Спосіб припрацювання пар тертя в нестаціонарних умовах роботи
Номер патенту: 92071
Опубліковано: 25.07.2014
Автори: Микосянчик Оксана Олександрівна, Хімко Маргарита Сергіївна, Мнацаканов Рудольф Георгійович

Формула / Реферат
Спосіб припрацювання пар тертя в нестаціонарних умовах роботи, що полягає в навантаженні пари тертя заздалегідь вибраним зусиллям, змащенні досліджуваним мастильним матеріалом, виборі відносного переміщення елементів трибоспряження шляхом програмування керуючим блоком частоти обертання кожного дослідного зразка, здійсненні тертя в режимі частих пусків-зупинок, реєстрації триботехнічних параметрів контакту на ЕОМ в режимі реального часу роботи пари тертя, який відрізняється тим, що кінцевий час закінчення припрацювання визначається по одночасній стабілізації максимального моменту тертя, питомої роботи тертя, температури мастильного матеріалу, загальної товщини мастильного шару в пусковий період циклу та стабілізації товщини граничних шарів мастильного матеріалу на зупинці.
Текст
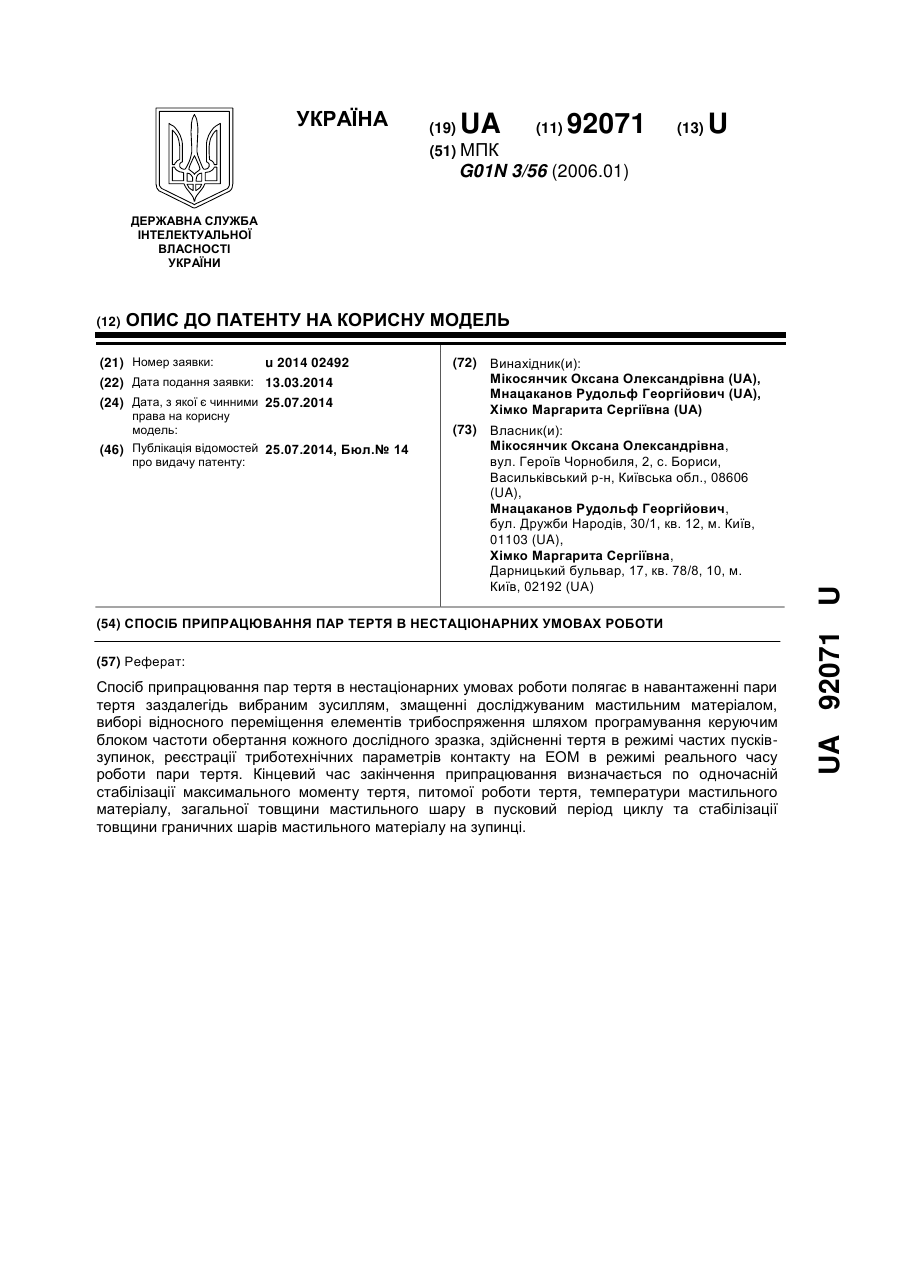
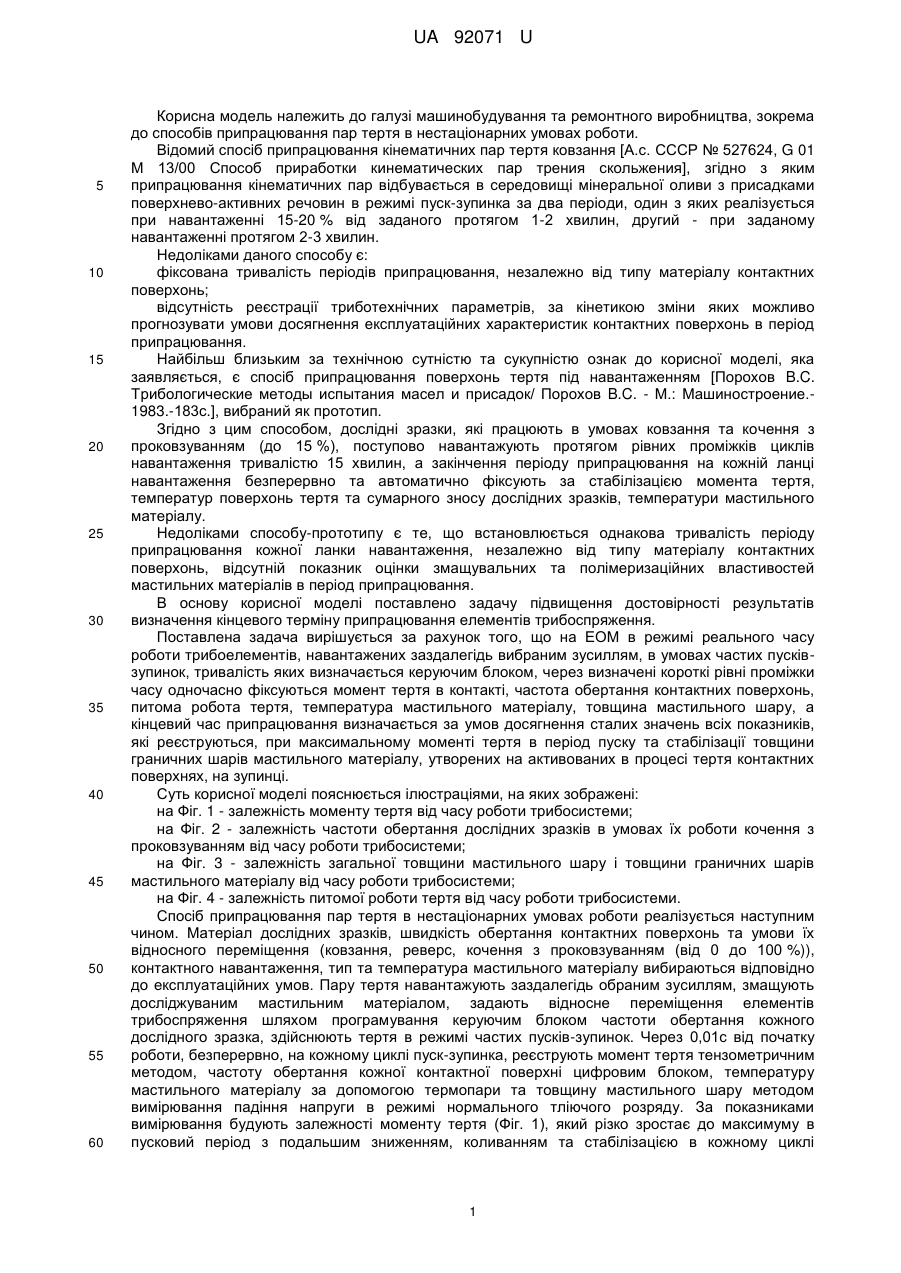
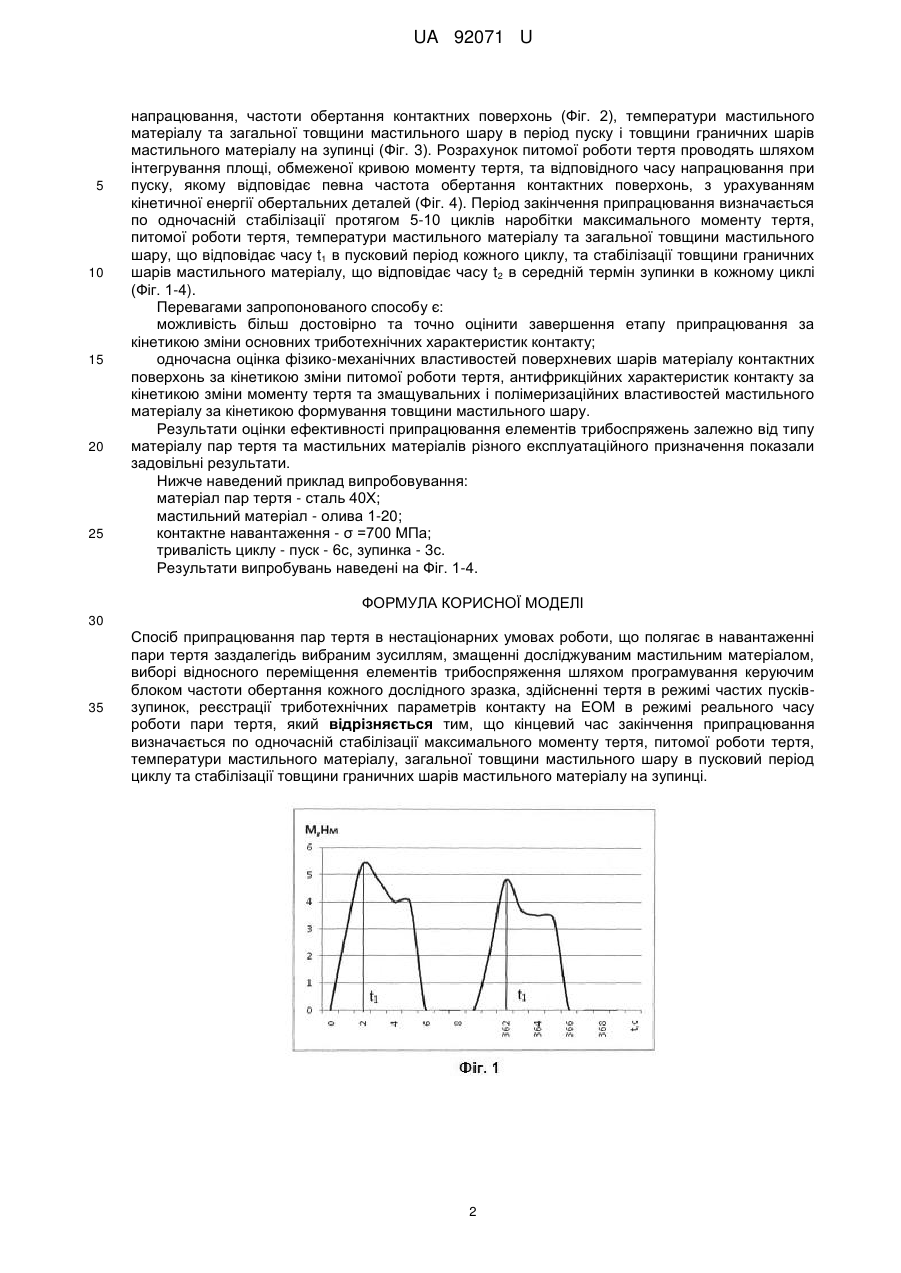
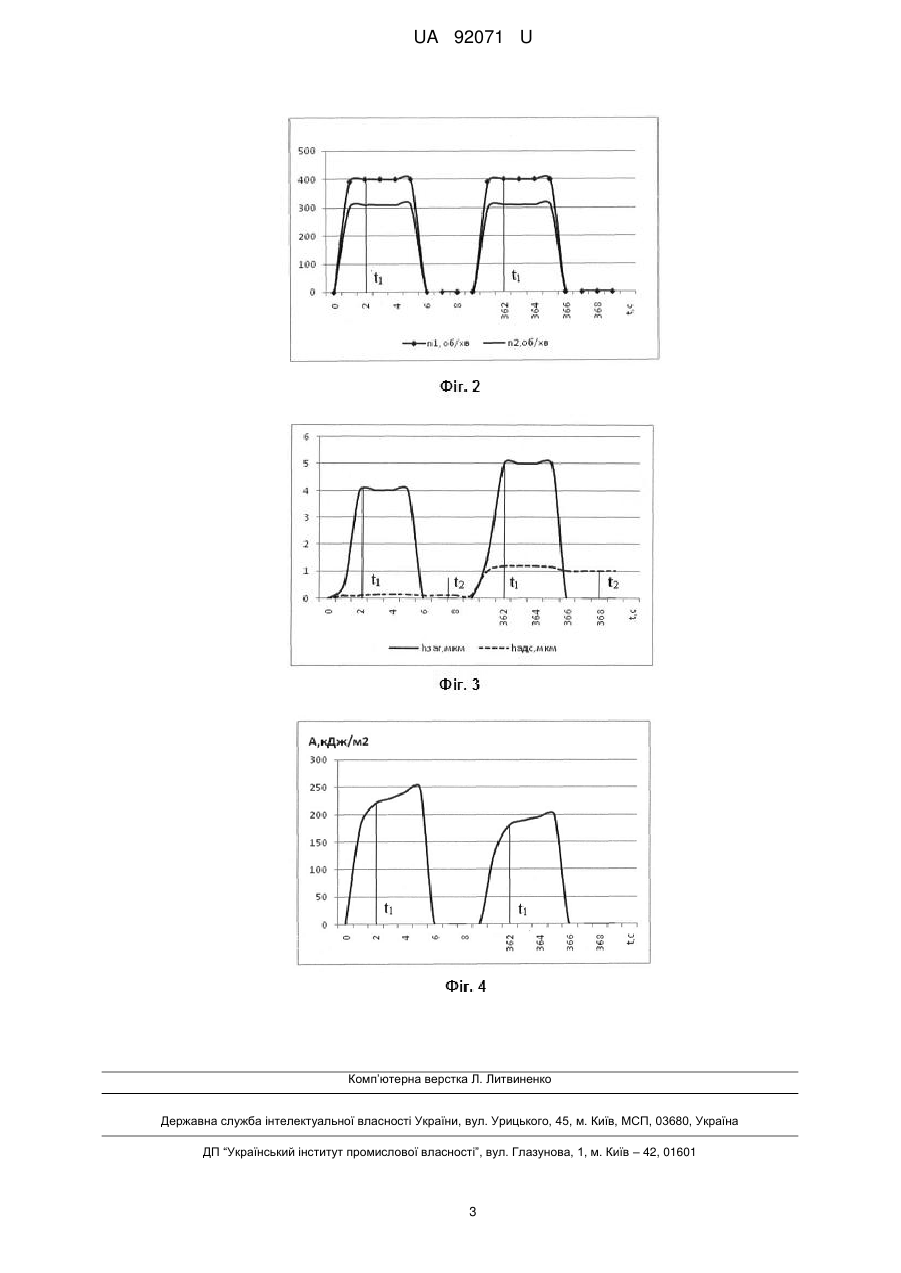
Реферат: Спосіб припрацювання пар тертя в нестаціонарних умовах роботи полягає в навантаженні пари тертя заздалегідь вибраним зусиллям, змащенні досліджуваним мастильним матеріалом, виборі відносного переміщення елементів трибоспряження шляхом програмування керуючим блоком частоти обертання кожного дослідного зразка, здійсненні тертя в режимі частих пусківзупинок, реєстрації триботехнічних параметрів контакту на ЕОМ в режимі реального часу роботи пари тертя. Кінцевий час закінчення припрацювання визначається по одночасній