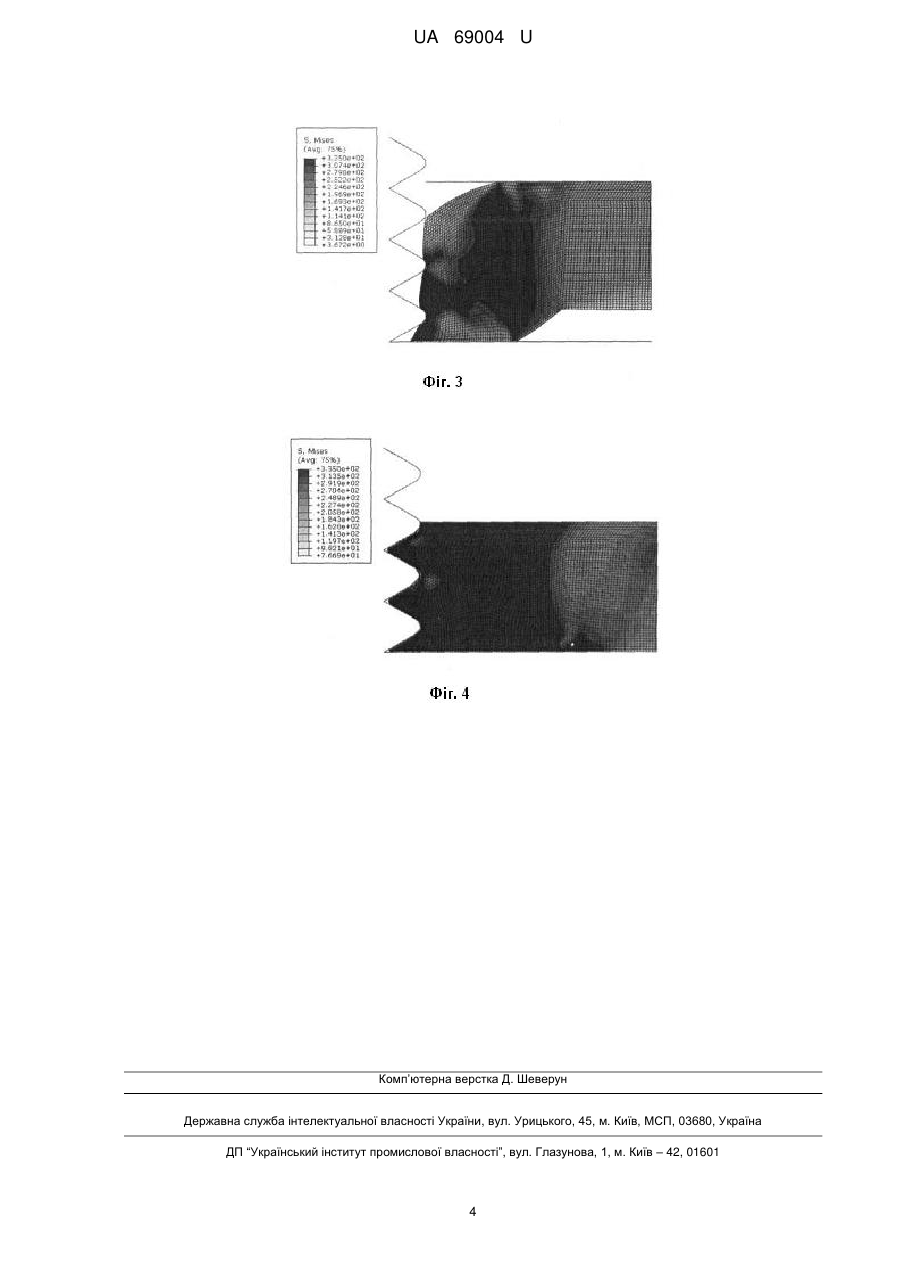
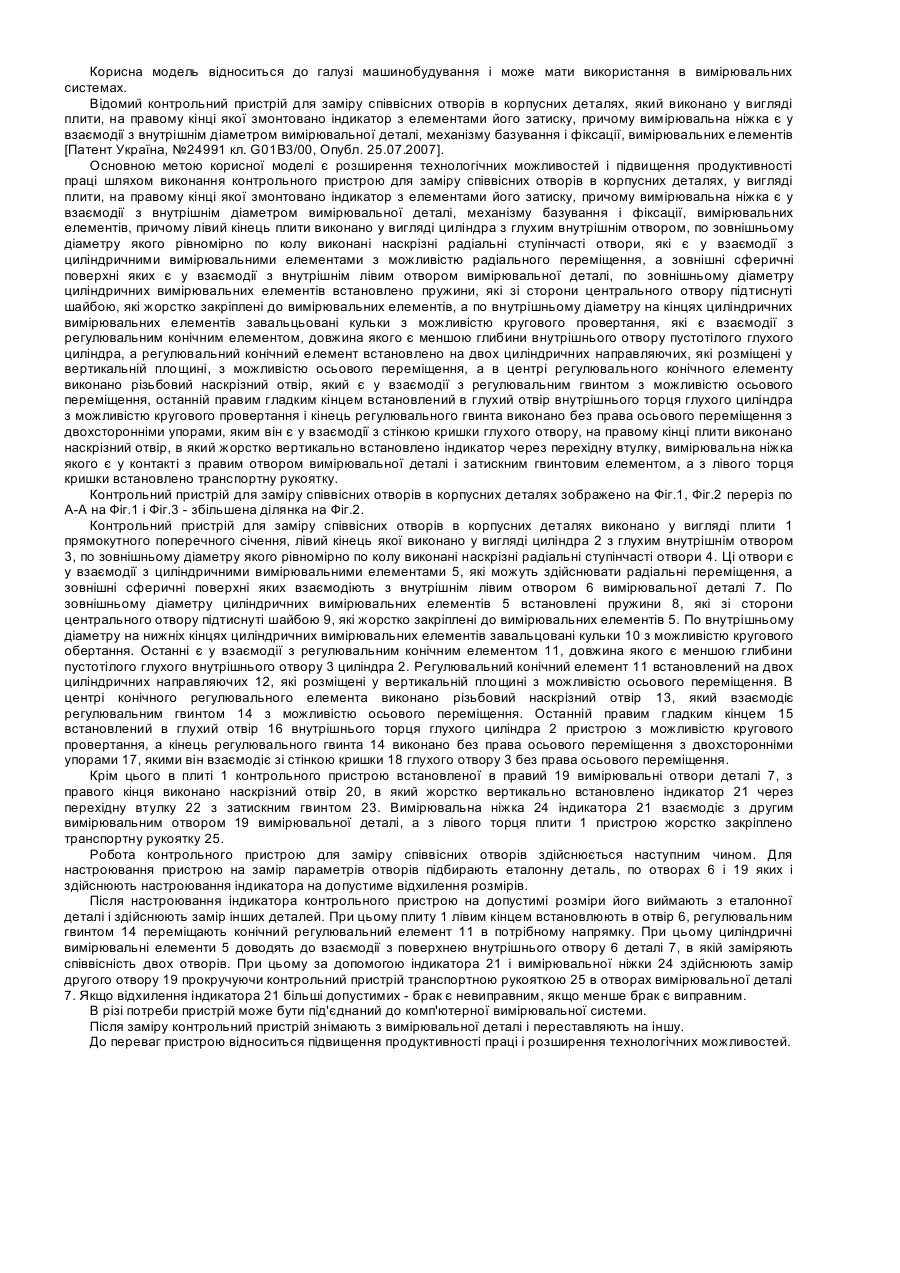
Реферат: UA 69004 U UA 69004 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, та може бути використана при обробці листових заготівок та з'єднанні листових заготівок з іншими деталями з відповідним профілем. Відомий спосіб одержання різьбових отворів у деталях шляхом нарізання різьби інструментом (мітчиком), що обертається в процесі нарізання і при цьому переміщується у поздовжньому (осьовому) напрямі відповідно кроку різьби, потім інструмент викручується з деталі [1]. Відомий також спосіб з'єднанні листових заготівок з іншими деталями з відповідним профілем, у якому з'єднання деталей одержують за рахунок пластичного деформування (правки) листової заготівки, при якому у листовій заготівці виконують отвір, потім її деформують в об'ємі, вставляють в отвір деталь з кільцевою проточкою, висота якої відповідає товщині листової заготівки, потім виконують правку листової заготівки при якій діаметр отвору зменшується і листова заготівка розміщується у проточці [2]. Відомий також спосіб одержання різьбових отворів, вибраний нами як прототип, у якому різьбу у отворі деталі одержують за рахунок пластичного деформування його стінки за допомогою профільованої оправки (мітчика-розкатника), що обертається в процесі деформування різьби і при цьому переміщується у поздовжньому (осьовому) напрямі відповідно кроку різьби, потім інструмент викручується з деталі [3]. Загальними суттєвими ознаками відомого способу та того, що заявляється, є формування профілю, наприклад різьби, в отворі шляхом пластичного деформування його бічної стінки за рахунок радіальної течії матеріалу на профільованій оправці, яка в процесі деформування стінки отвору переміщується у поздовжньому (осьовому) напрямі. Недоліками відомого способу є те, що при обробці деталей з листового матеріалу внаслідок дії сил деформування та осьової сили подачі інструмента можливе спотворення форми заготівки в зоні отвору, а також неможливість одночасного формування профілю, наприклад різьби, в декількох отворах деталі. В основу корисної моделі поставлено задачу підвищення ефективності процесу одержання профілю, наприклад різьби, в отворах листових деталей за рахунок їх одночасного радіального деформування та відсутності деформацій зовнішньої