Автоматизований пристрій для лазерної поверхневої обробки
Номер патенту: 92072
Опубліковано: 25.07.2014
Автори: Свіржевська Мар'яна Вікторівна, Романенко Віктор Васильович
Формула / Реферат
Автоматизований пристрій для лазерної поверхневої обробки, що містить дозатор з інжекторною системою для транспортування порошкового матеріалу за допомогою газового потоку з інертного газу на поверхню деталі і наплавлення порошку лазерним променем, який відрізняється тим, що він забезпечений додатковою інжекторною системою, яка забирає за допомогою стисненого повітря із зони обробки залишок порошкового матеріалу, що не пішов на утворення покриття, вимірює кількість цього залишку завдяки умонтованому витратоміру та повертає його в дозатор, причому вихід витратоміра через комп'ютер сполучений з електромагнітним клапаном регулювання тиску подання інертного газу.
Текст
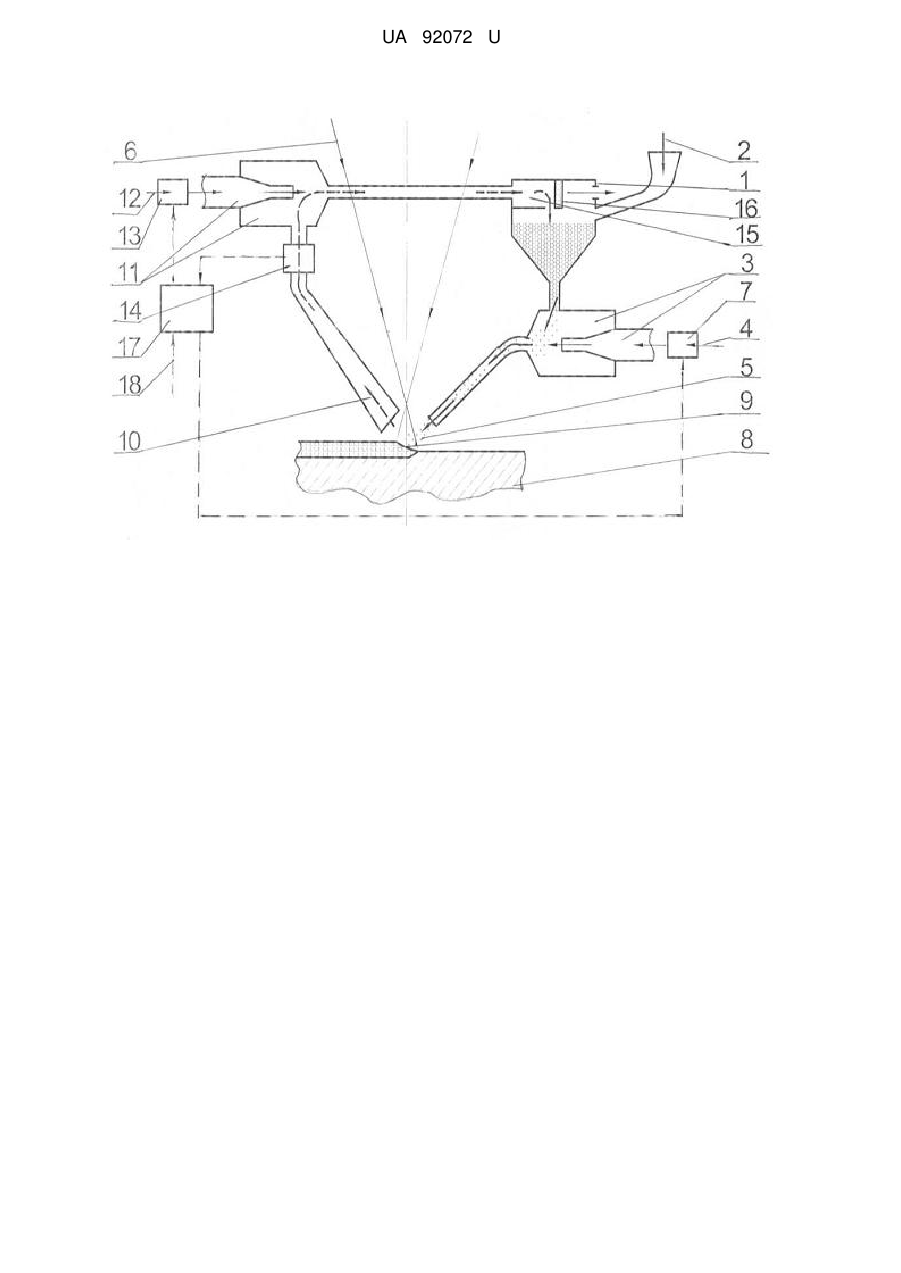
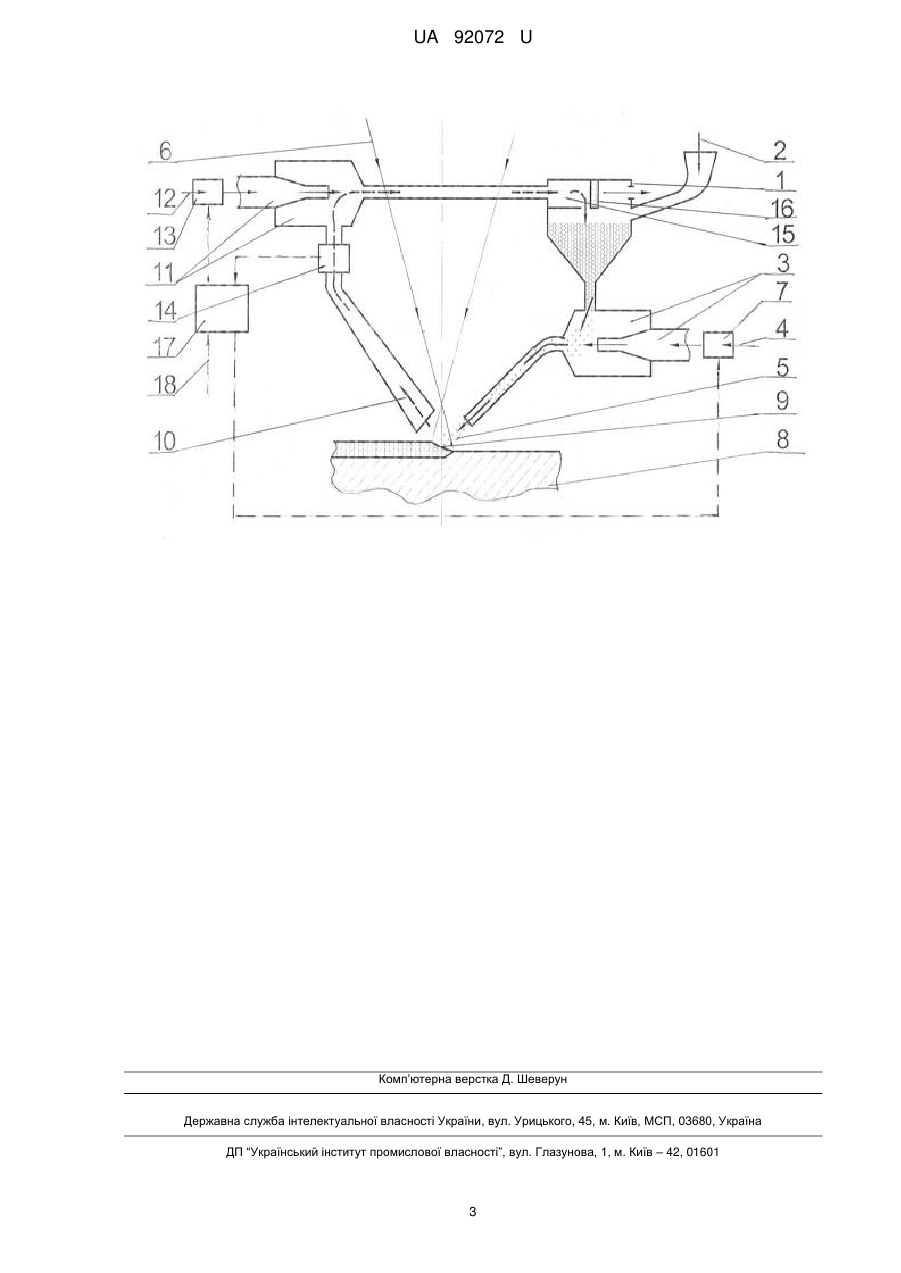
Реферат: Автоматизований пристрій для лазерної поверхневої обробки містить дозатор з інжекторною системою для транспортування порошкового матеріалу за допомогою газового потоку з інертного газу на поверхню деталі і наплавлення порошку лазерним променем, а також забезпечений додатковою інжекторною системою, яка забирає за допомогою стисненого повітря із зони обробки залишок порошкового матеріалу, що не пішов на утворення покриття, вимірює кількість цього залишку завдяки умонтованому витратоміру та повертає його в дозатор. При цьому вихід витратоміра через комп'ютер сполучений з електромагнітним клапаном регулювання тиску подання інертного газу. UA 92072 U (54) АВТОМАТИЗОВАНИЙ ПРИСТРІЙ ДЛЯ ЛАЗЕРНОЇ ПОВЕРХНЕВОЇ ОБРОБКИ UA 92072 U UA 92072 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів лазерним випромінюванням і може бути використана в установках для реалізації технологій лазерної поверхневої обробки, таких як легування та наплавлення. Одним з відомих пристроїв для лазерної обробки поверхонь є система регулювання та зміни кількості матеріалу, що наплавляється, при легуванні чи наплавленні, яка включає лазер, сполучений з ним засіб для подання матеріалу у ванну розплаву, робочий стіл, засіб оптичного детектування і регулятор із зворотним зв'язком. Регулятор взаємозв'язаний з робочим столом і лазером для регулювання висоти шару наплавленого матеріалу. Пристрій дозволяє оптично відстежувати висоту шару наплавленого матеріалу [1]. Цей винахід дозволяє регулювати розміри і властивості покриття, проте він досить складний, має малу надійність та високу вартість. Найбільш близьким за технічною суттю до пропонованого технічного рішення є відомий пристрій для отримання поверхневих покриттів з порошкових матеріалів за допомогою лазерного променя, що включає подання порошкового матеріалу з дозатора, транспортування його на поверхню деталі в зону наплавлення або легування за допомогою газового потоку з інертного газу аргону і наплавлення порошку лазерним променем в середовищі аргону [2]. Завдяки простоті конструктивного