стабілізації максимального моменту тертя, питомої роботи тертя, температури мастильного матеріалу, загальної товщини мастильного шару в пусковий період циклу та стабілізації товщини граничних шарів мастильного матеріалу на зупинці. UA 92071 U (12) UA 92071 U UA 92071 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування та ремонтного виробництва, зокрема до способів припрацювання пар тертя в нестаціонарних умовах роботи. Відомий спосіб припрацювання кінематичних пар тертя ковзання [А.с. СССР № 527624, G 01 М 13/00 Способ приработки кинематических пар трения скольжения], згідно з яким припрацювання кінематичних пар відбувається в середовищі мінеральної оливи з присадками поверхнево-активних речовин в режимі пуск-зупинка за два періоди, один з яких реалізується при навантаженні 15-20 % від заданого протягом 1-2 хвилин, другий - при заданому навантаженні протягом 2-3 хвилин. Недоліками даного способу є: фіксована тривалість періодів припрацювання, незалежно від типу матеріалу контактних поверхонь; відсутність реєстрації триботехнічних параметрів, за кінетикою зміни яких можливо прогнозувати умови досягнення експлуатаційних характеристик контактних поверхонь в період припрацювання. Найбільш близьким за технічною сутністю та сукупністю ознак до корисної моделі, яка заявляється, є спосіб припрацювання поверхонь тертя під навантаженням [Порохов B.C. Трибологические методы испытания масел и присадок/ Порохов B.C. - М.: Машиностроение.1983.