поверхні листової деталі. Поставлена задача вирішується за рахунок того, що профільовану, наприклад різьбову, поверхню в отворі одержують за рахунок радіальної течії матеріалу в процесі кільцевого скручування та осаджування попередньо сформованого конічного бурту на профільованій оправці, яка переміщується у поздовжньому (осьовому) напрямі одночасно з деформуванням конічного бурту, при цьому накопичений в бурті метал заповнює порожнини (наприклад різьбу) профільованої оправки, а потім виконують підкарбування бурту між рухомим пуансоном та нерухомою опорою, чим досягається відсутність деформацій зовнішньої поверхні листової деталі. Суть корисної моделі пояснюється кресленнями: - фіг. 1 - схема одержання профільованого по товщині отвору, наприклад різьбового, у листовій деталі, початок процесу одержання профільованого по товщині отвору; - фіг. 2 - схема одержання профільованого по товщині отвору, наприклад різьбового, у листовій деталі, кінець процесу одержання профільованого по товщині отвору; - фіг. 3 - розподіл інтенсивності напружень при виконанні кільцевого скручування бурту деталі на профільованій оправці, початок процесу одержання профільованого по товщині отвору; - фіг. 4 - розподіл інтенсивності напружень при виконанні кільцевого скручування бурту деталі на профільованій оправці, кінець процесу одержання профільованого по товщині отвору. Для реалізації запропонованого способу у листовій деталі пробивають отвір (або групу отворів) за способом [3], в результаті чого за периметром отвору формується конічний бурт. При формуванні бурту здійснюється набір металу за рахунок його підтягування з області, розташованої навколо отвору і з-під пуансона. Для одержання профілю на стінці отвору використовується профільована оправка 1, яка розташовується співвісно до пробитого отвору у деталі 2 (фіг. 1). З метою забезпечення співвісності отвору, що обробляється, та профільованої оправки 1 деталь 2 підтримується рухомою опорою 3. Деформування попередньо сформованого бурту (фіг. 2) здійснюється пуансоном 4, який натискає на поверхню деталі 2, яка є протилежною до бурту. При цьому рухома опора 3 разом з деталлю 2 переміщується у напрямку руху пуансона 4 за рахунок деформування пружин 5 (на фіг. 1, 2 відображені схематично). Завдяки цьому бурт, сформований навколо отвору, упирається