виконання, порівняно з аналогом, що розглянуто, значно підвищується його надійність та зменшується собівартість. Проте цей пристрій має той недолік, що при подачі порошкового матеріалу в зону дії лазерного променя його частина непродуктивно та неконтрольовано розсіюється. Це суттєво знижує продуктивність процесу та збільшує його вартість внаслідок безповоротних витрат порошку. Головним же є те, що при цьому знижується якість поверхневого шару в результаті практично не прогнозованої кількості матеріалу в наплавленому покритті. В основу корисної моделі поставлено задачу підвищення продуктивності і, головне, якості процесу лазерного поверхневого наплавлення та легування, коли в автоматизованому режимі підтримується процес обробки з забезпеченням мінімальної кількості порошкового матеріалу, який непродуктивно розсіюється, що забезпечує високу якість нанесеного поверхневого шару в результаті прогнозованої кількості матеріалу в наплавленому покритті. Поставлена задача вирішується тим, що в пристрої для отримання поверхневих покриттів з порошкових матеріалів за допомогою наплавлення лазерним променем, що містить дозатор, наприклад з ежекційною системою для подання порошкового матеріалу в зону обробки за рахунок транспортування його газовим потоком, наприклад інертним газом аргоном, згідно з пропонованою корисною моделлю, додатково передбачена ще одна ежекторна система, яка забирає із зони обробки залишок порошкового матеріалу, що не пішов на утворення покриття, вимірює кількість цього залишку та повертає порошок в дозатор. Інформація про кількість забраного залишку порошкового матеріалу подається на комп'ютер. Це забезпечує в автоматизованому режимі підтримування постійної кількості матеріалу в наплавленому покритті. Суть корисної моделі пояснюється кресленням, на якому зображений пристрій для автоматизованого нанесення покриттів з високою якістю поверхневого шару за рахунок прогнозованої кількості матеріалу в наплавленому покритті. Автоматизований пристрій для лазерної поверхневої обробки містить дозатор, що включає в себе бункер 1 для накопичення порошкового матеріалу 2 та ежекторну систему 3 для подачі порошку в зону обробки за допомогою транспортуючого газового потоку 4, наприклад, інертного газу аргону. Газопорошкова суміш 5, яка виникає в результаті підсосу порошку струменем газу, подається в зону дії лазерного променя 6. При цьому регулювання тиску подання інертного газу здійснюється за рахунок електромагнітного клапана 7. Під дією лазерного випромінювання верхня частина оброблюваної деталі 8, а також порошковий матеріал, що надходить в зону обробки, плавиться, утворюючи шар 9 наплавленого матеріалу. Для видалення залишку порошку 10, що не надійшов на утворення цього шару, служить додаткова інжекторна система 11, що живиться струменем стисненого повітря 12 при регулюванні його тиску електромагнітним клапаном 13. Для фіксації кількості видаленого із зони обробки залишку порошку служить, наприклад, ємнісний витратомір 14. В додатковій камері 