-183с.], вибраний як прототип. Згідно з цим способом, дослідні зразки, які працюють в умовах ковзання та кочення з проковзуванням (до 15 %), поступово навантажують протягом рівних проміжків циклів навантаження тривалістю 15 хвилин, а закінчення періоду припрацювання на кожній ланці навантаження безперервно та автоматично фіксують за стабілізацією момента тертя, температур поверхонь тертя та сумарного зносу дослідних зразків, температури мастильного матеріалу. Недоліками способу-прототипу є те, що встановлюється однакова тривалість періоду припрацювання кожної ланки навантаження, незалежно від типу матеріалу контактних поверхонь, відсутній показник оцінки змащувальних та полімеризаційних властивостей мастильних матеріалів в період припрацювання. В основу корисної моделі поставлено задачу підвищення достовірності результатів визначення кінцевого терміну припрацювання елементів трибоспряження. Поставлена задача вирішується за рахунок того, що на ЕОМ в режимі реального часу роботи трибоелементів, навантажених заздалегідь вибраним зусиллям, в умовах частих пусківзупинок, тривалість яких визначається керуючим блоком, через визначені короткі рівні проміжки часу одночасно фіксуються момент тертя в контакті, частота обертання контактних поверхонь, питома робота тертя, температура мастильного матеріалу, товщина мастильного шару, а кінцевий час припрацювання визначається за умов досягнення сталих значень всіх показників, які реєструються, при максимальному моменті тертя в період пуску та стабілізації товщини граничних шарів мастильного матеріалу, утворених на активованих в процесі тертя контактних поверхнях, на зупинці. Суть корисної моделі пояснюється ілюстраціями, на яких зображені: на Фіг. 1 - залежність моменту тертя від часу роботи трибосистеми; на Фіг. 2 - залежність частоти обертання дослідних зразків в умовах їх роботи кочення з проковзуванням від часу роботи трибосистеми; на Фіг. 3 - залежність загальної