Спосіб визначення шорсткості поверхні деталі при металообробці
Номер патенту: 92424
Опубліковано: 11.08.2014
Автори: Залога Вільям Олександрович, Нагорний Володимир В'ячеславович

Формула / Реферат
Спосіб визначення шорсткості поверхні деталі при металообробці, що включає вимір акустичного сигналу і визначення по ньому значення шорсткості поверхні, який відрізняється тим, що як акустичний сигнал використовують звуковий сигнал різання, який безперервно вимірюють в зоні різання, причому при вимірах звукового сигналу реєструють звуковий тиск, що генерується взаємодією різця з поверхнею деталі, а параметр ![]() шорсткості поверхні визначають по співвідношенню:
шорсткості поверхні визначають по співвідношенню:
![]() , мкм ,
, мкм ,
де ![]() - подача мм/об;
- подача мм/об; ![]() - радіус при вершині різця, мм;
- радіус при вершині різця, мм; ![]() ,
, ![]() - величина звукового тиску в Па, зареєстрована, відповідно, при першому та наступних вимірах звуку.
- величина звукового тиску в Па, зареєстрована, відповідно, при першому та наступних вимірах звуку.
Текст
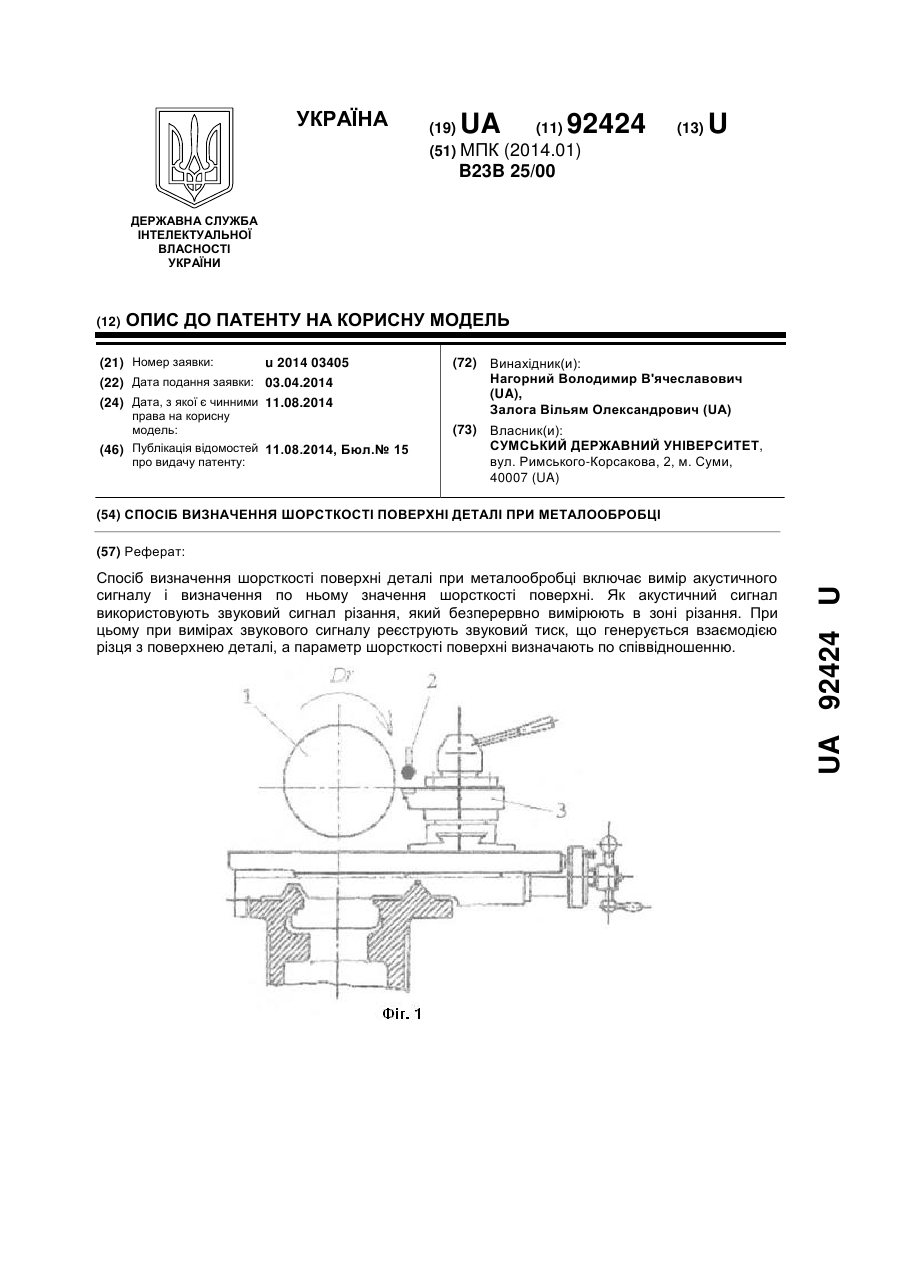
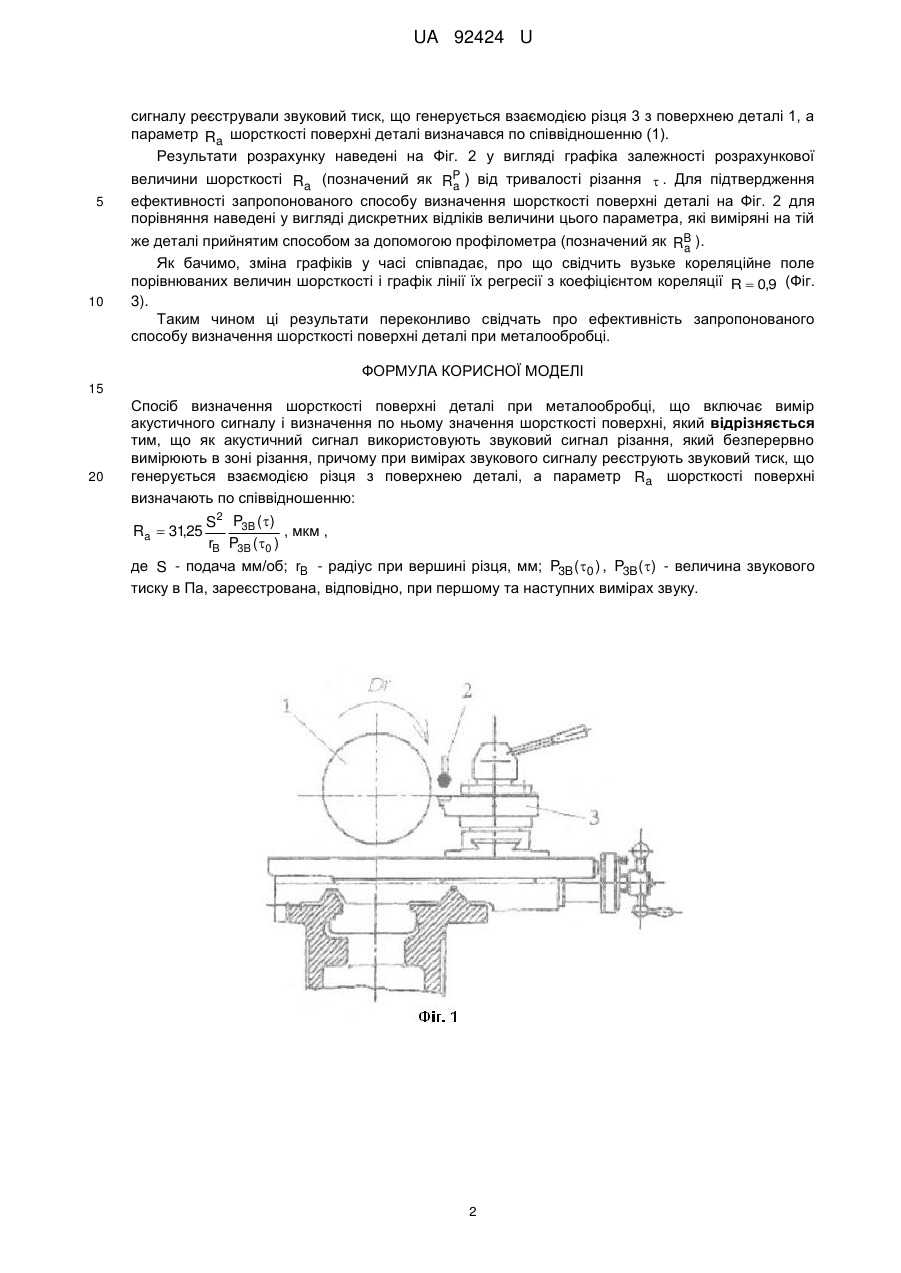
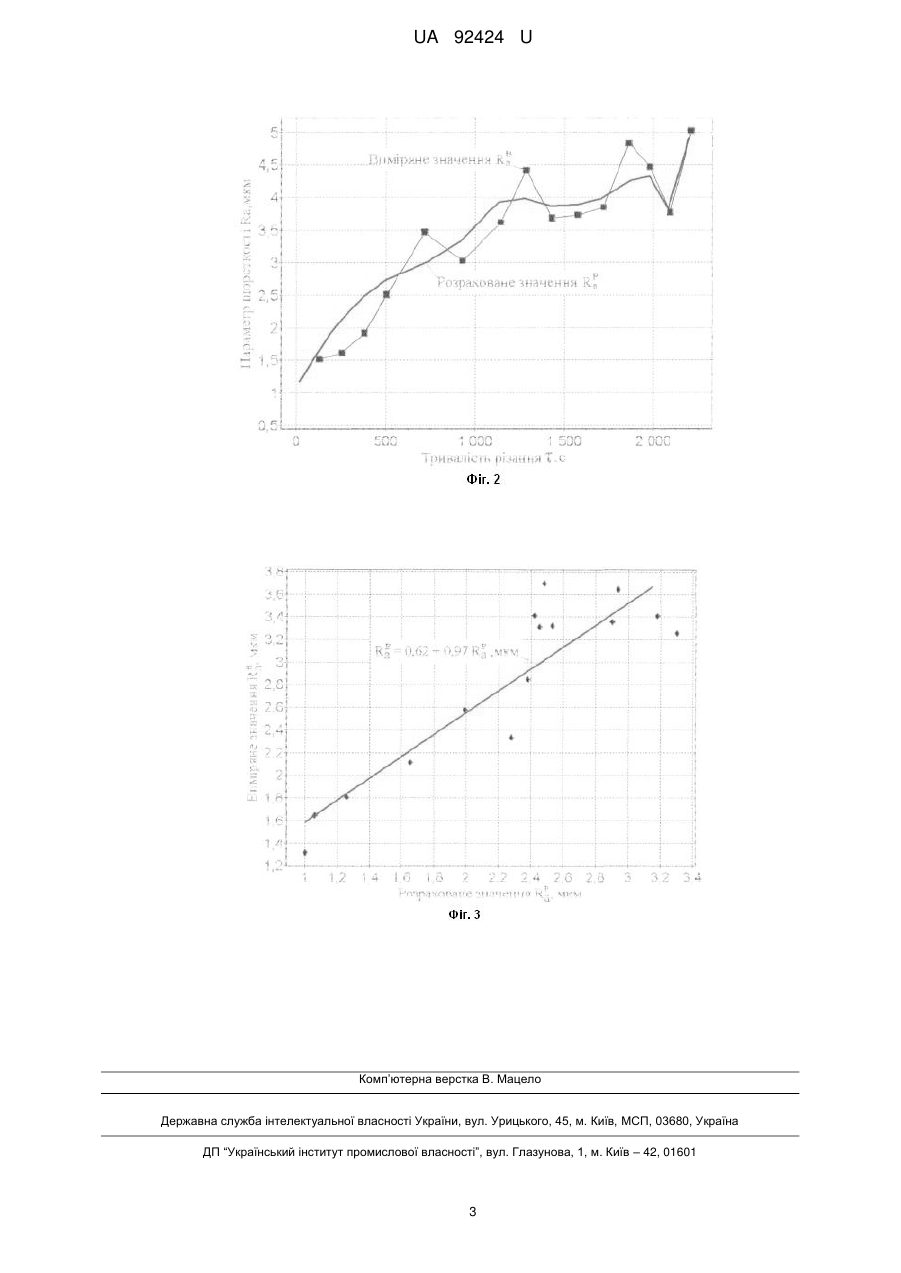
Реферат: UA 92424 U UA 92424 U 5 10 15 20 25 30 Корисна модель належить до обробки металів різанням і може бути застосована для визначення шорсткості поверхні деталі, що обробляється. Відомий спосіб оцінки шорсткості поверхні в процесі різання, який ґрунтується на оцінці стану системи ВПІД за її вібраціями (Ав. св. СССР № 872052 МПК В23В49/00, 15.10.81) і в якому з метою розширення можливостей способу і активного впливу на хід процесу різання, виділяють змінну складову обвідної віброакустичного сигналу, за параметрами якої визначають шорсткість поверхні. Недоліком способу є те, що відсутній чіткий алгоритм виділення змінної складової обвідної віброакустичного сигналу, що істотно ускладнює спосіб визначення шорсткості і знижує його точність і достовірність. Найбільш близьке технічне рішення до пропонованого є спосіб визначення шорсткості поверхні деталі при обробці на металорізальному верстаті (патент РФ 2163182 С1, МПК В23В25/06, 20.02.2001), який включає реєстрацію сигналу