15 бункера 1 за допомогою повітряного фільтра 16 відбувається відокремлення порошку від газопорошкової суміші та його зсипання в основний бункер 1. Інформація про кількість залишку порошку з ємнісного витратоміра 12 надходить в комп'ютер 17, що керує процесом. В комп'ютері 17 є можливість введення 18 оптимальних режимів обробки заданих матеріалів. Автоматизований пристрій для лазерної поверхневої обробки працює в такий спосіб. Спочатку створюється необхідний об'єм порошкового матеріалу 2 у бункері 1 дозатора, який в процесі обробки постійно поповнюється або вручну, або автоматично. Ежекторна система 3 1 UA 92072 U 5 10 15 20 25 30 35 40 створює газопорошкову суміш 5 наступним чином. В ежекторі переріз прохідного каналу зменшується по довжині. При проходженні інертного газу 4 через інжектор 3 його швидкість змінюється, оскільки витрата газу залишається постійною. При цьому тиск у вузькому перерізі різко знижується, внаслідок чого відбувається підсос порошку 2 із бункера 1. Величина втрати порошку 2, а отже і витрати газопорошкової суміші 5 змінюється завдяки регулюванню тиску подання газу електромагнітним клапаном 7. В результаті дії лазерного випромінювання 6 верхній шар оброблюваної деталі 8, а також порошковий матеріал, що надходить в зону обробки, плавиться, утворюючи поверхневий шар 9 наплавленого матеріалу. Оскільки для подачі порошку використовується інертний газ аргон, то цей процес відбувається в середовищі аргону, що запобігає окисленню наплавленого шару. Частина порошку, що надходить з газопорошковою сумішшю (в залежності від його витрати, що регулюються тиском подання інертного газу) не потрапляє в наплавлений шар і створює в зоні обробки непродуктивний залишок порошкового матеріалу 10. Для його видалення і служить додаткова інжекторна система 11, яка працює аналогічно основній за виключенням того, що для її функціонування використовується більш дешевше стиснене повітря 12, тиск якого регулюється електромагнітним клапаном 13. При цьому кількість видаленого із зони обробки залишку порошку контролюється ємнісним витратоміром сипких матеріалів 14. Газопорошкова суміш із залишків порошкового матеріалу та стисненого повітря надходить в додаткову камеру 15 бункера 1, де за допомогою повітряного фільтра 16 розділяється: порошок зсипається в основний бункер 1, а стиснене повітря виходить в атмосферу. Для автоматизованого керування процесом обробки служить комп'ютер 17. Так, програмне забезпечення комп'ютера 17 дозволяє в режимі настроювання 18 встановлювати оптимальні режими поверхневої обробки для певного матеріалу з урахуванням основних параметрів, що впливають на протікання цього процесу. Крім того, апріорно встановлюється величина тиску інертного газу 4, так щоб порошку вистачало для створення наплавленого шару з деяким запасом. Величина ж тиску стисненого повітря 12 для відводу залишків порошку із зони обробки повинна забезпечувати гарантований відвід всього об'єму цих залишків. В процесі обробки сигнал ємнісного витратоміра 