товщини мастильного шару і товщини граничних шарів мастильного матеріалу від часу роботи трибосистеми; на Фіг. 4 - залежність питомої роботи тертя від часу роботи трибосистеми. Спосіб припрацювання пар тертя в нестаціонарних умовах роботи реалізується наступним чином. Матеріал дослідних зразків, швидкість обертання контактних поверхонь та умови їх відносного переміщення (ковзання, реверс, кочення з проковзуванням (від 0 до 100 %)), контактного навантаження, тип та температура мастильного матеріалу вибираються відповідно до експлуатаційних умов. Пару тертя навантажують заздалегідь обраним зусиллям, змащують досліджуваним мастильним матеріалом, задають відносне переміщення елементів трибоспряження шляхом програмування керуючим блоком частоти обертання кожного дослідного зразка, здійснюють тертя в режимі частих пусків-зупинок. Через 0,01с від початку роботи, безперервно, на кожному циклі пуск-зупинка, реєструють момент тертя тензометричним методом, частоту обертання кожної контактної поверхні цифровим блоком, температуру мастильного матеріалу за допомогою термопари та товщину мастильного шару методом вимірювання падіння напруги в режимі нормального тліючого розряду. За показниками вимірювання будують залежності моменту тертя (Фіг. 1), який різко зростає до максимуму в пусковий період з подальшим зниженням, коливанням та стабілізацією в кожному циклі 1 UA 92071 U 5 10 15 20 25 напрацювання, частоти обертання контактних поверхонь (Фіг. 2), температури мастильного матеріалу та загальної товщини мастильного шару в період пуску і товщини граничних шарів мастильного матеріалу на зупинці (Фіг. 3). Розрахунок питомої роботи тертя проводять шляхом інтегрування площі, обмеженої кривою