акустичної емісії та знаходження площі спектра сигналу акустичної емісії, а шорсткість поверхні визначають по відношенню площ спектрів зареєстрованого сигналу акустичної емісії та визначеного заздалегідь еталонного сигналу акустичної емісії. Недоліком способу є, по-перше, те, що він кожен раз при зміні марки оброблюваної сталі або марки інструменту потребує використання нової еталонної деталі і побудови нового графіка, який встановлює зв'язок між акустичною емісією і шорсткістю і, по-друге, сигнал акустичної емісії отримує суттєві викривлення на шляху від точки контакту інструменту з деталлю до точки, де розміщується датчик, який реєструє цей сигнал, що призводить до істотних похибок у визначенні величини шорсткості. Технічний результат - суттєве підвищення точності визначення величини шорсткості за рахунок виключення спотворень сигналу, що реєструється, та забезпечення тим самим своєчасного припинення процесу обробки деталі для виключення її браку. Зазначений технічний результат досягається тим, що в способі визначення шорсткості поверхні деталі при металообробці, що включає вимір акустичного сигналу і визначення по ньому значення шорсткості поверхні, згідно з корисною моделлю, як акустичний сигнал використовують звуковий сигнал різання, який безперервно вимірюють в зоні різання, причому при вимірах звукового сигналу реєструють звуковий тиск, що генерується взаємодією різця з поверхнею деталі, а параметр Ra шорсткості поверхні визначають по співвідношенню: Ra 31,25 35 40 45 50 S2 P3B ( ) , мкм rB P3B ( 0 ) (1), де S - подача мм/об; rB - радіус при вершині різця, мм; P3B ( 0 ) , P3B ( ) - величина звукового тиску в Па, зареєстрована, відповідно, при першому та наступних вимірах звуку. Виконання способу визначення шорсткості поверхні деталі при металообробці в сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє істотно підвищити точність визначення величини шорсткості поверхні за рахунок виключення спотворень сигналу, що реєструється; своєчасно припинити процес обробки при досягненні неприпустимої величини шорсткості і тим самим виключити брак. Суть способу пояснюється кресленнями. На Фіг. 1 наведено схему вимірювань тиску звуку різання, де 1 - оброблювана