у нерухому опору 6. При подальшому ході пуансона 4 здійснюється кільцеве 1 UA 69004 U 5 10 15 20 25 30 35 40 скручування попередньо сформованого конічного бурту, яке призводить до того, що накопичений у ньому метал затікає до порожнини профільованої оправки 1, формуючи при цьому профіль відповідно профілю оправки. Наприкінці ходу пуансона 4 здійснюється підкарбування бурту між рухомим пуансоном та нерухомою опорою, що забезпечує відсутність деформацій листової деталі. При необхідності після одержання профільного отвору оправка 1 витягується з деталі 2. Наприклад, після одержання різьбового отвору оправка 1 викручується з деталі 2. Якщо виконується з'єднання листових заготівок з іншими деталями (оправками) з відповідним профілем, то оправка залишається в деталі 2. Розрахунок запропонованої технологічної схеми в середовищі системи скінченоелементного аналізу ABAQUS (фіг. 3, 4) для одержання різьбового отвору показав, що при виконанні кільцевого скручування бурту деталі на профільованій оправці внаслідок інтенсивного пластичного деформування всього його об'єму відбувається зміцнення металу як безпосередньо у різьбі, так і навколо отвору (фіг. 4), що призводить до більш однорідного порівняно з відомими способами розподілу залишкових напруг в зоні отвору та підвищення експлуатаційних параметрів одержаної різьби. Технічний результат: підвищення якості листових деталей з профільованими по товщині, наприклад різьбовими, отворами за рахунок відсутності зовнішніх деформацій деталі навколо отворів, що обробляються, а також зміцнення деталі навколо профільованих по товщині отворів у процесі їх одержання шляхом пластичного деформування. Джерела інформації 1. Якухин В.Г. Изготовление резьбы / В.Г. Якухин, В.А. Ставров. - М.: Машиностроение, 1989. - 192 с. 2. Мещерин В.Г. Листовая штамповка. Атлас схем. - М.: Машиностроение, 1975. - 227 с. 3. Рыжов Э.В. Раскатывание резьб. / Э.В. Рыжов, О.С. Андрейчиков, А.Е. Стешков. - М.: Машиностроение, 1974. - 122 с. 3. Пат. 19856 Україна, МПК В 21 D 28/24. Спосіб одержання отворів з фаскою та підвищеною якістю зрізу / О.Ф. Тарасов, С.О. Короткий. - u200504655; Заявлено 18.05.2005; Опубл. 15.01.07; Бюл. № 1. - 2 с., 1 л. іл. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб одержання профільованих по товщині отворів у листових деталях, при якому у листовій заготовці виконують отвір, у який вставляють профільовану оправку, потім одержують у отворі деталі профіль за рахунок пластичного деформування стінки отвору за допомогою оправки, що в процесі деформування стінки отвору переміщується у поздовжньому (осьовому) напрямі, який відрізняється тим, що в процесі пробивання отвору у листовій заготовці вздовж його контуру формують конічний бурт, профільовану (наприклад різьбову) поверхню в отворі одержують за рахунок радіальної течії матеріалу в процесі кільцевого скручування та осаджування конічного бурту на профільованій оправці, при цьому діаметр отвору зменшується і накопичений в бурті метал заповнює порожнини, наприклад різьбу, профільованої оправки, а потім виконують підкарбування бурту між рухомим пуансоном та нерухомою опорою. 2 UA 69004 U 3 UA 69004 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing holes shaped by thickness in sheet parts
Автори англійськоюTarasov Oleksandr Fedorovych, Korotkyi Serhii Oleksandrovych
Назва патенту російськоюСпособ получения профилированных по толщине отверстий в листовых деталях
Автори російськоюТарасов Александр Федорович, Короткий Сергей Александрович
МПК / Мітки
МПК: B21D 28/26
Мітки: одержання, профільованих, деталях, товщини, спосіб, отворів, листових
Код посилання
<a href="https://ua.patents.su/6-69004-sposib-oderzhannya-profilovanikh-po-tovshhini-otvoriv-u-listovikh-detalyakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання профільованих по товщині отворів у листових деталях</a>
Контрольний пристрій для заміру співвісних отворів в корпусних деталях
Номер патенту: 33740
Опубліковано: 10.07.2008
Автори: Івасечко Роман Романович, Гевко Іван Богданович, Стефанів Сергій Володимирович, Ляшук Олег Леонтійович
МПК: G01B 3/00
Мітки: корпусних, співвісних, отворів, деталях, пристрій, заміру, контрольний
Формула / Реферат:
Контрольний пристрій для заміру співвісних отворів в корпусних деталях, який виконано у вигляді плити, на правому кінці якої змонтовано індикатор з елементами його затиску, причому вимірювальна ніжка є у взаємодії з внутрішнім діаметром вимірювальної деталі, механізму базування і фіксації, вимірювальних елементів, який відрізняється тим, що лівий кінець плити виконано у вигляді циліндра з глухим внутрішнім отвором, по зовнішньому діаметру...