моменту тертя, та відповідного часу напрацювання при пуску, якому відповідає певна частота обертання контактних поверхонь, з урахуванням кінетичної енергії обертальних деталей (Фіг. 4). Період закінчення припрацювання визначається по одночасній стабілізації протягом 5-10 циклів наробітки максимального моменту тертя, питомої роботи тертя, температури мастильного матеріалу та загальної товщини мастильного шару, що відповідає часу t1 в пусковий період кожного циклу, та стабілізації товщини граничних шарів мастильного матеріалу, що відповідає часу t2 в середній термін зупинки в кожному циклі (Фіг. 1-4). Перевагами запропонованого способу є: можливість більш достовірно та точно оцінити завершення етапу припрацювання за кінетикою зміни основних триботехнічних характеристик контакту; одночасна оцінка фізико-механічних властивостей поверхневих шарів матеріалу контактних поверхонь за кінетикою зміни питомої роботи тертя, антифрикційних характеристик контакту за кінетикою зміни моменту тертя та змащувальних і полімеризаційних властивостей мастильного матеріалу за кінетикою формування товщини мастильного шару. Результати оцінки ефективності припрацювання елементів трибоспряжень залежно від типу матеріалу пар тертя та мастильних матеріалів різного експлуатаційного призначення показали задовільні результати. Нижче наведений приклад випробовування: матеріал пар тертя - сталь 40Х; мастильний матеріал - олива 1-20; контактне навантаження - σ =700 МПа; тривалість циклу - пуск - 6с, зупинка - 3с. Результати випробувань наведені на Фіг. 1-4. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб припрацювання пар тертя в нестаціонарних умовах роботи, що полягає в навантаженні пари тертя заздалегідь вибраним зусиллям, змащенні досліджуваним мастильним матеріалом, виборі відносного переміщення елементів трибоспряження шляхом програмування керуючим блоком частоти обертання кожного дослідного зразка, здійсненні тертя в режимі частих пусківзупинок, реєстрації триботехнічних параметрів контакту на ЕОМ в режимі реального часу роботи пари тертя, який відрізняється тим, що кінцевий час закінчення припрацювання визначається по одночасній стабілізації максимального моменту тертя, питомої роботи тертя, температури мастильного матеріалу, загальної товщини мастильного шару в пусковий період циклу та стабілізації товщини граничних шарів мастильного матеріалу на зупинці. 2 UA 92071 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюMikosianchyk Oksana Oleksandrivna, Mnatsakanov Rudolf Heorhiiovych
Автори російськоюМикосянчик Оксана Александровна, Мнацаканов Рудольф Георгиевич
МПК / Мітки
МПК: G01N 3/56
Мітки: тертя, спосіб, умовах, припрацювання, роботи, пар, нестаціонарних
Код посилання
<a href="https://ua.patents.su/5-92071-sposib-pripracyuvannya-par-tertya-v-nestacionarnikh-umovakh-roboti.html" target="_blank" rel="follow" title="База патентів України">Спосіб припрацювання пар тертя в нестаціонарних умовах роботи</a>
Спосіб припрацювання поверхонь тертя дизелів

Номер патенту: 63788
Опубліковано: 25.10.2011
Автор: Барановський Денис Миколайович
МПК: F02B 9/00
Мітки: спосіб, поверхонь, припрацювання, дизелів, тертя
Формула / Реферат:
Спосіб припрацювання поверхонь тертя дизелів, який характеризується тим, що до початку припрацювання створюють таку шорсткість поверхонь, наприклад методами пластичної деформації чи концентрованими потоками, яка відповідає процесу експлуатації.