деталь, 2 мікрофон, 3 - різець. На Фіг. 2 наведені для порівняння графіки, які описують зміни з плином часу виміряних і розрахованих значень параметра шорсткості Ra . На Фіг. 3 наведено кореляційне поле і графік лінії регресії виміряного і розрахованого значення параметра шорсткості Ra . Пропонований спосіб визначення шорсткості поверхні деталі при металообробці здійснюється наступним чином. Приклад На токарно-гвинторізному верстаті 16К20Т1 різцем 3 з ріжучою пластинкою з матеріалу Т15К6 з радіусом при вершині різця rB 0,46 мм оброблялась деталь 1 (Фіг. 1) з матеріалу Ст 45 на режимі різання: V 94 м/хв, подача S 0,15 мм /об, глибина різання t 0,3 мм. У процесі різання за допомогою мікрофона 2 проводився контроль звукового сигналу різання, який безперервно вимірювали в зоні різання (Фіг.1), причому при вимірах звукового 1 UA 92424 U сигналу реєстрували звуковий тиск, що генерується взаємодією різця 3 з поверхнею деталі 1, а параметр Ra шорсткості поверхні деталі визначався по співвідношенню (1). Результати розрахунку наведені на Фіг. 2 у вигляді графіка залежності розрахункової 5 10 величини шорсткості Ra (позначений як RP ) від тривалості різання . Для підтвердження a ефективності запропонованого способу визначення шорсткості поверхні деталі на Фіг. 2 для порівняння наведені у вигляді дискретних відліків величини цього параметра, які виміряні на тій же деталі прийнятим способом за допомогою профілометра (позначений як RB ). a Як бачимо, зміна графіків у часі співпадає, про що свідчить вузьке кореляційне поле порівнюваних величин шорсткості і графік лінії їх регресії з коефіцієнтом кореляції R 0,9 (Фіг. 3). Таким чином ці результати переконливо свідчать про ефективність запропонованого способу визначення шорсткості поверхні деталі при металообробці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб визначення шорсткості поверхні деталі при металообробці, що включає вимір акустичного сигналу і визначення по ньому значення шорсткості поверхні, який відрізняється тим, що як акустичний сигнал використовують звуковий сигнал різання, який безперервно вимірюють в зоні різання, причому при вимірах звукового сигналу реєструють звуковий тиск, що генерується взаємодією різця з поверхнею деталі, а параметр Ra шорсткості поверхні визначають по співвідношенню: Ra 31,25 S2 P3B ( ) , мкм , rB P3B ( 0 ) де S - подача мм/об; rB - радіус при вершині різця, мм; P3B ( 0 ) , P3B ( ) - величина звукового тиску в Па, зареєстрована, відповідно, при першому та наступних вимірах звуку. 