14, пропорційний кількості видаленого із зони обробки залишку порошку, надходить в комп'ютер 17. При цьому, якщо із-за зміни, наприклад, режимів обробки, змінюється ця кількість, то величина сигналу витратоміра 14 теж змінюється. Комп'ютер реагує на такі зміни. Так, при зменшенні величини сигналу надходить команда на збільшення тиску подачі інертного газу 4, що підвищує кількість газопорошкової суміші 5, що подається в зону обробки. І, навпаки, при збільшенні величини сигналу витратоміра 14 - на зменшення тиску газу 4. Після досягнення заданої кількості витрати залишку порошку, тиск подачі газу 4 стабілізується, що і забезпечує стабілізацію процесу обробки в автоматизованому режимі. Пропонований автоматизований пристрій для лазерної поверхневої обробки істотно розширює можливості свого застосування за рахунок підвищення продуктивності обробки таякості процесу в результаті прогнозованої кількості матеріалу в наплавленому покритті із забезпеченням мінімальної кількості порошкового матеріалу, який непродуктивно розсіюється. 1. Патент РФ № 2228243, кл. В23К 26/00; заявл. 22.06.1999; опубл. 10.05.2004. 2. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки, изд. МГТУ им. Н.Э. Баумана, М., 2006. - С. 333-361. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Автоматизований пристрій для лазерної поверхневої обробки, що містить дозатор з інжекторною системою для транспортування порошкового матеріалу за допомогою газового потоку з інертного газу на поверхню деталі і наплавлення порошку лазерним променем, який відрізняється тим, що він забезпечений додатковою інжекторною системою, яка забирає за допомогою стисненого повітря із зони обробки залишок порошкового матеріалу, що не пішов на утворення покриття, вимірює кількість цього залишку завдяки умонтованому витратоміру та повертає його в дозатор, причому вихід витратоміра через комп'ютер сполучений з електромагнітним клапаном регулювання тиску подання інертного газу. 2 UA 92072 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 26/352
Мітки: поверхневої, обробки, лазерної, автоматизований, пристрій
Код посилання
<a href="https://ua.patents.su/5-92072-avtomatizovanijj-pristrijj-dlya-lazerno-poverkhnevo-obrobki.html" target="_blank" rel="follow" title="База патентів України">Автоматизований пристрій для лазерної поверхневої обробки</a>
Пристрій для поверхневої лазерної обробки

Номер патенту: 66005
Опубліковано: 15.04.2004
Автори: Котляров Валерій Павлович, Романов Євгеній Євгенійович
МПК: B23K 26/00
Мітки: поверхневої, обробки, пристрій, лазерної
Формула / Реферат:
Пристрій для поверхневої лазерної обробки, що містить лазер, фокусуючу лінзу, дзеркало для направлення частини випромінювання на заготовку та аналізатор відбитого променя, а також координатний стіл, зв'язаний з аналізатором, який відрізняється тим, що дзеркало виконане у вигляді кільця з дзеркальною конічною поверхнею, а реєструючий елемент аналізатора виконаний у вигляді секціонованого кільця, робоча поверхня якого оптично пов'язана із...