Склад для припрацювання поверхонь мідних сплавів в парах тертя кочення
Номер патенту: 86618
Опубліковано: 10.01.2014
Автор: Авдєєнко Анатолій Петрович
МПК: B23K 103/12, B21J 5/00
Мітки: парах, сплавів, кочення, поверхонь, склад, припрацювання, тертя, мідних
Формула / Реферат:
Склад для припрацювання поверхонь мідних сплавів в парах тертя кочення, що вміщує присадку-комплексоутворювач в мінеральних маслах, який відрізняється тим, що як присадка-комплексоутворювач використовується біс-(саліцилаль)етилендіамін.
Склад для припрацювання поверхонь сталевих сплавів в парах тертя кочення
Номер патенту: 86832
Опубліковано: 10.01.2014
Автор: Авдєєнко Анатолій Петрович
МПК: C09G 1/00
Мітки: сплавів, тертя, сталевих, кочення, поверхонь, парах, склад, припрацювання
Формула / Реферат:
Склад для припрацювання поверхонь сталевих сплавів в парах тертя кочення, що є розчином присадки-комплексоутворювача у мінеральному маслі, який відрізняється тим, що маслорозчинною присадкою-комплексоутворювачем є моноетаноламід синтетичних жирних кислот фракції С10-С25 у кількості 2 %.
Машина тертя для випробування матеріалів в умовах роботи дисків фрикційних муфт
Номер патенту: 15858
Опубліковано: 17.07.2006
Автор: Скуратовський Анатолій Кирилович
МПК: G01N 3/56
Мітки: матеріалів, випробування, машина, умовах, роботи, фрикційних, муфт, дисків, тертя
Формула / Реферат:
Машина тертя для випробування матеріалів в умовах роботи дисків фрикційних муфт, що містить вузол тертя з розміщеними в ньому кільцевими зразками, що контактують торцями, привід, вузол навантаження та систему виміру і реєстрації сили тертя, які змонтовані на станині, яка відрізняється тим, що кільцеві зразки виконані в формі ступінчастих роликів, які контактують торцями, що мають різні діаметри.
Спосіб припрацювання трибоспряжень

Номер патенту: 88977
Опубліковано: 10.04.2014
Автори: Замота Тарас Миколайович, Слонь Віктор Вікторович, Голуб Дмитро Вадимович, Аулін Віктор Васильович
МПК: G01M 13/00
Мітки: трибоспряжень, спосіб, припрацювання
Формула / Реферат:
Спосіб припрацювання трибоспряжень при реалізації електрохімічно-механічного процесу, який відрізняється тим, що активування поверхонь здійснюється за рахунок зміни гідродинамічного мащення на граничне короткочасним підвищенням робочої напруги Up до значень, в 2…3 рази вищих потенціалу газоутворення в електроліті.
Попередній патент: Комбінований турбопривід насоса для аварійної подачі водних середовищ
Наступний патент: Автоматизований пристрій для лазерної поверхневої обробки
Випадковий патент: Гальмовий пристрій стрічкопротяжного механізму