2 UA 92424 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюZaloha Viliam Oleksandrovych
Автори російськоюЗалога Вильям Александрович
МПК / Мітки
МПК: B23B 25/00
Мітки: визначення, шорсткості, поверхні, деталі, металообробці, спосіб
Код посилання
<a href="https://ua.patents.su/5-92424-sposib-viznachennya-shorstkosti-poverkhni-detali-pri-metaloobrobci.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення шорсткості поверхні деталі при металообробці</a>
Спосіб визначення шорсткості поверхні деталі при обробці на металорізальному верстаті
Номер патенту: 30407
Опубліковано: 25.02.2008
Автори: Барабаш Ярослав Васильович, Симута Микола Олександрович
МПК: B23Q 17/22
Мітки: визначення, спосіб, металорізальному, верстаті, деталі, поверхні, шорсткості, обробці
Формула / Реферат:
Спосіб визначення шорсткості поверхні деталі при обробці на металорізальному верстаті, що включає реєстрацію віброакустичної емісії та визначення по ній значення шорсткості поверхні деталі, який відрізняється тим, що визначають середню потужність віброакустичної емісії, а шорсткість поверхні визначають по відношенню зареєстрованого в процессі обробки сигналу середньої потужності віброакустичної емісії до визначеного наперед еталонного сигналу...
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Усачов Петро Антонович, Паткевич Ольга Іванівна
МПК: B23B 25/00
Мітки: шорсткості, визначення, різання, параметрів, процесі, спосіб, поверхні
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Еталон шорсткості для калібровки контактних (щупових) приладів для вимірів шорсткості поверхні деталі
Номер патенту: 74152
Опубліковано: 25.10.2012
Автори: Головченко Валентина Василівна, Гущин Володимир Миколайович, Мозолюк Володимир Олексійович, Гущина Алла Никифорівна
МПК: G01B 5/28
Мітки: еталон, поверхні, щупових, шорсткості, вимірів, калібровки, контактних, приладів, деталі