Кондуктор для свердління отворів у деталях циліндричної форми

Номер патенту: 31557
Опубліковано: 10.04.2008
Автор: Карпеченко Анатолій Володимирович
МПК: B23B 49/00
Мітки: форми, деталях, свердління, отворів, кондуктор, циліндричної
Формула / Реферат:
1. Кондуктор для свердління отворів у деталях циліндричної форми, що містить корпус із щонайменше одним установочним місцем для деталі і кондукторну плиту з щонайменше одним напрямним отвором, який відрізняється тим, що корпус виконаний рознімним і складається з двох планок, установочне місце утворено пазами з посадочними поверхнями під деталь, виконаними симетрично один одному в планках з боку рознімання корпусу, щонайменше в одній з планок...
Верстат для одночасного розточування отворів у корпусних деталях
Номер патенту: 51936
Опубліковано: 16.12.2002
Автор: Гевко Ігор Богданович
МПК: B23Q 37/00
Мітки: отворів, деталях, корпусних, верстат, одночасного, розточування
Формула / Реферат:
Верстат для одночасного розточування отворів у корпусних деталях, що виконаний у вигляді станини, механізмів приводу, подачі, шпиндельного вузла, супортів поперечного і поздовжнього з розточувальними різцями, патрона для кріплення корпусу, який відрізняється тим, що в шпиндельному вузлі верстата з лівої сторони оброблюваного корпусу встановлено механізм осьової подачі різця, який виконаний у вигляді шліцьового з’єднання, шліцьового вала і...
Інструмент для обробки глухих отворів в деталях з алюмінієвих сплавів, отриманих литтям
Номер патенту: 56193
Опубліковано: 10.01.2011
Автори: Куркчи Еміль Усеінович, Цеханов Юрій Олександрович, Абдулкерімов Ілімдар Діляверович, Падерін Володимир Миколайович
МПК: F16H 1/06
Мітки: інструмент, обробки, алюмінієвих, отворів, деталях, отриманих, литтям, глухих, сплавів
Формула / Реферат:
Інструмент для обробки глухих отворів в деталях з алюмінієвих сплавів, що складається з хвостовика і деформуючої частини, що в свою чергу має чотири деформуючих пера, кут нахилу цих деформуючих частин становить від 3 до 7 градусів, у деформуючій частині є забірна, деформуюча, калібруюча складові і для зворотного виходу інструменту з деталі зворотний конус, матеріал - інструментальна сталь Р6М5К5, твердість інструменту 55-60 HRC.
Контрольний пристрій для заміру співвісності розміщення отворів в корпусних деталях

Номер патенту: 52137
Опубліковано: 10.08.2010
Автори: Шевчук Оксана Степанівна, Пік Андрій Іванович, Гевко Ігор Богданович, Ляшук Олег Леонтійович, Дзюра Володимир Олексійович
МПК: G01B 3/00
Мітки: співвісності, корпусних, отворів, пристрій, деталях, заміру, розміщення, контрольний
Формула / Реферат:
Контрольний пристрій для заміру співвісності розміщення отворів в корпусних деталях, який виконано у вигляді плити з вертикальною стійкою, індикаторів з індикаторними ніжками, установочних, притискних і напрямних елементів, який відрізняється тим, що вимірювальний корпус лівим внутрішнім отвором з лівої сторони плити жорстко встановлено на оправку у вигляді привідного вала поворотного механізму з рукояткою провертання, яка встановлена у...
Попередній патент: Спосіб зміцнення поверхонь деталей машин
Наступний патент: Порошкоподібний оксид цирконію, спосіб його одержання та застосування, пресований виріб, субстрат та паливний елемент, які його містять
Випадковий патент: 7-b-гідрокси-g-(n-хлорофенокси)пропіл-3-метил-8-n`-фенілпіперазиноксантин, який виявляє гіпохолестеринемічну дію