Пристрій для лазерної обробки

Номер патенту: 79754
Опубліковано: 25.04.2013
Автори: Головко Леонід Федорович, Лихошва Валерій Петрович, Афтанділянц Євгеній Григорович, Тимошенко Андрій Миколайович, Рейнталь Олена Олександрівна
МПК: B22D 19/00, B23K 26/14
Мітки: лазерної, обробки, пристрій
Формула / Реферат:
Пристрій для лазерної обробки, який містить корпус, всередині якого встановлена вставка з центральним отвором для проходу лазерного променя і подачі захисного газу, який відрізняється тим, що містить два патрубки, які розташовані прямо протилежно один одному, кут між патрубками та кільцевим зазором сопла складає 20-30°.
Пристрій для лазерної обробки
Номер патенту: 58191
Опубліковано: 11.04.2011
Автори: Руденко Марія Андріївна, Сердитов Олександр Тимофійович, Тривайло Михайло Семенович
МПК: B23K 26/14
Мітки: пристрій, обробки, лазерної
Формула / Реферат:
Пристрій для лазерної обробки, що містить конічне сопло з вихідним центральним отвором і закріплену в соплі фокусуючу лінзу з дистанційно розміщеною під нею прозорою захисною пластиною і штуцер для подачі захисного газу, який відрізняється тим, що штуцер для подачі захисного газу розташований дотично до сопла, а пластина виконана з центральним отвором.
Пристрій для лазерної обробки
Номер патенту: 4280
Опубліковано: 17.01.2005
Автори: Яремчук Денис Михайлович, Головко Леонід Федорович, Сороченко Валерій Григорович, Соколов Денис Олександрович
МПК: B23K 26/00
Мітки: обробки, лазерної, пристрій
Формула / Реферат:
Пристрій для лазерної обробки, що містить лазер, оптично зв'язаний з заломлюючим дзеркалом з приводом горизонтального переміщення, фокусуючою лінзою з приводом вертикального переміщення, дозатор, який зв'язаний через клапан подачі феромагнітного порошку з соплом, затискне пристосування для оброблюваної деталі з приводом колової подачі, який відрізняється тим, що пристрій оснащено електромагнітним індуктором, на периферії обмотки якого...
Пристрій для лазерної обробки
Номер патенту: 71349
Опубліковано: 10.07.2012
Автори: Коваленко Володимир Сергійович, Анякін Микола Іванович, Дзиньхуа Яо, Тривайло Михайло Семенович
МПК: B23K 26/00
Мітки: лазерної, пристрій, обробки
Формула / Реферат:
Пристрій для лазерної обробки, що містить корпус і розміщену в ньому по його осі з можливістю обертання циліндричну втулку, ексцентрично встановлені в втулці по спільній осі фокусуючу лазерне випромінювання лінзу і конічне сопло, привод втулки, приєднаний до корпусу стаканоподібний кожух з центральним, охоплюючим із зазором вихідний кінець сопла, отвором на дні, а також натрубок для подачі в кожух технологічного газу, який відрізняється тим,...
Попередній патент: Спосіб припрацювання пар тертя в нестаціонарних умовах роботи
Наступний патент: Спосіб комбінованого лікування місцево-поширеного раку шлунка
Випадковий патент: Пристрій для електротермічної обробки кормів