Формула / Реферат:
1. Еталон шорсткості для калібровки контактних (щупових) приладів для виміру шорсткості поверхні деталі у вигляді прямокутного паралелепіпеда, на одній із поверхонь якого нанесені нерівності із визначеними значеннями шорсткості по параметру Ra, який відрізняється тим, що нерівності нанесені на всій поверхні; значення шорсткості по параметру Ra знаходяться в інтервалі, в якому розташовані значення шорсткості по параметру Ra поверхні деталі,...
Спосіб вимірювання шорсткості поверхні в процесі виготовлення деталі
Номер патенту: 39149
Опубліковано: 10.02.2009
Автори: Максимчук Іван Вікторович, Філіппова Марина В`ячеславівна, Діордіца Анна Миколаївна, Войтюк Оксана Анатоліївна, Діордіца Ірина Миколаївна, Заєць Сергій Сергійович, Педько Ксенія Олександрівна, Симута Микола Олександрович
МПК: B23Q 15/00, B23B 25/00
Мітки: деталі, виготовлення, поверхні, вимірювання, спосіб, шорсткості, процесі
Формула / Реферат:
Спосіб вимірювання шорсткості поверхні в процесі обробки деталі, що включає реєстрацію променя, відбитого від поверхні деталі, та порівняння його з еталонним сигналом і визначення шорсткості поверхні, який відрізняється тим, що використовують монокогерентне оптичне випромінювання на основі інтерферометра Фабрі-Перо, яке передають через волоконно-оптичний провідник, так, що частина променя відбивається від торця провідника, а частина виходить...
Спосіб визначення шорсткості поверхні
Номер патенту: 39069
Опубліковано: 15.05.2001
Автори: Вербицький Володимир Павлович, Савенков Сергій Миколайович, Кравченко Вілен Іосипович, Жданенко Олександр Васильович
МПК: G02B 6/126, G02B 5/30, G01B 11/30
Мітки: спосіб, визначення, шорсткості, поверхні
Формула / Реферат:
(21) 2001032056 Дата прийняття(54) (57) рішення 09 квітня 2001 р.Спосіб визначення шорсткості поверхні , який полягає у тому, що на поверхню, яка досліджується, спрямовують...
Попередній патент: Пристрій для сушіння дисперсних матеріалів
Наступний патент: Спосіб знеболення, лікування та відновлення частково зруйнованого зуба, ураженого пульпітом, за кононенком-рожком
Випадковий патент: Спосіб рентгенографії в моделювані трансплантата анатомічних дефектів трубчастих кісток